Американская дюймовая резьба, размеры сечений
Американская резьба с крупным шагом – UNC
| Размер резьбы |
Число ниток на дюйм |
D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр |
Шаг резьбы, мм |
|
| дюймы | мм | миллиметры | ||||
| №1 | 1,85 | 64 | 1,85 | 1,6 | 0,40 | |
| №2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 |
0,45 |
| №3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| №4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| №5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| №6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| №8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| №10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| №12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
Американская резьба с мелким шагом – UNF
| Размер резьбы |
Число ниток на дюйм |
D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | |
| дюймы | мм | миллиметры | |||
| №0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 |
| №1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 |
| №2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 |
| №3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 |
| №4 | 2,84 | 48 | 2,84 | 2,27 | |
| №5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 |
| №6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 |
| №8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 |
| №10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 |
| №12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 |
Американская резьба с особо мелким шагом – UNEF
| Размер резьбы |
Число ниток на дюйм |
D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | |
| дюймы | мм | миллиметры | |||
| №12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 |
Полезные советы 14.06.2019 16:03:19
krepcom.ru
Резьбы. Условные изображения и обозначения
Примеры обозначений наружной резьбы (для стержне):
М20 – 6g, где 20 – номинальный диаметр резьбы, 6g – поле допуска наружной резьбы;
М20–LH – 6g – та же, но левая;
М20 х 1,5 – 6g – резьба с мелким шагом 1,5 мм; M20 х 1,5–LH – 6g – та же, но левая.
Примеры обозначений внутренней резьбы (для отверстия):
М20 – 6Н, где 20 номинальный диаметр резьбы, 6Н – поле допуска внутренней резьбы;
М20–LH – 6Н – та же, но левая;
М20 х 1,5 – 6Н – резьба с мелким шагом 1,5 мм; M20 х 1,5–LH – 6Н – та же, но левая.
Указание поля допуска обязательно. Согласно ГОСТ 16093–81 поля допусков 6g и 6Н предпочтительны.
В о б о з н а ч е н и е м н о г о з а х о д н о й резьбы должны входить : буква М, номинальный диаметр резьбы, знак «х», буквы Рh, значение хода резьбы, буква Р и значение шага.
Примеры обозначения многозаходной резьбы:
М16 х Рh 3 Р1,5–6g, где 16 – номинальный диаметр резьбы, 3 – ход, Р – обозначение шага, 1,5 – шаг, 6g – поле допуска резьбы;
М16 х Рh 3 Р1,5–LH –6g, – та же, но левая.
Для резьбы, выполняемой на деталях из пластмассы, в обозначении указывают номер стандарта. Пример условного обозначения наружной резьбы с номинальным диаметром 5 мм и шагом 1,5: М5 х 1,5 – 8g ГОСТ 11709–81.
То же для внутренней резьбы:
М5 х 1,5 – 7H ГОСТ 11709–81.
О б о з н а ч е н и е всех резьб, кроме трубной цилиндрической и конической, относят к наружному диаметру в соответствии с рис. 11.
5.2. Резьба метрическая коническая. Метрическая коническая резьба с конусностью 1:16 и углом профиля 60º по ГОСТ 25229–82 применяется в конических резьбовых соединениях. Имеет в основной плоскости(примерно по середине длины наружной резьбы) общие размеры с метрической резьбой (ГОСТ 9150–2002), поэтому может образовывать соединения наружной конической резьбы с внутренней цилиндрической.
Метрическая коническая резьба обозначается буквами МК.
Примеры обозначения: МК20 х 1,5; MK20 x 1,5 LH, которые наносятся на полке линии-выноски в соответствии с рис. 13.
Внутренняя метрическая цилиндрическая резьба, предназначенная для соединения с наружной конической, обозначается:
М20 х 1,5 ГОСТ 25229–82; M20 x 1,5 LH ГОСТ 25229–82.
В о б о з н а ч е н и е резьбового соединения внутренней цилиндрической резьбы с наружной конической входит дробь М/МК, например: М/МК30 х 2
ГОСТ 25229–82.
studfiles.net
Особенности резьбонарезания, точность резьбы | stamo-tools.ru
Силы, действующие при резьбонарезании
Ниже приведены силы возникающие при резьбонарезании у метчика со спиральной канавкой (рис. А) и с прямой канавкой с подточкой (рис. Б):
Направление вращения Силы резания Осевые силы Радиальные силы
| ||
рис. А (силы, действующие при использовании метчиков с правой спиралью) | рис. Б (силы, действующие при использовании метчиков со спиральным забрным конусом) |
Это необходимо учесть при использовании плавающих резьбонарезных патронов.
В случае использования метчиков с правой спиралью осевые силы направлены в сторону подачи, что компенсируется продольным растяжением патрона. Это может привести к увеличенному шагу резьбы.
Поэтому значение подачи необходимо назначать приблизительно на 5% меньше от расчетной Vf= n*p (где n частота вращения, p-шаг резьбы).
В случае использования метчиков с левой спиралью или прямыми канавками осевые силы действуют против направления подачи, поэтому рекомендуется использовать расчетное значение подачи.
Точность резьбы
| Метчик | Внутренняя резьба, гайка | Тип соединения | ||||||
| ISO | DIN | ANSI/ASME | ||||||
| ISO 1 | 4H | 3B | 4H | 5H | C натягом | |||
| ISO 2 | 6H | 2B | 4G | 5G | 6H | По переходной посадке | ||
| ISO 3 | 6G | 1B | 6G | 7H | 8H | С зазором | ||
| 7G | 7G | 8G | Прослабленное под покрытие | |||||
Классы точности
Внутренняя резьба класс точности H | Допуски на метчики | Допуски на раскатники | Внутренняя резьба класс G |
D2 — средний диаметр, Au- основное отклонение
Для получения стандартного резьбового соединения с переходной посадкой необходимо использовать метчики с допуском ISO 2, 6H или 2В. Метчики с меньшим допуском по ISO 1 (4Н или 3В) позволяют получить соединение с натягом по среднему диаметру резьбы. Метчики с допуском по ISO 3 (6G, 1B) используются в гайках, на которые предполагается нанести покрытие.
Кроме метчиков с допусками 6H, 6G и 7G выпускаются метчики 6HX и 6GX. Буква “X” означает, что данный допуск не является стандартным. Такие метчики применяются в материалах для компенсации эластичной деформации материала. Поле допуска 6H и 6HX одно и то же. Используется такой вид допуска, как правило, в раскатниках.
Допуски на метрическую резьбу по стандарту ISO
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| Внутренняя резьба |
| Метчик |
www.stamo-tools.ru
Дюймовая резьба — таблица, размеры, маркировка, ГОСТ и класс точности
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века. Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм. Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.

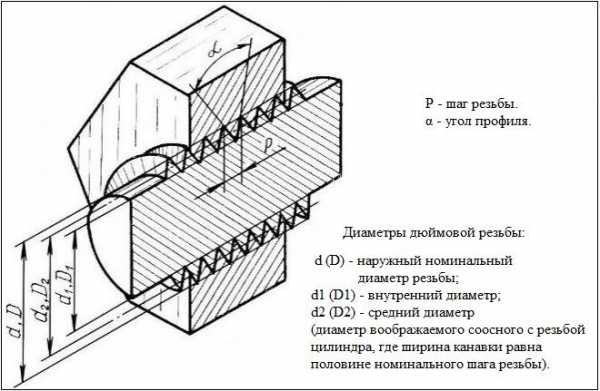
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
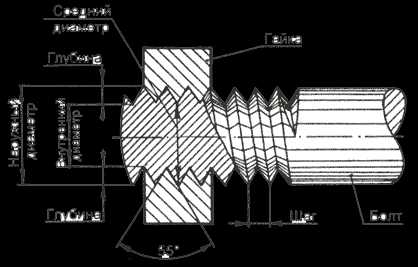
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″ 1/8″ |
— | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ 3/8″ |
— | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″ 3/4″ |
5/8″ 7/8″ |
14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″ 1 1/4″ 1 1/2″ 2″ |
1 1/8″ 1 3/8″ 1 3/4″ |
11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″ 3″ 3 1/2″ |
2 1/4″ 2 3/4″ 3 1/4″ 3 3/4″ |
65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″ 5″ 6″ |
4 1/2″ 5 1/2″ |
113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. | ||||||||||
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине 25,4 мм |
H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 | ||||||||
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.

Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.

Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Оцените статью:Рейтинг: 0/5 — 0 голосов
prompriem.ru
Таблица сходных размеров дюймовых и метрических резьб. Примерно Ø8-64мм . Резьбы метрическая и дюймовые G,R =BSPP, BSPT, NPTF, NPSM, ORFS, UNF, JIC
| ||||||
tehtab.ru
таблицы, размеры, шаг, обозначение, ГОСТ
Резьбовые соединения получили весьма широкое распространение. Дюймовая резьба чаще всего используется при изготовлении труб, которые могут соединяться с различными фитингами. Рассматриваемая резьба может наносится на трубы из металла или пластика. Размер в дюймах указывается согласно ГОСТ, в интернете можно встретить различные таблицы, на которые можно ориентироваться при работе.
 Дюймовая резьба
Дюймовая резьбаОсновные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Измеряя размеры резьб, можно провести вычисление высоты профиля. Для определения этого показателя достаточно от большего показателя вычесть меньший.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.

Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Соответствие двух систем обозначений
Метрическая и дюймовая резьба имеют относительно небольшое количество отличий. Примером назовем следующие признаки:
- Форма профиля резьбового гребня.
- Порядок определения диаметра и шага расположения витков.
Для обозначения основных параметров применяются различные единицы измерения. Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см. Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов. Таблица дюймовых и метрических резьб встречается в специальных справочниках.
Отличия дюймовой резьбы от метрической
Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru