ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6111-52
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
Дата введения 1952-10-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52
3. ВЗАМЕН ОСТ 20010-38
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 3262-75 | Вводная часть |
ГОСТ 6211-81 | « |
ГОСТ 6485-69 | 2, 3 |
ГОСТ 19853-74 | 1 |
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 N 4538 (ИУС 3-85)
Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 N 4538 (ИУС 3-85)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85)
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечания:
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211.
2. (Исключен, Изм. N 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт.1 и табл.1.
Черт.1 — Коническая дюймовая резьба
; ; ; конусность
Черт.1
Шаг резьбы измеряют параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы :
KГОСТ 6111-52
(Измененная редакция, Изм.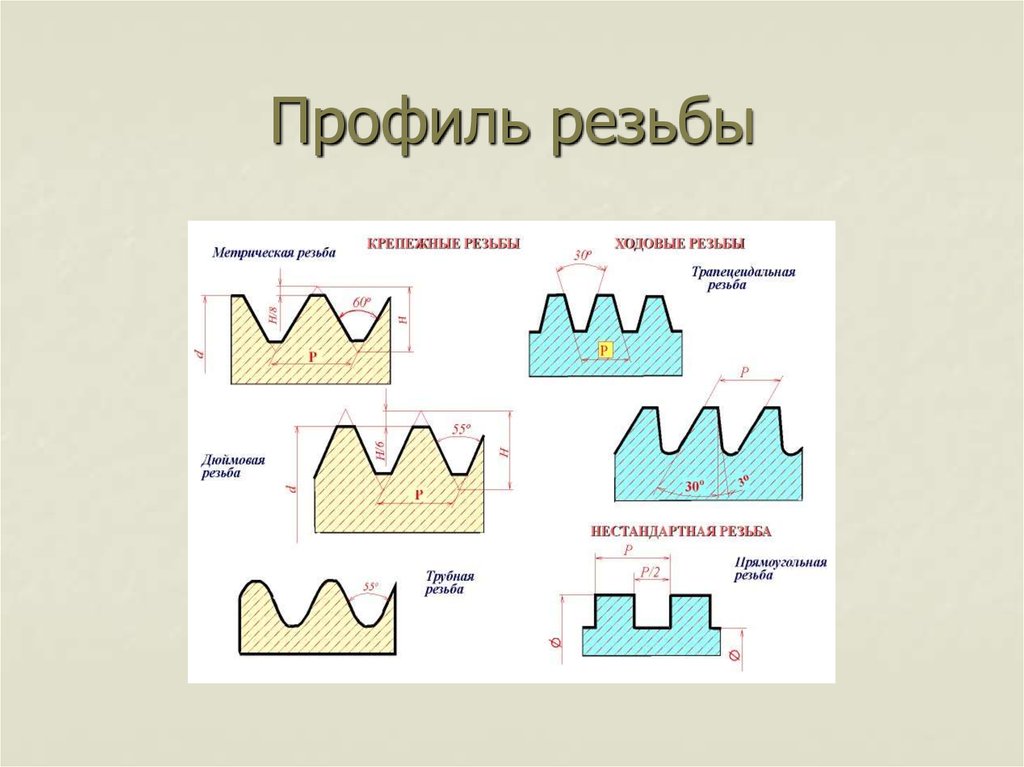 N 2).
N 2).
Таблица 1
Размеры в миллиметрах
Обозначение, размера резьбы, дюймы | Число ниток на | Шаг резьбы | Длина резьбы | Диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||
рабочая | от торца трубы до основной плоскости | наружный | внутренний | ||||||
27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 | |
7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | ||||
18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 | |
10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | ||||
14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 | |
8,611 | 25,117 | 26,568 | 23,666 | 23,128 | |||||
1 | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 | |
18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | ||||
18,5 | 46,287 | 48,054 | 44,520 | 43,853 | |||||
2 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | |||
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер справочный.
3. Вместо резьбы допускается применять коническую резьбу М6х1 по ГОСТ 19853.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п.4 в отношении размеров .
II. ДОПУСКИ
2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы (черт.2) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.2 — Резьба трубы (наружная)
Черт.2
(Измененная редакция, Изм. N 1, 2).
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты (черт. 3) относительно номинального расположения не должно превышать (шаг резьбы).
3) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.3 — Резьба муфты (внутренняя)
Черт.3
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров должна быть не менее разности указанных в табл.1 номинальных размеров и .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и по черт.4) не должны превышать приведенных в табл.2.
Таблица 2
Обозначение размера резьбы | ||
мм | ||
и | 0,3765 | -0,045 |
и | 0,5645 | -0,065 |
и | 0,7255 | -0,085 |
0,8835 | ||
Черт.
 4 — Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы
4 — Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы
Черт.4
(Измененная редакция, Изм. N 2).
6. Отклонения половины угла профиля, угла уклона () и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл.3.
Таблица 3
Обозначение размера резьбы | Пред. откл. | ||||
половины угла профиля | угла уклона | по шагу резьбы | |||
для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
мм | |||||
и | ±1° | ±0,02 | ±0,04 | ||
(Измененная редакция, Изм. N 1, 2).
N 1, 2).
Различия метрической и дюймовой резьбы |
Автор статьи: pkmetiz.ru
Резьбовое соединение — наиболее распространенный способ сопряжения деталей при сборке механизмов, машин, конструкций, промышленного оборудования, различных изделий. Одной из важных характеристик резьбы является применяемая единица измерения ее параметров. По этой характеристики они бывают метрическими и дюймовыми.
Различия между ними не ограничиваются единицами измерения, но затрагивают и конструктивные характеристики. Это приводит к несовместимости крепежных элементов и деталей с резьбой разных типов, даже если внешне они кажутся идентичными. Поэтому необходимо иметь представление о том, чем отличается метрическая резьба от дюймовой.
Распространение дюймовой резьбы
Несмотря на распространение метрической системы в большинстве стран мира, применение дюймовой резьбы остается очень широким. Она используется для соединения деталей трубопроводов и всего связанного оборудования, включая насосы, арматуру, сантехнику. Поэтому дюймовую резьбу часто называют трубной. Также ее применяют для изготовления многих крепежных элементов, деталей техники. Поэтому сегодня существует множество отраслей, где используется дюймовая резьба.
Поэтому дюймовую резьбу часто называют трубной. Также ее применяют для изготовления многих крепежных элементов, деталей техники. Поэтому сегодня существует множество отраслей, где используется дюймовая резьба.
Одной из причин такого положения вещей является то, что промышленная революция берет свое начало из Англии, где дюйм и по сей день остается одной из основных единиц измерения длины. Сегодня неметрическая система, в которой используются дюймы, применяется в США, Великобритании, ряде других крупных промышленных стран.
Кроме того, распространение дюймовой резьбы связано и с удобством ее использования. Измерение десятых долей миллиметра может быть затруднительным и ухудшает точность. Дюймовая резьба измеряется с шагом в 1/4 дюйма. Это значительно упрощает обозначение и точность замеров резьбовых элементов, а также сокращает количество типоразмеров.
Основные отличия резьб
Любая резьба характеризуется следующими основными параметрами:
- Наружный диаметр — расстояние между вершинами двух диаметрально расположенных гребней.
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка. - Внутренний диаметр — расстояние между впадинами двух диаметрально расположенных гребней.
- Шаг резьбы — расстояние между двумя соседними вершинами профильных гребней или количество витков на единицу длины нарезанной резьбы.
- Угол профиля — угол гребня в градусах.
- Глубина резьбы — расстояние между впадиной и вершиной профильного гребня.
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.Разница резьбы метрической и дюймовой заключается в измерении этих основных параметров. Так, диаметры метрической резьбы указываются в миллиметрах, а дюймовой — дюймах (2,54 см). Дюймы указываются в целых и дробных долях, например, 1 1/4″. Существенные отличия есть и в принципах измерения шага. Для метрической резьбы он представляет собой расстояние между вершинами соседних профильных гребней, выраженное в миллиметрах. Шаг дюймовой резьбы — это количество витков (ниток) на один дюйм длины.
В отличие от метрической, у трубной резьбы по стандарту для каждого диаметра устанавливается свое значение шага. Это позволяет учитывать толщину стенок труб и их прочностные характеристики для образования наиболее надежного резьбового соединения, устойчивого к переменным нагрузкам и повышенному внутреннему давлению в трубопроводе.
Важным конструктивным отличием является профильный угол. Более того, по этому параметру можно отличить метрическую резьбу от дюймовой. В соответствии с нормами ГОСТ 6211-81 и 6357-81 гребни резьбы должны иметь профиль равностороннего треугольника. При этом угол наклона профильного гребня у метрической равняется 60°, а у трубной — 55°. Поэтому для специалиста доступно определение дюймовой резьбы визуально по данному параметру.
Эти отличия делают детали с разными видами резьб несовместимыми друг с другом. Они не подходят в связи с разными значениями диаметра и шага. Даже если эти параметры будут приблизительно совпадать, разный профильный угол не позволит создать рабочее резьбовое соединение.
Измерения
Несмотря на отличия метрической и дюймовой резьбы, их измерение выполняется одинаковыми инструментами:
- калибрами;
- резьбомерами;
- механическими измерителями — микрометрами, штангенциркулями.
Механические измерители могут применяться только для измерения внешнего диаметра. Поэтому такие инструменты используются только для предварительных измерений.
Удобным способом определить шаг дюймовой резьбы, является использование калибра. Этот же метод может применяться и для метрической нарезки. Калибром выступает штуцер или муфта, на которых нарезана соответственно внутренняя или наружная резьба, параметры которой точно соответствую стандарту. Деталь с измеряемой резьбой вкручивается в калибр или накручивается на него.
Если при этом не возникает затруднений, и образуется плотное соединение, значит, измеряемый шаг соответствует стандартному значению, указанному на калибре. Если же выполнить соединение не удалось, нужно взять калибр с другими параметрами и повторить попытку. Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Резьбомер еще более упрощает процесс промеров. Он представляет собой комплект пластинок с гребенками, размеры которых соответствуют стандартным размерам резьб. Пластинку прикладывают к резьбе гребенкой. Ее профиль должен точно совпасть с профилем резьбы. Это позволяет говорить, что параметры последней соответствуют стандартным значениям, которые указаны на пластинке резьбомера.
Форма резьбыBritish Standard Whitworth (BSW) Форма резьбы
British Standard Whitworth (BSW)
|
 Это была первая стандартизированная форма резьбы.
Форма резьбы показана на схеме. Принципал
особенности формы резьбы British Standard Whitworth (BSW)
заключаются в том, что угол между сторонами резьбы составляет 55 градусов
и резьба имеет радиусы как у корней, так и у гребней
нити. Соответствующий стандарт для этой формы резьбы
является британским стандартом BS 84 — 2007. Форма резьбы теперь
избыточный и был заменен унифицированной и метрической резьбой.
но есть много приложений, в которых он все еще используется.
Резьба British Standard Fine (BSF) имеет такой же профиль.
как форма резьбы BSW, но использовалась, когда требовался более мелкий шаг.
требуется для данного диаметра.
Это была первая стандартизированная форма резьбы.
Форма резьбы показана на схеме. Принципал
особенности формы резьбы British Standard Whitworth (BSW)
заключаются в том, что угол между сторонами резьбы составляет 55 градусов
и резьба имеет радиусы как у корней, так и у гребней
нити. Соответствующий стандарт для этой формы резьбы
является британским стандартом BS 84 — 2007. Форма резьбы теперь
избыточный и был заменен унифицированной и метрической резьбой.
но есть много приложений, в которых он все еще используется.
Резьба British Standard Fine (BSF) имеет такой же профиль.
как форма резьбы BSW, но использовалась, когда требовался более мелкий шаг.
требуется для данного диаметра. форма резьбы. Британская стандартная латунь (для которой нет
Британский стандарт) основан на форме резьбы Витворта.
со всеми диаметрами, имеющими 26 витков на дюйм (tpi). Это было
используется на общих латунных работах, газовых фитингах и латунных трубах.
Также сообщается, что эта резьба должна использоваться в основаниях антенн.
Конкретные размеры резьбы могут быть получены путем обработки
это как особая нить Уитворта. Может нить пришла
примерно как попытка стандартизации газовой горелки
производители.
форма резьбы. Британская стандартная латунь (для которой нет
Британский стандарт) основан на форме резьбы Витворта.
со всеми диаметрами, имеющими 26 витков на дюйм (tpi). Это было
используется на общих латунных работах, газовых фитингах и латунных трубах.
Также сообщается, что эта резьба должна использоваться в основаниях антенн.
Конкретные размеры резьбы могут быть получены путем обработки
это как особая нить Уитворта. Может нить пришла
примерно как попытка стандартизации газовой горелки
производители.
|
ISO 724 — Метрическая резьба
ISO 724 определяет основные размеры метрической резьбы в соответствии с ISO 261. Размеры относятся к основному профилю в соответствии с ISO 68.
Шаг варьируется от 90 до очень мелкого с до 5 различными шагами для некоторых размеров. Угол резьбы 60 или , а глубина резьбы составляет 0,614 x шаг.
Метрическая резьба — более крупная резьба
В таблице ниже указаны некоторые из наиболее часто используемых крупных резьб до размера M 68. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300. Приведенная ниже таблица не является полной.
Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300. Приведенная ниже таблица не является полной.
| Размер — Номинальный диаметр (мм) | PITE 1) (мм) | Дриль (ММ) | ДРУГОЙ0090 | Tap Drill (mm) | Tensile Stress Area (mm 2 ) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M 1.6 | 0.35 | 1.8 | 1.25 | ||||||||||||
| M 2 | 0,40 | 2,4 | 1,60 | ||||||||||||
| М 2,5 | 0,45 | 2,90 | 2,00 | ||||||||||||
| M 3 | |||||||||||||||
| M 3 | |||||||||||||||
| M 3 | .0039 | 2.50 | |||||||||||||
| M 3.5 | 0.60 | 3.90 | 2.90 | ||||||||||||
| M 4 | 0.70 | 4. 50 50 | 3.30 | 8.78 | |||||||||||
| M 5 | 0.80 | 5.50 | 4,20 | 14,2 | |||||||||||
| M 6 | 1,00 | 6,60 | 5,00 | 20,1 | |||||||||||
| M 8 | 1,25 | ||||||||||||||
| M 8 | 1,25 | ||||||||||||||
| M 8 | 1,25 | ||||||||||||||
| M 8 | 1,25 | ||||||||||||||
| M 8 | 1,25 | ||||||||||||||
| M 8 | .0039 | 9.00 | 6.80 | 36.6 | |||||||||||
| M 10 | 1.50 | 12.00 | 8.50 | 58.0 | |||||||||||
| M 12 | 1.75 | 14.00 | 10.20 | 84.3 | |||||||||||
| M 14 | 2.00 | 16.00 | 12.00 | ||||||||||||
| M 16 | 2,00 | 18,00 | 14,00 | 157 | 14,00 | 157 | 14,00 | 157 | 14.00157 | 9003||||||
| M 20 | 2. 50 50 | 22.00 | 17.50 | 245 | |||||||||||
| M 22 | 2.50 | 25.00 | 19.50 | ||||||||||||
| M 24 | 3.00 | 27.00 | 21.00 | 353 | |||||||||||
| M 27 | 3,00 | 30,00 | 24.00 | ||||||||||||
| M 30 | 3,50 | 33.00 | 26.50 | 33.00 | 26.50 | 33.00 | 26.50 | 33.00 | 26.50 | 33.00 | 26.50 | 33.00 | 26.50 | 33.00 | 561 |
| M 36 | 4.00 | 40.00 | 32.00 | 817 | |||||||||||
| M 42 | 4.50 | 46.00 | 37.50 | 1120 | |||||||||||
| M 48 | 5.00 | 53.00 | 43.00 | 1470 | |||||||||||
| M 56 | 5,50 | 62,00 | 50,50 | 2030 | |||||||||||
| M 64 | 6,00 | ||||||||||||||
| M 64 | 6,00 | ||||||||||||||
| M 64 | 7. 00 00 | 70,00 | 58,00 | 2680 | |||||||||||
| M 68 | 6,00 | 9001 | 62.00 |
Загрузите и распечатайте таблицу зазоров для метрических крупных резьб и таблицу отверстий под метчик
Метрические резьбы — Мелкие резьбы
Обычно метрические мелкие резьбы обозначаются заглавной буквой М плюс указание их номинального наружного диаметра и шага:
Размер M x шаг
Пример:
M 10 x 1,5
В таблице ниже указаны обычно используемые более тонкие резьбы до размера M 100. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300.
Размер — номинальный диаметр | Потх.0011 (mm 2 ) | |||||
|---|---|---|---|---|---|---|
M 1. 0 x 0.2 0 x 0.2 | 0.20 | 0.80 | ||||
| M 1.1 x 0.2 | 0.20 | 0.90 | ||||
| M 1.2 x 0.2 | 0.20 | 1.00 | ||||
| M 1.4 x 0.2 | 0.20 | 1.20 | ||||
| M 1.6 x 0.2 | 0.20 | 1.40 | ||||
| M 1.8 x 0.2 | 0.20 | 1.60 | ||||
| M 2 x 0.25 | 0.25 | 1.75 | ||||
| M 2.2 x 0.25 | 0.25 | 1.95 | ||||
| M 2.5 x 0.35 | 0.35 | 2.10 | ||||
| M 3 x 0.35 | 0.35 | 2.60 | ||||
| M 3.5 x 0.35 | 0.35 | 3.10 | ||||
| M 4 x 0.5 | 0.50 | 3.50 | ||||
| M 4.5 x 0.5 | 0. 50 | 4.00 | ||||
| M 5 x 0.5 | 0.50 | 4.50 | ||||
| M 5,5 x 0,5 | 0,50 | 5,00 | ||||
| M 6 x 0,75 | 0,75 | 5,20 | 20,1 | |||
| M 7 x 0,75 | ||||||
| M 7 x 0,75 | M 7 x 0,75 | |||||
| M 7 x 0,75 | ||||||
| M 7 x 0,75 | ||||||
| M 7 x 0,75 | ||||||
| M 7.0050 6.20 | ||||||
| M 8 x 0.75 | 0.75 | 7.20 | ||||
| M 8 x 1.0 | 1.00 | 7.00 | 39.2 | |||
| M 9 x 0.75 | 0.75 | 8.20 | ||||
| M 9 x 1 | 1.00 | 8.00 | ||||
| M 10 x 0.75 | 0.75 | 9.20 | ||||
| M 10 x 1 | 1. 00 | 9.00 | 64.5 | |||
| M 10 x 1.25 | 1.25 | 8.80 | 61.2 | |||
| M 11 x 0.75 | 0.75 | 10.20 | ||||
| M 11 x 1 | 1.00 | 10,00 | ||||
| M 12 x 1 | 1,00 | 11,00 | ||||
| M 12 x 1,25 | 1,25 | 10,80 | 999999 | |||
| 10,80 | 99,25 | .0003 | M 12 x 1.5 | 1.50 | 10.50 | 88.1 |
| M 14 x 1.0 | 1.00 | 13.00 | ||||
| M 14 x 1.25 | 1.25 | 12.80 | ||||
| M 14 x 1.5 | 1.50 | 12.50 | ||||
| M 15 x 1 | 1.00 | 14.00 | ||||
| M 15 x 1.5 | 1. 50 | 13.50 | ||||
| M 16 x 1 | 1.00 | 15.00 | 178 | |||
| M 16 x 1.5 | 1.50 | 14.50 | 167 | |||
| M 17 x 1.0 | 1.00 | 16.00 | ||||
| M 17 x 1,5 | 1,50 | 15.50 | ||||
| M 18 x 1,0 | 1,00 | 17,00 | ||||
| M 180050 | ||||||
| M 180050 | ||||||
| M 180050 | ||||||
| M 180050 | ||||||
| M 180050 17,000050 1.50 | 16.50 | |||||
| M 18 x 2.0 | 2.00 | 16.00 | ||||
| M 20 x 1.0 | 1.00 | 19.00 | ||||
| M 20 x 1.5 | 1.50 | 18.50 | 272 | |||
| M 20 x 2.0 | 2.00 | 18.00 | 258 | |||
| M 22 x 1. 0 | 1.00 | 21.00 | ||||
| M 22 x 1.5 | 1.50 | 20.50 | ||||
| M 22 x 2.0 | 2.00 | 20.00 | ||||
| M 24 x 1.0 | 1.00 | 23.00 | ||||
| M 24 x 1,5 | 1,50 | 22,50 | 401 | |||
| M 24 x 2,0 | 2,00 | 22,00 | 384 | |||
| M0050 24.00 | ||||||
| M 25 x 1.5 | 1.50 | 23.50 | ||||
| M 25 x 2.0 | 2.00 | 23.00 | ||||
| M 27 x 1.0 | 1.00 | 26.00 | ||||
| M 27 x 1,5 | 1,50 | 25,50 | ||||
| M 27 x 2,0 | 2,00 | 25,00 | ||||
| M 28 x 1,0 | ,00131 | |||||
| M 28 x 1,0 | ,00131 | |||||
| M 28 x 1,0 | ||||||
| M 28 x 1,0 | 27.00 | |||||
| M 28 x 1.5 | 1.50 | 26.50 | ||||
| M 28 x 2.0 | 2.00 | 26.00 | ||||
| M 30 x 1.0 | 1.00 | 29.00 | ||||
| M 30 x 1.5 | 1.50 | 28.50 | ||||
| M 30 x 2.0 | 2.00 | 28.00 | 621 | |||
| M 30 x 3.0 | 3.00 | 27.00 | 581 | |||
| M 32 x 1.5 | 1.50 | 30.50 | ||||
| M 32 x 2.0 | 2.00 | 30.00 | ||||
| M 33 x 1.5 | 1.50 | 31.50 | ||||
| M 33 x 2.0 | 2.00 | 31.00 | ||||
| M 33 x 3.0 | 3.00 | 30.00 | ||||
| M 35 x 1.5 | 1.50 | 33. 50 | ||||
| M 35 x 2.0 | 2.00 | 33.00 | ||||
| M 36 x 1.5 | 1.50 | 34.50 | ||||
| M 36 x 2,0 | 2,00 | 34,00 | 915 | |||
| M 36 x 3,0 | 3,00 | 33,00 | 865 | |||
| М 39 x 1,59 | ||||||
| М 39 x 1,59950 | ||||||
| М 39 x 1,59950 | ||||||
| М 39.0050 37.50 | ||||||
| M 39 x 2.0 | 2.00 | 37.00 | ||||
| M 39 x 3.0 | 3.00 | 36.00 | ||||
| M 40 x 1.5 | 1.50 | 38.50 | ||||
| M 40 x 2.0 | 2.00 | 38.00 | ||||
| M 40 x 3.0 | 3.00 | 37.00 | ||||
| M 42 x 1.5 | 1.50 | 40.50 | ||||
| M 42 x 2. 0 | 2.00 | 40.00 | ||||
| M 42 x 3.0 | 3.00 | 39.00 | 1210 | |||
| M 42 x 4.0 | 4.00 | 38.00 | 1150 | |||
| M 45 x 1.5 | 1.50 | 43.50 | ||||
| M 45 x 2.0 | 2.00 | 43.00 | ||||
| M 45 x 3.0 | 3.00 | 42.00 | ||||
| M 45 x 4.0 | 4.00 | 41.00 | ||||
| M 48 x 1.5 | 1.50 | 46.50 | ||||
| M 48 x 2.0 | 2.00 | 46.00 | ||||
| M 48 x 3.0 | 3.00 | 45.00 | 1600 | |||
| M 48 x 4.0 | 4.00 | 44.00 | 1540 | |||
| M 50 x 1.5 | 1.50 | 48.50 | ||||
| M 50 x 2. 0 | 2.00 | 48.00 | ||||
| M 50 x 3.0 | 3.00 | 47.00 | ||||
| M 52 x 1,5 | 1,50 | 50.50 | ||||
| M 52 x 2,0 | 2,00 | 50,00 | ||||
| M 52 x 3,0 | ||||||
| M 52 x 3,0 | 3,0031 | |||||
| M 52 x 3,0 | 49.00 | |||||
| M 52 x 4.0 | 4.00 | 48.00 | ||||
| M 55 x 1.5 | 1.50 | 53.50 | ||||
| M 55 x 2.0 | 2.00 | 53.00 | ||||
| M 55 x 3.0 | 3.00 | 52.00 | ||||
| M 55 x 4.0 | 4.00 | 51.00 | ||||
| M 56 x 1.5 | 1.50 | 54.50 | ||||
| M 56 x 2.0 | 2.00 | 54.00 | ||||
| M 56 x 3. 0 | 3.00 | 53.00 | ||||
| M 56 x 4.0 | 4.00 | 52.00 | ||||
| M 58 x 1.5 | 1.50 | 56.50 | ||||
| M 58 x 2.0 | 2.00 | 56.00 | ||||
| M 58 x 3.0 | 3.00 | 55.00 | ||||
| M 58 x 4.0 | 4.00 | 54.00 | ||||
| M 60 x 1.5 | 1.50 | 58.50 | ||||
| M 60 x 2.0 | 2.00 | 58.00 | ||||
| M 60 x 3.0 | 3.00 | 57.00 | ||||
| M 60 x 4.0 | 4.00 | 56.00 | ||||
| M 62 x 1.5 | 1.50 | 60.50 | ||||
| M 62 x 2.0 | 2.00 | 60.00 | ||||
| M 62 x 3.0 | 3. 00 | 59.00 | ||||
| M 62 x 4.0 | 4.00 | 58.00 | ||||
| M 64 x 1.5 | 1.50 | 62.50 | ||||
| M 64 x 2.0 | 2.00 | 62.00 | ||||
| M 64 x 3.0 | 3.00 | 61.00 | ||||
| M 64 x 4.0 | 4.00 | 60.00 | ||||
| M 65 x 1.5 | 1.50 | 63.50 | ||||
| M 65 x 2.0 | 2.00 | 63.00 | ||||
| M 65 x 3.0 | 3.00 | 62.00 | ||||
| M 65 x 4.0 | 4.00 | 61.00 | ||||
| M 68 x 1.5 | 1.50 | 66.50 | ||||
| M 68 x 2.0 | 2.00 | 66.00 | ||||
| M 68 x 3.0 | 3.00 | 65. 00 | ||||
| M 68 x 4.0 | 4.00 | 64.00 | ||||
| M 70 x 1.5 | 1.50 | 68.50 | ||||
| M 70 x 2.0 | 2.00 | 68.00 | ||||
| M 70 x 3.0 | 3.00 | 67.00 | ||||
| M 70 x 4.0 | 4.00 | 66.00 | ||||
| M 70 x 6.0 | 6.00 | 64.00 | ||||
| M 72 x 1.5 | 1.50 | 70.50 | ||||
| M 72 x 2.0 | 2.00 | 70.00 | ||||
| M 72 x 3.0 | 3.00 | 69.00 | ||||
| M 72 x 4.0 | 4.00 | 68.00 | ||||
| M 72 x 6.0 | 6.00 | 66.00 | ||||
| M 75 x 1.5 | 1.50 | 73.50 | ||||
| M 75 x 2. 0 | 2.00 | 73.00 | ||||
| M 75 x 3.0 | 3.00 | 72.00 | ||||
| M 75 x 4.0 | 4.00 | 71.00 | ||||
| M 75 x 6.0 | 6.00 | 69.00 | ||||
| M 76 x 1.5 | 1.50 | 74.50 | ||||
| M 76 x 2.0 | 2.00 | 74.00 | ||||
| M 76 x 3.0 | 3.00 | 73.00 | ||||
| M 76 x 4.0 | 4.00 | 72.00 | ||||
| M 76 x 6.0 | 6.00 | 70.00 | ||||
| M 80 x 1.5 | 1.50 | 78.50 | ||||
| M 80 x 2.0 | 2.00 | 78.00 | ||||
| M 80 x 3.0 | 3.00 | 77.00 | ||||
| M 80 x 4.0 | 4. 00 | 76,00 | ||||
| M 80 x 6,0 | 6,00 | 74,00 | ||||
| M 85 x 2,0 | 2,00 | 93,00 | 43,00 | 0039 | 3.00 | 82.00 |
| M 85 x 4.0 | 4.00 | 81.00 | ||||
| M 85 x 6.0 | 6.00 | 79.00 | ||||
| M 90 x 2.0 | 2.00 | 88.00 | ||||
| M 90 x 3.0 | 3.00 | 87.00 | ||||
| M 90 x 4.0 | 4.00 | 86.00 | ||||
| M 90 x 6.0 | 6.00 | 84.00 | ||||
| M 95 x 2.0 | 2.00 | 93.00 | ||||
| M 95 x 3.0 | 3.00 | 92.00 | ||||
| M 95 x 4.0 | 4. 00 | 91.00 | ||||
| M 95 x 6.0 | 6.00 | 89.00 | ||||
| M 100 x 2.0 | 2.00 | 98.00 | ||||
| M 100 x 3.0 | 3.00 | 97.00 | ||||
| M 100 x 4.0 | 4.00 | 96.00 | ||||
| M 100 x 6.0 | 6.00 | 94.00 |
Related ISO Стандарты
- ISO 68:1973 Резьба общего назначения ISO — Базовый профиль
- ISO 261:1973 Метрическая резьба ISO общего назначения — Общий план
- ISO 262:1973 Метрическая резьба ISO общего назначения — Отдельные размеры для винтов, болтов и орехи
- ISO 724:1993 Резьба метрическая общего назначения ISO. Основные размеры
- ISO 965-1:1980 Резьба метрическая ISO общего назначения. Допуски. Часть 1. Принципы и основные данные
- ISO 965-2:1980 Общие положения ISO
- ISO 965-3:1980 Метрическая резьба ISO общего назначения.