| ГОСТ 7798-70 болт с шестигранной головкой, класс точности В | M6-M48 | 10-300 |
| ГОСТ 7801-81 болт мебельный с увеличенной полукруглой головкой и усом класса точности С | M6-M20 | 25-200 |
| ГОСТ 7802-81 болт с увеличенной полукруглой головкой и квадратным подголовком класса точности С | M5-M24 | 12-260 |
| ГОСТ 7805-70 болт с шестигранной головкой, класс точности A | М1.6-М48 | 10-300 |
| ГОСТ 7808-70 болт класса точности А с шестигранной уменьшенной головкой | M8-M48 | 10-300 |
| ГОСТ 15589-70 болт оцинкованный с шестигранной головкой класса точности С | M6-M48 | 10-300 |
| ГОСТ 22353-77 болт высокопрочный, с шестигранной головкой, класс точности В | M16-M48 | 40-300 |
| ГОСТ Р 52644-2006 болт высокопрочный с шестигранной головкой с увеличенным размером под ключ, класс точности С | M16-M48 | 40-300 |
| DIN 186 болт к пазам станочным, с Т-образной головкой и квадратным подголовком, неполная резьба | M6-M24 | 30-200 |
| DIN 261 T-болт с T-образной головкой для пазов, неполная резьба | M6-M24 | 25-200 |
| DIN 444 болт откидной с ушком, неполная резьба | M5-M36 | 25-300 |
| DIN 529 болты анкерные фундаментные с гайкой для крепления конструкций или оборудования к фундаменту, формы A, B, D, F, С | M8-M72 | x |
| DIN 561 болт с уменьшенной головкой и цапфой, установочный, высокопрочный, полная метрическая резьба | M6-M56 | 10-300 |
| DIN 564 болт стопорный высокопрочный с шестигранной уменьшенной головкой и коническим концом | M6-M36 | 12-200 |
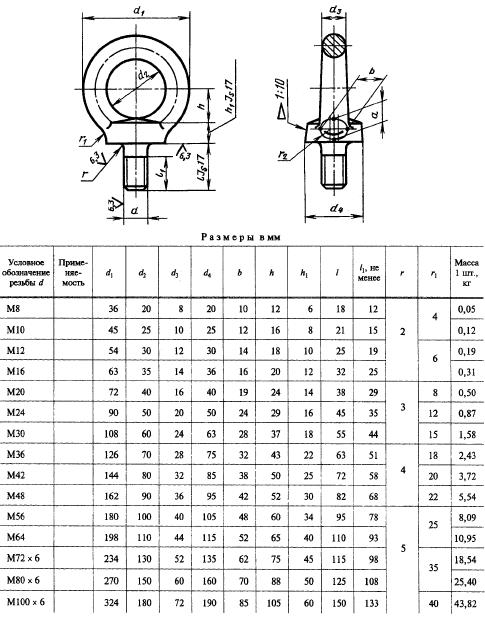
| DIN 580 рым-болт с кольцом и буртиком | M6-M100 | x |
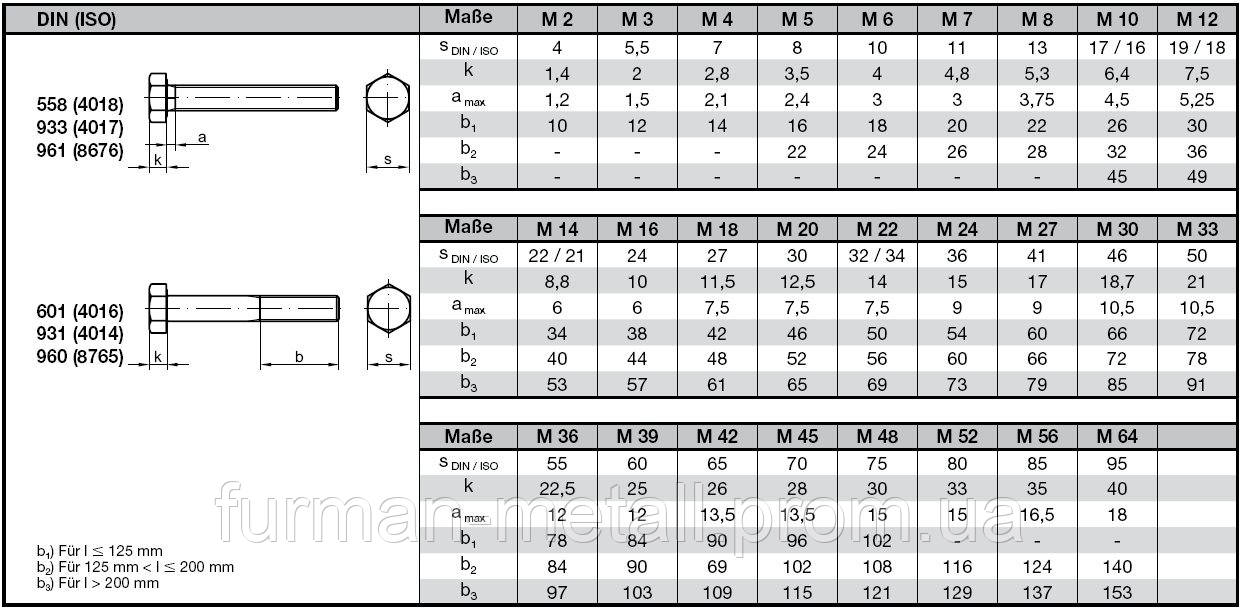
| DIN 601 болты и гайки DIN 555 крепёжные болты с шестигранной головкой и неполной метрической резьбой | M5-M64 | x |
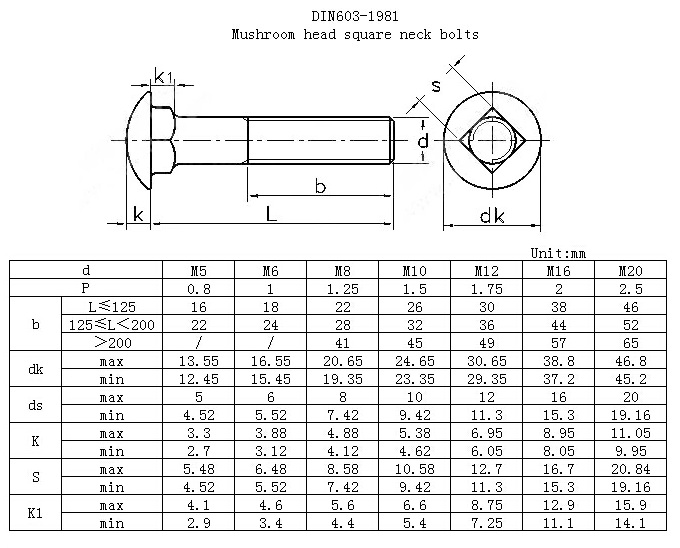
| DIN 603 болт мебельный с полукруглой низкой головкой и квадратным подголовком, неполная и полная метрическая резьба | M5-M20 | 16-200 |
| DIN 604 болт с потайной головкой и усом, неполная метрическая резьба | M6-M24 | 20-160 |
| DIN 605 болт с потайной головкой и высоким квадратным подголовком, неполная метрическая резьба | M6-M10 | 30-60 |
| DIN 607 болт с полукруглой головкой и усом, мебельный, неполная метрическая резьба | M8-M16 | 30-160 |
| DIN 608 болт с потайной головкой и низким квадратным подголовком, неполная метрическая резьба | M10-M12 | 25-50 |
| DIN 609 болт призонный с длинной резьбовой цапфой и шестигранной головкой, с мелкой и крупной резьбой | M10-M42 | 25-200 |
| DIN 610 болт призонный с короткой резьбовой цапфой и шестигранной головкой | M8-M36 | 25-200 |
| DIN 792 болт с потайной цилиндрической головкой и усом, неполная метрическая резьба | M8-M16 | x |
| DIN 797 болт анкерный фундаментный стальной оцинкованный | M24-M100 | x |
| DIN 931 болт с неполной резьбой и шестигранной головкой, класс точности A, B | M3-M64 | 30-950 |
| DIN 933 болт с полной резьбой и шестигранной головкой, класс точности A, B | M3-M64 | 5-340 |
| DIN 933 SZ болт шестигранный с прямым шлицем, полная резьба | M3-M8 | 5-50 |
| DIN 960 болт с мелкой неполной резьбой с шестигранной головкой, класс точности А, В | M8-M64 | 35-460 |
| DIN 961 болт с мелким шагом резьбы с шестигранной головкой, класс точности А, В | M8-M64 | 16-500 |
| DIN 6914 болт высокопрочный с шестигранной головкой с увеличенным размером под ключ, класс точности С | M12-M36 | 30-200 |
| DIN 6921 болт с фланцем и шестигранной головкой | M5-M16 | x |
| DIN 7968 болт с гайкой, прецизионный (призонный) стяжной с шестигранной головкой для стальных строительных конструкций, метрическая резьба | M12-M30 | 30-200 |
| DIN 7992 болт фундаментный с увеличенной T-образной головкой, метрическая резьба | M24-M100 | 100-350 |
| DIN EN 14399-8 высокопрочный, с шестигранной головкой с увеличенным размером под ключ для крепления высоконагруженных предварительно напряженных резьбовых соединений (HV), метрическая резьба | M12-M36 | 40-200 |
| DIN 15237 болт норийный транспортёрный с шайбой для крепления норийных ковшей на конвейерную ленту | M6-M12 | 25-60 |
| DIN 22424 болт с трехгранной головкой и буртиком | M6-M10 | 25-30 |
| DIN 931 болт с дюймовой резьбой UNC, шестигранной головкой, неполной резьбой | 1/4-11/2 | 30-160 |
| ISO 4014 болт с неполной резьбой и шестигранной головкой, класс точности A, B | M3-M64 | 30-950 |
| ISO 4016 болт с шестигранной головкой, неполной метрической резьбой, класс точности С | M5-M64 | 16-600 |
Дата введения 01.07.72
Таблица 1
Таблица 2
Примечания:
Масса стальных болтов (исполнение 1) с крупным шагом резьбы
 № 5) № 5)
ПРИЛОЖЕНИЕ 2 Справочное Дополнительные требования,отражающие потребности народного хозяйства Размеры в мм
ПРИЛОЖЕНИЕ 2 (Введено дополнительно, Изм. ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94) 7. ПЕРЕИЗДАНИЕ с Изменениями № 2, 3, 4, 5, 6, утвержденными в феврале 1974 г., марте 1981г., марте 1985 г., марте 1989 г., июле 1995 г. (ИУС 3-74, 6-81, 6-85, 6-89, 9-95)
| ||||||||||||||||||||||||||||||
 Болты с шестигранной головкой класса точности В. Конструкция и размеры — аналоги — DIN933, DIN931, ISO 4014, ISO 4017, ТУ 14-4-1761-94
Болты с шестигранной головкой класса точности В. Конструкция и размеры — аналоги — DIN933, DIN931, ISO 4014, ISO 4017, ТУ 14-4-1761-94 (Измененная редакция, Изм. № 4).
(Измененная редакция, Изм. № 4). (Введен дополнительно, Изм. № 3). 5б. Допускается для нанесения знаков маркировки изготавливать болты исполнений 1 и 2 с лункой на торцевой поверхности головки с размерами, не снижающими прочность головки, при этом глубина лунки должна быть не более 0,4 k. (Введен дополнительно, Изм. № 5).
(Введен дополнительно, Изм. № 3). 5б. Допускается для нанесения знаков маркировки изготавливать болты исполнений 1 и 2 с лункой на торцевой поверхности головки с размерами, не снижающими прочность головки, при этом глубина лунки должна быть не более 0,4 k. (Введен дополнительно, Изм. № 5).

 болтов, кг» при номинальном диаметре резьбы d, мм
болтов, кг» при номинальном диаметре резьбы d, мм
 № 5; измененная редакция, Изм. № 6).
№ 5; измененная редакция, Изм. № 6). 0-87
0-87Стандарт ГОСТ 7805-70 Болт с шестигранной головкой, класс точности A
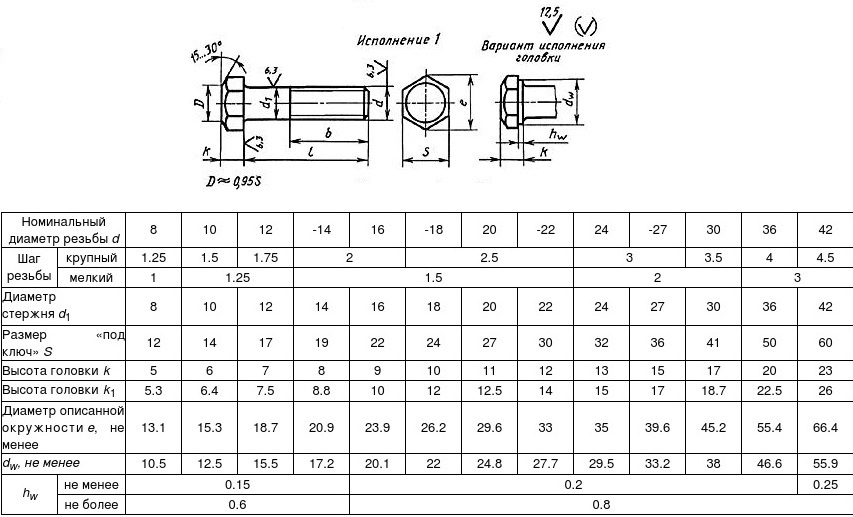
ГОСТ 7805-70 Болт с шестигранной головкой, класс точности A
Стандарт ГОСТ 7805-70 аналог ГОСТ 15589-70, DIN 931, DIN 933, ISO 4014, ISO 4017.
Описание крепежа: ГОСТ 7805-70 Болт с шестигранной головкой, класс точности A, размер резьбы от М1,6 до М48, длина от 10 до 300 мм. Болты оцинкованные ГОСТ 7805-70 используются в строительстве для соединения деревянных и металлических конструкций и в машиностроении для крепления деталей и узлов.
Материалы:
- Сталь: 4,8; 5,8; 8,8; 10,9 (класс прочности для болтов)
- Сталь с покрытием: электролитическое (гальваническое) оцинкование, термодиффузионное оцинкование
- Марки стали: 10кп, 20кп, 10, 20, 35, 20Г2Р, 40Х, 30ХР.
| d | P | k | b | S | е | |||
|---|---|---|---|---|---|---|---|---|
| крупный | мелкий | l≤125 | 125<l≤200 | l>200 | ||||
| М5 | 0,8 | — | 3,5 | 16 | — | — | 8 | 8,8 |
| М6 | 1 | — | 4 | 18 | — | — | 10 | 11,1 |
| М8 | 1,25 | 1 | 5,3 | 22 | — | — | 13 | 14,4 |
| М10 | 1,5 | 1,25 | 6,4 | 26 | 32 | — | 17 | 18,9 |
| М12 | 1,75 | 1,25 | 7,5 | 30 | 36 | 49 | 19 | 21,1 |
| М16 | 2 | 1,5 | 10 | 38 | 44 | 57 | 24 | 26,8 |
| М20 | 2,5 | 1,5 | 12,5 | 46 | 52 | 65 | 30 | 33,5 |
| М22 | 2,5 | 1,5 | 14 | 50 | 56 | 69 | 32 | 35,7 |
| М24 | 3 | 2 | 15 | 54 | 60 | 73 | 36 | 40,0 |
| М27 | 3 | 2 | 17 | 60 | 66 | 79 | 41 | 45,6 |
| М30 | 3,5 | 2 | 18,7 | 66 | 72 | 85 | 46 | 51,3 |
| М36 | 4 | 3 | 22,5 | 78 | 84 | 97 | 55 | 61,3 |
| М42 | 4,5 | 3 | 26 | 90 | 96 | 109 | 65 | 72,6 |
| М48 | 5 | 3 | 30 | 102 | 108 | 121 | 75 | 83,9 |
Обозначения:
d — номинальный диаметр резьбы
d1- диаметр стержня, примерно равен номинальному диаметру резьбы или среднему диаметру резьбы
P — шаг резьбы
D — диаметр головки
k — высота головки
b — длина резьбы
e — диаметр описанной окружности, не менее
l — длина стержня болта
ГОСТ Р 50793-95 Болты с шестигранной головкой с резьбой до головки классов точности А и В.
 Технические условия
Технические условия ГОСТ Р 50793-95
(ИСО 4017-88)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ С РЕЗЬБОЙ ДО ГОЛОВКИ КЛАССОВ ТОЧНОСТИ А и В
Технические условия
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 29 июня 1995 г. № 333
3 Стандарт содержит полный аутентичный текст ИСО 4017-88 «Винты с шестигранной головкой. Классы точности А и В» в части болтов из углеродистых сталей с дополнительными требованиями, отражающими потребности народного хозяйства
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Ноябрь 2005 г.
Ноябрь 2005 г.
Содержание
|
1 Область применения 2 Нормативные ссылки 3 Размеры 4 Технические требования 5 Обозначение ПРИЛОЖЕНИЕ А (рекомендуемое) ПРИЛОЖЕНИЕ Б (справочное) |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ С РЕЗЬБОЙ ДО ГОЛОВКИ КЛАССОВ ТОЧНОСТИ А и В Технические условия Hexagon head bolts with thread to head, product grades A and B. Specifications |
Дата введения 1996-07-01
Настоящий стандарт
распространяется на болты с шестигранной головкой с резьбой до головки с
диаметрами резьбы от Ml ,6 до М64 с крупным шагом резьбы класса точности А (для резьбы до
М24 и номинальных длин до 10 d , но не более 150
мм) и класса точности В (для резьбы более М24 или для
номинальных длин более 10 d или более 150
мм).
Стандарт соответствует ИСО 4017 в части болтов из углеродистых сталей.
Требования стандарта являются обязательными.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложении А.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 1759.1-82 Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей
ГОСТ 1759.2-82 Болты, винты и шпильки. Дефекты поверхности и методы контроля
ГОСТ 1759.4-87 (ИСО 898-1-78) Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ 12414-94 (ИСО 4753-83) Концы болтов, винтов и шпилек. Размеры
ГОСТ 16093-81* Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 17769-83 (ИСО 3269-88)
Изделия крепежные. Правила приемки
Правила приемки
ГОСТ 24705 -81* Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 27148-86 Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры
* С 1 июля 2005 г. действуют ГОСТ 16093 -2004 и ГОСТ 24705 -2004 соответственно.
* Неполная резьба u £ 2Р.
** d 3 » среднему диаметру резьбы.
Примечание — Конец должен быть с фаской или для резьб не более М4 может быть без фаски по ГОСТ 12414 .
Таблица 1 — Размеры болтов с предпочтительными размерами резьбы
|
Резьба d |
М1,6 |
М2 |
М2,5 |
М3 |
М4 |
М5 |
М6 |
М8 |
М10 |
М12 |
М16 |
М20 |
М24 |
М30 |
М36 |
М42 |
М48 |
М56 |
М64 |
|||
|
P 1) |
0,35 |
0,4 |
0,45 |
0,5 |
0,7 |
0. |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
6 |
|||
|
а |
макс.2) |
1,05 |
1,2 |
1,35 |
1,5 |
2,1 |
2,4 |
3 |
4 |
4,5 |
5,3 |
6 |
7,5 |
9 |
10,5 |
12 |
13,5 |
15 |
16,5 |
18 |
||
|
мин. |
0,35 |
0,4 |
0,45 |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
6 |
|||
|
с |
мин. |
0,1 |
0,1 |
0,1 |
0,15 |
0,15 |
0,15 |
0,15 |
0,15 |
0,15 |
0,15 |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,3 |
0,3 |
0,3 |
0,3 |
||
|
макс. |
0,25 |
0,25 |
0,25 |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
0,6 |
0,6 |
0,8 |
0,8 |
0,8 |
0,8 |
0,8 |
1 |
1 |
1 |
1 |
|||
|
da |
макс. |
? |
?6 |
3,1 |
36 |
4,7 |
5,7 |
6,8 |
9,2 |
11,2 |
13,7 |
17,7 |
22,4 |
26,4 |
33,4 |
39,4 |
45,6 |
52,6 |
63 |
71 |
||
|
dw |
Класс точности |
А |
мин. |
2,27 |
3,07 |
4,07 |
4,57 |
6,03 |
6,88 |
8,88 |
11,63 |
14,63 |
16,63 |
22,49 |
28,19 |
33,61 |
— |
— |
— |
— |
— |
— |
|
В |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
22 |
27,7 |
33,25 |
42,75 |
51,11 |
59,95 |
69,45 |
78,66 |
88,16 |
|||
|
e |
Класс точности |
А |
мин. |
3,41 |
4,32 |
5,45 |
6,01 |
7,66 |
8,79 |
11,05 |
14,38 |
17,77 |
20,03 |
26,75 |
33,53 |
39,98 |
— |
— |
— |
— |
— |
— |
|
В |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
26,17 |
32,95 |
39,55 |
50,85 |
60,79 |
71,3 |
82,6 |
93,56 |
104,86 |
|||
|
k |
ном. |
1,1 |
1,4 |
1,7 |
2 |
2,8 |
3,5 |
4 |
5,3 |
6,4 |
7,5 |
10 |
12,5 |
15 |
18,7 |
22,5 |
26 |
30 |
35 |
40 |
||
|
Класс точности |
А |
мин. |
0,975 |
1,275 |
1,575 |
1,875 |
2,675 |
3,35 |
3,85 |
5,15 |
6,22 |
7,32 |
9,82 |
12,285 |
14,785 |
— |
— |
— |
— |
— |
— |
|
|
макс. |
1,225 |
1,525 |
1,825 |
2,125 |
2,925 |
3,65 |
4,15 |
5,45 |
6,58 |
7,68 |
10,18 |
12,715 |
15,215 |
— |
— |
— |
— |
— |
— |
|||
|
Класс точности |
B |
мин. |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
9,71 |
12,15 |
14,65 |
18,28 |
22,08 |
25,58 |
29,58 |
34,5 |
39,5 |
|
|
макс. |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
10,29 |
12,85 |
15,35 |
19,12 |
22,92 |
26,42 |
30,42 |
35,5 |
40,5 |
|||
|
k ¢3) |
Класс точности |
А |
мин. |
0,68 |
0,89 |
1,1 |
1,31 |
1,87 |
2,35 |
2,7 |
3,61 |
4,35 |
5,12 |
6,87 |
8,6 |
10,35 |
— |
— |
— |
— |
— |
— |
|
В |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
6,8 |
8,51 |
10,26 |
12,8 |
15,46 |
17,91 |
20,71 |
24,15 |
27,65 |
|||
|
r |
мин. |
0,1 |
0,1 |
0,1 |
0,1 |
0,2 |
0,2 |
0,25 |
0,4 |
0,4 |
0,6 |
0,6 |
0,8 |
0,8 |
1 |
1 |
1,2 |
1,6 |
2 |
2 |
||
|
ном. |
3,2 |
4 |
5 |
5,5 |
7 |
8 |
10 |
13 |
16 |
18 |
24 |
30 |
36 |
46 |
55 |
65 |
75 |
85 |
95 |
|||
|
S |
Класс точности |
А |
мин. |
3,02 |
3,82 |
4,82 |
5,32 |
6,78 |
7,78 |
9,78 |
12,73 |
15,73 |
17,73 |
23,67 |
29,67 |
35,38 |
— |
— |
— |
— |
— |
— |
|
В |
— |
— |
— |
— |
— |
— |
— |
— |
— |
23,16 |
29,16 |
35 |
45 |
53,8 |
63,1 |
73,1 |
82,8 |
92,8 |
||||
 8
8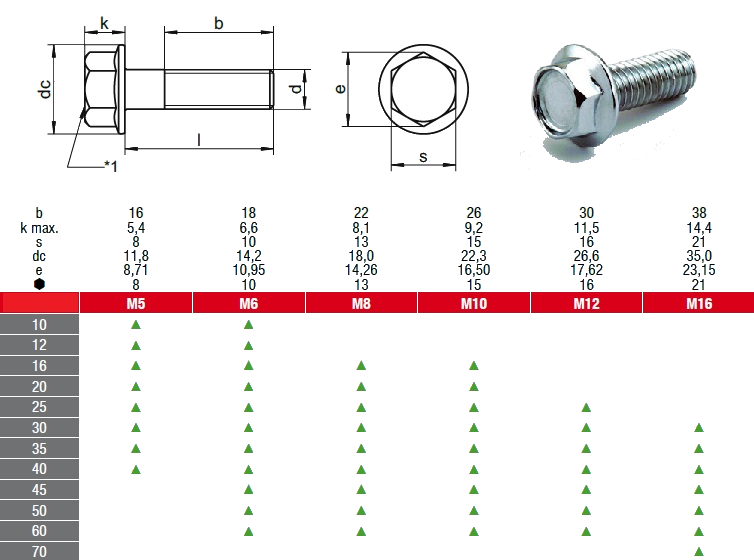








 = макс.
= макс.
Окончание таблицы 1
1) Р — шаг резьбы.
2) Значения соответствуют нормальному недорезу по ГОСТ 27148.
3) k‘мин = 0, 7 k мин где k ‘ — минимальная высота захвата гаечным ключом.
4) Диапазон применяемых длин между ступенчатыми сплошными линиями:
— для класса точности А выше ступенчатой пунктирной линии;
— для класса точности В ниже ступенчатой пунктирной линии.
Таблица 2 — Размеры болтов с непредпочтительными размерами резьбы
|
Резьба d |
М3,5 |
М14 |
М18 |
М22 |
М27 |
М33 |
М39 |
М45 |
М52 |
М60 |
|||
|
Р1) |
0,6 |
2 |
2,5 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
|||
|
a |
макс. |
1,8 |
6 |
7,5 |
7,5 |
9 |
10,5 |
12 |
13,5 |
15 |
16,6 |
||
|
мин. |
0,6 |
2 |
2,5 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
|||
|
c |
мин. |
0,15 |
0,15 |
0,2 |
0,2 |
0,2 |
0,2 |
0,3 |
0,3 |
0,3 |
0,3 |
||
|
макс. |
0,4 |
0,6 |
0,8 |
0,8 |
0,8 |
0,8 |
1 |
1 |
1 |
1 |
|||
|
da |
макс. |
4,1 |
15,7 |
20,2 |
24,4 |
30,4 |
36,4 |
42,4 |
48,6 |
56,6 |
67 |
||
|
dw |
Класс |
А |
мин. |
5,07 |
19,37 |
25,34 |
31,71 |
||||||
|
точности |
В |
— |
— |
24,85 |
31,35 |
38 |
46,55 |
55,86 |
64,7 |
74,2 |
83,41 |
||
|
e |
Класс |
А |
мин. |
6,58 |
23,36 |
30,14 |
37,72 |
||||||
|
точности |
В |
— |
— |
29,56 |
37,29 |
45,2 |
55,37 |
66,44 |
76,95 |
88,25 |
99,21 |
||
|
k |
ном. |
2,4 |
8,8 |
11,5 |
14 |
17 |
21 |
25 |
28 |
33 |
38 |
||
|
Класс |
А |
мин. |
2,275 |
8,62 |
11,285 |
13,785 |
|||||||
|
точности |
макс. |
2,525 |
8,98 |
11,715 |
14,215 |
||||||||
|
Класс |
B |
мин. |
— |
— |
11,15 |
13,65 |
16,65 |
20,58 |
14,58 |
27,58 |
32,5 |
37,5 |
|
|
точности |
макс. |
— |
— |
11,85 |
14,35 |
17,35 |
21,42 |
25,42 |
28,42 |
33,5 |
38,5 |
||
|
k ‘ 3) |
Класс |
А |
мин. |
1,59 |
6,03 |
7,9 |
9,65 |
||||||
|
точности |
В |
— |
— |
7,81 |
9,56 |
11,66 |
14,41 |
17,21 |
19,31 |
22,75 |
26,25 |
||
|
r |
мин. |
0,1 |
0,6 |
0,6 |
0,8 |
1 |
1 |
1 |
1,2 |
1,6 |
2 |
||
|
ном. = макс. |
6 |
21 |
27 |
34 |
41 |
50 |
60 |
70 |
80 |
90 |
|||
|
S |
Класс |
А |
мин. |
5,82 |
20,67 |
26,67 |
33,38 |
||||||
|
точности |
В |
— |
— |
16,16 |
33 |
40 |
49 |
58,8 |
68,1 |
78,1 |
87,8 |
||
 2)
2)



Окончание таблицы 2
1) P — шаг резьбы.
2) Значения соответствуют нормальному недорезу по ГОСТ 27148.
3) kмин‘ = 0, 7 k мин где k ‘мин — минимальная высота захвата гаечным ключом.
4) Диапазон применяемых длин между ступенчатыми сплошными линиями:
- для класса точности А выше ступенчатой пунктирной линии;
- для класса точности В ниже ступенчатой пунктирной линии.
Теоретическая масса болтов указана в приложении Б.
Таблица 3
|
Материал |
Сталь |
|
|
Общие технические требования |
Стандарт |
ГОСТ 1759.0 |
|
Резьба |
Допуск |
6 g |
|
Стандарт |
ГОСТ 24705, ГОСТ 16093 |
|
|
Механические свойства |
Класс прочности1) |
d
£ 48 мм: 5. d > 48 мм: по соглашению |
|
Стандарты |
d £ 48 мм: ГОСТ 1759.4 d > 48 мм: по соглашению |
|
|
Допуски |
Класс точности |
Для d £ 24 мм и l £ 10 или 150 мм2):А Для d > 24 мм или l > 10 d или 150 мм2):В |
|
Стандарт |
ГОСТ 1759.1 |
|
|
Поверхность изделия |
Без покрытия или с покрытием. Требования к покрытию — по ГОСТ 1759.0 . Другие требования к покрытию или чистовой отделке
поверхности устанавливаются по соглашению между изготовителем и потребителем. Допустимые дефекты поверхности болтов — по ГОСТ 1759.2 |
|
|
Приемка |
ГОСТ 17769 |
|
|
1) Символы обозначения классов прочности по ГОС T 1759.4 могут быть использованы для размеров резьбы более М48 при условии, что готовое изделие обладает всеми свойствами, необходимыми по ГОСТ 1759.4 . 2) Выбирается наименьшая длина. |
||
 6, 8.8, 10.9
6, 8.8, 10.9
Если в специальных случаях необходимы технические требования, отличающиеся от указанных в настоящем стандарте, они должны быть выбраны из действующих стандартов, указанных в разделе 2.
Пример условного обозначения болта с шестигранной головкой с резьбой до головки с резьбой М12, номинальной длиной l = 80 мм, класса прочности 8.8, из стали марки 35Х, без покрытия:
Болт М12× 80. 88.35Х ГОСТ Р 50793-95
88.35Х ГОСТ Р 50793-95
То же, с цинковым хроматированным покрытием толщиной 6 мкм:
Болт М12× 80.88.35Х.016 ГОСТ Р 50793-95
Дополнительные требования, отражающие потребности народного хозяйства
А. 1 Максимальные значения параметра шероховатости Ra поверхностей болтов должны соответствовать указанным в таблице А. 1
Таблица А.1
|
Поверхность |
Максимальные значения параметра шероховатости Ra , мкм, |
|
|
А |
В |
|
|
Опорная головки |
6,3 |
6,3 |
|
Резьбы |
3,2 |
6,3 |
|
Остальные |
12,5 |
12,5 |
А. 2 По соглашению
между изготовителем и потребителем допускается изготовление болтов классов
прочности 6.6, 6.8, 5.8, 4.8 по ГОСТ
1759.4.
2 По соглашению
между изготовителем и потребителем допускается изготовление болтов классов
прочности 6.6, 6.8, 5.8, 4.8 по ГОСТ
1759.4.
Таблица Б.1
|
Длина болта l , |
Теоретическая масса 1000 шт. болтов, кг » , при номинальном диаметре резьбы d , мм |
||||||||||||||
|
М1,6 |
М2 |
М2,5 |
М3 |
М3,5 |
М4 |
М5 |
М6 |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
М20 |
|
|
2 |
0,104 |
||||||||||||||
|
3 |
0,118 |
||||||||||||||
|
4 |
0,132 |
0,238 |
|||||||||||||
|
5 |
0,146 |
0,260 |
0,460 |
||||||||||||
|
6 |
0,160 |
0,282 |
0,495 |
0,711 |
|||||||||||
|
8 |
0,188 |
0,326 |
0,565 |
0,813 |
1,080 |
1,641 |
|||||||||
|
10 |
0,216 |
0,370 |
0,635 |
0,915 |
1,209 |
1,821 |
2,754 |
||||||||
|
12 |
0,250 |
0,414 |
0,705 |
1,017 |
1,337 |
2,001 |
3,036 |
5,118 |
|||||||
|
16 |
0,309 |
0,518 |
0,864 |
1,234 |
1,595 |
2,368 |
3,600 |
5,930 |
11,57 |
||||||
|
20 |
0,616 |
1,019 |
1,456 |
1,852 |
2,763 |
4,371 |
6,742 |
13,02 |
22,37 |
||||||
|
25 |
1,211 |
1,733 |
2,174 |
3,257 |
5,142 |
7,871 |
14,84 |
25,22 |
36,86 |
||||||
|
30 |
2,011 |
2,496 |
3,750 |
5,913 |
8,981 |
17,12 |
28,52 |
40,96 |
59,64 |
83,24 |
|||||
|
35 |
2,818 |
4,244 |
6,685 |
10,090 |
19,09 |
31,28 |
45,34 |
65,24 |
90,62 |
123,6 |
|||||
|
40 |
4,738 |
7,456 |
11,200 |
21,07 |
34,36 |
49,78 |
71,25 |
97,99 |
132,9 |
167,8 |
|||||
|
45 |
8,227 |
12,310 |
23,04 |
37,45 |
54,22 |
77,30 |
105,70 |
142,1 |
179,4 |
||||||
|
50 |
8,999 |
13,420 |
25,02 |
40,53 |
58,67 |
83,35 |
113,60 |
152,4 |
190,9 |
||||||
|
55 |
14,530 |
26,99 |
43,62 |
63,11 |
89,39 |
121,50 |
162,4 |
203,7 |
|||||||
|
60 |
15,640 |
28,97 |
46,70 |
67,55 |
95,44 |
129,40 |
172,4 |
216,0 |
|||||||
|
65 |
30,94 |
49,79 |
71,99 |
101,50 |
137,30 |
182,4 |
228,4 |
||||||||
|
70 |
32,91 |
52,87 |
76,44 |
107,50 |
145,20 |
192,4 |
240,7 |
||||||||
|
80 |
36,86 |
59,04 |
85,33 |
119,60 |
161,00 |
212,4 |
265,0 |
||||||||
|
90 |
65,21 |
94,20 |
131,70 |
176,80 |
232,4 |
290,1 |
|||||||||
|
100 |
71,38 |
103,10 |
143,80 |
192,60 |
252,4 |
314,7 |
|||||||||
|
11О |
112,00 |
155,90 |
208,40 |
272,3 |
339,4 |
||||||||||
|
120 |
120,90 |
168,00 |
224,20 |
292,3 |
364,1 |
||||||||||
|
130 |
180,10 |
240,00 |
312,3 |
388,8 |
|||||||||||
|
140 |
192,20 |
255,80 |
332,3 |
413,5 |
|||||||||||
|
150 |
271,60 |
352,3 |
438,1 |
||||||||||||
|
160 |
287,40 |
372,3 |
462,8 |
||||||||||||
|
180 |
319,00 |
412,3 |
512,2 |
||||||||||||
|
200 |
350,60 |
452,2 |
561,5 |
||||||||||||
Окончание
таблицы Б. 1
1
|
Длина болта l , мм |
Теоретическая масса 1000 шт. болтов, кг » , при номинальном диаметре резьбы d , мм |
|||||||||||||
|
М22 |
М24 |
М27 |
М30 |
М33 |
М36 |
М39 |
М42 |
М45 |
М48 |
М52 |
М56 |
М60 |
М64 |
|
|
45 |
235,0 |
|||||||||||||
|
50 |
249,0 |
296,7 |
||||||||||||
|
55 |
263,1 |
313,3 |
425,3 |
|||||||||||
|
60 |
278,9 |
329,9 |
446,5 |
579,0 |
||||||||||
|
65 |
293,8 |
348,8 |
467,7 |
605,1 |
731,0 |
|||||||||
|
70 |
308,8 |
366,5 |
491,1 |
631,1 |
760,0 |
985,0 |
||||||||
|
80 |
338,6 |
402,1 |
536,1 |
687,5 |
818,0 |
1061,0 |
1264 |
1561 |
||||||
|
90 |
368,5 |
437,6 |
581,0 |
743,0 |
876,0 |
1141,0 |
1345 |
1663 |
1909 |
|||||
|
100 |
398,3 |
473,2 |
626,0 |
798,5 |
935,0 |
1221,0 |
1426 |
1766 |
2018 |
2479 |
2920 |
|||
|
110 |
428,2 |
508,7 |
671,0 |
854,1 |
993,0 |
1301,0 |
1507 |
1880 |
2127 |
2614 |
3090 |
3580 |
||
|
120 |
458,1 |
544,2 |
716,0 |
909,6 |
1052,0 |
1381,0 |
1589 |
1989 |
2236 |
2760 |
3260 |
3770 |
4439 |
5090 |
|
130 |
487,9 |
579,8 |
761,0 |
965,2 |
1110,0 |
1461,0 |
1670 |
2098 |
2345 |
2903 |
3430 |
3960 |
4635 |
5340 |
|
140 |
517,8 |
615,3 |
806,0 |
1021,0 |
1168,0 |
1541,0 |
1751 |
2207 |
2454 |
3045 |
3600 |
4150 |
4832 |
5590 |
|
150 |
547,6 |
650,8 |
850,1 |
1076,0 |
1227,0 |
1621,0 |
1832 |
2315 |
2563 |
3187 |
3770 |
4340 |
5028 |
5840 |
|
160 |
577,5 |
686,4 |
895,9 |
1132,0 |
1285,0 |
1701,0 |
1913 |
2424 |
2672 |
3329 |
3940 |
4530 |
5224 |
6090 |
|
180 |
637,2 |
757,5 |
985,9 |
1243,0 |
1401,0 |
1860,0 |
2076 |
2642 |
2890 |
3614 |
4280 |
4910 |
5617 |
6590 |
|
200 |
697,0 |
828,6 |
1076,0 |
1354,0 |
1517,0 |
2020,0 |
2239 |
2860 |
3108 |
3898 |
4620 |
5290 |
6010 |
7090 |
Ключевые слова: болты с шестигранной головкой, размеры, допуски на размер, обозначение
Размеры болтов
Таблица 1: размеры болтов для фланцевых соединений (ряд 2 = стандартный по ГОСТ 12815) на различные давления (Ру), D (мм) х L (мм) по ГОСТ 7798-70 и ГОСТ 10602-94|
Dy фланца |
Py фланца, кгс/см2 |
||||
|
Ру 1 и 2,5 |
Ру 6 |
Ру 10 |
Ру 16 |
Ру 25 |
|
|
10 |
M10x35 |
M10x45 |
M12x40 |
M12x45 |
M12x50 |
|
15 |
M12x45 |
||||
|
20 |
M10x40 |
M10x45 |
M12x50 |
M12x55 |
|
|
25 |
|||||
|
32 |
M12x45 |
M12x50 |
M16x55 |
M16x60 |
|
|
40 |
M16x60 |
M15x65 |
|||
|
50 |
M16x65 |
M16x70 |
|||
|
65 |
M16x60 |
||||
|
80 |
M16x50 |
M16x55 |
|||
|
100 |
M16x65 |
M16x70 |
M20x80 |
||
|
125 |
M16x55 |
M16x60 |
M16x70 |
M24x90 |
|
|
150 |
M20x70 |
M20x80 |
|||
|
175 |
M16x60 |
M16x65 |
M20x75 |
||
|
200 |
M24x100 |
||||
|
225 |
M27x100 |
||||
|
250 |
M16x65 |
M16x70 |
M24x90 |
||
|
300 |
M20x70 |
M20x75 |
M20x80 |
M27x110 |
|
|
350 |
M24x100 |
M30x120 |
|||
|
400 |
M20x75 |
M20x80 |
M24x90 |
M27x110 |
M30x130 |
|
450 |
M27x120 |
||||
|
500 |
M30x130 |
M36x140 |
|||
|
600 |
M24x80 |
M24x90 |
M27x110 |
M36x140 |
M36x150 |
|
700 |
M42x160 |
||||
|
800 |
M27x90 |
M27x100 |
M30x120 |
M42x170 |
|
|
900 |
M48x180 |
||||
|
1000 |
M30x130 |
M42x150 |
M52x190 |
||
|
1200 |
M30x110 |
M36x150 |
M48x160 |
- |
|
Таблица 2: размеры шпилек для фланцевых соединений (ряд 2 = стандартный по ГОСТ 12815) на различные Ру, D(мм) х L(мм) по ГОСТ 9066-75
|
Dy фланца |
Py фланца, кгс/см2 |
|||||||
|
Ру 1 и 2,5 |
Ру 6 |
Ру 10 |
Ру 16 |
Ру 25 |
Ру 40 |
Ру 64 |
Ру 100 |
|
|
10 |
M10x50 |
M12x60 |
M12x70 |
M12x80 |
||||
|
15 |
||||||||
|
20 |
M12x60 |
M12x70 |
M16x90 |
M16x90 |
||||
|
25 |
M16x100 |
|||||||
|
32 |
M12x60 |
M16x70 |
M16x80 |
M16x80 |
M16x90 |
M20x110 |
M20x110 |
|
|
40 |
M16x80 |
|||||||
|
50 |
M24x120 |
|||||||
|
65 |
M16x90 |
M20x120 |
M24x130 |
|||||
|
80 |
M16x70 |
M16x90 |
M16x100 |
|||||
|
100 |
M20x100 |
M20x110 |
M24x130 |
M27x150 |
||||
|
125 |
M16x70 |
M16x80 |
M16x90 |
M24x110 |
M24x120 |
M27x150 |
M30x170 |
|
|
150 |
M20x100 |
M20x100 |
M30x160 |
M30x180 |
||||
|
175 |
M16x80 |
M24x120 |
M27x150 |
M30x170 |
||||
|
200 |
M20x110 |
M36x200 |
||||||
|
225 |
M27x130 |
M30x170 |
M30x180 |
M36x210 |
||||
|
250 |
M24x120 |
M36x210 |
M42x250 |
|||||
|
300 |
M20x90 |
M27x140 |
M30x180 |
M36x220 |
M48x270 |
|||
|
350 |
M20x90 |
M20x100 |
M30x150 |
M30x190 |
M42x240 |
M48x280 |
||
|
400 |
M24x110 |
M27x130 |
M30x160 |
M36x220 |
|
|
||
|
450 |
M20x100 |
M27x140 |
||||||
|
500 |
M24x120 |
M30x160 |
M36x180 |
M42x240 |
||||
|
600 |
M24x110 |
M27x130 |
M36x170 |
M36x190 |
M48x240 |
|||
|
700 |
M36x180 |
M42x210 |
|
|||||
|
800 |
|
M27x120 |
M30x150 |
M48x220 |
||||
|
900 |
M27x140 |
M48x230 |
||||||
|
1000 |
M30x160 |
M42x200 |
M52x240 |
|||||
|
1200 |
M30x140 |
M36x180 |
M48x210 |
|
||||
| Стандарты →
ГОСТ 11284-75: Отверстия сквозные под крепёжные детали. Размеры. ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 11284-75 Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 срок действия установлен с 01.01.77 до 01.01.87 1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами. Стандарт полностью соответствует рекомендации СЭВ по стандартизации PC 107-72 и рекомендации ИСО Р-273. 2. Размеры сквозных отверстий должны соответствовать указанным в таблице.
Примечания: 1. 2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении. 3. Предельные отклонения диаметров отверстий: а) для 1-го ряда — по h22; ПРИЛОЖЕНИЕ РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ 1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице. Тип соединения
2. 3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем. Изменение №1 ГОСТ 11284-75. Отверстия сквозные под крепежные детали. Размеры.Постановлением Государственного комитета СССР по стандартам от 81 12 03 № 5218 срок введения установлен с 82 01 01 На обложке и первой странице обозначение стандарта дополнить обозначением: (СТ СЭВ 2515—80). Пункт 1. Второй абзац изложить в новой редакции: «Стандарт полностью соответствует СТ СЭВ 2515—80>. Пункт 2 изложить в новой редакции (кроме таблицы и примечания): «2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и а таблице. Таблица. Заменить обозначение размера: d1 на dh;
таблицу дополнить примечанием — 3: «3. Размеры в скобках применять не рекомендуется». Пункт 3 изложить в новой редакции: «3. Предельные отклонения диаметров отверстий: для 1-го ряда — Н12; Стандарт дополнить ПУНКТОМ — 4: «4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать». МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
МНОЖИТЕЛИ И ПРИСТАВКИ ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ Н ДОЛЬНЫХ ЕДИНИЦ И ИХ НАИМЕНОВАНИЙ
| |||||||
 Размеры.
Размеры. 0
0.jpg) 0
0 3-й ряд отверстий не допускается применять для заклепочных соединении
3-й ряд отверстий не допускается применять для заклепочных соединении Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
 0
0
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Но чаше всего это слово употребляют для обозначения крепежа, что постоянно используется в строительстве и бытовом обиходе. Метизы в самом общем виде делятся на метрические (то есть имеющие внутреннюю или внешнюю резьбу — болты, гайки, саморезы) и неметрические (резьбы не имеющие — гвозди, заклепки и пр.)
Но чаше всего это слово употребляют для обозначения крепежа, что постоянно используется в строительстве и бытовом обиходе. Метизы в самом общем виде делятся на метрические (то есть имеющие внутреннюю или внешнюю резьбу — болты, гайки, саморезы) и неметрические (резьбы не имеющие — гвозди, заклепки и пр.)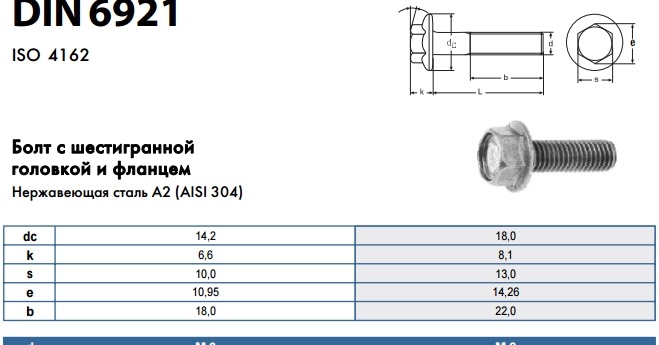 Считать можно любое количество позиций путем перемножения массы 1шт на общее количество. Также возможен и обратный перевод веса метизов в количество, разделив общую массу крепежа на удельный вес 1 шт. Перевод крепежа из кг в шт будет считаться приближенным, так как расчет выполняется на базе теоретического веса крепежа из справочника.
Считать можно любое количество позиций путем перемножения массы 1шт на общее количество. Также возможен и обратный перевод веса метизов в количество, разделив общую массу крепежа на удельный вес 1 шт. Перевод крепежа из кг в шт будет считаться приближенным, так как расчет выполняется на базе теоретического веса крепежа из справочника. Онлайн калькулятор метизов применяют для того, чтобы точно пересчитать количество (шт) гаек, шайб, болтов в массу (кг). Полученные данные можно также применять для того, чтобы более точно рассчитать вес всей конструкции, учитывая количество крепежа.
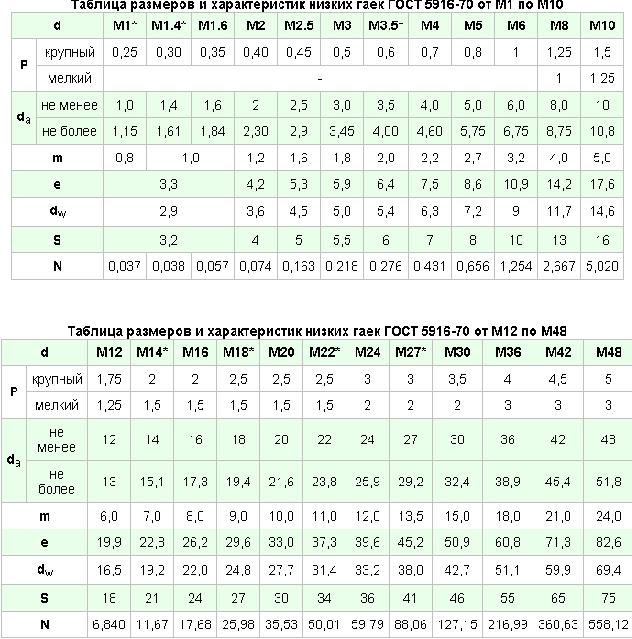
Онлайн калькулятор метизов применяют для того, чтобы точно пересчитать количество (шт) гаек, шайб, болтов в массу (кг). Полученные данные можно также применять для того, чтобы более точно рассчитать вес всей конструкции, учитывая количество крепежа. Болт имеет класс точности В с полной резьбой. Размеры болтов, вес гаек ГОСТ 5915-70 меняется в зависимости от величины резьбы и размера под ключ. Чтобы узнать необходимый вес одной или тысячи единиц нужно точно знать номер ГОСТа. Вес крепежа, как правило, считается вместе с болтами, гайками, шайбами (пружинными и плоскими). Шайба подкладывается под головку болта или устанавливается под гайку для уменьшения повреждения поверхности крепежных деталей. Плоская шайба ГОСТ 11371-78 используется для создания большей опорной площади, а пружинная шайба ГОСТ 6402-70 (гровер) — для предотвращения самоотвинчивания крепежных изделий.
Болт имеет класс точности В с полной резьбой. Размеры болтов, вес гаек ГОСТ 5915-70 меняется в зависимости от величины резьбы и размера под ключ. Чтобы узнать необходимый вес одной или тысячи единиц нужно точно знать номер ГОСТа. Вес крепежа, как правило, считается вместе с болтами, гайками, шайбами (пружинными и плоскими). Шайба подкладывается под головку болта или устанавливается под гайку для уменьшения повреждения поверхности крепежных деталей. Плоская шайба ГОСТ 11371-78 используется для создания большей опорной площади, а пружинная шайба ГОСТ 6402-70 (гровер) — для предотвращения самоотвинчивания крепежных изделий. 6х50
6х50 6х25
6х25 Вес гаек оцинкованных, болтов высокопрочных незначительно выше, чем у обычных, как правило, к посчитанным килограммам добавляем 3-4%. Однако нужно учитывать тот факт, что вес метизов не всегда отвечает справочным значениям. Фактическая масса будет немного больше или меньше, т.к. есть допуски на изготовление по ГОСТ. Данные по весу металлических изделий носят только информационный характер.
Вес гаек оцинкованных, болтов высокопрочных незначительно выше, чем у обычных, как правило, к посчитанным килограммам добавляем 3-4%. Однако нужно учитывать тот факт, что вес метизов не всегда отвечает справочным значениям. Фактическая масса будет немного больше или меньше, т.к. есть допуски на изготовление по ГОСТ. Данные по весу металлических изделий носят только информационный характер.ISO 4032 — WTE PowerBoltWTE PowerBolt
1,7218 / 25CrMo4 + QT (кг) В НАЛИЧИИ M12 — M30
1. 7709 / 21CrMoV5-7 + QT (GA)
7709 / 21CrMoV5-7 + QT (GA)
1,7225 / 42CrMo4 + QT (GC) M12 — M33
1.4913 / X19CrMoNbVN11-1 + QT (VW)
1.4923 / X22CrMoV12-1 + QT (V, VH)
1. 4980 / X6NiCrTiMoVB25-15-2 + QT (SD)
4980 / X6NiCrTiMoVB25-15-2 + QT (SD)
1.4986 / X7CrNiMoBNb16-16 + QT (S)
ASTM A 453 GR 660 Класс A / B / C / D
SA 194 — Gr.2H, Группа 4, Группа 7, Группа 16
SA 194 — гр. 8, 8M, 8T
8, 8M, 8T
Болты крепежные ГОСТ 7798 70.Справочные нормативные документы
div «Data-Cycle-Pager =» # Pager «Data-Cycle-next =» # next «Data-Cycle-Prev =» # Prev «>
Как бы ни развивалась техника и технология, основным средством создания разъемного соединения были и остаются болты. Со времен промышленной революции и по сей день они широко используются во всех сферах экономики: в машиностроении, приборостроении, в энергетике, на транспорте, в сельском хозяйстве, в добывающей промышленности и т. Д.
Болты воспринимают усилия резания, растяжения и изгиба, поэтому эффективны для соединения различных деталей — фланцев, пластин, стержней. Эта застежка незаменима в случаях, когда:
- необходимо создать разъёмное соединение;
- невозможно создать сварное соединение;
- материал деталей не позволяет нарезать в них резьбу;
- Материал деталей не может обеспечить достаточную прочность и долговечность резьбы.
ГОСТ 7798-70 определяет размер и основные рабочие характеристики болтов с шестигранной головкой.
БолтГОСТ 7798-70 представляет собой стержень с метрической резьбой и шестигранной головкой, материалом которого служат стали марок 10, 20, 10 кп, 20кп, 35, 30, 40х. Диаметр резьбовой части находится в пределах от 6 мм (М6) до 48 мм (М48).
Болт шестигранный по ГОСТ 7798-70 должен соответствовать классам нормальной точности (класс В) и прочности 4.8; 5,8; 6,8; 8,8; 10.9. Первая цифра класса прочности — 1/100 прочности на разрыв (в МПа).Вторая цифра — это отношение прочности к пределу текучести, умноженное на 10. Таким образом, класс прочности позволяет судить о наиболее существенных характеристиках этого типа крепежа.
Болты с прочностью 800MP и выше называются высокопрочными. Они воспринимают высокие статические и динамические нагрузки. Высокопрочный болт одинаково надежно работает в агрессивных средах, при высокотемпературных нагрузках и в условиях низких температур.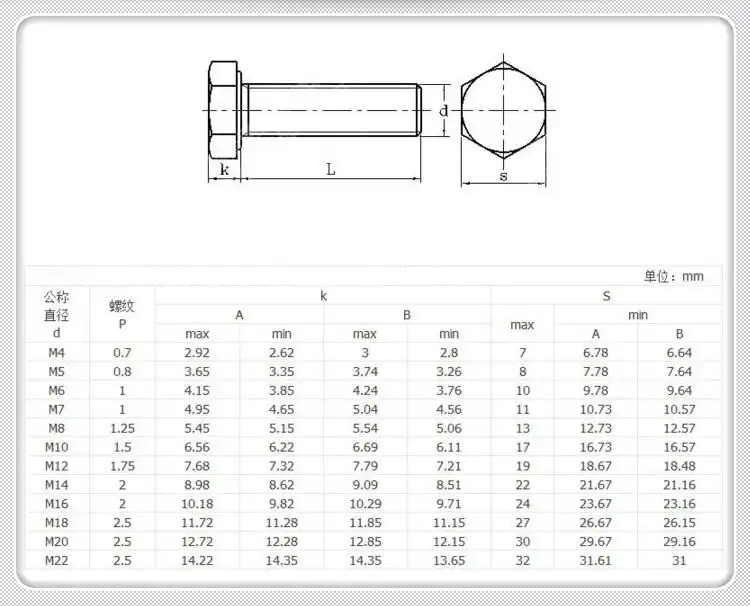 Материал для этого крепежа — сталь марок 30ХР, 40х.Применяют в металлургии, химической, фармацевтической промышленности, для работы на крайнем севере и во всех случаях, когда необходимо обеспечить высокую прочность компаунда.
Материал для этого крепежа — сталь марок 30ХР, 40х.Применяют в металлургии, химической, фармацевтической промышленности, для работы на крайнем севере и во всех случаях, когда необходимо обеспечить высокую прочность компаунда.
ГОСТ 7798-70 может иметь резьбу с малым или большим шагом. Наибольшее распространение имеет резьба с большим шагом, поскольку на ее точность в меньшей степени влияют ошибки ошибки.
В то же время резьба с малым шагом обеспечивает более высокую прочность резьбовой части стержня без снижения прочности резьбы.Причем мелкая резьба по сравнению с крупной имеет более высокую надежность самоудаления. Все работает вместе для повышения надежности связи.
болт, мм. | Теоретическая масса болтов 1000 шт, кг, при условном диаметре резьбы d, мм | ||||||||||||
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | |
| 8 | 4,31 | 8,67 | |||||||||||
| 10 | 4,71 | 9,39 | 16,68 | ||||||||||
| 12 | 5,12 | 10,12 | 17,82 | ||||||||||
| 14 | 5,52 | 10,85 | 18,96 | 27,89 | |||||||||
| 16 | 5,93 | 11,57 | 20,10 | 29,48 | 43,98 | ||||||||
| 18 | 6,34 | 12,3 | 21,23 | 31,12 | 46,21 | 65,54 | |||||||
| 20 | 6,74 | 13,02 | 22,37 | 32,76 | 48,45 | 68,49 | 95,81 | ||||||
| 22 | 7,20 | 13,52 | 23,51 | 34,4 | 50,69 | 71,44 | 99,52 | ||||||
| 25 | 7,87 | 14,84 | 25,22 | 36,86 | 54,05 | 75,87 | 105,1 | 133,3 | |||||
| 28 | 8,54 | 16,33 | 26,92 | 39,32 | 57,40 | 80,29 | 110,6 | 140,2 | |||||
| 30 | 8,98 | 17,12 | 28,52 | 40,96 | 59,64 | 83,24 | 114,3 | 144,8 | 193,0 | ||||
| 32 | 9,43 | 17,91 | 29,43 | 42,59 | 61,87 | 86,19 | 118,0 | 149,4 | 198,6 | 237,0 | |||
| 35 | 10,09 | 19,09 | 31,28 | 45,34 | 65,24 | 90,62 | 123,6 | 156,3 | 207,0 | 246,9 | 340,6 | ||
| 38 | 10,76 | 20,28 | 33,18 | 48,00 | 68,59 | 95,04 | 129,2 | 163,2 | 215,4 | 256,9 | 353,3 | ||
| 40 | 11,20 | 21,07 | 34,36 | 49,78 | 71,25 | 97,99 | 132,9 | 167,8 | 221,0 | 263,5 | 361,8 | 474,8 | |
| 45 | 12,31 | 23,04 | 37,45 | 54,22 | 77,30 | 105,7 | 142,1 | 179,4 | 235,0 | 280,1 | 373,0 | 500,9 | |
| 50 | 13,42 | 25,02 | 40,53 | 58,67 | 83,35 | 113,6 | 152,4 | 190,9 | 249,0 | 296,7 | 404,1 | 526,9 | 834,5 |
| 55 | 14,53 | 26,99 | 43,62 | 63,11 | 89,39 | 121,5 | 162,4 | 203,7 | 263,1 | 313,3 | 425,3 | 553,0 | 872,1 |
| 60 | 15,64 | 28,97 | 46,70 | 67,55 | 95,44 | 129,4 | 172,4 | 216,0 | 278,9 | 329,9 | 446,5 | 579,0 | 909,8 |
| 65 | 16,76 | 30,94 | 49,79 | 71,99 | 101,5 | 137,3 | 182,4 | 228,4 | 293,8 | 348,8 | 467,7 | 605,1 | 947,4 |
| 70 | 17,87 | 32,91 | 52,87 | 76,44 | 107,5 | 145,2 | 192,4 | 240,7 | 308,8 | 366,5 | 491,1 | 631,1 | 985,0 |
| 75 | 18,98 | 34,89 | 55,96 | 80,88 | 113,6 | 153,1 | 202,4 | 253,0 | 323,7 | 384,3 | 513,6 | 659,7 | 1023,0 |
| 80 | 20,09 | 36,86 | 59,04 | 85,33 | 119,6 | 161,0 | 212,4 | 265,0 | 338,6 | 402,1 | 536,1 | 687,5 | 1061,0 |
| 85 | 21,20 | 38,84 | 62,13 | 89,77 | 125,7 | 168,9 | 222,4 | 277,7 | 353,6 | 419,8 | 558,6 | 715,2 | 1098,0 |
| 90 | 22,31 | 40,81 | 65,21 | 94,20 | 131,7 | 176,8 | 232,4 | 290,1 | 368,5 | 437,6 | 581,0 | 743,0 | 1141,0 |
| 95 | 42,79 | 68,30 | 98,64 | 137,8 | 184,7 | 242,4 | 302,4 | 383,4 | 455,4 | 603,5 | 770,8 | 1181,0 | |
| 100 | 44,76 | 71,38 | 103,1 | 143,8 | 192,6 | 252,4 | 314,7 | 398,3 | 473,2 | 626,0 | 798,5 | 1221,0 | |
| 105 | 74,47 | 107,5 | 149,9 | 200,5 | 262,4 | 327,1 | 413,3 | 490,9 | 648,5 | 826,3 | 1261,0 | ||
| 110 | 77,55 | 112,0 | 155,9 | 208,4 | 272,3 | 339,4 | 428,2 | 508,7 | 671,0 | 854,1 | 1301,0 | ||
| 115 | 80,63 | 116,4 | 162,0 | 216,3 | 282,3 | 351,8 | 443,1 | 526,5 | 693,5 | 881,8 | 1341,0 | ||
| 120 | 83,72 | 120,9 | 168,0 | 224,2 | 292,3 | 364,1 | 458,1 | 544,2 | 716,0 | 909,6 | 1381,0 | ||
| 125 | 86,80 | 125,3 | 174,0 | 232,1 | 302,3 | 376,4 | 473,0 | 562,0 | 738,5 | 937,4 | 1421,0 | ||
| 130 | 89,89 | 129,7 | 180,1 | 240,0 | 312,3 | 388,8 | 487,9 | 579,8 | 761,0 | 965,2 | 1461,0 | ||
| 140 | 96,06 | 138,6 | 192,2 | 255,8 | 332,3 | 413,5 | 517,8 | 615,3 | 806,0 | 1021,0 | 1541,0 | ||
| 150 | 102,18 | 147,5 | 204,3 | 271,6 | 352,3 | 438,1 | 547,6 | 650,8 | 850,1 | 1076,0 | 1621,0 | ||
| 160 | 108,38 | 156,4 | 216,4 | 287,4 | 372,3 | 462,8 | 577,5 | 686,4 | 895,9 | 1132,0 | 1701,0 | ||
| 170 | 114,58 | 165,3 | 228,5 | 303,2 | 392,3 | 487,5 | 607,4 | 721,9 | 940,9 | 1188,0 | 1780,0 | ||
| 180 | 120,68 | 174,2 | 240,6 | 319,0 | 412,3 | 512,2 | 637,2 | 757,5 | 985,9 | 1243,0 | 1860,0 | ||
| 190 | 126,88 | 183,1 | 252,7 | 333,8 | 432,3 | 536,9 | 667,1 | 793,0 | 1031,0 | 1299,0 | 1940,0 | ||
| 200 | 133,08 | 191,9 | 264,7 | 350,6 | 452,2 | 561,5 | 697,0 | 828,6 | 1076,0 | 1354,0 | 2020,0 | ||
| 220 | 209,7 | 228,9 | 382,2 | 492,2 | 610,9 | 756,7 | 899,6 | 1166,0 | 1465,0 | 2180,0 | |||
| 240 | 227,5 | 313,1 | 413,8 | 532,2 | 660,3 | 816,4 | 970,8 | 1256,0 | 1576,0 | 2340,0 | |||
| 260 | 245,2 | 337,6 | 445,4 | 572,2 | 709,6 | 1042,0 | 1346,0 | 1687,0 | 2500,0 | ||||
| 280 | 361,5 | 476,9 | 612,2 | 759,0 | 935,9 | 1113,0 | 1436,0 | 1798,0 | 2660,0 | ||||
| 300 | 385,7 | 508,5 | 652,2 | 808,3 | 995,6 | 1184,0 | 1526,0 | 1910,0 | 2820,0 | ||||
Межгосударственный СТАНДАРТНЫЙ
Болт с шестигранной головкой Конструкция и размер БОЛТЫ С ШЕСТИГРАННЫМИ КЛАПАНАМИ, МАРКА ИЗДЕЛИЯ V. | ГОСТ |

Дата введения 01.01.72
1. Настоящий стандарт распространяется на болты с шестигранной головкой и диаметром резьбы от 6 до 48 мм.
(Редакция доработанная, изм. № 4).
2. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в таблице.12.
(Редакция доработанная, изм. № 2-6).
(Редакция доработанная, изм. № 5).
3б. Не установленные настоящим стандартным допуском отклонения формы и расположения поверхностей и методы контроля — по ГОСТ 1759.1.
3Б. Допустимые дефекты поверхности болта и методы контроля — по ГОСТ 1759.2.
3а — 3б. (Внесено дополнительно, изм. № 4).
4. (исключено, изменить №4).
5. Варианты исполнения головки задает производитель.
5а. Допускается изготовление болтов с диаметром гладкой части стержня d. 1, примерно равный среднему диаметру резьбы.
(вводится дополнительно, изм. № 3).
5 Б. Допускается для нанесения маркировочных знаков изготавливать болты исполнений 1 и 2 с отверстием на торцевой поверхности головки с размерами, не снижающими прочность головки, при этом глубина лунок не должна быть более 0.4 к. .
(вводится дополнительно, изм. № 5).
6. Технические требования — Согласно ГОСТ 1759.0.
7. (Исключен, изменение № 2).
8. Масса болтов указана в Приложении 1.
Таблица 1
Диаметр резьбы условный, д. | ||||||||||||||||
Резьба монтажная | ||||||||||||||||
Диаметр стержня д. | ||||||||||||||||
«Под ключ» размер S. | ||||||||||||||||
Высота головы к. | ||||||||||||||||
Диаметр описываемой окружности эл. , не менее | ||||||||||||||||
г. | ||||||||||||||||
Диаметр отверстия в стержне d. 3 | ||||||||||||||||
Диаметр отверстия в головке d. 4 | ||||||||||||||||
Расстояние от опорной поверхности до оси отверстия в головке л. | ||||||||||||||||
 1
1 Вт, не менее
Вт, не менее 2
2Примечания:
1.Не рекомендуются размеры заключенных в скобки болтов.
2. Допускается изготовление болтов с размерами, указанными в Приложении 2.
стол 2
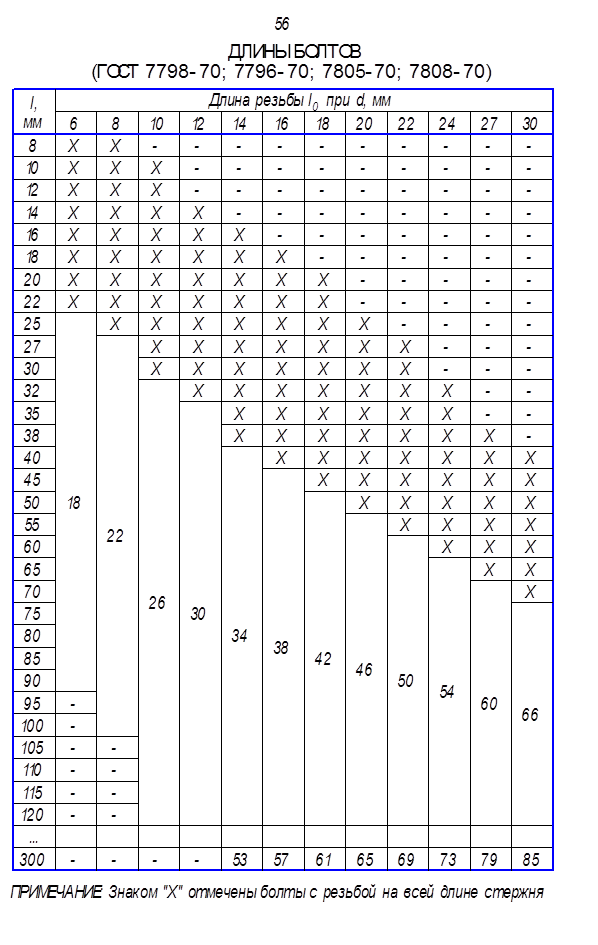
Длина болта л. | Длина резьбы б. и расстояние от опорной поверхности головки до оси отверстия в штанге л. 1 при номинальном диаметре резьбы d. (знак «Маркированные болты с резьбой по всей длине стержня») | |||||||||||||||||||||||||||||
Примечания:
1. Болты, длина которых указана в скобках, не рекомендуется.
Болты, длина которых указана в скобках, не рекомендуется.
2. Болты со значениями б. Расположен над пунктирной линией, разрешается делать нить длинной до головки.
Пример пояснения Болт исполнения 1 с диаметром резьбы d. = 12 мм, при размере «под ключ» S. = 18 мм длиной л. = 60 мм, с большим шагом резьбы с полем допуска 6G, класс прочности 5,8, без покрытия:
То же исполнение 2, с размером «под ключ» S. = 19 мм, с малым шагом резьбы с полем допуска 6Г, класс прочности 10.9, из стали марки 40х, с покрытием 01 толщиной 6 мкм:
ПРИЛОЖЕНИЕ 1Артикул
Масса стальных болтов (исполнение 1) с большой резьбой
Длина болта л. , мм | Масса теоретическая 1000 шт. болты, кг «, при номинальном диаметре резьбы д. , мм | ||||||||||||||
(Модифицированная редакция, номер изменения 5)
Приложение 2.
Номер ссылки
Дополнительные потребности, отражающие нужды народного хозяйства
Размеры в мм
Условный диаметр резьбы d. | ||||||
«Под ключ» размер S. | ||||||
Диаметр описываемой окружности эл., не менее | ||||||
г. Вт, не менее | ||||||
Длина болта л. | Масса теоретическая 1000 шт. болты (исполнение 1) с большим шагом резьбы, кг ≈ | |||||
ПРИЛОЖЕНИЕ 2. (Введен опционально . Номер 5; Редакция доработанная, изм. № 6).
(Введен опционально . Номер 5; Редакция доработанная, изм. № 6).
Подробная информация
1. Разработано И. Депонировано Министерством черной металлургии СССР
2. Утвержден и введен в действие Постановлением Комитета стандартов, мер и средств измерений при Совете Министров СССР от 04.03.70 № 270
.3. Стандарт полностью соответствует СТ СЭВ 4728-84
5.Справочная нормативно-техническая документация
6. Ограничение действия прекращенного протокола № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (IUS 11-12-94)
7. Издание (февраль 2010 г.) с изменениями № 2, 3, 4, 5, 6, утвержденными в феврале 1974 г., марте 1981 г., марте 1985 г., марте 1989 г., июле 1995 г. (МСУ 3-74, 6-81, 6- 85, 6-89, 9-95)
Марки стали: 10кп, 20кп, 10, 20, 35, 20г2п, 40х, 30ХР.
Класс точности: B.
Поле допуска резьбы: 6G.
Класс прочности: 4,8; 5,8; 8,8; 10. 9.
9.
ГОСТ Аналоги: ГОСТ 7805-70, ГОСТ 15589-70.
Болты с шестигранной головкой относятся к разъемному типу соединений. Все они выпускаются по определенным стандартам, в зависимости от того, какие цели предназначены. Это обуславливает огромное количество разнообразных образцов различных болтов.
Наиболее популярным, особенно в машиностроении, является болт с шестигранной головкой ГОСТ 7798 70. Болты с повышенным классом точности А используются в том случае, когда отверстия в точках соединения всего 0.На 25-0,3 мм превышает диаметр болта, что практически исключает деформацию крепежного соединения при повышенной нагрузке. Болт шестигранный ГОСТ 7798-70 имеет нормальный класс точности — V. Практически идентичен болтам 7805-70, с той разницей, что может использоваться с отверстиями в составных местах, превышающих диаметр болта на 1-1,5 мм. . Покрытие этого типа болтов — цинк, как и у большинства аналогов. А это значит, что такой болт практически не подвержен влиянию внешней среды, устойчив к коррозии. Это позволяет использовать эти болты в эксплуатации в течение длительного времени, независимо от того, низкая или жаркая Окружающая среда.
Это позволяет использовать эти болты в эксплуатации в течение длительного времени, независимо от того, низкая или жаркая Окружающая среда.
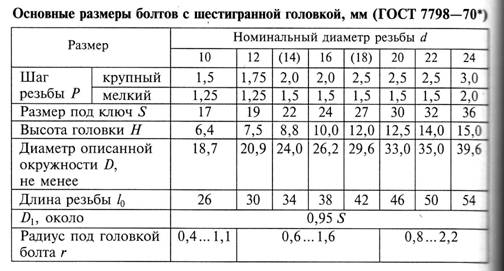
Параметры болта | Условный диаметр резьбы D | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Шаг резьбы, P | ||||||||||||||||
| — | ||||||||||||||||
Размер под ключ, с | ||||||||||||||||
Диаметр, D 1 | ||||||||||||||||
Высота головы, к | ||||||||||||||||
Диаметр описываемой окружности е, не менее | ||||||||||||||||
ГВт, не менее | ||||||||||||||||
Болты используются в сельском хозяйстве, при производстве мебели, в машиностроении, при создании различных строительных и трубопроводных конструкций.
Основные настройкиВ болтах по ГОСТ 7798-70 применяется неполная резьба со стандартным метрическим (уменьшенным) малым или (стандартным) большим шагом. В большинстве случаев используется крупная резьба, которая отличается большей точностью изготовления. А меньший размер способствует повышению прочности болтов на резьбовой части при сохранении надежности соединения.Болт с мелкой резьбой имеет большее сопротивление самостоятельному откручиванию по сравнению с изделиями, на которых резьба с большим шагом. Надежность соединения зависит от размера резьбы. Допускается изготовление болтов с уменьшенной или увеличенной длиной резьбы, а также деталей с левой резьбой. Резьба на болтах GOCT 7798-70 может иметь диаметр от М6 до М48 в четырех типах исполнения. Технические требованияБолт с головкой на шесть граней должен быть маркирован определенным знаком класса прочности, а также иметь штамп в виде товарного знака производителя.Эти обозначения штампуются в процессе изготовления на торце или на боковом крае головки. Класс по прочности болта и материалаИндикатор класса прочности показывает границу прочности и оборачиваемости болта. Эта характеристика обязательно указывается на его голове и обозначает:
В зависимости от предполагаемых особенностей предстоящей операции, болт ГОСТ 7798-70 может быть выбран по марке стали, применяемой при его изготовлении:
Виды покрытий болтов ГОСТ 7798-70Болты с нанесенным цинковым, каркасным, фосфатным, бортовым и другими покрытиями имеют другие преимущества по сравнению с другими аналогичными изделиями без защитного слоя. Каждое такое покрытие имеет уникальные преимущества, но есть ряд недостатков. По типу покрытия и его свойствам определяется область применения болта и оптимальные характеристики внешней среды. Тип покрытия влияет на стоимость изделия и продолжительность его эксплуатации, так как наличие защитного слоя можно предотвратить, варьируя коррозию основного металла болта.Толщина слоя покрытия и его характеристики определяются общепринятыми стандартами. | ||||||||||||||||
 Они подходят для использования в самых разных условиях, так как отличаются стабильностью:
Они подходят для использования в самых разных условиях, так как отличаются стабильностью:Болт с потайной головкой ГОСТ 7785 81. Болт с потайной головкой и усиком класса С. Конструкция и размеры. Госстандарт Союза ССР
Этот документ был автоматически распознан. Справа вы можете найти скан-копию. Мы работаем над распознаванием документов вручную, но это титанический труд и требует много времени.Если вы хотите помочь нам и ускорить обработку документов, вы всегда можете сделать это, пожертвовав нам небольшую сумму денег.
MEGOCUDARSTNENNSTANDA RT болты с потайной головкой и классом класса точности с дизайном и размерами Edition Official 2-2 — Кардиган 1624 Родственная группа G31 m EGGOCUDARSTNENSTANDAR T BOLT с зельем с головкой и классом класса, который проектирует CNC C и размеры Болты с потайной головкой и полукруглой головкой, класс C.КОНСТРУКЦИЯ И РАЗМЕРЫ В соответствии с ГОСТ 7 7 8 5-7 2 мкС 21.060.10 ОКП 12 8200 Разработан Госкомстатом СССР по стандартам от 15 января 1981 г. № 1 Дата введения Установлен 01.01.82 г. Ограничение срока действия срок действия »Но протокол № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (IUS 11-95) 1. Настоящий стандарт распространяется на болты с потайной головкой и класс точности с номинальным диаметром резьбы от 5 до 24 мм.К. — Щ. d, Это примерно равно среднему диаметру резьбы * наклон боковых граней Us NA более 5 дюймов. Издание Официальная перепечатка запрещена ★ Издание с Igienimia I, 2, утверждено июнем 1986, апрель 1987 г. (ИУС 9-86. 8-87). ГОСТ 7 7 8 5-8 1 C. 2 TABL и CA 1 м M Номинальный диаметр резьбы d. 5 6 8 10 12 16 20 24 Головка Диаметр D. 10 12 16 20 24 32 32 38 Высота головки до. нс более 3.0 4,0 5,0 5,5 7,0 9,0 11,5 13,0 ширина V. 2,0 2,5 3,0 3,2 3,6 4,2 5,4 6,6 угол и 90 * 60 * США Высота 1 TO NS менее 2,3 2,8 3,5 4,2 5,7 7,5 5,5 6,7 Длина dli / 5120 16 18 22 26 30 38 46 54 Резьба B D li /> 120 — — — 32 36 46 44 52 60 П Е е с с с lovonoobo zn болт i и i с диаметром резьбы bawm 12-60.46.016 tabl и c и 2 ммno и nn nyd и ametrebs J. D l и n и b около l га / 5 6 8 10 12 16 2 0 24 16 i — — — — — — 2 0 1 — — — — 25 — — — 1 3 0 — — 35 — — 4 0 — 4 5 — 5 0 — 5 5 6 0 6 5 70 F 1 7 5 1 1 _ _ 8 0 9 0 — 100 — 1 — 120 — — 130 — — 140 — — 150 — — 2-2 «S.3 ГОСТ 7 7 8 5-8 1 Акция таб.1. 2. м м н о м и н а л н и д и а м е т п р е б с д. Д л а н а б о д ч / 5 6 я 10 12 16 20 24 160 — — — 1170 — — — ИСО — — — — — 190 — — — — — 200 — — — — — ПР и М с Чан и я: 1. Болты снабжены точками длины, заключенными между жирными линиями. 2. Болты примерно на расстоянии от верхней жирной линии до пунктирной линии сделаны с резьбой по Us. 3. Резьба — по ГОСТ 24705-2004. Шаг нити большой.Ходовая и аидеза ниток — по ГОСТ 27148-86. Концы болтов — по ГОСТ 12414-94. (Редакция доработанная, изм. №1, 2). Пер. Допуски и методы контроля размеров и отклонений формы и расположения поверхностей — прогон С Т 1759.1-82. По согласованию изготовителя и потребителя допускается изготовление болтов с полем допуска резьбы — 6Е. 36. Дефекты поверхности и методы контроля — по ГОСТ 1759.2-82. Пер. 36. (Введено дополнительно, изменить №1). 4. диаметр гладкой части стержня (/, Примерно равен среднему диаметру резьбы или равен намальному диаметру резьбы. 5. Технические требования — по ГОСТ 1759.0-87. Механические свойства болтов должны соответствовать классам прочности 3.6, 4.6. 4.8, 5.6 и 5.8. (Редакция доработанная, изм. №1). 6. Допускается: закругление голенищ; Карта болтов М20 с глухими и = 90 «и диаметром О = 36 мм.(Редакция доработанная, изм. № 2). 7. Теоретическая масса болтов указана в заявке. ГОСТ 7 7 8 5 -8 1 п.п. 4 Заявка Т е о р е т и а с а б о л, затем м, пах н о м и н и л н о м ай а п е б с кл. мм dl и n и b около l I. MM S 6 8 10 12 16 20 24 16 2.5SS 4.057 _ _ _ _ _ _ 20 3,061 4,734 9,12 15,26 — — — — 25 3,651 5,579 10,66 17,71 26,90 — — — 30 4 241 6 424 12,20 20,15 30,44 59,95 — 35 4 949 7 269 — 35 4 949 22.59 33,98 66,48 — — 40 5,421 8,114 15,28 25,03 37,52 73,00 105,5,5 — 45 6,011 8,960 16,82 27,47 41,06 79,53 115,7 — 50 6,601 9,804 18,36 29,92 44,60 86,06 125,9 — 55 7,191 10,649 19,90 32,36,2 48,14 92,58 136,2 — 60 7,781 21,43 11,494 34,80 51,68 99,11 146,4 214,1 65 22,97 8,371 12,340 37,24 55,23 105,64 156,6 228,8 70 8,961 24,51 13,184 39,69 58,77 112,16 166,9 243,6 75 9,551 14,029 26,05 42,13 62,31 118,69 177,1 258,37 495,45 27,52 7,15 14,57 14,22 S0 3,19 27,52 7,14 14,22 14,25 27,52 7,14 72,93 138.27 207,8 302,5 100 — 18,255 33,75 54,34 80,01 151,33 228,3 332,0 программное обеспечение — 36,83 59,22 87,10 164,38 248,7 361,5 120 — — 39,91 64,11 94,17 177,43 269, 2390,9 130 — — 42,99 68,99 101,25 190,49 289,7 420,4 140 — — 46,07 73,84 108,3 — — 49,15 78,76 115,41 216.60 330,6 479,3 160 — — — — 83,64 122,49 229,65 351,1 508,8 170 — — — — — 242,70 371,6 538,3 180 — — — — — 255,76 392,0 567,7 190 — — — — 268,79 412,5 597,2 200 — — — — — 281,87 — — — — — 281,87 ПРИЛОЖЕНИЕ. (Редакция доработанная, изм.Не 1, 2). ГОСТ 7785-81
ГОСТ 7785-81
Межгосударственный стандарт
Болты с цилиндрической головкой
И класс точности с
Конструкция и размер
Официальное издание
Межгосударственный стандарт
Болты с плотной головкой и класс точности с
Конструкция и размер
Болты с потайной головкой и полукруглой головкой, изделие класса C.Конструкция и размеры
ГОСТ 7785-72
МКС 21.060.10 ОКП 12 8200
Постановление Государственного комитета СССР по стандартам от 15 января 1981 г.1 Дата введения
01.01.82
Ограничение срока действия совета по расширению № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (IUS 11-95)
1. Настоящий стандарт распространяется на болты с потайной головкой и классом точности с номинальным диаметром резьбы от 5 до 24 мм.
Стандарт полностью соответствует СТ СЭВ 217-86.
2. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в таблице.1 и 2.
Исполнение 1.
d 2 примерно равно среднему диаметру резьбы.
* Шторка боковых сторон США не более 5 °.
Издание Официальная перепечатка запрещена
Стол 1 мм
PRIMER D = 12 мм толщиной диаметр диаметра резьбы с шагом резьбы с полем допуска 8 г, длина / = 60 мм, класс прочности 4.6, с цинковым покрытием толщиной 6 мкм, отпечатанный как катод метод восстановления, хроматизированный:
Болт М12-60.46.016 ГОСТ 7785-81
Стол 2 мм
Длина болта / | Условный диаметр резьбы D | |||||||
Продолжение таблицы.2.
Длина болта / | Условный диаметр резьбы D | |||||||
Примечания:
1.Болты изготавливаются с длинами, заключенными между жирными линиями.
2. Болты в области от верхней жирной линии до пунктирной линии выполнены с резьбой по Us.
3. Резьба — по ГОСТ 24705-2004 шаг резьбы большой. Ходовая и внутренняя резьба — по ГОСТ 27148-86. Концы болтов — по ГОСТ 12414-94.
(редакция доработанная, изм. №1, 2).
пер. Допуски и методы контроля размеров и отклонений формы и расположения поверхностей — по ГОСТ 1759.1-82.
По согласованию изготовителя и потребителя допускается изготовление болтов с полем допуска резьбы — 6Е.
36. Дефекты поверхности и методы контроля — по ГОСТ 1759.2-82.
Для, 36. (Дополнительно сменить №1).
4. Диаметр гладкой части стержня D T примерно равен среднему диаметру резьбы или равен номинальному диаметру резьбы.
5. Технические требования — по ГОСТ 1759.0-87.
Механические свойства болтов должны соответствовать классам прочности 3,6, 4,6, 4,8, 5,6
(Редакция доработанная, изм. №1).
6. Допускается: закругление голенищ;
станок болтов М20 с углом а = 90 ° и диаметром D = 36 мм.
(редакция доработанная, изм. № 2).
7. В заявке указывается теоретическая масса болтов.
ПРИЛОЖЕНИЕ
Номер ссылки
Длина болта /, мм | Масса болтов теоретическая, кг, при условном диаметре резьбы d, мм | |||||||
Публикация с изменениями No.1, 2, утвержден в июне 1986 г., апреле 1987 г. (МСУ 9-86, 8-87).
Постановление Государственного комитета СССР по стандартам от 15 января 1981 г. № 1 Дата введения
01.01.82
Ограничение срока действия совета по расширению № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (IUS 11-95)
1. Настоящий стандарт распространяется на болты с потайной головкой и классом точности с номинальным диаметром резьбы от 5 до 24 мм.
Стандарт полностью соответствует СТ СЭВ 217-86.
2. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в таблице. 1 и 2.
г. 2 примерно равен среднему диаметру резьбы.
* Боковые стороны США не более 5 °
Таблица 1
Условный диаметр резьбы d. | |||||||||
Диаметр головки D. | |||||||||
Высота головы к. , не более | |||||||||
Ширина США. В. | |||||||||
Высота США. Вт. , не менее | |||||||||
Длина резьбы б. | Для л. 120 фунтов стерлингов | ||||||||
Для л. > 120 | |||||||||
Пример обычного болта с диаметром резьбы d. = 12 мм, с большим шагом резьбы с полем допуска 8 г, длинной л. = 60 мм, класс прочности 4.6, с цинковым покрытием толщиной 6 мкм, отпечатанный методом восстановления катода, хромированный:
Болт M12. × 60 . 46 . 016 ГОСТ 7785 – 81
стол 2
Продолжение таблицы. 2.
Примечания.
1.Болты изготавливаются с длинами, заключенными между жирными линиями.
2. Болты в области от верхней жирной линии до пунктирной линии выполнены с резьбой по Us.
(Редакция доработанная, изм. №1, 2).
3а. Допуски и методы контроля размеров и отклонений формы и расположения поверхностей — по ГОСТ 1759.1-82.
По согласованию изготовителя и потребителя допускается изготовление болтов с полем допуска резьбы — 6Е.
3б. Дефекты поверхности и методы контроля — по ГОСТ 1759.2-82.
3а, 3б. (Внесено дополнительно, изменение №1).
4. Диаметр гладкой части стержня d. 1 примерно равен среднему диаметру резьбы или равен номинальному диаметру резьбы.
5. Технические требования — по ГОСТ 1759.0-87.
Механические свойства болтов должны соответствовать классам прочности 3,6, 4.6, 4.8, 5.6 и 5.8.
(Редакция доработанная, изм. №1).
6. Разрешено:
округление вершины США;
карта болтов М20 с углом a = 90 ° и диаметром D. = 36 мм.
(Редакция доработанная, изм. № 2).
7. Теоретическая масса болтов указана в справочной заявке.
ПРИЛОЖЕНИЕ
Номер ссылки
Длина болта л., мм | Масса болтов теоретическая, кг, с условным диаметром резьбы d. , мм | |||||||
ПРИЛОЖЕНИЕ . (Редакция доработанная, изм. №1, 2).
Госкомстат СССР По стандартам
Москва
Госстандарт Союза ССР
Испытан в 1986 г. Постановлением Госстандарта СССР от 23.06.86 № 1642 Экспресс-экспресс
до 01.01.97
Несоблюдение стандарта преследуется по закону.
1. Настоящий стандарт распространяется на болты с потайной головкой и классом точности с номинальным диаметром резьбы от 5 до 24 мм.
Стандарт полностью соответствует СТ СЭВ 217-86.
Условный диаметр резьбы d. | |||||||||
Диаметр головки D. | |||||||||
Высота головы к., не более | |||||||||
Ширина США. В. | |||||||||
Высота США. Вт. , не менее | |||||||||
Длина резьбы б. | Для л. ? 120 | ||||||||
Для л. > 120 | |||||||||
Пример обычного болта с диаметром резьбы d. = 12 мм, с большим шагом резьбы с полем допуска 8 г, длинной л. = 60 мм, класс прочности 4.6, с цинковым покрытием толщиной 6 мкм, отпечатанный методом восстановления катода, хромированный:
Болт М12. ? 60 . 46 . 016 ГОСТ 7785 – 81
стол 2
Длина болта л. | Условный диаметр резьбы d. | |||||||
Примечания. 1. Болты изготавливаются с длинами, заключенными между жирными линиями. 2. Болты в области от верхней жирной линии до пунктирной линии выполнены с резьбой по Us. | ||||||||
3. Резьба — по ГОСТ 24705-81 шаг резьбы большой. Белье и нижнее белье — по ГОСТ 27148-86. Концы болтов — по ГОСТ 12414-66.
(Редакция доработанная, изм. №1, 2).
5. Технические требования — по ГОСТ 1759.0-87.
Механические свойства болтов должны соответствовать классам прочности 3.6, 4.6, 4.8, 5.6 и 5.8.
(Редакция доработанная, изм. №1).
6. Разрешено:
округление вершины США;
изготовление болтов М20 с уголком? = 90 ° и диаметр d = 36 мм.
(Редакция доработанная, изм. № 2).
7. Теоретическая масса болтов указана в справочной заявке.
ПРИЛОЖЕНИЕ
Номер ссылки
Длина болта л. , мм | Масса болтов теоретическая, кг, с условным диаметром резьбы d. , мм | |||||||
Профильная производственно-торговая компания ООО «ФСМ Терминал» специализируется на деятельности по двум смежным направлениям:
— Собственное производство крепежа в России и поставка данной продукции во все регионы страны;
— Обработка и продажа круглого металлопроката.
Подходящие товары
В перечень товаров входят: болты, винты, гайки, анкеры, шайбы и другие аналогичные метизы, соответствующие нормам ГОСТ, ОСТ, DIN, ISO. Наш главный критерий для нашей продукции — это долгосрочное участие в процессе хозяйственной и производственной деятельности ряда крупных промышленных компаний. Помимо продукции собственного производства, мы также можем закупить крепеж крупнейших российских производителей: ОАО «ММК-Метиз», ОАО «Северсталь-Метиз», ОАО «Белобинский завод автонормалей», а также крупнейших производителей стран СНГ: ОАО «Речицкий метомозавод» (Беларусь. ) и ПАО «Дружковский метизный завод» (Украина).
Услуги нашего производства
Крепеж оптом — только одна из наших партий. Благодаря наличию собственных технологий мы предоставляем комплекс услуг по металлообработке: высокоточная лазерная и плазменная резка фасонных изделий, многослойная гальваника заготовок и готовых изделий, механическая обработка металлопроката: фрезерование, токарная обработка, штамповка. Наша компания может предложить Вам изготовление крепежа по индивидуальным размерам и чертежам, различной прочности из напольных марок стали, как мелкими, так и крупными партиями.
Наше предложение
Мы готовы к любым формам взаимовыгодного сотрудничества. Любой из наших партнеров может рассчитывать на индивидуальные условия. Наши производственные мощности и отработанная логистика способны обеспечить потребности как крупных сборочных и машиностроительных производств, так и индивидуальных заказов небольших организаций.
Сотрудничество
Приглашаем к сотрудничеству продавцов и поставщиков метизной продукции из всех регионов страны. Наша компания готова поставлять крепежные изделия в крупные оптовые торговые сети и посреднические организации, участвовать в товарном сопровождении производственных процессов любых производств, выполнять индивидуальные заказы на комплектацию наших крепежных изделий.
Болт стыковой ГОСТ 11530 93. Болты для стыков рельсов железнодорожного пути. Технические условия
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО СОЕДИНЕНИЯ
ЖЕЛЕЗНАЯ ДОРОГА
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИЯ34
9000 90004 9000 9000 90004 9000 9000 9000 9000 9000 СЕРТИФИКАЦИЯ РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТА Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
Наименование государства | Название национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавская государственная инспекция |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации №160 от 02.06.94 г. введен в действие межгосударственный стандарт ГОСТ 11530-93 непосредственно как государственный стандарт Российской Федерации с 01.01.95 г.
4 ВЗАМЕН ГОСТ 11530-76
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.01.05
Настоящий стандарт распространяется на болты с полукруглой головкой и овальной шейкой класса точности С, применяемые для крепления с двуглавыми соединениями футеровки железнодорожных рельсов типов Р38, Р43, Р50, Р65 и Р75, а также на болты с уменьшенная высота овальной головки для изоляции стыков этих типов рельсов….
Требования настоящего стандарта являются обязательными.
При поставке болтов на экспорт в виде отдельных изделий необходимо учитывать требования настоящего стандарта и ГОСТ 16018.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в таблице. 1.
Исполнение 1
Исполнение 2
R = К ; д 1 » d среда , d среда — средний диаметр резьбы
Таблица 1
D (предварительное отключение ± 1.25) | |||||
TO (предварительное отключение ± 0,9) | |||||
Допуск симметрии головки относительно оси стержня в диаметральном отношении, не более | |||||
В | Пред. Выкл. -1,0 | ||||
В 1 | |||||
S (предыдущий выкл -2.1) | |||||
Пред. Выкл. -1,8 | |||||
ч 1 | |||||
r 1 , не менее | |||||
b (предыдущий выкл +6) | |||||
Шаг резьбы, P | |||||
L производительность (предварительное выключение +6) | |||||
Примеры условных обозначений
Болт класса точности C, исполнение 1, диаметр резьбы d = 24 мм, с крупным шагом резьбы, с полем допуска 8g, длина 150 мм, класс прочности 8.8, из стали марки 35:
Болт M 24-8 г ´ 150.88.35 ГОСТ 11530-93
То же, исполнение 2, длина 160 мм, класс прочности 10.9 из стали 40Х:
Болт 2 М 24-8 г ´ 160.109.40 Х ГОСТ 11530-93
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Болты для стыков рельсов должны изготавливаться в соответствии с требованиями настоящего стандарта и ГОСТ 1759.0.
2.2. Болты должны изготавливаться класса прочности 8.8 по ГОСТ 1759.4 из стали марки 35 и класса прочности 10.9 по ГОСТ 1759.4 из стали марки 40Х или других марок, обеспечивающих болты с классами прочности 8.8 и 10.9.
2.3. Резьба — по ГОСТ 24705.
2.4. Поле допуска 8g — по ГОСТ 16093 допускается поле допуска 8h.
2.5. Допускается закругление кромок головки радиусом до 1,5 мм, не допускающее выхода диаметра головки за пределы предельных отклонений, заусенца или раструба до 1.Размером 5 мм, расположен по периметру головки болта перпендикулярно его оси.
2.6. Допуск отклонений формы и расположения поверхностей — по ГОСТ 1759.1.
2.7. Допустимые дефекты поверхности болтов — по ГОСТ 1759.2.
2.8. Вес болтов указан в приложении.
2.9. Болты должны комплектоваться гайками по ГОСТ 11532.
Допускается комплектовать болты М22 гайками по ГОСТ 16018.
Допускается упаковка болтов вместе с гайками одного типоразмера в тару.
2.10. Головка каждого болта должна быть промаркирована товарным знаком или символом производителя.
На болтах класса прочности 10.9 дополнительно наносится буква «П».
Размеры маркировочных знаков устанавливаются производителем.
2.11. Маркировка должна быть хорошо видна невооруженным глазом независимо от качества отделки поверхности.
2.12. Упаковка болтов и маркировка контейнеров — по ГОСТ 18160.
3. ПРИЕМКА
3.1. Правила приемки — по ГОСТ 17769 для изделий класса точности С.
3.2. Испытания механических свойств болтов следует проводить по требованию потребителя по ГОСТ 1759.4.
3.3. 5 болтов должны быть испытаны на предел прочности при растяжении разрушающим методом, а 8 болтов из представленной партии должны быть испытаны неразрушающим контролем.
4. СПОСОБЫ КОНТРОЛЯ
4.1. Осмотр внешнего вида болтов следует проводить без использования увеличительных устройств.
4.2. Методы контроля размеров — по ГОСТ 1759.1.
4.3. Контроль дефектов поверхности — по ГОСТ 1759.2.
4.4. Контроль предела прочности при растяжении — по ГОСТ 1497 и п. 6.2 ГОСТ 1759.4.
4.5. Определение ударной вязкости — по ГОСТ 9454 и п.6.6 ГОСТ 1759.4.
4.6. Считается, что болт выдержал испытание на растяжение, если разрушение происходит вдоль стержня или резьбы, но не в месте соединения головки со стержнем под нагрузками, указанными в таблице. 2.
таблица 2
Диаметр резьбы болта | Минимальные разрушающие нагрузки для болтов классов прочности. Н (кгс) | |
5.ТРАНСПОРТИРОВКА
Транспортировка болтов вместе с гайками должна осуществляться любым видом транспорта, кроме железнодорожных платформ.
Допускается транспортировка болтов без упаковки в тару.
ПРИМЕНЕНИЕ
Артикул
Теоретическая масса 1000 болтов для стыков рельсов, кг
Таблица 3
Примечание. Масса болтов определяется исходя из номинальных размеров и плотности стали 7850 кг / м 3.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
СПРАВОЧНАЯ НОРМАТИВНАЯ И ТЕХНИЧЕСКАЯ ДОКУМЕНТЫ
Номер позиции | |
ГОСТ 1497-84 | 2.2, 3.2, 4.4, 4.5 |
ГОСТ 9454-78 | |
ГОСТ 11532-93 | |
ГОСТ 16018-79 | |
ГОСТ 16093-81 | |
ГОСТ 17769-83 | |
ГОСТ 18160-72 | |
ГОСТ 24705-81 |
ГОСТ 11530-93
Группа Д55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ ЖЕЛЕЗНОДОРОЖНОЙ РЕЙКИ
Технические условия
Болты стыковые рельсовые.Технические условия
ISS 45.080
OKP 12 9600
Дата введения 01.01.1995
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТО Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
Проголосовали за принятие:
Название государства | Название национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавская государственная инспекция |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации №160 от 2 июня 1994 г., с 1 января 1995 г. введен в действие межгосударственный стандарт ГОСТ 11530-93 в качестве государственного стандарта Российской Федерации.
4 ВЗАМЕН ГОСТ 11530-76
5 ПЕРЕИЗДАНИЕ. Июль 2006 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
СПРАВОЧНАЯ НОРМАТИВНАЯ И ТЕХНИЧЕСКАЯ ДОКУМЕНТЫ
Номер позиции | |
ГОСТ 1497-84 | |
ГОСТ 1759.0-87 | |
ГОСТ 1759.1-82 | |
ГОСТ 1759.2-82 | |
ГОСТ 1759.4-87 | 2.2, 3.2, 4.4, 4.5 |
ГОСТ 9454-78 | |
ГОСТ 11532-93 | |
ГОСТ 16018-79 | Часть вводная, 2.9 |
ГОСТ 16093-2004 | |
ГОСТ 17769-83 | |
ГОСТ 18160-72 | |
ГОСТ 24705-2004 |
Настоящий стандарт распространяется на болты с полукруглой головкой и овальной шейкой класса точности C, используемые для крепления с двуглавыми стыковыми накладками железнодорожных рельсов типов P38, P43, P50, P65 и P75, а также на болты. с уменьшенной высотой овальной головки для изоляции стыков этих типов рельсов….
Требования настоящего стандарта являются обязательными.
При поставке болтов на экспорт в виде отдельных изделий необходимо учитывать требования настоящего стандарта и ГОСТ 16018.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1 Конструкция и размеры
1.1 Конструкция и размеры болтов должны соответствовать указанным на рисунке и в таблице 1.
Heck. Исполнение 1
Исполнение 1
Heck.Исполнение 2
Исполнение 2
; , — средний диаметр резьбы
Таблица 1
(предварительное отключение ± 1,25) | |||||
(предварительное выключение ± 0.9) | |||||
Допуск симметрии головки относительно оси стержня в диаметральном отношении, не более | |||||
Пред. Выкл. -1,0 | |||||
(предыдущий выкл -2,1) | |||||
Пред. Выкл. -1.8 | |||||
1 до 2 | |||||
Не менее | |||||
(предыдущий выкл +6) | |||||
Шаг резьбы, | |||||
Выступления (pre-off +6) | |||||
Примеры условных обозначений
Болт класса точности С, исполнение 1, диаметр резьбы 24 мм, с крупной резьбой, с полем допуска 8 г , длина 150 мм, класс прочности 8.8, из стали марки 35:
Болт М24-8гх150.88.35 ГОСТ 11530-93
То же, исполнение 2, длина 160 мм, класс прочности 10.9 из стали марки 40Х:
Болт 2М24 -8gх160.109.40X ГОСТ 11530-93
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2 Технические требования
2.1 Болты для стыков рельсов должны изготавливаться в соответствии с требованиями настоящего стандарта и ГОСТ 1759.0.
2.2 Болты должны изготавливаться класса прочности 8.8 по ГОСТ 1759.4 * из стали 35 и класса прочности 10.9 по ГОСТ 1759.4 * из стали 40Х или других марок, обеспечивающих болты с классами прочности 8.8 и 10.9.
________________
ГОСТ Р 52627-2006
2.3 Резьба — по ГОСТ 24705.
2.4 Зона допуска 8 г — по ГОСТ 16093, допускается поле допуска 8h.
2,5 Допускается скругление кромок головки радиусом до 1.5 мм, не допускающей выхода диаметра головки за предельные отклонения, заусенец или раструб размером до 1,5 мм, расположенный по периметру головки болта перпендикулярно его оси.
2.6 Допуск отклонений формы и расположения поверхностей — по ГОСТ 1759.1 *.
________________
* Документ не действует на территории РФ. Действует ГОСТ Р ИСО 4759-1-2009, далее по тексту. — Примечание производителя базы данных.
2.7 Допустимые дефекты поверхности болтов — по ГОСТ 1759.2 *.
________________
* Документ не действует на территории РФ. Действует ГОСТ Р ИСО 6157-1-2009, далее по тексту. — Примечание производителя базы данных.
2,8 Масса болтов указана в приложении.
2.9 Болты должны комплектоваться гайками по ГОСТ 11532.
Допускается комплектовать болты М22 гайками по ГОСТ 16018.
Допускается упаковка болтов вместе с гайками одного типоразмера в тару.
2.10 Головка каждого болта должна быть промаркирована товарным знаком или символом производителя.
На болтах класса прочности 10.9 дополнительно наносится буква «П».
Размеры маркировочных знаков устанавливаются производителем.
2.11 Маркировка должна быть четко видна невооруженным глазом, независимо от качества отделки поверхности.
2.12 Упаковка болтов и маркировка тары — по ГОСТ 18160.
3. ПРИЕМКА
3 Приемка
3.1 Правила приемки — по ГОСТ 17769 * для изделий класса точности С.
________________
* Документ не действует на территории РФ. Действует ГОСТ Р ИСО 3269-2009. — Примечание производителя базы данных.
3.2 Испытание механических свойств болтов следует проводить по требованию потребителя по ГОСТ 1759.4.
3.3. 5 болтов должны быть испытаны на предел прочности при растяжении методом разрушающего контроля, а 8 болтов из представленной партии должны быть испытаны методом неразрушающего контроля.
4. МЕТОДЫ КОНТРОЛЯ
4 Методы контроля
4.1 Проверка внешнего вида болтов должна производиться без использования увеличительных устройств.
4.2 Методы контроля размеров — по ГОСТ 1759.1.
4.3 Контроль дефектов поверхности — по ГОСТ 1759.2.
4.4 Контроль предела прочности — по
Диаметр резьбы болта
Минимальная разрывная нагрузка для болтов классов прочности, Н (кгс)
315000 (32100)
367000 (37400)
477000 (48600)
5.ТРАНСПОРТИРОВКА
5 Транспорт
Транспортировка болтов вместе с гайками должна осуществляться любым видом транспорта, кроме железнодорожных платформ.
Допускается транспортировка болтов без упаковки в тару.
ПРИЛОЖЕНИЕ (справочное). Теоретическая масса 1000 болтов для стыков рельсов, кг
ПРИМЕНЕНИЕ
(справка)
Таблица 3
Размеры болтов | |
Примечание — Масса болтов определяется исходя из номинальных размеров и плотности стали 7850 кг / м. | |
Электронный текст документа
подготовлен ОАО «Кодекс» и проверен:
официальное издание
М .: Стандартинформ, 2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ ДЛЯ РЕЙКИ
RAILWAY
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИЯ И СЕРТИФИКАЦИЯ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТО Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 № 160 межгосударственный стандарт ГОСТ 11530-93, введенный в действие непосредственно как государственный стандарт Российской Федерации с 1 января 1995 г.
5 РЕДАКЦИЯ. Июль 2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 1995-01-01
Настоящий стандарт распространяется на болты с полукруглой головкой и овальной головкой класса точности С, применяемые для крепления с двуглавыми накладками железнодорожных рельсов типов Р38, Р43, Р50, Р65 и Р75, а также на болты с уменьшенным высота овальной горловины для изоляции стыков этих типов рельсов….
Требования этого стандарта являются обязательными.
При поставке болтов на экспорт в виде отдельных изделий необходимо учитывать требования настоящего стандарта и ГОСТ 16018.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в таблице. 1.
Исполнение 1
Исполнение 2
R = К; d 1 «d av , d cf — средний диаметр резьбы
Таблица 1
д | |||||
D (предварительное отключение ± 1.25) | |||||
TO (предварительное отключение ± 0,9) | |||||
Допуск симметрии головки относительно оси стержня в диаметральном отношении, не более | |||||
Пред. Выкл. -1,0 | |||||
S (предыдущий выкл -2.1) | |||||
Пред. Выкл. -1,8 | |||||
р 1 , не менее | |||||
б (предыдущий выкл +6) | |||||
Шаг резьбы, P | |||||
L производительность (предварительное выключение +6) | |||||
Примеры символов
Болт класса точности C, исполнение 1, диаметр резьбы d = 24 мм, с крупным шагом резьбы, с полем допуска 8g, длина 150 мм, класс прочности 8.8, из стали марки 35:
То же, исполнение 2, длина 160 мм, класс прочности 10.9 из стали 40Х:
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Болты для стыков рельсов должны изготавливаться в соответствии с требованиями настоящего стандарта и ГОСТ 1759.0.
2.2. Болты должны изготавливаться с классом прочности 8.8 по ГОСТ 1759.4 из стали марки 35 и класса прочности 10.9 ГОСТ 1759.4 из стали марки 40Х или других марок, обеспечивающих болты с классом прочности 8.8 и 10.9.
2.7. Допустимые дефекты поверхности болтов — по ГОСТ 1759.2.
2.8. Вес болтов указан в приложении.
2.9. Болты должны быть укомплектованы гайками по ГОСТ 11532.
. БолтыМ22 могут комплектоваться гайками по ГОСТ 16018.
Допускается упаковка болтов вместе с гайками одного типоразмера в тару.
2.10. Головка каждого болта должна быть промаркирована товарным знаком или символом производителя.
На болтах класса прочности 10.9 дополнительно наносится буква «П».
Размеры маркировочных знаков устанавливаются производителем.
2.11. Маркировка должна быть хорошо видна невооруженным глазом независимо от качества отделки поверхности.
2.12. Упаковка болта и маркировка тары — по ГОСТ 18160.
.3. ПРИЕМКА
3.3. 5 болтов должны быть испытаны на предел прочности при растяжении разрушающим методом, а 8 болтов из представленной партии должны быть испытаны неразрушающим контролем.
4. СПОСОБЫ УПРАВЛЕНИЯ
4.1. Осмотр внешнего вида болтов следует проводить без использования увеличительных устройств.
4.2. Методы контроля размеров — по ГОСТ 1759.1.
4.3. Контроль дефектов поверхности — по ГОСТ 1759.2.
4.4. Контроль предела прочности — по ГОСТ 1497 и п. 6.2 ГОСТ 1759.4.
4.5. Определение ударной вязкости — по ГОСТ 9454 и п. 6.6 ГОСТ 1759.4.
4.6. Считается, что болт выдержал испытание на растяжение, если разрушение происходит вдоль стержня или резьбы, но не в месте соединения головки со стержнем под нагрузками, указанными в таблице.2.
стол 2
5. ТРАНСПОРТИРОВКА
Транспортировка болтов вместе с гайками должна осуществляться любым видом транспорта, кроме железнодорожных платформ.
Допускается транспортировка болтов без упаковки в тару.
ПРИЛОЖЕНИЕНомер ссылки
Теоретическая масса 1000 болтов для стыков рельсов, кг
Таблица 3
Гайка корончатая низкая гост 5919 73
Описание:
Обозначение: ГОСТ 5919-73
Статус: действующий
Русское наименование: Гайки шестигранные шлицевые и шлицевые низкого класса точности Б.Конструкция и размеры
Английское название: Шестигранные тонкие шлицевые гайки и корончатые гайки, класс точности B. Конструкция и размеры
Дата выпуска: 01.11.2006
Дата вступления в силу: 01.01.1974
Переиздание: перепечатка с изм. 1
Объем и условия использования: Настоящий стандарт применяется к шестигранным гайкам с низким шлицем и корончатым венцом класса B с диаметром резьбы от 6 до 48 мм.
Вместо: ГОСТ 5919-62
Список изменений: No.1 из (рег.) «Срок действия продлен»
№ 2 из (рег.) «Срок действия продлен»
№ 3 из (рег.) «Срок действия продлен»
№ 4 из (рег.) «Срок действия продлен»
№5 от (рег.) «Срок действия продлен»
Текст ГОСТ 5919-73
Приложения к ГОСТ
Изменить №1 на ГОСТ 5919-73
Обозначение: Изменить № 1 на ГОСТ 5919-73
Дата вступления в силу: 01.09.1979
Изменение № 2 к ГОСТ 5919-73
Обозначение: Изменение № 2 к ГОСТ 5919-73
Дата вступления в силу: 01.01.1982
Текст изменения включен в текст или описание стандарт.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШЕСТИГРАННЫЕ ГАЙКИ С ПРОРЕЗИМИ Конструкция и размеры Гайки шестигранные тонкие шлицевые и корончатые, класс точности B. | ГОСТ |
Дата введения 01.01.74
Настоящий стандарт распространяется на шестигранные гайки с малым шлицем и корончатые шестигранные гайки класса B с диаметром резьбы от 6 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 2663-89.
(Измененная редакция, Изм. № 2).
1. Конструкция и размеры гаек должны соответствовать указанным на чертеже и в таблице.
Таблица 1
Номинальный диаметр | (14) | (18) | (22) | (27) | (33) | (39) | ||||||||||||
Шаг резьбы | большой | 1,25 | 1,75 | |||||||||||||||
малая | 1,25 | 1,25 | ||||||||||||||||
Размер под ключ S | ||||||||||||||||||
Высота h | ||||||||||||||||||
Расстояние от опорной поверхности до основания паза f и коронки м | ||||||||||||||||||
d w , не менее | 11,7 | 14,6 | 16,6 | 19,6 | 22,5 | 25,3 | 27,7 | 31,7 | 33,2 | 38,3 | 42,7 | 46,6 | 51,1 | 55,9 | 59,9 | 69,4 | ||
Диаметр описанной окружности e , не менее | 10,9 | 14,2 | 17,6 | 19,9 | 22,8 | 26,2 | 29,6 | 33,0 | 37,3 | 39,6 | 45,2 | 50,9 | 55,4 | 60,8 | 66,5 | 71,3 | 82,6 | |
Диаметр фаски d a | не менее | |||||||||||||||||
не более | 6,75 | 8,75 | 10,8 | 13,0 | 15,1 | 17,3 | 19,4 | 21,6 | 23,8 | 25,9 | 29,2 | 32,4 | 35,6 | 38,9 | 42,2 | 45,4 | 51,8 | |
Диаметр коронки D | ||||||||||||||||||
Количество слотов | ||||||||||||||||||
Ширина паза n | ||||||||||||||||||
Исполнение 1 | 1.6 ´ 16 | 2 ´ 20 | 2,5 ´ 25 | 3,2 ´ 32 | 4 ´ 36 | 4 ´ 40 | 5 ´ 45 | 5 ´ 50 | 6,3 ´ 63 | 6,3 ´ 71 | 8 ´ 80 | 8 ´ 90 | ||||||
Исполнение 2 | 3.2 ´ 25 | 4 ´ 32 | 4 ´ 36 | 5 ´ 40 | 5 ´ 45 | 6,3 ´ 50 | 6,3 ´ 63 | 8 ´ 71 | 8 ´ 80 | |||||||||
Примечания I:
1. Не рекомендуется указывать размеры в скобках.
2. Для изделий, выпущенных до 01.01.91, допускается использование гаек с размерами, указанными в ст.
Пример символа гайки исполнения 1 , диаметр резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 6Н, класс прочности 04 без покрытия:
Гайка М12-6Н.04 ГОСТ 5919-73
То же, исполнение 2, с мелким шагом резьбы с полем допуска 6H, с покрытием 01 толщиной 9 мкм:
Гайка 2М12 ´ 1,25-6Н.04.019 ГОСТ 5919-73
(Измененная редакция, Изм.1, 2, 3, 4).
(Измененная редакция, Изм. № 3).
3. Допускается выполнение фаски со стороны паза или коронки.
3а. Форма дна прорези может быть плоской, закругленной или скошенной.
(введено дополнительно, Изм. № 2).
4. Технические требования — по ГОСТ 1759.0.
5. Теоретическая масса орехов указана в Приложении 1.
ПРИЛОЖЕНИЕ 1
Каталожный номер
Масса стальных гаек с крупной резьбой
стол 2
Условный диаметр | Условный диаметр | Масса теоретическая 1000 шт.орехи, кг | ||||||||||||||||||||
Исполнение 1 | Исполнение 2 | Исполнение 1 | Исполнение 2 | |||||||||||||||||||
2 473 | 76 349 | 67 810 | ||||||||||||||||||||
4789 | 116,110 | 103 260 | ||||||||||||||||||||
9 055 | 152 560 | 132 570 | ||||||||||||||||||||
13,129 | 11 096 | 200 715 | 175 525 | |||||||||||||||||||
20 186 | 16 940 | 248 870 | 218 480 | |||||||||||||||||||
26 078 | 22,490 Номер ссылки Таблица 3 мм
ПРИЛОЖЕНИЕ 2 . (введено дополнительно, Изм. № 4). ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕДРЕН Госстандартом СССР 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР № 141 от 23.01.73 г. 3. Стандарт полностью соответствует СТ СЭВ 2663-89 4. ВЗАМЕН ГОСТ 5919-62 5.СПРАВОЧНАЯ НОРМАТИВНАЯ И ТЕХНИЧЕСКАЯ ДОКУМЕНТЫ 6. Ограничение срока действия снято согласно протоколу № 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94) 7. ИЗДАНИЕ с Изменениями № 1, 2, 3, 4, 5, утвержденное в сентябре 1979 г., декабре 1981 г., октябре 1984 г., марте 1989 г., марте 1990 г. (IUS 10-79, 2- 82, 1-85, 6- 89, 7-90) | |||||||||||||||||||||
ГОСТ 5919-73
Группа G33
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГАЙКИ, ШЕСТИГРАННЫЕ, СЛОТОВЫЕ И НИЗКИЕ
КЛАСС ТОЧНОСТИ B
Конструкция и размеры
Шестигранные гайки с шестигранной головкойКонструкция и размеры
ИСС 21.060.20
ОКП 45 9500
Дата введения 1974-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Госкомстандартом СССР
2. УТВЕРЖДЕНО И ВНЕДРЕННО ВО ДЕЙСТВУЕТ Постановлением Государственного комитета стандартов Совета Министров СССР от 23.01.73 N 141
3. Стандарт полностью соответствует СТ СЭВ 2663-89
4.ВЗАМЕН ГОСТ 5919-62
5. СПРАВОЧНАЯ НОРМАТИВНАЯ И ТЕХНИЧЕСКАЯ ДОКУМЕНТЫ
Номер позиции | ||||||||||||||||||
Исполнение 1 | ||||||||||||||||||
Версия 2 | ||||||||||||||||||
Примечания:
1.Размеры в скобках не рекомендуются.
2. Для изделий, разработанных до 01.01.91, допускается использование гаек с размерами, указанными в Приложении 2.
Пример обозначения гайки исполнения 1 , диаметр резьбы 12 мм, с крупным шагом резьбы с полем допуска 6Н, класс прочности 04 без покрытия:
Гайка М12-6Н.04 ГОСТ 5919-73
То же исполнение 2 , с мелким шагом резьбы с полем допуска 6Н, с покрытием 01 толщиной 9 мкм:
Гайка 2М12 · 1.25-6Н.04.019 ГОСТ 5919-73
(Редакция с изменениями, ред. N 1, 2, 3, 4).
2. Резьба — по ГОСТ 24705.
(доработанная редакция, изм. N 3).
3. Допускается выполнение фаски со стороны паза или коронки.
3а. Форма дна прорези может быть плоской, закругленной или скошенной.
(Введено дополнительно, Ред. N 2).
4. Технические требования — по ГОСТ 1759.0.
5. Теоретическая масса гаек указана в Приложении 1.
ПРИЛОЖЕНИЕ 1 (справочное). Вес стальных гаек с крупной резьбой
ПРИЛОЖЕНИЕ 1
Артикул
таблица 2
Условный диаметр резьбы, мм | Масса теоретическая 1000 шт. гайки, кг | |
Исполнение 1 | Исполнение 2 | |
ПРИЛОЖЕНИЕ 1.(Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ 2 (справочное)
ПРИЛОЖЕНИЕ 2
Справочное
Таблица 3
Номинальный диаметр резьбы | ||||
Размер под ключ | ||||
Диаметр описанной окружности, не менее | ||||
Не менее |
ПРИЛОЖЕНИЕ 2.(Внесено дополнительно, Поправка №4).
Электронный текст документа
подготовлен ЗАО «Кодекс» и проверен:
официальным изданием
Орехи. Технические условия.
Конструкция и размеры: Сб. стандарты. —
М .: Стандартинформ, 2006
Отличие этого ГОСТа в уменьшенной высоте изделия, используется в труднодоступных местах или как стопорная гайка.Изделия могут быть с метрической или дюймовой резьбой, что обычно регламентируется документацией.
Применяется для высоконагруженных резьбовых соединений в местах, подверженных вибрациям и переменным нагрузкам.
Области применения: автомобилестроение, приборостроение, производство мебели, другие промышленные области. Накручивается на болты, шурупы, шпильки. Для точной фиксации и абсолютной надежности соединения используется в сочетании с шплинтами.
Материалы: углеродистый сплав и нелегированная сталь, нержавеющая сталь.
Также востребованы гайки из цветных сплавов: алюминия, латуни, меди и других. По своим физико-химическим свойствам гайки из цветных сплавов могут применяться в соединениях, подверженных агрессивным воздействиям окружающей среды — например, щелочам, кислотам, морской воде и др.
На стальные изделия — оцинкованные или иные — наносится защитное покрытие в соответствии с нормативным документом о допусках, а также по желанию заказчика.
Класс прочности: 4.5, 8, 10
ГОСТ 5919 73 — особенности изготовления и применения
По ГОСТ 5919-7 гайки зубчатые и шлицевые низкие (тонкие) изготавливаются с диаметром резьбы от 6 до 48 мм, класс точности Б.
Две версии:
1 — шлицевая
2 — корончатая
Шаг резьбы может быть мелким или основным.
Способ изготовления достаточно простой — резка плюс точение с последующей обработкой пазов. Однако это трудоемко, требует много времени, поэтому цена ореха по ГОСТ 5919 73 отличается в большую сторону.
Гайки шлицевые шлицевые изготавливаются с метрической резьбой, реже с дюймовой. Резьба в точности соответствует требованиям ГОСТ 25705. Все производственные операции строго контролируются, качество готовых гаек подтверждено сертификатами.
По желанию заказчика со стороны коронки (паза) может быть сделана фаска, нижняя часть паза также выполнена плоской, скругленной или с фаской
Пазовые корончатые гайки слегка затянуты. В болтах или винтах для этой гайки просверливается отверстие по предварительно рассчитанным параметрам (крепление детали, типоразмер зубчатой гайки и шплинта).Изделие прикручивается до совпадения пазов (всегда четное число при симметричном расположении), затем вставляется фиксирующий шплинт. Выступающие усы шплинта либо загибают (ручная работа), либо при крупносерийном производстве с большим количеством операций обрезают до заданной длины, а выступающие концы шплинта фиксируют в свободных пазах.
Внимание! Повторное использование шплинтов строго запрещено!
У нас в «Столичном застежке» удобно заказать весь комплект крепежа — гайки с соответствующими болтами или винтами, а также шплинты.Подскажем по прочности и объясним особенности выбора материала и размера для конкретной ситуации.
Если есть индивидуальные потребности, мы рассмотрим чертеж, составим чертеж, согласуем ТУ и изготовим гайки зубчатые, зубчатые или любые другие в течение 10-14 дней, при этом даже по специальному заказу наши цены останутся приемлемыми!
ГОСТ 5919-73
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НИЗКОЕ КЛАССА ТОЧНОСТИ ШЕСТИГРАННИК И НАПЛЕЧНИК
КОНСТРУКЦИЯ И РАЗМЕРЫ
Официальное издание
Стандартинформ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШЕСТИГРАННЫЕ ПРОФИЛЬНЫЕ И ПЛЕЧЕВЫЕ ГАНКИ НИЗКОГО КЛАССА ТОЧНОСТИ
Конструкция и размеры
Гайки шестигранные тонкие шлицевые и корончатые, класс точности B.Конструкция и размеры
МКС 21.060.20 ОКП 45 9500
Дата введения 01.01.74
Настоящий стандарт распространяется на шестигранные гайки с малым шлицем и корончатые шестигранные гайки класса B с диаметром резьбы от 6 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 2663-89.
(доработанная редакция, изм. № 2).
1. Конструкция и размеры гаек должны соответствовать указанным на чертеже и в таблице. Версия 1 Версия 2
Официальная редакция
Перепечатка запрещена
Таблица 1
Условный диаметр резьбы d | ||||||||||||||||||
Шаг резьбы | ||||||||||||||||||
Размер под ключ S | ||||||||||||||||||
Расстояние от опорной поверхности до основания паза / и коронки w | ||||||||||||||||||
д, не менее | ||||||||||||||||||
Диаметр описанной окружности е, не менее | ||||||||||||||||||
Диаметр фаски d a | ||||||||||||||||||
Диаметр коронки D | ||||||||||||||||||
Количество слотов | ||||||||||||||||||
Ширина паза w | ||||||||||||||||||
Исполнение 2 | ||||||||||||||||||
Примечания:
ГОСТ 59Х9- * 73 С.
Пример условного обозначения для гайки исполнения 1, диаметром резьбы d = 12 мм, с большим шагом резьбы с полем допуска 6H, класс прочности 04 без покрытия:
Гайка М12-6Н. 04 ГОСТ 5919-73
То же, исполнение 2, с мелким шагом резьбы с полем допуска 6H, с покрытием 01 толщиной 9 мкм:
Гайка 2М12 ■ 1.25-6Н.04.019 ГОСТ 5919-73
(Измененная редакция, Изм. №№ 1, 2, 3, 4).
2. Резьба — по ГОСТ 24705.
(доработанная редакция, изм. № 3).
3. Допускается выполнение фаски со стороны паза или коронки.
пер. Форма дна прорези может быть плоской, закругленной или скошенной. (Внесено дополнительно, Поправка № 2).
4. Технические требования — по ГОСТ 1759.0.
5. Теоретическая масса орехов указана в Приложении 1.
ПРИЛОЖЕНИЕ 1 Номер
Масса стальных гаек с крупной резьбой
стол 2
Условный диаметр резьбы d, мм | Масса теоретическая 1000 шт.орехи, кг | ||||
Исполнение 1 | Исполнение 2 | Исполнение 1 | Исполнение 2 | ||
ПРИЛОЖЕНИЕ 1.(Измененная редакция, Изм. №4).
ПРИЛОЖЕНИЕ 2 Номер
Стол 3 мм
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Поправка № 4).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР № 141 от 23.01.73 г.
3. Стандарт полностью соответствует СТ СЭВ 2663-89
4.ВЗАМЕН ГОСТ 5919-62
5. СПРАВОЧНАЯ НОРМАТИВНАЯ И ТЕХНИЧЕСКАЯ ДОКУМЕНТЫ
6. Ограничение срока действия снято согласно протоколу № 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ИЗДАНИЕ с Изменениями № 1, 2, 3, 4, 5, утвержденное в сентябре 1979 г., декабре 1981 г., октябре 1984 г., марте 1989 г., марте 1990 г. (IUS 10-79, 2- 82, 1-85, 6- 89, 7-90)
| Спецификация материала: | Фланцы Korean & Gost |
|---|---|
| Высокотемпературный | Выше 200 ° C (400 ° F) для класса 150 или выше 400 ° C (750 ° F) |
| Низкотемпературный | Выше -29 ° C (-20 ° F) |
| Общие типы фланцев: | Накидное устройство (SORF), приварная шейка (WNRF), глухое (BLRF), соединение внахлест (свободное), резьбовое (NPT), сварное внахлест (SWRF) |
| Специальные типы фланцев: | Нипофланец, Эльбофланец, Латрофланец, Поворотные фланцы, Раздвижные фланцы, Переходные фланцы, Сварной фланец |
| Маркировка стандартная | Название производителя График Тип облицовки фланца Номинальный размер трубы Класс давления Обозначение ASME B16 |
| Стандартная крышка: | номинальные значения давления и температуры, материалы, маркировка, размеры, вес, допуски, испытания |
| Контактные лица | RTJ (соединение кольцевого типа), FF (плоская поверхность), RF (выступающая поверхность), T / G (язычок и паз), M / F (вилка и женщина) |
| Таблица размеров | Нормальный размер трубы 1/2 для NPS 24 « |
| Материалы | Нержавеющая сталь (марки 304 / L, 316 / L), углеродистая сталь (ASTM A105 и ASTM A350), легированная сталь (ASTM A182), мягкая сталь, дуплексная сталь, сталь для сосудов высокого давления, титан, супердуплексная сталь, никелевый сплав, Монель, инконель, хастеллой, медный никель, чугун, кованое железо. |
| Толщина | Нормальный размер трубы ≤ 18 |
| Диаметр отверстия | Обычная труба ≤ 10 |
| Фланцы Стандарты | EN 1092-1, JIS, ASME B16.5, ASME B16.47 тип A, UNI, DIN |
| Номинальное давление | от класса 150 до класса 2500 |
| Тип болта | болт высокопрочный болты средней прочности болты малой прочности |
| Фланцы европейского стандарта | Фланцы JIS B2220 (от 5k до 30k) и фланцы KS1503 |
| Фланцы Русский Стандарт | ГОСТ 12820 / 12821-80, DIN, UNI, EN 1092-1 |
| Фланцы стандарта ЮАР | Фланцы SANS И фланцы SABS |
| Обработка поверхности | гладкая, концентрическая зубчатая, приклад |
| Типы прокладок | Полнолицевая прокладка Плоская кольцевая прокладка Металлическое кольцо Gakset |
| Преимущества трубных фланцев | Используется для соединения трубопроводной системы Система труб Easy Repair Собрано без сварки |
Метрические размеры винтов и болтов — Преобразование винтов и таблица размеров резьбы по SAE
КАК ЗАКАЗАТЬ МЕТРИЧЕСКИЕ ЧАСТИ
ASM упрощает заказ метрической фурнитуры, включая метрические винты, распорки и стойки.После того, как вы выбрали одну из наших американских стандартных деталей, вам просто нужно добавить свои метрические требования в запрос предложений. Например, для резьбовой проставки требование в метрической системе может быть «M 3,5 x 0,6 резьба». Ниже вы найдете подробную информацию о преобразованиях и размерах, которые помогут вам заказать такие детали, как метрические винты и стойки.
Как заказать метрическую стойку штекер / гнездо
После того, как вы выбрали одну из наших американских стандартных деталей, вам просто нужно добавить свои метрические требования в запрос предложений.Например, «Резьба M3,0 x 0,5».
| Метрическая резьба | Мин. Глубина | |
|---|---|---|
| А | Б | |
| 2,5 x 0,45 | 3,97 | 3,97 |
| 3,0 х 0,50 | 4,76 | 6,35 |
| 3,5 x 0,60 | 6,35 | 9,53 |
| 4,0 х 0,70 | 9,53 | 11,10 |
| 5.0 х 0,80 | 9,53 | 12,70 |
| 6,0 х 1,00 | 12,70 | 15,00 |
| 8,0 х 1,25 | 12,70 | 15,00 |
Если вам нужна более длинная наружная резьба, чем показано в таблице выше, вы можете добавить свое требование. Например, «B = 3,0 x 0,5 резьбы, B = 7,5 мм, длина
.ПРИМЕЧАНИЕ: Если длина корпуса L меньше или равна глубине резьбы A, мы предоставим максимально возможное количество резьбы.
ПРЕОБРАЗОВАНИЕ(SAE в метрическую систему и метрическую систему в SAE)
Чтобы преобразовать дюймы в миллиметры, умножьте дюймы на 25,4. Чтобы преобразовать миллиметры в дюймы, умножьте миллиметры на 0,039370.
ДОПУСКИ НА РАСПОРУ
Допуски при изготовлении стоек и проставок. Длина: до 100 мм, длина ± 0,13 мм. О. ± 0,152 мм
ДЛИНА РЕЗЬБЫ
Детали из латуни, алюминия и стали: Резьба M2,5 нарезана на длину 15,99 мм. Резьба M3 и больше нарезается до 25.4 мм в длину.
Детали из нержавеющей стали и нейлона: Резьба M2,5 нарезана до длины 9,6 мм. Резьба M3 нарезана до длины 12,7 мм. Резьба M3,5 и более имеет нарезку на длину 25,4 мм. Если длина больше, чем указано выше, см. Таблицу глубины резьбы.
РАЗМЕР ВИНТА
Винты с овальной головкой
Метрические размеры винта в миллиметрах, включая винты M2,5 и M4.
| Размер резьбы D | M2 | м2.5 | М3 | М4 | M5 | M6 |
|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1,7 | 2,1 | 2,4 | 3,7 | 3,9 | 4,7 |
| Диаметр головки, макс. «D2» | 4,4 | 5,5 | 6,3 | 9,4 | 10,4 | 12,6 |
| Размер драйвера «No.» | 1 | 1 | 1 | 2 | 2 | 3 |
Винты с цилиндрической головкой и шлицем
Размеры в миллиметрах
| Размер резьбы D | М3 | М4 | M5 | M6 |
|---|---|---|---|---|
| Высота головки, макс. «K» | 1.8 | 2,4 | 3 | 3,6 |
| Диаметр головки, макс. «D2» | 6 | 8 | 10 | 12 |
| Размер драйвера «No.» | ,50 | 0,70 | .80 | 1 |
Винты с полукруглой головкой и крестообразным шлицем
Метрические размеры винта в миллиметрах
| Размер резьбы D | M2 | M2.5 | М3 | М4 | M5 | M6 |
|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1.6 | 2 | 2,4 | 3,1 | 3,8 | 4,6 |
| Диаметр головки, макс. «D2» | 4 | 5 | 6 | 8 | 10 | 12 |
| Размер драйвера «No.» | 1 | 1 | 1 | 2 | 2 | 3 |
Крепежные винты с плоской головкой
Метрические размеры винта в миллиметрах
| Размер резьбы D | M2 | м2.5 | М3 | М4 | M5 | M6 | M8 | M10 |
|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1,2 | 1,5 | 1,65 | 2,2 | 2,5 | 3 | 4 | 5 |
| Диаметр головки, макс. «D2» | 3,8 | 4,7 | 5,6 | 7,5 | 9,2 | 11 | 14,5 | 18 |
| Шаг «П» | .40 | ,45 | ,50 | ,7 | ,8 | 1 | 1,25 | 1,50 |
Винты с головкой под торцевой ключ
Размеры в миллиметрах
| Размер резьбы D | М3 | М4 | M5 | M6 | M8 | M10 | M12 | M14 | М16 | M20 |
|---|---|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 |
| Диаметр головки, макс. «D2» | 5.5 | 7 | 8,5 | 10 | 13 | 16 | 10 | 21 | 24 | 30 |
| Шестигранный ключ Sz «S» | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 17 |
Винты с шестигранной головкой
Размеры в миллиметрах
| Размер резьбы D | М4 | M5 | M6 | M8 | M10 | M12 | M14 | М16 | M20 | М24 |
|---|---|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 2.8 | 3,5 | 4 | 5,5 | 7 | 8 | 9 | 10 | 13 | 15 |
| Через квартиры, «S» | ,7 | 8 | 10 | 13 | 17 | 19 | 22 | 24 | 30 | 36 |
| Шаг, «П» | ,7 | ,8 | 1 | 1,25 | 1,5 | 1.75 | 2 | 2 | 2,5 | 3 |
Винты с полукруглой головкой
Размеры в миллиметрах
| Диаметр головки, макс. «B» | Высота головы, макс. ‘R’ | Размер гнезда, ном. ‘S’ |
|---|---|---|
| 5,7 | 1,65 | 2 |
| 7,6 | 2,20 | 2,5 |
| 9,5 | 2,75 | 3 |
| 10.5 | 3,30 | 4 |
| 14,0 | 4,40 | 5 |
| 17,5 | 5,50 | 6 |
| 21,0 | 6,60 | 8 |
| 28,0 | 8,80 | 10 |
Важные данные, метрическая система, крепежные винты
Размеры в миллиметрах
| Номинальная длина винта | Допуск по длине, мм |
|---|---|
| до 3 мм вкл. | ,2 |
| от 3 до 10 мм | ,3 |
| более 10-16 мм | ,4 |
| от 16 до 50 мм | ,5 |
| более 50 мм | 1,0 |
Положение головки: Ось головки должна быть расположена в истинном положении относительно оси хвостовика винта в пределах зоны допуска, имеющей диаметр, эквивалентный 6% указанного максимального диаметра головки, или указанная максимальная ширина по плоскости шестигранных и шестигранных фланцевых головок, независимо от размера элемента.
Все допуски положительные и отрицательные.
.