Класс точности и поле допуска метрической резьбы
Что необходимо знать при проектировании соединительных элементов
В документации на крепёжные соединения нередко можно встретить обозначение вида:
Обозначение резьбы
Винт М10-6gх30 … ГОСТ ……
или например
Thread М10 х 1,5 – 6g7g
В приведенном обозначении 6g указывает на класс точности и поле допуска наружной резьбы (7g – это обозначение поля допуска диаметра выступов, но об этом в другой статье). Обозначение поля допуска отдельного диаметра метрической резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение.
Схема полей допусков метрической резьбы
Стандартно в массовом производстве используется 6g для изделий с наружной и 6H для изделий с внутренней резьбой. Давайте рассмотрим, что показывает это обозначение на нашем примере.
Практический смысл допуска сводится к разности между наибольшим и наименьшим допустимыми контролируемыми размерами. Современное индустриальное производство крепежа позволяет с высокой точностью накатывать резьбу в узком диапазоне заданных параметров: по сути, меньшая величина допуска пропорциональна стойкости специального инструмента для изготовления резьбы. То есть, учитывая стоимость инструмента для формирования резьбы, крепеж изготовленный в более зауженном допуске, будет стоить дороже. Величина допуска 6 среднего размера d2 определяется по таблице и составляет 132 мкм.
Современное индустриальное производство крепежа позволяет с высокой точностью накатывать резьбу в узком диапазоне заданных параметров: по сути, меньшая величина допуска пропорциональна стойкости специального инструмента для изготовления резьбы. То есть, учитывая стоимость инструмента для формирования резьбы, крепеж изготовленный в более зауженном допуске, будет стоить дороже. Величина допуска 6 среднего размера d2 определяется по таблице и составляет 132 мкм.
Поле допуска и основное отклонение
Допуски среднего диаметра d2 наружной и внутренней резьбы
Основное отклонение резьбы характеризует расположение допуска к номинальному диаметру, его знак указывает положение относительно теоретической нулевой линии. Геометрически основное отклонение зависит от шага резьбы. В нашем случае (g для P=1,5 мм) его табличное значение -32 мкм.
Числовые значения основных отклонений диаметров наружной и внутренней резьбы
Графически, допуск и основное отклонение болтовой резьбы (резьбы винта) можно представить следующим образом:
Допуски по размерам наружной метрической резьбы 6g
Смотреть таблицу
Еще одно важное замечание из приведенных данных, касаемое внутренней резьбы: стандартно изготавливаемая гайка с полем 6H, не имеет зазора в размере D для нанесения дополнительного покрытия, что необходимо учитывать при проектировании болтовых соединений. Уменьшать сообразно величину допуска или использовать иное поле основного отклонения. Схематичное изображение внутренней резьбы имеет вид:
Допуски по размерам внутренней метрической резьбы 6H
Смотреть таблицу
Вывод. Класс точности и поле допуска метрической резьбы имеют решающее значение при выборе типа, толщины и коррозионной стойкости антикоррозионного покрытия. Это необходимо учитывать при заказе. Об этом в отдельной статье.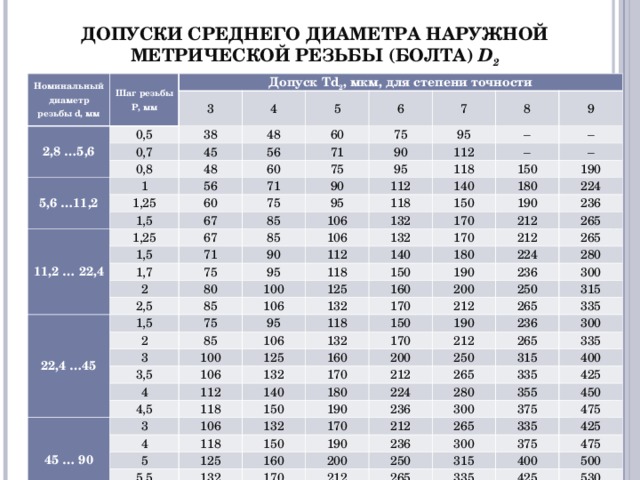
Наш инженерный центр осуществляет расчет и оказывает услуги по нанесению антикоррозионного покрытия на детали метизной группы. Имея большой опыт в сфере проектирования и организации поставок коррозионно-стойкого крепежа, мы готовы решать задачи, где высокое качество является обязательным требованием.
ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
Стандарт
- формат pdf
- размер 360.04 КБ
- добавлен 25 октября 2011 г.
Настоящий стандарт распространяется на метрическую резьбу с
профилем по ГОСТ 9150-81, диаметром от 0,25 до 0,9 мм по ГОСТ
8724-81, основными размерами по ГОСТ 24705-81 и устанавливает
допуски и предельные отклонения для посадок с зазором.
Смотрите также
Стандарт
- формат pdf
- добавлен 25 октября 2011 г.
Настоящий стандарт распространяется на метрическую резьбу диаметрами от 1 до 180 мм для деталей из пластмасс, соединяемых с пластмассовыми и металлическими деталями, и устанавливает профиль, основные размеры, допуски и предельные отклонения размеров такой резьбы.
- формат doc
- размер 189.63 КБ
- добавлен 30 октября 2008 г.
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724 и ГОСТ 16967 и основными размерами по ГОСТ 24705 и ГОСТ 24706. Допуски для резьб диаметром менее 1 мм — по ГОСТ 9000.
Допуски для резьб диаметром менее 1 мм — по ГОСТ 9000.
- формат djvu
- размер 974.87 КБ
- добавлен 07 октября 2008 г.
Основные нормы взаимозаменяемости, допуски, степени точности.
Стандарт
- формат pdf
- размер 249.84 КБ
- добавлен 25 октября 2011 г.
Настоящий стандарт распространяется на диаметры и шаги метрических резьб с профилем, применяемые в приборостроительной промышленности в том случае, когда диаметры и шаги резьб не могут удовлетворять функциональным и конструктивным требованиям.
Стандарт
- формат pdf
- размер 561.
 15 КБ
15 КБ - добавлен 25 октября 2011 г.
 15 КБ
15 КБНастоящий стандарт распространяется на метрические резьбы для приборостроения с профилем по ГОСТ 9150-81, диаметрами и шагами по ГОСТ 16967-81.
Стандарт
- формат pdf
- размер 303.92 КБ
- добавлен 21 сентября 2011 г.
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, и устанавливает общие допуски формы и расположения для тех элементов, для которых на чертеже эти допуски не указаны индивидуально (неуказанные допуски формы и расположения), Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием, если они не предусмотрены.
- формат doc
- размер 246.2 КБ
- добавлен 07 октября 2009 г.
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, и устанавливает общие допуски формы и расположения для тех элементов, для которых на чертеже эти допуски не указаны индивидуально (неуказанные допуски формы и расположения), Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием, если они не предусмотрены…
Стандарт
- формат pdf
- размер 411.92 КБ
- добавлен 01 февраля 2012 г.
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81 и устанавливает диаметры, шаги, допуски и предельные отклонения для посадок с натягом без применения элементов заклинивания. Переиздание 01.12.2002 с изм. 1
Переиздание 01.12.2002 с изм. 1
- формат doc, pdf
- размер 8.7 МБ
- добавлен 23 августа 2009 г.
ГОСТ-11708-82 Основные нормы взаимозаменяемости. Резьба., ГОСТ 8.050-73 Нормальные условия выполнения линейных и угловых измерений., ГОСТ 30893.2-2002 Общие допуски. Допуски формы и расположения поверхностей не указанные индивидуально., ГОСТ 1643-81 и др.
- формат djvu
- размер 4.78 МБ
- добавлен 12 июня 2009 г.
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения. ГОСТ 9150-81 Основные нормы взаимозаменяемости. Резьба метрическая. Профиль. и тд.
ГОСТ 633-80 Трубы насосно-компрессорные и муфты бурильные
Трубы насосно-компрессорные применяются для добычи нефти и газа. НКТ должны быть бесшовными, гладкими или высаженными и муфтовыми с высокогерметичными соединениями. Возможны безмуфтовые соединения.
НКТ должны быть бесшовными, гладкими или высаженными и муфтовыми с высокогерметичными соединениями. Возможны безмуфтовые соединения.
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT H-40
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT J-55
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT K-55
- ГОСТ 633-80 E (Обсадные и трубные) = API 5CT N-80
- ГОСТ 633-80 Э (Обсадные и насосно-компрессорные трубы) = API 5CT L-80
- ГОСТ 633-80 L (Обсадные и насосно-компрессорные трубы) = API 5CT C-90
- ГОСТ 633-80 Л (Обсадные и насосно-компрессорные трубы) = API 5CT C-95
- ГОСТ 633-80 М (Обсадные и насосно-компрессорные трубы) = API 5CT P-110
Трубы по настоящему стандарту должны изготавливаться двух марок В и А в зависимости от точности и уровня качества.
Размерный ряд трубок, типы соединений для двух марок приведены в таблице 1.
Таблица 1 размерный ряд трубок марок A и B
Предельные допуски по размерам и массе приведены ниже:
Технические требования:
Наружная и внутренняя поверхности труб не должны иметь трещин, наплывов, неровностей, каверн и включений.
Небольшие вмятины, царапины незначительного масштаба производственного происхождения допускаются, если они выходят за пределы толщины стенки в установленных пределах.
Участки выхода от высаженной части к корпусу трубы должны быть плавными и постепенными; толщина стенки должна быть в указанных пределах. Вставная часть длиной 85 мм с торцов не должна иметь дефектов.
Химический состав стали не указывается, за исключением того, что содержание фосфора и серы не должно превышать 0,045% каждого.
Механические свойства металла НКТ и муфты Таблица 2
Поверхности резьбы и уплотнения должны быть оцинкованы или обработаны фосфатом. Все НКТ, кроме марки ТВО, должны поставляться с муфтой (герметичная свинцовка) и нанесенными антикоррозионными и герметизирующими составами. При транспортировке трубы и муфты должны быть заострены для защиты от коррозии. Специальные внутренние покрытия на НКТ марки А должны наноситься по запросу.
Профиль резьбы для гладких труб и труб с высаженным концом показан на рис. 1.
Рис. 1. Круглый профиль резьбы для НКТ.
Размеры круглой резьбы для классов В и А приведены ниже.
Размеры резьбы приведены в таблицах 3, 4, 5 и 6.
Таблица 3 Размеры, мм круглой резьбы для гладких труб марок В и А
Условные обозначения к таблице 3
- Предельные допуски для номинальных размеров приведены ниже. Шаг, мм:
- — на длине 25,4 мм ±0,75
- — на полнопрофильной резьбе ±0,120
- Конусность, мм при длине резьбы 100 мм:
- корпус трубы (+0,66) — (0,22) Муфта
- (+0,22) — (0,36)
Таблица 4 Размер, мм круглой резьбы для НКТ с внешней высадкой марок В и А
Символы для таблицы 4
Резьбовые соединения с высоким уплотнением типа NKM.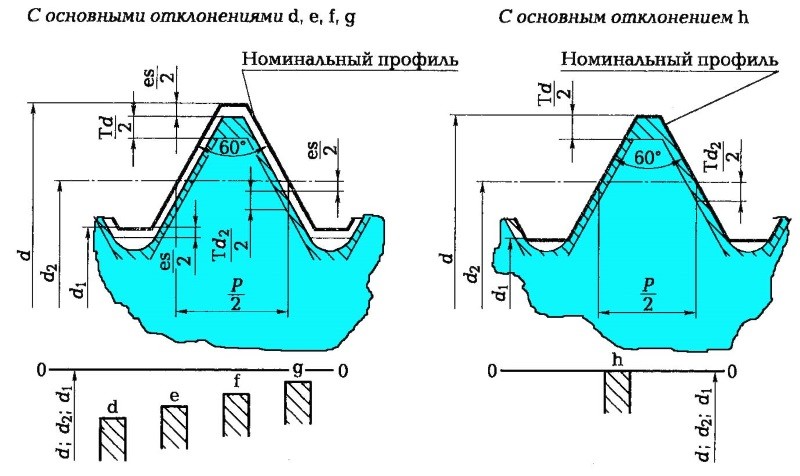
Резьбовой профиль для труб.
Профиль резьбы для условных проходов от 60 до 102 мм показан на рис.2; для номинального диаметра 114 мм см. рис. 3. Размер резьбы указан в таблице 5.
- Рис.2. Профиль резьбы (тип НКМ 60-102)
- а- муфта; расстроенный конец;
- б — трубка; соска.
- а — муфта;
- б — трубка.
Скос С можно заменить закруглением до радиуса 0,2 мм.
Размеры соединительных частей см. на рис. 4 и в таблице 6.
Рис.4. Резьба НКМ.
Предельные допуски на резьбу приведены в таблице 7.
Натяг резьбы, измеренный как расстояние от базовой плоскости резьбового калибра до конца трубы, должен составлять 20–1,2 мм для номинального диаметра отверстия от 60 до 102 мм и 24–2,5 мм для номинального диаметра 114 мм. мм.
мм.
Натяг резьбы для оцинкованной или обработанной фосфатом муфты, измеренный с помощью резьбомера, должен составлять 5,0–1,2 мм для номинального отверстия от 60 до 102 мм и 6,0–2,5 мм для номинального отверстия 114 мм.
Для силового свинчивания труб и оцинкованных или обработанных фосфатом муфт резьбовые натяги указаны ниже:
Силовое свинчивание НКТ и муфт должно обеспечивать полный контакт торца трубы с упорной поверхностью муфты. Трубка класса B может иметь зазор 0,5 мм между вышеуказанными поверхностями.
Таблица 5 Размеры резьбы для труб с высокогерметичными соединениями типа НКМ и укупорочными соединениями НКБ классов В и А
Таблица 6 Размеры резьбовых соединений с высоким уплотнением для труб
Условные обозначения к таблице 6
Суставы щенков.
Профиль резьбы и размеры см. на рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в таблице 7.
на рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в таблице 7.
Натяг резьбы для наружной резьбы, измеренный с помощью соответствующих резьбовых калибров с полным и неполным профилем резьбы, должен составлять 18+1,2 мм.
Рис. 5. Резьба типа НКБ.
Таблица 7 Предельные допуски для типов резьбы НКМ и НКБ, мм
Натяг резьбы на конце втулки, измеренный соответствующим калибром, должен составлять 5-1,2 мм.
Таблица 8 Размер НКТ с муфтовыми соединениями марок Б и А, мм
Разброс толщины стенок как охватываемого, так и охватывающего концов не должен превышать 1,0 мм.
Условные обозначения для таблицы 8
Ширина упорного ремня должна соответствовать приведенной ниже:
Резьба муфт должна быть соосной в пределах 0,75 мм в торцевой плоскости и в пределах 3 мм на длине одного метра. Соосность плоского конца может быть увеличена до 1,0 мм, если этот параметр на одном метре длины составляет 2,0 мм.
Соосность плоского конца может быть увеличена до 1,0 мм, если этот параметр на одном метре длины составляет 2,0 мм.
Резьбовые поверхности, упорные пояски на трубах и муфтах не должны иметь заусенцев, ямок, неровностей и других дефектов, влияющих на прочность и уплотняющие свойства.
Шероховатость поверхности резьбы не должна превышать 20 мкм.
Разнотолщинность муфт и резьбовых концов труб марки НКБ не должна превышать 0,1 мм для номинальных отверстий 27 по ГОСТ 17410-78.
Марки Д и К поставляются без неразрушающего контроля по специальному согласованию.
Наша команда имеет высокую квалификацию и опыт в обслуживании и производстве всех видов стальных материалов.
- Стандарты
- Процесс
- Материал
- Приложения
- ASTM A234 WPB
- АСТМ А213
- АСТМ А333
- АСТМ А335
- АСТМ А78/А178М
- Базальт литой
- Фитинги для труб с базальтовым покрытием
- Компенсаторы с керамическим покрытием
- Боковой тройник с керамической футеровкой
- A335 Хроммолибденовая труба
- A333 Низкотемпературная труба
- Ребристая труба, котельные трубы
- Противоэрозионные экраны для труб
- Стальная пластина
- Трубы из легированной стали склад
Copyright © 2000-2022 Sunny Steel Enterprise Ltd. Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763
SprutCAM 14.0.12.218 выпущена 27.04.2021
Перейти к содержимомуЧто нового
- Обновлены таблицы резьбы для токарных операций
- Добавлена опция для параллельных стратегий: Порядок обработки
Обновлены таблицы резьб для токарных операций
SprutCAM имеет операции для точения наружной и внутренней резьбы. Чтобы каждый раз не заполнять параметры, к этим операциям подключаются библиотеки потоков. В этом релизе мы обновили библиотеки.
Библиотеки:
- Компрессионная резьба HKT — Резьба насоса. ТРУБЫ НАСОСНЫЕ И КОМПРЕССОРНЫЕ ГОСТ 633-80
- Резьба трубная цилиндрическая — РЕЗЬБА ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ — для класса В (наружная — наружная и внутренняя — внутренняя) ГОСТ 6357-8
- Метрическая резьба ISO — Метрическая резьба. В ГОСТ 16093-81 представлены основные поля допусков 6г/6Н.
 В ГОСТ 16093-81 представлены основные поля допусков 6г/6Н.
В ГОСТ 16093-81 представлены основные поля допусков 6г/6Н. В SprutCAM есть специальная операция для профильной резьбы.
Опция для параллельной стратегии: Порядок обработки
Добавлен параметр порядка обработки для параллельной стратегии.
Если вы используете эту стратегию для чистового прохода, вы должны выбрать прямой или обратный порядок обработки. Тогда на поверхности не останется разных следов от фрезы.
Доступно для операций: Черновая ватерлиния, Обработка горизонтальных секций, Выборка, 2.5D выборка.
Прямой порядок обработки – траектория резца по поверхности будет строго сверху вниз
Обратный порядок обработки – путь резца на поверхности будет строго снизу вверх
Оптимальный порядок обработки – путь резца на поверхности может быть как сверху вниз, так и снизу вверх
улучшенный
- Улучшенная стратегия: образцы отверстий
- Улучшенная работа с 5D-сеткой
- Улучшена визуализация на карте настройки
- Улучшена работа со скриптовыми операциями
- Улучшена работа с библиотекой инструментов
- Улучшенная функциональность: максимальная длина перехода без подъема
- Улучшен интерпретатор Fanuc: добавлен контроль наличия всех осей в коде ЧПУ и отображение соответствующей ошибки
- Добавлена функция калькулятора в окно создания системы координат
Исправления
- Исправлена ошибка с импортом 3D модели в режиме рендеринга низкого качества
- Исправлена ошибка импорта 3D модели с обновленной схемой визуализации
- Исправлена ошибка при работе с 3D моделями оправок
- Исправлена ошибка с визуализацией результата обработки
- Исправлены ошибки в работе сетевых лицензий
- Исправлен вызов окна со свойствами объекта по двойному клику
- Исправлены ошибки при работе с видеокартами Radeon
- Исправлены ошибки в ссылках на помощь
- Исправлена ошибка с Windows 7
- Исправлена визуализация вращения шпинделя токарного станка
- Исправлены ошибки в токарных операциях
- Исправлены ошибки при работе с картой осей
- Исправлены ошибки в работе 5D поверхности
- Исправлены ошибки в работе 5D контура
- Исправлены ошибки в функции предотвращения столкновений
- Исправлена ошибка в токарной операции NC .