Сварка труб большого диаметра: особенности процесса
Сварка труб на сегодняшний день является самым распространенным методом, так как в итоге можно получить надежное и долговечное соединение электросетевой или отопительной магистрали. Однако такой результат можно получить, только если соблюдать технологию процесса. Поэтому подобная работа – удел профессионалов.
Виды сварки труб
Сварочный процесс разных видов труб подразделяется на два вида: сварка под давлением и сварка методом плавления. В первом случае металлические торцы деталей разогреваются от источника нагрева. Металл плавится по краям соединительных деталей под воздействием сжатого атмосферного давления. При таком действии температура падает, а при плавлении — повышается.
К плавленой ручной сварке относится и газовая. В данной технологии плавки металлических частей применяется газовое пламя, предварительно сжигаемое в горелке. Способ особенно применим в качестве соединения медных изделий и цветных металлов.
Способ особенно применим в качестве соединения медных изделий и цветных металлов.
Сварка труб отопления подбирается с учетом диаметра трубопровода, плотности свариваемых поверхностей. Данныйручной способ позволит свести к минимуму возможный расход плавленого металла внутри трубы. Во избежание этого и в газовой, и в дуговой сварке, должна быть задействована специальная муфта, которая надевается на участок стыков двух трубопроводов. После этого соединяются не две части труболинии, а один край муфты приваривается к одной трубе, а вторая часть соединяется ко второму краю.
Процесс сварки
После того как дуга зажглась, происходит плавка металла (исходного и электродного). Качество шва будет зависеть от диаметра дуги и от мощности, производимой аппаратом.
Подача электродов в дугу должна быть рассчитана, исходя со скорости плавки электродов. Дуга, имеющая 0,7-1,2 мм в диаметре, является стандартной. Чтобы правильно рассчитать расходное количество необходимых электродов, нужно исходить из их марки.
Чтобы правильно рассчитать расходное количество необходимых электродов, нужно исходить из их марки.
Если дуговой инвертор имеет длинную горелку, то стойкость горения несколько снизится, вследствие чего шов выходит неровный, а глубина расплавки — неточной.
В первую очередь для применения дуговой сварки нужно иметь навыки сварщика, чтобы в итоге получить качественный и прочный шов.
Также профессионально выполненная работа позволит безопасно осуществить монтаж трубопроводной магистралибольшого диаметра. Кроме того, стыковая сварка металлических труб требует подготовки таких аппаратов, как:
болгарка для разрезания труб различного состава;
насадки;
сварочный ручной инвертор;
разного рода марок электродов.

Особенности
С учетом того, из какого материала состоят трубы, соединимые ручной сваркой, применяются различные технологии и способы ее проведения.
Самым главным требованием к процессу дуговой спайки относится то, что итоговый шов обязан быть прочным, без изъянов.
Правила пожарной безопасности должны быть включены в процесс.
На территории проводимых работ должен располагаться чан с водой, которая поможет устранить случайное воспламенение. Сварщик должен быть оснащен огнеупорным костюмом, сварочной маской и перчатками.
Учитывая диаметр соединения трубопровода, могут быть задействованы различные способы дуговой электросварки.
 Часто применимым является соединение методом дуговой спайки. При этом свободное пространство между трубами должно иметь 4 мм в диаметре.
Часто применимым является соединение методом дуговой спайки. При этом свободное пространство между трубами должно иметь 4 мм в диаметре.
Это позволит не использовать способ полного расплавления металла, из которого состоит труба, а только благодаря плавлению проволоки замостить деформируемый участок. Процесс носит название «стыковая технология».
Способы соединения труб
При ручной сварке разного рода трубопроводов используется индивидуальная сварочная технология, благодаря которой можно получить ровный и долговечный шов. Для оцинкованных изделий применяется флюсовый порошок, который служит защитным материалом от выгорания цинкового покрытия. Флюсовый порошок под действием силового импульса имеет способность к расплавке и преобразованию в жидкое вязкое состояние, полноценно заполняющее все деформированные участки труболиний большого диаметра.
Материал надежен и имеет повышенную стойкость к коррозийным проявлениям.
Данный материал-заполни
Сварка труб отопления под давлением наделена сложностями из-за неудобного месторасположени
Стыковая спайка вертикальных швов может зависеть от расположения горелки. Она должна быть направлена к верху под углом. Вертикальные швы можно создавать, используя точечный способ. После первичного создания шва стоит проварить участок повторно для стабильной прочности. Для профессионалов это действие может быть пропущено, так как благодаря навыкам можно на глаз определить прочность соединения свариваемых деталей.
Она должна быть направлена к верху под углом. Вертикальные швы можно создавать, используя точечный способ. После первичного создания шва стоит проварить участок повторно для стабильной прочности. Для профессионалов это действие может быть пропущено, так как благодаря навыкам можно на глаз определить прочность соединения свариваемых деталей.
Похожие статьи
- Сварка труб под давлением — сложно ли это на практике?
- Машина для резки труб и другие приспособления, используемые в этих целях
- Особенности и тонкости сварки встык: доверьте процесс профессиональным сварщикам
- Сварка газопроводов — сложный, но необходимый процесс
Как варить трубы: полезные советы для начинающих
Советы
Начиная сварочные работы водопровода своими руками, нужно прислушаться к советам и рекомендациям специалистов. Они помогут машинальные движения при сварке превратить в обдуманный процесс.
Если сварочные работы проводятся первый раз, то необходимо перед началом монтажа пластиковых труб немного потренироваться. После резки труб останутся ненужные куски, которые вполне подойдут для тренировки. Делать все нужно так, как при полноценном процессе.
После резки труб останутся ненужные куски, которые вполне подойдут для тренировки. Делать все нужно так, как при полноценном процессе.
Покупать материалы необходимо с небольшим запасом, так как их можно повредить еще до начала работ. Даже опытные специалисты не застрахованы от каких-либо форс-мажоров, что говорить о новичке. Поэтому пусть лучше какой-нибудь элемент останется после окончания работ.
Соединяя конструкции с небольшим диаметром, нужно следить, чтобы вследствие перегрева материала в середине не образовались наплывы. В этом случае проход может закупориться, и в системе произойдет прорыв воды. Поэтому перед запуском необходимо продуть водопроводные трубы воздухом.
Кроме этого, существует еще много случаев, когда несоблюдение правил может привести к подобным протеканиям или закупоркам в системе. Например, неправильное введение трубы в фитинг, то есть не до упора. В таком случае между стенками труб образуется зазор, и обычные нагрузки окажутся слишком большими, что может привести к протечке.
Также можно протестировать качество, надавив на трубу или на место соединения. Конструкция должна выдержать такой тест. Если не выдержит, то и в процессе эксплуатации она окажется недолговечной. Поэтому приобретать полипропиленовые трубы нужно только у поставщиков, имеющих хорошую репутацию – в этом случае можно не беспокоиться о том, что конструкция в итоге прогнется или сломается под напором.
Собрав всю систему, начинать ее эксплуатацию нужно не раньше, чем пройдет хотя бы один час. Такого промежутка времени будет достаточно для затвердения швов. Не стоит удалять оплывы, когда идет процесс сварочных работ – это приведет к еще большей деформации труб, при этом такой процесс уже будет необратимым. Полипропилен после его разогрева остывает довольно быстро, поэтому медлительность в сварочном деле неприемлема.
Необходимо следить за тем, чтобы вода не попала в трубу, так как, нагреваясь, она превратится в пар, а соединение при этом потеряет прочность
Разогретые пластиковые трубы имеют очень высокую температуру, поэтому обязательно нужно принимать меры предосторожности. Чтобы защитить свое тело, надевают робу и толстые перчатки – это убережет кожу от ожогов
Чтобы защитить свое тело, надевают робу и толстые перчатки – это убережет кожу от ожогов
Все действия должны быть аккуратными и выверенными.
Начиная сварочные работы, все стыкующие элементы нужно обязательно зачистить и обезжирить, иначе качественная сварка не получится. Делать это нужно непосредственно перед началом работ.
Производители полипропиленовых труб говорят, что спаять изделия, имеющие разные торговые марки невозможно, ведь и трубы, и фитинги отличаются друг от друга, поэтому совмещение материалов с разными техническими характеристиками может привести не только к трудностям монтажных работ, но и стать причиной брака конструкции.
В процессе разводки используются и трубы, и муфты, а также поворотники. Поэтому стоит знать, что трубы нагреваются с внешней стороны, а все остальные элементы – изнутри. Не стоит забывать это правило, иначе соединения будут недолговечными.
Изучив все тонкости процесса сварки пластиковых труб, можно с легкостью определить для себя, какой вариант процесса выбрать при укладе нового водопровода или отопительной системы.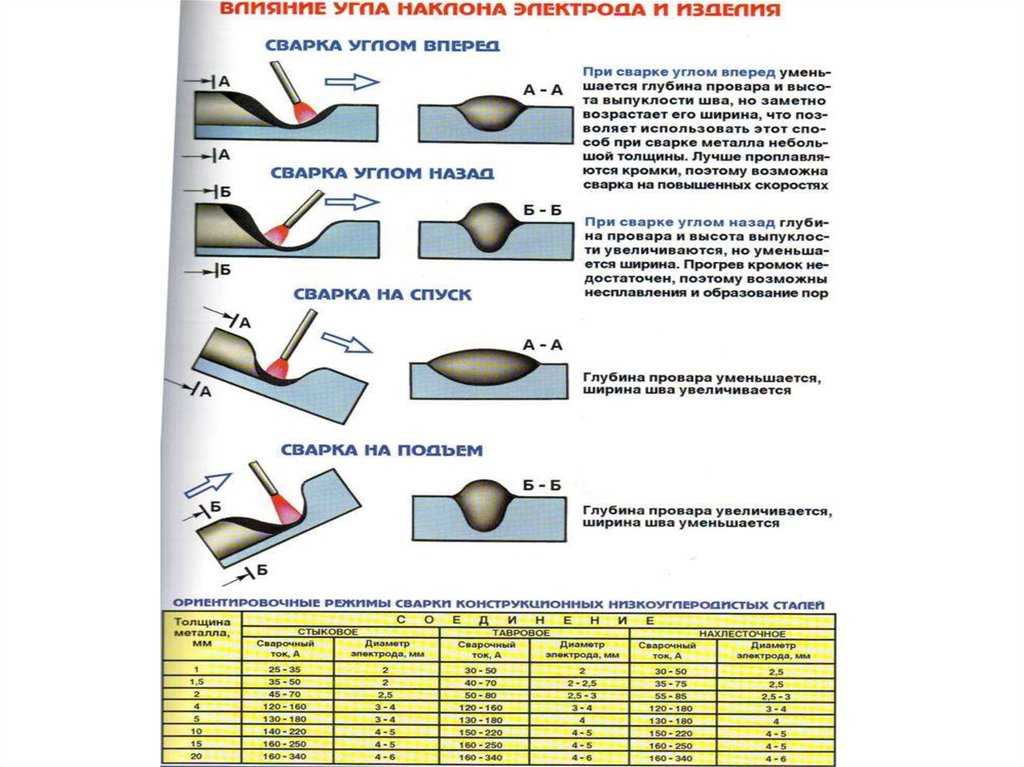
О том, как паять полипропиленовые трубы самостоятельно, смотрите в следующем видео.
Сварка электромуфтовая
Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
 Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Как подобрать электрод?
Перед тем как варить трубы электросваркой, нужно выбрать подходящий электрод, поскольку от его выбора сильно зависит уровень качества шва, а соответственно, и продолжительность эксплуатации трубопровода. Он представляет собой железный стержень, покрытый особым слоем для сварки. Электроды отличаются количеством обмазки и толщиной стержня. Для труб используют стержни с толщиной от 2 до 5 мм. Покрытие наряду с этим может составлять от 3 до 20% от общей массы.
Электроды отличаются количеством обмазки и толщиной стержня. Для труб используют стержни с толщиной от 2 до 5 мм. Покрытие наряду с этим может составлять от 3 до 20% от общей массы.
Но чем больше обмазки, тем больше образуется шлака, который представляет собой неметаллическое соединение, существенно теряющее свои прочностные свойства по окончании остывания, исходя из этого нужно обнаружить некоторый компромисс при выборе.
В зависимости от толщины трубы электроды выбирают следующим образом:
- При толщине стенок свариваемых труб менее 5 мм выбирается электрод с толщиной 3 мм.
- При толщине более 5 мм подбирают электрод 4 либо 5 мм в зависимости от требуемой степени проварки и толщины шва.
- При многослойном способе формирования сварного шва в большинстве случаев применяют 4 мм электроды.
Исходя из этого необходимо знать, как верно выбрать электрод, при котором обеспечивается достаточный проходящий ток. Ориентиром может служить сухой треск дуги без дополнительных шумов.
Рекомендации мастеров
Советы опытных сварщиков новичкам:
- Перед тем как заварить трубу с водой, необходимо снизить напор жидкости. Если доступ к кранам или насосной станции не предусмотрен, то можно аккуратно забить в отверстие стальной болт или гвоздь подходящего диаметра. Посторонний предмет частично перекрывает сечение, способствуя уменьшению потока жидкости. Затем следует равномерно обварить головку, добиваясь герметизации стыка.
- Некоторые мастера используют при работе гайку, которая приваривается к магистрали и отводит поток жидкости. Необходимо приварить деталь к трубе, а затем ввернуть болт, обмотанный паклей или иным герметизирующим материалом. Методика подходит для отверстий на верхней части трубопроводов и нарушает эстетический облик, но позволяет ускорить процесс ремонта и повышает качество работ.
- Для ускорения заливки разлома металлом используют дополнительный электрод, очищенный от флюса. После возбуждения дуги в ванну расплава вводят присадочный стержень.
 Дополнительный объем позволяет заполнить разлом за несколько секунд с одновременным испарением влаги с сопрягаемых поверхностей. Альтернативный метод основан на увеличении диаметра основного электрода, но рост силы тока в цепи питания приводит к прогоранию стенок трубопровода.
Дополнительный объем позволяет заполнить разлом за несколько секунд с одновременным испарением влаги с сопрягаемых поверхностей. Альтернативный метод основан на увеличении диаметра основного электрода, но рост силы тока в цепи питания приводит к прогоранию стенок трубопровода.
Экспонат #3 – черепаха из морской гальки
Пестрая черепаха, поселившись на загородном участке, поможет создать ту особую атмосферу уюта и комфорта.
Своим присутствием черепаха Тортилла будет непременно поднимать настроение и вызывать восторг у детей и гостей участка
Для воплощения идеи необходимо подготовить:
- Камни среднего размера любой формы;
- Отрезки металлического прута;
- Цементный раствор;
- Пропитка для бетона;
- Акриловые или масляные краски.
Размеры фигуры зависят только от задумки мастера и объема необходимых материалов. Выбрав место для установки фигуры, выравниваем площадку под ее размещение.
Из камней формируем небольшую горку, которая внешне напоминает туловище черепахи. Для обустройства лап фигуры на уровне нижнего ряда камней укладываем металлические прутки, которые в последующем будут выполнять роль каркаса конструкции. На такой же каркас можно «посадить» и голову черепахи, либо же уложить ее на землю. После того как уложен нижний ряд и вставлены металлические прутья, покрываем его цементным раствором. Все пустоты между камнями следует залить и утрамбовать цементом. По такому же принципу выкладываем последующие ряды, тщательно фиксируя камни.
Для обустройства лап фигуры на уровне нижнего ряда камней укладываем металлические прутки, которые в последующем будут выполнять роль каркаса конструкции. На такой же каркас можно «посадить» и голову черепахи, либо же уложить ее на землю. После того как уложен нижний ряд и вставлены металлические прутья, покрываем его цементным раствором. Все пустоты между камнями следует залить и утрамбовать цементом. По такому же принципу выкладываем последующие ряды, тщательно фиксируя камни.
Выложив туловище, приступаем к изготовлению лап и головы животного. Выбираем камни небольших размеров и выкладываем их горкой вокруг прутков. Для фиксации камней и придания желаемой полукруглой формы лапам и голове нашего персонажа лучше использовать раствор более густой консистенции. После того как сформировали и скрепили лапы фигуры, приступаем к отделочным работам. Для этого выравниваем поверхность и заштукатуриваем ее более жидким цементным раствором. На еще не застывший слой цемента выкладываем морскую гальку.
Плоские гладкие камешки будут превосходно имитировать пластины панциря. Для закрепления гальки в панцире их достаточно слегка вдавить в «штукатурный слой»
Готовую фигуру оставляем на 2-3 дня для полного высыхания. После затвердения бетона туловище и панцирь можно раскрасить специальными пигментами, а плоскую морскую гальку акриловыми красками.
Все не так уж и сложно. Немного фантазии и терпения – и на вашем участке появится новый запоминающийся персонаж, который станет удачным дополнением ландшафтного дизайна.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
4 комментария
Пропорции бетона в вёдрах
Базы процесса
Процесс электродуговой сварки содержится в том, дабы между свариваемым электродом и металлическим материалом появилась электрическая дуга, под действием которой разогреваются электрод и определённый участок труб, в следствии чего они плавятся и два состава перемешиваются. Величина оплавления зависит во многом от диаметра электрода, материала трубы, режима сварки, скорости передвижения дуги по поверхности.
Электрод имеет особое покрытие, которое на протяжении плавления формирует в дуге особенные условия, мешающие сотрудничеству металла с воздухом и образованию защитной пленки. Одновременно с этим материал трубы и расплавленный материал электрода при нахождении в дуге содействуют созданию сварного шва при удалении дуги и остыванию. На поверхности сварного соединения образуется шлак, который потом требуется удалить.
Одновременно с этим материал трубы и расплавленный материал электрода при нахождении в дуге содействуют созданию сварного шва при удалении дуги и остыванию. На поверхности сварного соединения образуется шлак, который потом требуется удалить.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.

- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Этап третий. Монтаж трубопровода
При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.

В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.
СПЕЦИФИКА
У ручной дуговой сварки на трубопроводах в сравнении со сваркой плоских деталей, существуют отличия. Есть основной набор параметров, которые нужно соблюдать. И у ее подвидов – аргонной и газовой – тоже. Они в ходу на газо- и водопроводах.
Для расчета оптимальной силы варочного тока d электрода умножается на 35. Допустим, у вас проводник 2 мм, значит, ток нужен 70 А. Некая условность примера не исключает закономерность. Если варите трубы малого d толщиной до 5 мм, то 175 А хватит за глаза.
Для удержания дуги дистанция, отделяющая проводник от металла, должно сохраняться на одном уровне. Ее расчет делают с учетом d электрода плюс 1. Допустим, электрод 5 мм, значит, дистанция – 6 мм.
Монтажные работы
Принцип устройства тройниковой разводки максимально прост и монтаж системы также не вызывает проблем, в том числе и у начинающего сантехника. Работа выполняется в следующем порядке:
- приобретаются трубы и дополнительное оборудование согласно ранее разработанной схеме разводки. В стандартную сеть входят такие устройства, как водорозетки, краны, фильтры грубой очистки, счетчики, тройники и угольники;
Стандартная схема тройниковой разводки
- центральный стояк соединяется с подающей трубой.
 В месте соединения монтируется кран, позволяющий перекрывать водоснабжение системы;
В месте соединения монтируется кран, позволяющий перекрывать водоснабжение системы; - трубы постепенно подводятся ко всем источникам потребления, имеющимся в квартире/загородном доме;
Разводка для подключения ванны и умывальника
- к подведенным трубам производится подключение сантехнического оборудования.
В целях достижения эстетичного вида трубы можно закрыть специальными коробами или «спрятать» в стене.
Монтаж коллекторной разводки производится по следующей схеме:
- разрабатывается схема разводки, приобретаются необходимые материалы;
Схема коллекторной разводки
- к центральному стоку подключаются коллекторы. Перед каждым устройством рекомендуется дополнительно установить кран для полного перекрытия системы, фильтр грубой очистки, счетчик воды и обратный клапан, что позволит продлить срок службы системы и ее отдельных элементов;
Последовательность расположения оборудования перед монтажом коллектора
- подключение и подводка труб к каждому сантехническому прибору.

Обзор коллекторной разводки и последовательность монтажа оборудования представлены на видео.
Все места стыков труб, фитингов и присоединения оборудования должны быть герметизированы. Перед вводом системы в эксплуатацию рекомендуется провести проверку герметичности и прочности соединений путем подачи максимального напора.
История создания
Фотогалерея
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется.
 Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой. - Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления.
 Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности
Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя
Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Пошаговая инструкция процесса сварки
Технология сварки очень сложная, и поэтому требует тщательной подготовки, педантичного выполнения всех правил. Эти нормы вырабатывались годами трудом и опытом тысяч сварщиков. Они изложены в технологической инструкции.
Инструкция по выполнению работ при сварке:
- Подготовка рабочего места.
- Подготовка труб для сварки.
- Подготовка сварочной аппаратуры.
- Проверить сварочный аппарат, кабели и другое оборудование на исправность.

- Провести разделку кромок.
- Подготовить рабочие поверхности к сварке.
- Подключить кабели к силовым разъемам в зависимости от выбора полярности сварки (+ на держатель электродов, — на массу: при обратной полярности).
- Подключить сварочный аппарат к источнику питания.
- Включить аппарат через кнопку (рычаг) включения.
- Инверторный агрегат нужно размещать не ближе 2 м от стен;
- Аппарат обязательно заземлить.
- Убрать от места сварки все воспламеняющиеся предметы.
- Сварку вести на металлическом столе (замена данного покрытия на любое другое запрещена).
- Подключить инвертор либо к домашней сети 220 В, либо к сети 380 В. Если нет возможности подключиться к электросети, то придется подключаться к передвижному генератору, предварительно проверив сечение используемых проводов.
- Проверить все электрические соединения.
- Розжиг электрической дуги.
После выполнения подготовительных работ можно начинать сварку.
Сварка – это сложный технологический процесс, требования которого подразумевают наличие специального оборудования, материалов и квалифицированного персонала. В быту на простейшем оборудовании возможно выполнение несложных сварочных работ. Более того, в сети есть множество обучающих видео, которые можно посмотреть и сразу же приниматься за сварочные работы. Но в любом случае необходимо строжайшее соблюдение правил электро- и газобезопасности.
Размеры
Какую трубу выбрать для водоснабжения — к этому моменту читатель уже может определиться. Ну а что с ее размером?
Для того, чтобы определить необходимый диаметр трубы, существуют специальные гидродинамические таблицы.
Они отталкиваются от необходимого расходы воды в литрах и учитывают ряд факторов:
- Материал трубы и связанную с ним шероховатость внутренних стенок;
- Протяженность водопровода (чем она больше, тем большее сопротивление испытывает вода при движении по трубе;
- Количество поворотов трубы;
- Неизбежное зарастание стальной трубы.

Однако все эти расчеты нужны по большей части инженерам при разработке проекта здания: там простое уменьшение диаметра трубы до минимально необходимого принесет большую экономию.
Поскольку стальная труба для водоснабжения нами отвергнута с презрением, проблема зарастания тоже может быть забыта.
А раз так — правила просты:
- Для ввода воды в частный дом может быть использована оцинкованная труба диаметром 3/4 дюйма, полиэтиленовая или полипропиленовая труба диаметром 26 миллиметров. Полиэтилен, как мы помним, используется лишь для холодной воды;
- Разводка по дому или квартире выполняется оцинковкой или медью диаметром 1/2 дюйма; металлопластиком диаметром 16 мм, полипропиленом или полиэтиленом с внешним диаметром 20 миллиметров.
Этих размеров достаточно для любого разумного количества сантехнических приборов в доме.
Подведение итогов
Можно ли сваривать оцинкованную сталь? Полное руководство Step by Step
Итак, вы работали с различными металлами в своих сварочных проектах, но задумывались ли вы, можно ли сваривать оцинкованную сталь? При сварке оцинкованной стали очень важно защитить себя и работать в вентилируемом помещении.
Можно ли сваривать оцинкованную сталь? Вы можете сваривать оцинкованную сталь порошковой проволокой. Однако цинковое покрытие выделяет чрезвычайно токсичные пары, которые необходимо удалять. Защитное снаряжение и надлежащая вентиляция необходимы для безопасной сварки оцинкованной стали.
Как известно, сварка требует большого терпения и мастерства. С каждым новым проектом возникают новые задачи. Одну неделю вы можете сваривать медные трубы, а на следующей неделе вы будете сваривать стальные балки. Непредсказуемость и внезапные проблемы делают сварку захватывающим ремеслом.
Так как металлы имеют разные температуры плавления и степени твердости, вы должны использовать различные методы и инструменты. Когда вы свариваете оцинкованную сталь, вы работаете с чудовищем. Если вы не будете готовы к сварке оцинкованной стали, цинковое покрытие загрязнит сварной шов и будет выделять токсичный желтый дым.
Узнать больше о сварке – Здесь вы можете найти статью с нашего сайта о : Сколько времени нужно, чтобы научиться сварке?
Содержание
Как сваривать оцинкованную сталь с помощью дуговой сварки?
Сварка оцинкованной стали – проект не для начинающих сварщиков. В отличие от необработанной стали, оцинкованные детали плохо поддаются сварке. Как сварщик, вы должны принимать дополнительные меры предосторожности при работе с оцинкованной сталью из-за токсичных паров, выделяемых в процессе сварки.
В отличие от необработанной стали, оцинкованные детали плохо поддаются сварке. Как сварщик, вы должны принимать дополнительные меры предосторожности при работе с оцинкованной сталью из-за токсичных паров, выделяемых в процессе сварки.
В следующих списках показаны шаги, которые необходимо предпринять для безопасной сварки оцинкованной стали с помощью дуговой сварки.
| Номер ступени | Actions |
| 1 | Organize your work area |
| 2 | Wear protective gear |
| 3 | Grind off the zinc coating |
| 4 | Weld the bare steel |
| 5 | Повторное цинкование голого металла |
1. Организация рабочего места
Лучшее место для сварки оцинкованной стали — на открытом воздухе. Некоторые инструкторы по сварке не разрешают своим ученикам сваривать оцинкованную сталь в помещении. Если вам приходится сваривать во время сильного ветра, постарайтесь расположиться с наветренной стороны, если это возможно. Даже на открытом воздухе следует любой ценой избегать токсичных паров цинка.
Если вам приходится сваривать во время сильного ветра, постарайтесь расположиться с наветренной стороны, если это возможно. Даже на открытом воздухе следует любой ценой избегать токсичных паров цинка.
Если вам предстоит сварка в помещении, убедитесь, что в помещении имеется достаточный приток воздуха. Большая комната с окнами более благоприятна, чем тесное пространство без вентиляции.
Установите вытяжку дыма в двух футах от детали, которую вы свариваете. Вентиляторы являются подходящей заменой для вытяжек дыма, но постарайтесь установить более одного, чтобы выдувать пары от вас.
Узнайте больше о респираторах для сварки оцинкованной стали – Здесь вы можете найти статью с нашего сайта о : Респираторы для сварки оцинкованной стали | Защита органов дыхания от опасностей при сварке
Поскольку при дуговой сварке образуется много шлака, возьмите проволочную щетку, чтобы очистить сварные швы после окончания сварки.
2.
 Ношение защитного снаряжения
Ношение защитного снаряженияНекоторым сварщикам не нравится лишний вес и неудобство защитного снаряжения. Летом сварочный цех может показаться невыносимым, но лучше пропотеть, чем надышаться парами цинка.
Используйте высококачественный респиратор при сварке оцинкованной стали. Шлифовальной или гипсокартонной маски недостаточно. Маски без сменных фильтров не способны улавливать мелкие частицы паров цинка.
Сварка оцинкованной стали дает большое количество брызг. Используйте сварочную маску премиум-класса, перчатки и фартук для защиты от брызг.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
3. Шлифовка цинка
Если вы свариваете большой плоский кусок оцинкованной стали, лучше всего подойдет механическая шлифовальная машина с наждачной бумагой с зернистостью не менее 220. Если вы работаете с цилиндрическими деталями, такими как столбы на заборе из сетки-рабицы, идеально подойдет шлифовальная машина.
Перед шлифовкой цинка используйте защитные очки для защиты глаз и респиратор для защиты от цинковой пыли. В процессе шлифовки не образуются такие же опасные пары, как при сварке, но рекомендуется избегать вдыхания пыли.
Тщательно сошлифуйте покрытие вокруг места сварки. Вы хотите отшлифовать больше, чем точный размер сварного шва, и должны удалить не менее двух дюймов покрытия выше и ниже зоны сварки.
После шлифовки протрите деталь сухой тканью. Если вы соединяете две детали, не забудьте удалить покрытие с обеих частей.
4. Сварка голой стали
Медленно тяните дугу к зоне сварки, и если вы делаете длинный шов, вам, возможно, придется остановиться, чтобы счистить брызги. Использование геля против брызг помогает, но это грязный проект, независимо от типа мер против брызг, которые вы принимаете.
После окончания сварки проволочной щеткой удалите шлак и очистите сварной шов. Если вы заметили какие-либо пузыри вокруг сварного шва или признаки пористости, значит, вы недостаточно удалили цинковое покрытие. Место вашего сварного шва должно быть полностью очищено от цинка, чтобы получить чистый и прочный сварной шов.
Место вашего сварного шва должно быть полностью очищено от цинка, чтобы получить чистый и прочный сварной шов.
5. Цинкование области вокруг сварного шва
При удалении цинкового покрытия голый металл вокруг сварного шва подвержен коррозии. Оцинкованная сталь на сварном заборе будет ржаветь, если сварщик повторно не нанесет цинковое покрытие.
Самый простой способ нанести покрытие на голую сталь — гальванический спрей. Используйте защитные очки и респиратор, когда распыляете цинк вокруг сварного шва и держите баллончик на расстоянии 16-18 дюймов от цели.
Как сваривать оцинкованную сталь с помощью сварочного аппарата MIG?
В отличие от дуговой сварки, стандартный сварочный аппарат MIG использует инертный газ, а не флюс, чтобы сохранить сварной шов незагрязненным.
В большинстве проектов MIG обеспечивает более чистые сварные швы с помощью защитного газа. Флюс образует больше шлака, чем стандартная проволока для сварки MIG, а это означает, что вы потратите больше времени на очистку сварного шва. Однако, , когда вы свариваете оцинкованную сталь, вы не можете использовать стандартный процесс MIG.
Однако, , когда вы свариваете оцинкованную сталь, вы не можете использовать стандартный процесс MIG.
В следующем списке перечислены основные этапы сварки оцинкованной стали с помощью сварочного аппарата MIG.
| Шаги | Действия | |
| 1 | Снимите провод MIG | |
| 2 | Заменить приводной рулон и поток для вставки. | Сошлифовать покрытие |
| 5 | Сварить голую сталь | |
| 6 | Повторное цинкование голого металла |
1. Удаление проволоки MIG
Стандартная проволока MIG не содержит достаточного количества поглотителей для эффективной сварки оцинкованной стали. Вы должны заменить проволоку в вашей машине со стандартной проволоки на флюсовый шнур. Удалите стандартную проволоку, перемотав проволоку на катушку.
Когда проволока достигнет конца, снимите катушку и закрепите конец проволоки на катушке.
2. Замена приводного ролика и вставка флюсового шнура
Приводной ролик для стандартной проволоки сжимает или ломает порошковую проволоку. Поскольку флюсовая проволока полая, для нее требуется приводной ролик с мелкими зубьями. Зазубренные зубья пропускают проволоку через пистолет, не повреждая ее. На большинстве машин рулон легко заменить. Просто снимите небольшой болт и замените рулон зубчатым.
Установите катушку с порошковой проволокой и осторожно пропустите шнур через аппарат в сварочную горелку.
3. Изменение полярности
Со стандартной проволокой MIG ваш аппарат использует положительную (постоянного тока) полярность. Переключитесь на отрицательную (постоянного тока) полярность при переходе на сварку с флюсовой сердцевиной. Переключение полярности включает в себя замену провода внутри сварочного аппарата, который подключен к вашему пистолету, с положительного на отрицательный.
4. Шлифовка покрытия
Прежде чем шлифовать, наденьте защитные очки и респиратор, чтобы избежать попадания цинковой пыли. Снимите цинковое покрытие с помощью шлифовальной машины или шлифовальной машины и протрите металл сухой салфеткой.
Снимите цинковое покрытие с помощью шлифовальной машины или шлифовальной машины и протрите металл сухой салфеткой.
5. Сварка голого металла
В большинстве случаев при сварке MIG сварщики должны продвигать сварочную ванну вперед. Когда вы свариваете оцинкованную сталь, вы должны тянуть, а не толкать сварной шов.
Флюс защищает ванну от загрязнений, но он неэффективен, если вы продавливаете сварной шов. Если вы это сделаете, сварной шов может быть загрязнен. Проталкивание может привести к пористости и ослаблению сварного шва.
6. Повторное цинкование металла
После очистки шлака и брызг используйте спрей для цинкования, чтобы покрыть голый металл. Если вам предстоит много сварочных работ по гальваническому металлу, который был подвергнут горячему погружению, вам может понадобиться галлон гальванического состава.
Что произойдет, если вы вдохнете дым от сварки оцинкованной стали?
Носите защитное снаряжение с высококачественным респиратором, чтобы защитить глаза и легкие от паров. Если постоянно вдыхать пары от сварки оцинкованной стали, можно получить отравление гальванопокрытием. К счастью, если вы заболеете, это не смертельно.
Если постоянно вдыхать пары от сварки оцинкованной стали, можно получить отравление гальванопокрытием. К счастью, если вы заболеете, это не смертельно.
Однако, любой, кто пострадал от отравления гальваникой, скажет вам, что это не пикник. Некоторые называют отравление «цинковой дрожью» или «цинковой дрожью». Вы можете испытывать рвоту, сухость в горле, металлический привкус, утомляемость, легкую лихорадку или озноб.
Различные типы оцинкованной стали содержат различное количество токсичных металлов. Помимо цинка, некоторые виды оцинковки содержат свинец и железо. Когда производители производят оцинкованную сталь, они либо напыляют цинковое покрытие на металл, либо погружают металл в цинковую ванну.
Опытные сварщики предполагают, что горячеоцинкованный металл выделяет больше дыма и его труднее сваривать, чем оцинкованный металл.
Заключительные замечания
Оцинкованная сталь — сложный металл для сварки. В отличие от голой стали, оцинкованный металл имеет цинковое покрытие, что усложняет процесс сварки. Если вы не можете выполнять сварку на открытом воздухе, попробуйте работать в помещении с достаточной вентиляцией.
Если вы не можете выполнять сварку на открытом воздухе, попробуйте работать в помещении с достаточной вентиляцией.
Используете ли вы дуговую сварку или сварку MIG, надевайте защитное снаряжение и не торопитесь. Теперь берите сварочный пистолет и приступайте к работе.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Другие статьи о сварке
Что означает сварка MIG? >> Определение и терминология
В чем разница между сваркой TIG и MIG? Какой из них лучше?
Сколько зарабатывают сварщики MIG? Средняя зарплата сварщика MIG
Сварка оцинкованной стали | Американская ассоциация гальванистов
Дом » Дизайн и изготовление » Рекомендации по изготовлению » Сварка » Сварка оцинкованной стали
Сварка оцинкованной стали Сварка изделий до и после цинкования является обычным явлением. Требования, позволяющие это сделать, относительно просты в реализации. Как сварка до, так и после цинкования совместимы с целью обеспечения превосходной защиты от коррозии.
Требования, позволяющие это сделать, относительно просты в реализации. Как сварка до, так и после цинкования совместимы с целью обеспечения превосходной защиты от коррозии.
Многие распространенные методы сварки и резки могут использоваться на оцинкованной стали (см. спецификацию Американского общества сварщиков (AWS) D-19.0, Сварка стали с цинковым покрытием ). Сварка оцинкованной стали может потребоваться, если конечная конструкция слишком велика для погружения в ванну для цинкования или для конструкций, которые необходимо сваривать в полевых условиях.
AWS D-19.0 требует сварки оцинкованной стали на участках, свободных от цинка. Так, для оцинкованных конструкционных изделий цинковое покрытие должно быть удалено не менее чем на 1-4 (2,5-10 см) с каждой стороны от предполагаемой зоны сварки и с обеих сторон детали. Наиболее распространенным и предпочтительным методом удаления является шлифовка цинкового покрытия, но также эффективны выжигание цинка или его отталкивание от зоны сварки.
Сварку оцинкованной стали всегда следует выполнять в хорошо проветриваемых помещениях, чтобы свести к минимуму вдыхание дыма. Публикация AWS, AWS/ANSI Z49:1, Безопасность и резка при сварке , охватывает все аспекты безопасности и охраны здоровья при сварке. Однако оцинкованную сталь можно сваривать без удаления цинкового покрытия при соблюдении специальных процедур.
Ниже перечислены сокращенные процедуры сварки оцинкованной стали с использованием наиболее распространенных методов сварки.
- Газовая дуговая сварка
- Shielded Metal Arc Welding
- Oxyacetylene Welding
- Stud Welding
- Welding Rebar
- Friction Welding
- Resistance Welding of Zinc-coated Steel
Gas Metal Arc Welding (GMAW)
Gas metal arc welding, also known как сварка металл-инертный газ (MIG), представляет собой универсальный полуавтоматический метод сварки, особенно подходящий для сварки более тонких материалов (толщиной <1/2 [13 мм]).
Скорость сварки GMAW обычно ниже для оцинкованных поверхностей. Эти пониженные скорости позволяют дольше выгорать цинку в передней части сварочной ванны. Увеличение тока, подаваемого на сварочный электрод, может обеспечить достаточные средства для выжигания цинковых покрытий большей толщины.
Глубина проплавления уменьшается при сварке оцинкованной стали. При выполнении стыковых швов необходимо предусмотреть большие зазоры. Равномерное проплавление достигается за счет движения сварочной горелки из стороны в сторону при стыковой сварке в горизонтальном положении. Брызги увеличиваются при сварке оцинкованной стали с использованием защитного газа CO 2 . Образование частиц брызг прямо пропорционально толщине цинкового покрытия. Следовательно, образование брызг больше для горячеоцинкованной стали, чем для непрерывно оцинкованной (листовой) стали.
Частицы брызг могут прилипать к стальной поверхности, придавая ей неприглядный вид. Нанесение антиразбрызгивающего состава на силиконовой, нефтяной или графитовой основе перед сваркой может уменьшить прилипание брызг. Эти составы позволяют легко удалять частицы брызг после сварки.
Эти составы позволяют легко удалять частицы брызг после сварки.
Повышение температуры, снижение скорости сварки и использование защитного газа аргон-CO 2 при сварке GMA может обеспечить более стабильную дугу и более гладкие наплавки с минимальным разбрызгиванием и потерями цинка.
Вернуться к началу
Дуговая сварка в среде защитного газа (SMAW)
Наиболее распространенным процессом дуговой сварки является дуговая сварка в среде защитного газа (SMAW). Сварка SMAW — это процесс, в котором используются покрытые флюсом электроды длиной от 9 до 18 дюймов (от 23 до 46 см) и диаметром от 1/16 до 5/16 дюймов (от 1,6 до 8,0 мм).
Глубина проплавления при сварке SMAW оцинкованной стали уменьшается, как и при сварке GMAW, раскрытие корня стыкового шва должно быть больше, чем у стальных поверхностей без покрытия. Однако можно добиться полного проплавления шва, изменив обычные методы сварки стали без покрытия. Если угол наклона электрода уменьшить с нормальных 70° до 30°, а скорость сварки значительно уменьшить, нормальная глубина сварки может быть достигнута за счет перемещения электрода вперед и назад вдоль стыка.
При сварке SMAW также увеличивается образование брызг. Как правило, образование брызг не увеличивается до такой степени, при которой требуются составы для защиты от брызг. Более низкие скорости сварки позволяют выгорать большему количеству цинкового покрытия и уменьшают образование брызг. Что касается сварки GMAW, обычно нет необходимости увеличивать ток, подаваемый на электрод, чтобы увеличить количество выгорающего цинка.
Уменьшение угла наклона электрода и уменьшение скорости перемещения сварного шва значительно повысит качество сварки SMAW на оцинкованной поверхности. Стали толщиной более 1/2 (13 мм) рекомендуется сваривать SMAW. При нанесении SMAW на оцинкованную сталь необходимо учитывать следующие соображения:
Сварочный электрод следует накладывать медленнее, чем обычно, с хлестким действием, при котором электрод перемещается немного вперед от сварочной ванны, а затем назад в сварочную ванну. Это гарантирует, что весь цинк выгорит до того, как наплавится валик. После улетучивания сварка стали без покрытия такая же.
После улетучивания сварка стали без покрытия такая же.
Следует избегать плетения и множественных сварных швов. Поступление тепла в шов должно быть сведено к минимуму, чтобы избежать чрезмерного повреждения соседнего покрытия, не жертвуя при этом теплом, необходимым для выжигания цинка до образования валика. Короткая длина дуги рекомендуется для сварки во всех положениях, чтобы обеспечить лучший контроль над сварочной ванной и предотвратить прерывистое чрезмерное проплавление или подрез. Глубина проплавления уменьшается при сварке оцинкованной стали. При выполнении стыковых швов необходимо предусмотреть большие зазоры. Равномерное проплавление достигается за счет движения сварочной горелки из стороны в сторону при стыковой сварке в горизонтальном положении. Отклонения от методов SMAW для поверхностей без покрытия и поверхностей с цинковым покрытием происходят из-за дополнительного нагрева, необходимого для удаления цинкового покрытия. Вызов хлесткого движения во время сварки позволяет удалить как можно больше цинкового покрытия до образования сварного шва. В результате сварочная ванна становится более нарушенной, что увеличивает текучесть шлака и образование брызг.
В результате сварочная ванна становится более нарушенной, что увеличивает текучесть шлака и образование брызг.
Вернуться к началу
Сварка в кислородно-ацетиленовой среде
Типичные результаты сварки Все марки сталей, покрытых горячим цинкованием, можно сваривать плавлением в кислородно-ацетиленовой среде. Подготовка к сварке аналогична подготовке к сварке стали без покрытия. Поскольку для этого процесса необходима низкая скорость перемещения, которая необходима для доведения кромок соединения до температуры плавления, дополнительное тепло вызывает воздействие на цинковое покрытие на гораздо большей площади, чем при использовании более быстрых процессов сварки. Наилучшие результаты достигаются, когда присадочный стержень перемещается вперед и назад, создавая волнистый сварной шов. Следует использовать сопла с размерами, аналогичными тем, которые используются для сварки стали без покрытия аналогичной толщины. Сварные швы не следует проплавлять пламенем для улучшения их внешнего вида; это приведет к дополнительной потере цинкового покрытия.
Вернуться к началу
Приварка шпилек
Если оцинкованные шпильки должны быть приварены к оцинкованной поверхности, необходимо удалить цинковое покрытие с конца шпильки и с поверхности, к которой шпилька должна быть приварена. Если торцевая поверхность все еще покрыта цинком, металл сварного шва может сильно вылететь из соединения из-за испарения цинка с поверхности прилегания.
Вернуться к началу
Сварка арматуры
Сварку арматурных стержней можно выполнять с использованием SMAW или GMAW без удаления цинкового покрытия. Однако предпочтительно удалять цинковое покрытие в пределах 2 (50 мм) от сварного шва. Дополнительную информацию о сварке арматуры см. в Руководстве Американского общества сварщиков D 1.4.
Концы стержней могут быть подготовлены до требуемого профиля путем распиливания, шлифования или кислородной резки. Холодная резка не рекомендуется, и подготовленные таким образом прутки следует тщательно осмотреть, чтобы убедиться, что в процессе стрижки не были повреждены концы. При обнаружении повреждений концы необходимо обрезать до прочного металла. Поверхности сплавления не должны иметь неровностей, которые мешают наплавке сварного шва заданного размера или вызывают дефекты. Если концы арматурных стержней подготавливаются на месте, подготовленные кромки не содержат цинка, а процедуры сварки такие же, как и для стержней без покрытия. Наличие цинка на концах свариваемых стержней не оказывает существенного влияния на процедуру сварки или время, необходимое для выполнения соединений. Единственная разница возникает в образовании дыма, когда подготовленные края были покрыты цинком.
При обнаружении повреждений концы необходимо обрезать до прочного металла. Поверхности сплавления не должны иметь неровностей, которые мешают наплавке сварного шва заданного размера или вызывают дефекты. Если концы арматурных стержней подготавливаются на месте, подготовленные кромки не содержат цинка, а процедуры сварки такие же, как и для стержней без покрытия. Наличие цинка на концах свариваемых стержней не оказывает существенного влияния на процедуру сварки или время, необходимое для выполнения соединений. Единственная разница возникает в образовании дыма, когда подготовленные края были покрыты цинком.
Вернуться к началу
Сварка трением
Шпильки с плоским концом, как без покрытия, так и с гальваническим покрытием, нельзя приваривать к оцинкованному листу, поскольку слои сплава в цинковом покрытии действуют как поверхность с низким коэффициентом трения и выделяется недостаточно тепла для сварки. Использование заостренных шпилек решает проблему приваривания шпилек трением к оцинкованным поверхностям.