Как определить размер гаечного ключа по гайке
Данные для выполнения соединения болтом (табл. 1)
Номинальный диаметр резьбы болта — 16 мм. Шаг резьбы — мелкий. Класс точности ГОСТ 16093-81 — средний. Марка стали болта, гайки и шайбы — Сталь 10. Вид покрытия деталей болтового соединения — окисное, пропитанное маслом. Толщина покрытия — 3 мкм.
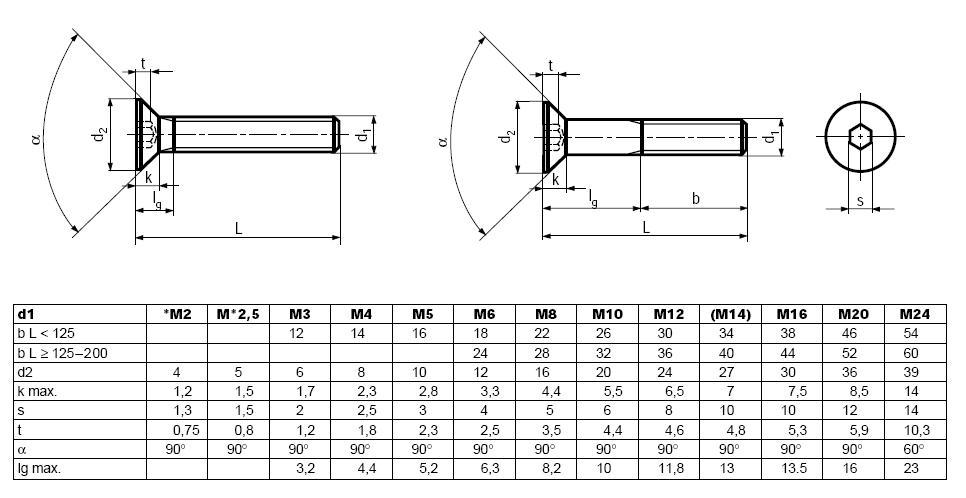
Определяем величину шага резьбы. Номинальному диаметру резьбы 16 мм соответствует мелкий шаг — 1,5 мм (табл. 8). Определяем поля допусков болта и гайки, соответствующие среднему классу точности. Для наружной резьбы болта поле допуска -6g, для внутренней резьбы гайки — 6H (табл. 5).
Таблица 5
Для болта, изготовленного из стали 10, класс прочности — 4.8 (табл. 20). . Класс прочности гайки — 5 (табл. 22). . По табл. 23 определяем, что окисное, пропитанное маслом покрытие деталей бол-тового соединения: болта, шайбы и гайки, имеет цифровое обозначение 05 (ГОСТ 1759.0-87). Длину болта Lб определим по формуле [I, с. 49]:
49]:
Полученную длину округляем до ближайшего большего стандартного значения (ГОСТ 7798-70) (табл. 8). Окончательно принимаем Lб = 65 мм. Вычерчиваем болт длиной 65 мм. Вычерчиваем шайбу и гайку. Увеличиваем размер «а» с 3 мм до 5,4 мм. По табл. 5 определим высоту головки болта К = 10 мм, размер под ключ S = 24 мм, диаметр описанной окружности е = 26,5 мм. Изображение головок болтов и гаек на учебных сборочных чертежах приведено на (рис. 95-б). Диаметр гладких отверстий в соединяемых болтом деталях 18 мм согласно (табл. 27). .
2. Cоединение шпилькой
Длину шпильки
(без ввинчиваемого конца) определим по формуле:
где q1
= 20 мм — толщина присоединяемой детали;
Рис. 92
Полученную длину округляем до ближайшего большего стандартного значения (табл. 9). . Окончательно принимаем Lш = 45 мм. По этой же таблице определим длину нарезанной части шпильки l. При длине шпильки 45 мм и диаметре 16 мм l = 38 мм. Вычерчиваем шпильку длиной 45 мм. Вычерчиваем шайбу и гайку, увеличиваем раз-мер «а» с 4 мм до 7 мм. Длина ввинчиваемого (посадочного) конца шпильки l1 (рис. 92 б) зависит от материала детали, в которую ввинчивается шпилька (табл. 10). . Так как шпилька ввинчивается в стальную деталь, то l1 = d = 16 мм. Шпилька будет выполнена по ГОСТ 22032-76. Определим запас резьбы l5 и недорез l4, которые зависят от шага резьбы (табл. 25) . При шаге резьбы 2 мм l5 = 5,5 мм, l4 = 11 мм. Глубина сверленного под резьбу отверстия: L = l1+l5+l4 = 16+5,5+11 = 32,5 мм.
Вычерчиваем шайбу и гайку, увеличиваем раз-мер «а» с 4 мм до 7 мм. Длина ввинчиваемого (посадочного) конца шпильки l1 (рис. 92 б) зависит от материала детали, в которую ввинчивается шпилька (табл. 10). . Так как шпилька ввинчивается в стальную деталь, то l1 = d = 16 мм. Шпилька будет выполнена по ГОСТ 22032-76. Определим запас резьбы l5 и недорез l4, которые зависят от шага резьбы (табл. 25) . При шаге резьбы 2 мм l5 = 5,5 мм, l4 = 11 мм. Глубина сверленного под резьбу отверстия: L = l1+l5+l4 = 16+5,5+11 = 32,5 мм.
Диаметр отверстия под нарезание метрической резьбы определим по (табл.25). . При номинальном диаметре резьбы 16 мм и шаге резьбы 2 мм номинальный диаметр отверстия под резьбу с полем допуска 6H — d=13,9 мм. Длина резьбы глухого отверстия под шпильку: L1 = l1+l5 = 16+5,5 = 21,5 мм.
Таблица 25
Диаметр гладкого отверстия в присоединяемой детали определим по (табл. 27). При диаметре стержня шпильки 16 мм диаметр отверстия 18 мм.
Предисловие
- 1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ») на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
- 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
- 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 20 мая 2013 г.
 № 111-ст
№ 111-ст - 4 Настоящий стандарт идентичен международному стандарту ИСО 3318:2009 «Инструменты крепежные для винтов и гаек. Гаечные ключи с открытым зевом двусторонние, накидные двусторонние и комбинированные. Максимальные наружные размеры головок» (ISO 3318:2009 «Assembly tools for screws and nuts — Double-headed open-ended wrenches, double-headed box wrenches and combination wrenches — Maximum widths of heads»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5—2004 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующий им действующий в качестве национального стандарта Российской Федерации межгосударственный стандарт, сведения о котором приведены в дополнительном приложении ДА
- 5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0—2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 янва-ря текущего года) информационном указателе «Национальные стандарты», а официальный текст из-менений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя «Национальные стандарты». Соот-ветствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулирова-нию и метрологии в сети Интернет ()
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 янва-ря текущего года) информационном указателе «Национальные стандарты», а официальный текст из-менений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя «Национальные стандарты». Соот-ветствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулирова-нию и метрологии в сети Интернет ()
© Стандартинформ, 2014
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Подбор дюймовых гаечных ключей
Размер дюймового гаечного ключа выражен в дюймах и обозначает не ширину зева ключа, а диаметр резьбы дюймового крепежа, для работы с которым он предназначен. Шестигранный рабочий профиль дюймовых болтов и гаек отличается по размеру от профиля метрического стандарта на доли миллиметров. Поэтому метрические гаечные ключи либо будут неплотно прилегать к граням дюймового крепежа, либо вообще не налезут. Для работы с ним нужны дюймовые ключи и торцевые головки.
Шестигранный рабочий профиль дюймовых болтов и гаек отличается по размеру от профиля метрического стандарта на доли миллиметров. Поэтому метрические гаечные ключи либо будут неплотно прилегать к граням дюймового крепежа, либо вообще не налезут. Для работы с ним нужны дюймовые ключи и торцевые головки.
Таблица 2. Резьба UNC/UNF и размер гайки под ключ.
| Диаметр резьбы (размер ключа), дюйм | Размер гайки под ключ, дюйм | Размер гайки под ключ, мм |
| 1/4 | 7/16 | 11.11 |
| 5/16 | 1/2 | 12.7 |
| 3/8 | 9/16 | 14.29 |
| 7/16 | 5/8 | 15.88 |
| 1/2 | 3/4 | 19.05 |
| 9/16 | 13/16 | 20.63 |
| 5/8 | 15/16 | 23.81 |
| 3/4 | 1 1/8 | 28.58 |
| 7/8 | 1 5/16 | 33.34 |
| 1 | 1 1/2 | 38.10 |
| 1 1/8 | 1 11/16 | 42. 86 86 |
| 1 1/4 | 1 7/8 | 47.63 |
| 1 3/8 | 2 1/16 | 52.39 |
| 1 1/2 | 2 1/4 | 53.15 |
| 1 3/4 | 2 5/8 | 66.68 |
| 2 | 3 | 76.20 |
| 2 1/4 | 3 3/8 | 85.73 |
| 2 1/2 | 3 3/4 | 95.25 |
| 2 3/4 | 4 1/8 | 104.76 |
| 3 | 4 1/2 | 114.30 |
Маркировка
Допустим, мы увидели такой шифр:
Гайка М10-6Н.5 (S18) ГОСТ 5915-70.
Здесь M10 — диаметр резьбы в мм, 6H — поле допуска, 5 — класс прочности, S18 — размер под ключ, то есть внешнее расстояние между параллельными гранями.
Мы рассказали, как подобрать гайку под метрический, дюймовый и шестигранный ключ. Дали совет по откручиванию срезанного крепежа и привели таблицу с весом.
Источник
Как определить размер «под ключ» болта и гайки?
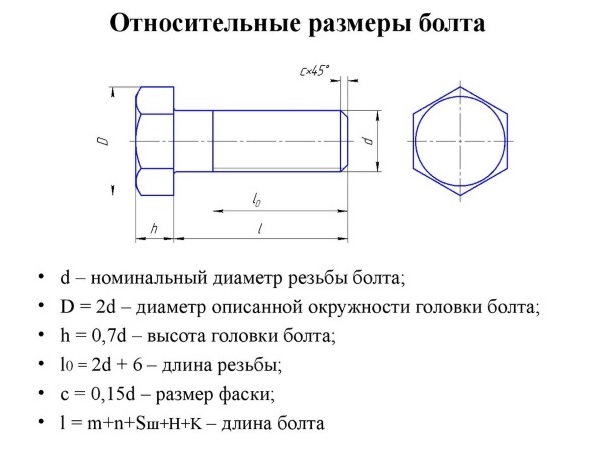
Любому человеку, даже не связанному с механикой, приходится в обычной жизни откручивать и закручивать болты и гайки. Для этого чаще всего мы используем гаечный ключ, разновидностей которого сегодня насчитывается около пятнадцати. Классический и самый распространенный инструмент – это двусторонний рожковый ключ, который найдется в инструментальном ящичке каждого мужчины. Размеры его рабочих профилей нанесены на его рукоятку, например: 7х8 или 17х19 и т.д. Эти цифры обозначают расстояние от одной губки до другой в миллиметрах.
Для этого чаще всего мы используем гаечный ключ, разновидностей которого сегодня насчитывается около пятнадцати. Классический и самый распространенный инструмент – это двусторонний рожковый ключ, который найдется в инструментальном ящичке каждого мужчины. Размеры его рабочих профилей нанесены на его рукоятку, например: 7х8 или 17х19 и т.д. Эти цифры обозначают расстояние от одной губки до другой в миллиметрах.
Количество оборотов
Помимо размеров крепежных элементов и материалов, из которых их делают, важно обратить внимание и на обороты — вернее, на максимальное их количество, которое позволит надежно зафиксировать литую основу. В большинстве случаев 7-9 полных оборотов бывает достаточно.
Для того чтобы узнать, какие крепежные элементы позволят осуществить необходимое количество полных оборотов, требуется определить оптимальную длину болта для конкретной модели колесного диска. Данный процесс осуществляется следующим образом: берется старый болт, подсчитывается число его полных оборотов, далее полученное значение делится на его длину. Благодаря произведенным действиям можно узнать длину оборота.
Благодаря произведенным действиям можно узнать длину оборота.
Определение номера ключа по диаметру резьбы крепежа
Размер «под ключ» у шестигранного болта или гайки – это расстояние между двумя параллельно лежащими гранями. Быстро и точно узнать его, не прибегая к линейке или штангенциркулю, можно по диаметру резьбовой части, которая указана в технической информации к крепежной детали. Дело в том, что каждому стандартному диаметру резьбы соответствует определенный размер рабочего профиля крепежа – основной (нормальный), уменьшенный и увеличенный. Болты с уменьшенным и увеличенным размером головки встречаются гораздо реже.
По таблице можно легко определить, какой размер гаечного ключа подойдет для того или иного болта от М1 до М110.
Таблица 1. Размеры под ключ для метрических болтов и гаек.
| Диаметр резьбы, М | Размер под ключ | ||
| основной S, мм | уменьшенный S, мм | увеличенный S, мм | |
| М1 | 3. 2 2 | — | — |
| М1.2 | 3.2 | — | — |
| М1.4 | 3.2 | — | — |
| М1.6 | 3.2 | — | — |
| М2 | 4 | — | — |
| М2.5 | 5 | — | — |
| М3 | 5.5 | — | — |
| М4 | 7 | — | — |
| М5 | 8 | — | — |
| М6 | 10 | — | — |
| М7 | 11 | — | — |
| М8 | 13 | 12 | — |
| М10 | 17 (16) | 14 | — |
| М12 | 19 (18) | 17 | 21 (22) |
| М14 | 22 (21) | 19 | 24 |
| М16 | 24 | 22 | 27 |
| М18 | 27 | 24 | 30 |
| М20 | 30 | 27 | 32 (34) |
| М22 | 32 (34) | 30 | 36 |
| М24 | 36 | 32 | 41 |
| М27 | 41 | 36 | 46 |
| М30 | 46 | 41 | 50 |
| М33 | 50 | — | 55 |
| М36 | 55 | 50 | 60 |
| М39 | 60 | 55 | 65 |
| М42 | 65 | 60 | 70 |
| М48 | 75 | — | 75 |
| М52 | 80 | — | 80 |
| М56 | 85 | — | — |
| М60 | 90 | — | — |
| М64 | 95 | — | — |
| М68 | 100 | — | — |
| М72 | 105 | — | — |
| М76 | 110 | — | — |
| М80 | 115 | — | — |
| М85 | 120 | — | — |
| М90 | 130 | — | — |
| М95 | 135 | — | — |
| М100 | 145 | — | — |
| М105 | 150 | — | — |
| М110 | 155 | — | — |
Некоторые современные стандарты ISO устанавливают другие размеры шестигранных головок, в таблице они прописаны в скобках.
Размеры зева гаечных ключей определены в стандарте ГОСТ 6424-73. При правильном подборе зазор между рабочими губками инструмента и гранями крепежа не превышает 0.1 – 0.3 мм.
Несколько слов о покрытии
Гайки и болты на литые диски могут покрываться хромом, имеющим различные оттенки, а также цинком. Стоит сразу отметить, что покрытие не влияет на коррозийную устойчивость гаек и болтов. Многие автомобилисты приобретают крепежные элементы с покрытием, руководствуясь распространенным мнением о том, что оцинкованные или хромированные элементы более устойчивы к воздействию коррозии.
При ответе на вопрос о том, какие гайки ставить на литые диски, нужно упомянуть и о том, что крепежные элементы с покрытием, равно как и без него, в течение одного года использования сохраняют первоначальный внешний вид.
Что такое гаечный ключ?
Речь идет об инструменте, который соединяет (разъединяет) резьбовое крепление методом закручивания (раскручивания) отдельных элементов – болтов, гаек, шайб и других. Первый изобретатель гаечного ключа неизвестен, но патенты на те или иные модели в свое время были выданы Баддингому, Йохансону и другим. Самый большой гаечный ключ – монолитный рожковый. Он способен захватывать детали, длина которых составляет 72-74 мм. Есть немало инструментов громадных размеров, выполняющих чисто декоративную функцию. Существует даже музей разводного ключа, где собраны модели со всего мира.
Первый изобретатель гаечного ключа неизвестен, но патенты на те или иные модели в свое время были выданы Баддингому, Йохансону и другим. Самый большой гаечный ключ – монолитный рожковый. Он способен захватывать детали, длина которых составляет 72-74 мм. Есть немало инструментов громадных размеров, выполняющих чисто декоративную функцию. Существует даже музей разводного ключа, где собраны модели со всего мира.
Размеры по номерам
- КР-19. Маркировка означает что развести нижнюю губку можно только на 19 мм, это и будет самый максимальный размер откручиваемого болта. Такой ключ имеет небольшой размер и очень удобен в работе.
- КР-30. Разводной ключ среднего размера. Диапазон регулировки нижней губки от 0 до 30 мм. Является золотой серединой, справляется с большинством бытовых обязанностей, часто применяется в сантехнических работах.
- КР-46. Рабочий диапазон инструмента от 0 до 46 мм. Ключик с таким номером относится к специальным видам и, скорее всего, вы не увидите его в наборе домашнего мастера.
 В основном его применяют на производстве для обслуживания станков и механизмов.
В основном его применяют на производстве для обслуживания станков и механизмов.
При работе нужно учитывать, что разводные ключи имеют припуск в 2-3 мм, и губки разводного ключа могут захватить ещё пару миллиметров. Например, ключом КР-30, можно будет свободно открутить тридцать второй болт.
Правила выбора крепежных элементов
При выборе гаек и болтов для литых дисков нужно учитывать следующие моменты:
• Материалы.
Оптимальным вариантом являются стальные крепежные элементы. Они могут прослужить достаточно долгое время и имеют достаточно адекватную стоимость.
• Покрытие.
На рынке автозапчастей можно отыскать крепежные элементы, покрытые цинком либо хромом. Они достаточно красивы и способны придать автомобилю яркий, презентабельный внешний вид. Однако они гораздо дороже обыкновенных. Существует расхожее мнение о том, что оцинкованные или хромированные детали более устойчивы к коррозии, однако на практике это не подтвердилось.
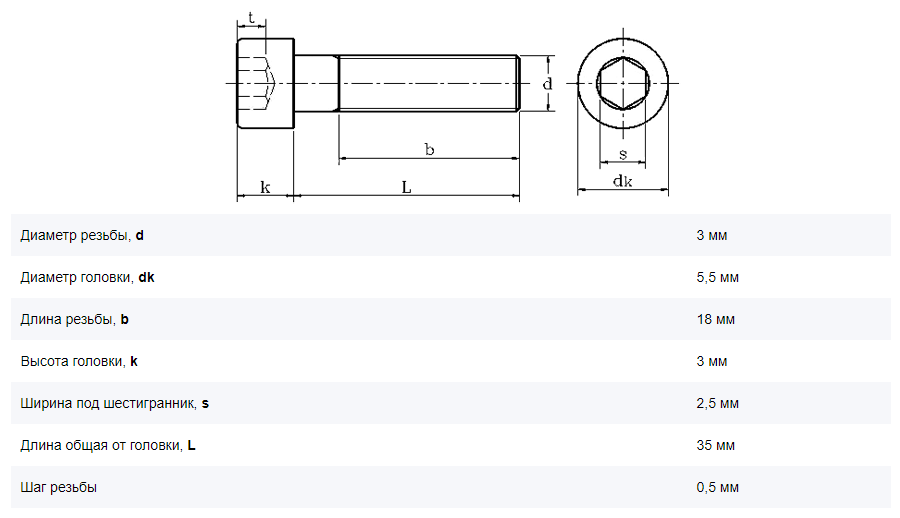
Гайка с внутренним шестигранником: как определить размер ключа к ней?
В мире машиностроения и при создании приборов не обойтись без болтов головкой в форме цилиндра. Но вот для их фиксации подходит именно ключ-шестигранник, управление, которым осуществляется под углом. Существуют определенным стандарты, согласно которым создается резьба.
| Резьба, М | М4 | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 | М22 | М24 | М27 | М30 | М33 | М36 |
| Размер под ключ, мм | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 17 | 17 | 19 | 19 | 22 | 24 | 27 |
Выкручиваем срезанную гайку
Не всегда можно правильно подобрать инструмент. Особенно когда нужно крутить в потёмках, при недостатке освещения. Или второй случай. Гайку пережали. В результате острые кромки граней срезались, стали «лысыми». Какой выход из ситуации?
Гайку пережали. В результате острые кромки граней срезались, стали «лысыми». Какой выход из ситуации?
Производители инструментов разработали спиральные головки, которые предназначены для демонтажа «проблемных» крепежей. За счёт своей «штопорной» формы ключ цепляет и надёжно фиксирует гайку. Так можно выйти из самой безнадёжной ситуации победителем.
Выбираем правильный размер ключа под болт
Идеальным материалом для изготовления ключей служит инструментальная сталь, в основе которой лежат высокоуглеродистые сплавы. Изделия получают из заготовок путем обработки на фрезерных станках с последующим воронением. Но такой инструмент считается редким и стоит недешево. Чаще в продаже можно встретить ключи попроще, изготовленные на поточных производствах путем литья либо штамповки.
В зависимости от размера просвета между губками гаечные ключи условно делят на три группы:
- Малые предназначаются для откручивания и завинчивания крепежных устройств с размерами до 10-12 мм.
- К средней группе принадлежит инструмент с размерами в диапазоне от 12 мм до 22 мм.
- Большими считаются приспособления под болты и гайки диаметром от 22 мм и выше.
Для того, чтобы не ошибиться с выбором инструмента, можно пользоваться готовыми данными из стандартных таблиц. Например, из этой:
| ТАБЛИЦА ПОДБОРА ГАЕЧНЫХ КЛЮЧЕЙ | |||||||||
| МЕТРИЧЕСКИЙ ПРОФИЛЬ | UNF/UNC ПРОФИЛЬ | ||||||||
| Размер резьбы | Размер ключа А/F | Ключ открывающий | Размер резьбы | Размер ключа А/F | Ключ открывающий | ||||
| (мм) | мин (мм) | макс (мм) | (дюйм) | мин (дюйм) | макс (дюйм) | ||||
| M 1.6 | 3.2 | 3.22 | 3.28 | 1/4 | 7/16 | 11.18 | 11.33 | ||
М 2. 0 0 | 4.0 | 4.02 | 4.12 | 5/16 | 1/2 | 12.80 | 12.95 | ||
| М 2.5 | 5.0 | 5.02 | 5.12 | 3/8 | 9/16 | 14.38 | 14.55 | ||
| М 3.0 | 5.5 | 5.52 | 5.62 | 7/16 | 5/8 | 15.98 | 16.15 | ||
| М 4.0 | 7.0 | 7.03 | 7.15 | 1/2 | 3/4 | 19.18 | 19.38 | ||
| М 5.0 | 8.0 | 8.03 | 8.15 | 9/16 | 13/18 | 20.78 | 20.98 | ||
| М 6.0 | 10.0 | 10.04 | 10.19 | 5/8 | 15/16 | 23.98 | 24.21 | ||
| М 7.0 | 11.0 | 11.04 | 11.19 | 3/4 | 1 1/8 | 28 75 | 29 01 | ||
| М 8.0 | 13.0 | 13.04 | 13.24 | 7/8 | 1 5/16 | 33.53 | 33.81 | ||
| М10.0 | 17.0 | 17.05 | 17.30 | 1 | 1 1/2 | 38. 30 30 | 38.61 | ||
| М 12.0 | 19.0 | 19.06 | 19.36 | 1 1/8 | 1 11/16 | 43.08 | 43.38 | ||
| М 14.0 | 22.0 | 22.06 | 22.36 | 1 1/4 | 1 7/8 | 47.88 | 48.21 | ||
| М 16.0 | 24.0 | 24.06 | 24.36 | 1 3/8 | 2 1/16 | 52.68 | 53.04 | ||
| М 18.0 | 27.0 | 27.08 | 27.48 | 1 1/2 | 2 1/4 | 57.45 | 57.84 | ||
| М 20.0 | 30.0 | 30.08 | 30.48 | 1 3/4 | 2 5/8 | 67.03 | 67.46 | ||
| М 22.0 | 32.0 | 32.08 | 32.48 | 2 | 3 | 76.61 | 77.09 | ||
| М 24.0 | 36.0 | 36.10 | 36.60 | 2 1/4 | 3 3/8 | 86.18 | 86.72 | ||
| М 27.0 | 41.0 | 41.10 | 41.60 | 2 1/2 | 3 3/4 | 95 76 | 96 34 | ||
М 30. 0 0 | 46 0 | 46 10 | 46 60 | 2 3/4 | 4 1/8 | 105.33 | 105.97 | ||
| М 33.0 | 50.0 | 50.10 | 50.60 | 3 | 4 1/2 | 114.91 | 115.57 | ||
| М 36.0 | 55.0 | 55.12 | 55.72 | BS (Whitworth стандарт) | |||||
| М 39.0 | 60.0 | 60.12 | 60.72 | Размер резьбы BS | Размер ключа А/F | Ближайший верный размер ключа А/F | |||
| М 42.0 | 65.0 | 65.12 | 65.72 | ||||||
| М 45.0 | 70.0 | 70.12 | 70.72 | C | (дюйм) | (мм) | (дюйм) | (мм) | |
| М 48.0 | 75.0 | 75.15 | 75.85 | 1/4 | 3/16 W | .445 | 11.30 | 7/16 | 12 |
| М 52.0 | 80.0 | 80.15 | 80.85 | 5/16 | 1/4 W | .525 | 13.33 | 17/32 | 14 |
М 56. 0 0 | 85.0 | 85.15 | 85.85 | 3/8 | 5/16 W | .600 | 15.24 | 19/32 | 16 |
| М 60.0 | 90.0 | 90.15 | 90.85 | 7/16 | 3/8 W | .710 | 18.03 | 23/32 | 18 |
| М 64.0 | 95.0 | 95.15 | 95.85 | 1/2 | 7/16 W | .820 | 20.83 | 13/16 | 21 |
| М 68.0 | 100.0 | 100.15 | 100.85 | 9/16 | 1/2 W | .920 | 23.37 | 15/16 | 24 |
| М 72.0 | 105.0 | 105.20 | 106.00 | 5/8 | 9/16 W | 1.010 | 25.65 | 1 | 26 |
| М 76.0 | 110.0 | 110.20 | 111.00 | 3/4 | 11/16W | 1.200 | 30.48 | 1 1/4 | 31 |
| М 80.0 | 115.0 | 115.20 | 116.00 | 7/8 | 3/4 W | 1.300 | 33.02 | 1 5/16 | 33 |
М 85. 0 0 | 120.0 | 120.20 | 121.00 | 1 | 7/8 W | 1.480 | 33.02 | 1 1/4 | 38 |
| М 90.0 | 130.0 | 130.20 | 131.00 | 1 1/8 | 1 W | 1.670 | 42.42 | 1 11/16 | 43 |
| М 95.0 | 135.0 | 135.20 | 136.00 | 1 1/4 | 1 1/8 W | 1.860 | 47.24 | 1 7/8 | 48 |
| М 100.0 | 145.0 | 145.20 | 146.00 | 1 3/8 | 1 1/4 W | 2.050 | 52.07 | 2 1/16 | 52 |
| М 105.0 | 150.0 | 150.25 | 151.25 | 1 1/2 | 1 3/8 W | 2 220 | 56 39 | 2 1/4 | 57 |
| М 110.0 | 155.0 | 155.25 | 156.25 | 1 3/4 | 1 5/8 W | 2.580 | 65.53 | 2 9/16 | 66 |
| 2 | 1 3/4 W | 2.760 | 70.10 | 2 3/4 | 70 | ||||
| Примечание: Whitworth (W) = Cтарый стандарт ; BS = Новый стандарт |
Массовые виды ключей
Затрагивая тему гаечных инструментов перед глазами встаёт незабываемый образ гаечного рожкового ключа. Фиксация гаек осуществляется посредством губ, похожих на рожки. Отсюда пошло название. Вторым наименованием подобных средств оперирует ГОСТ — ключ гаечный с отрытым зевом. Осевые линии рукояти и головки чаще всего пересекаются под углом 15−20 градусов. При манипуляциях в тесноте подобная конфигурация сделает труд легче. Углы промеж осей головки и ручки выполняют разными по величинам, противоположные головки с отличными друг от друга уклонами. Рожковым моделям характерно деление на всевозможные модификации:
Фиксация гаек осуществляется посредством губ, похожих на рожки. Отсюда пошло название. Вторым наименованием подобных средств оперирует ГОСТ — ключ гаечный с отрытым зевом. Осевые линии рукояти и головки чаще всего пересекаются под углом 15−20 градусов. При манипуляциях в тесноте подобная конфигурация сделает труд легче. Углы промеж осей головки и ручки выполняют разными по величинам, противоположные головки с отличными друг от друга уклонами. Рожковым моделям характерно деление на всевозможные модификации:
- Двусторонние инструменты располагают двумя зевами различных габаритов. Обычно их обозначения размера соседние (18−19 мм). Губки могут иметь различную толщину: тонкие работают в труднодоступном месте, для отворачивания гаек из мягких материалов — толстые.
- У односторонних тело удлиняется в целях увеличения момента силы при взаимодействии с крепёжными элементами. Применяется на сборочном производстве для операций с однотипными гайками. У некоторых моделей есть хвостовик с фиксатором для удлиняющих трубчатых конструкций.
.jpg)
- Быстродействующие с модернизированным рабочим профилем и укорочённым зевом для скоростного перемещения ключа от одного отворачиваемого элемента к другому. Вращение меняется при переворачивании инструмента на сто восемьдесят градусов.
- Профильные нарезки на губах рожковых ключей увеличивают численность контактных точек и сдвигают расположение границ крепёжных компонентов относительно зева. Отворачивающее усилие не повреждает структуру в плоскостях гайки или в головках болтов, позволяет открутить деформированные элементы.
- Ключ с рабочим профилем в виде кольца, которое надевают на крепёжную поверхность называют накидным. Они могут располагать кольцами по обеим оконечностям рабочей плоскости. По внутреннему диаметру имеются грани. Их шесть либо двенадцать. Шестигранный силовой инструмент легко и без повреждений отворачивает туго затянутые, закисшие соединения. Двенадцатигранный употребляется при ограничении рабочего пространства. Рабочий профиль может изготавливаться удлинённым для применения насадок.
 Несомненным преимуществом накидного инструмента признаётся допустимость оказания большого силового воздействия на откручиваемые плоскости и работа на стеснённых площадях. Слабая сторона в дискомфорте при работе с резьбами повышенной длины.
Несомненным преимуществом накидного инструмента признаётся допустимость оказания большого силового воздействия на откручиваемые плоскости и работа на стеснённых площадях. Слабая сторона в дискомфорте при работе с резьбами повышенной длины. - Приспособления, у которых с одного края рожковая головка, а с другого накидного или торцевого типа классифицируются как комбинированные. Размер головок у них одинаковый с обеих сторон. Размеры длины тела различные: при ограничении пространства — укорочённые стандартные повышающие усилия — удлинённые создающие предельный пик нажатия — сверхдлинные.
- Инструмент с изменяемым рабочим профилем называется разводным. Преобразование происходит за счёт винтового механизма или ползуна, который передвигает подвижную часть на необходимую ширину. Зажим фиксирующих деталей неплотный, что приводит к закатыванию граней. В плюс заносится возможность применения с гайками различных диаметров.
ГОСТ 24671-84 Болты, винты, шурупы с шестигранной головкой и гайки шестигранные.
 Размеры под ключ
Размеры под ключТекст ГОСТ 24671-84 Болты, винты, шурупы с шестигранной головкой и гайки шестигранные. Размеры под ключ
ГОСТ 24671-84
Группа Г30
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ, ВИНТЫ, ШУРУПЫ С ШЕСТИГРАННОЙ
ГОЛОВКОЙ И ГАЙКИ ШЕСТИГРАННЫЕ
Размеры под ключ
Hexagon-head bolts, screws, wood screws and hexagon nuts. Width across flats
MКC 21.060.10
ОКСТУ 1280
Дата введения 1985-01-01
Постановлением Государственного комитета СССР по стандартам от 28 февраля 1984 г. N 705 дата введения установлена 01.01.85
ВЗАМЕН ГОСТ 24671-81
ПЕРЕИЗДАНИЕ
1. Настоящий стандарт распространяется на болты, винты, шурупы с шестигранной головкой и гайки шестигранные с номинальным диаметром резьбы от 1 до 150 мм с нормальными, уменьшенными и увеличенными размерами под ключ.
Стандарт полностью соответствует СТ СЭВ 1015-83.
2. Размеры под ключ шестигранных головок болтов, винтов, шурупов и шестигранных гаек должны соответствовать указанным на чертеже и в табл.1 и 2.
Размеры под ключ шестигранных головок болтов, винтов, шурупов и шестигранных гаек должны соответствовать указанным на чертеже и в табл.1 и 2.
Таблица 1
Номинальный диаметр резьбы | Размер под ключ | ||||
нормальный | уменьшенный | увеличенный | головки с фланцем | гайки с фланцем | |
1,0 | 3,2 | — | — | — | — |
1,2 | 3,2 | — | — | — | — |
1,4 | 3,2 | — | — | — | — |
1,6 | 3,2 | — | — | — | — |
2,0 | 4 | — | — | — | — |
2,5 | 5 | — | — | — | — |
3 | 5,5 | — | — | — | — |
4 | 7 | — | — | — | — |
5 | 8 | — | — | 7 | 8 |
6 | 10 | — | — | 8 | 10 |
7 | 11 | — | — | — | — |
8 | 13 | 12 | — | 10 | 13 |
10 | 16 | 14 | — | 13 | 15 |
12 | 18 | 16 | 21 | 15 | 18 |
14 | 21 | 18 | 24 | 18 | 21 |
16 | 24 | 21 | 27 | 21 | 24 |
18 | 27 | 24 | 30 | — | — |
20 | 30 | 27 | 34 | 27 | 30 |
22 | 34 | 30 | 36 | — | — |
24 | 36 | 34 | 41 | — | — |
27 | 41 | 36 | 46 | — | — |
30 | 46 | 41 | 50 | — | — |
33 | 50 | 46 | 55 | — | — |
36 | 55 | 50 | 60 | — | — |
39 | 60 | 55 | 65 | — | — |
42 | 65 | 60 | 70 | — | — |
45 | 70 | 65 | 75 | — | — |
48 | 75 | — | 80 | — | — |
Таблица 2
Номинальный диаметр резьбы | Нормальный размер под ключ |
52 | 80 |
56 | 85 |
60 | 90 |
64 | 95 |
68 | 100 |
72 | 105 |
76 | 110 |
80 | 115 |
85 | 120 |
90 | 130 |
95 | 135 |
100 | 145 |
105 | 150 |
110 | 155 |
115 | 165 |
120 | 170 |
125 | 180 |
130 | 185 |
140 | 200 |
150 | 210 |
3. Допускается изготовлять болты, винты, шурупы и гайки с размерами под ключ по табл.3.
Допускается изготовлять болты, винты, шурупы и гайки с размерами под ключ по табл.3.
Таблица 3
Номинальный диаметр резьбы | Размер под ключ | ||
нормальный | уменьшенный | увеличенный | |
10 | 17 | — | — |
12 | 19 | 17 | 22 |
14 | 22 | 19 | — |
16 | — | 22 | — |
20 | — | — | 32 |
22 | 32 | — | — |
24 | — | 32 | — |
Размеры под ключ, указанные в табл.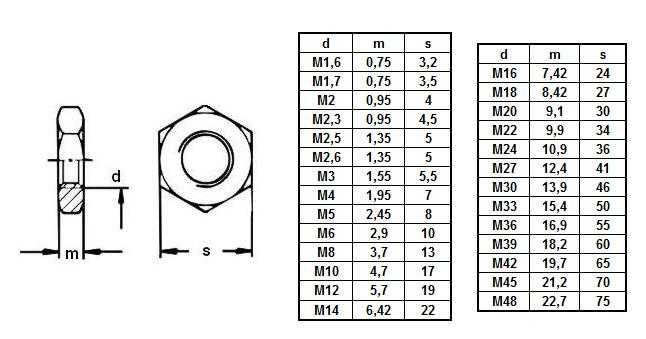 3, с 1 января 1987 г. являются непредпочтительными.
3, с 1 января 1987 г. являются непредпочтительными.
4. Допускаются для установочных винтов другие сочетания номинальных диаметров резьбы и размеров под ключ.
Электронный текст документа
и сверен по:
Изделия крепежные.
Основные требования: Сб. стандартов. —
, 2006
Стандартные метрические шестигранные гайки по ANSI/ASME B18.2.4.1M и B18.2.4.2M
Связанные ресурсы: оборудование
Стандартные метрические шестигранные гайки по ANSI/ASME B18.2.4.1M и B18.2.4.2M
Метрические технические данные оборудования ISO
Дюймовые технические данные оборудования ANSI
Крепеж и конструкция болта/винта, формула и расчеты оси гайки, в целом между двумя противоположными сторонами гайки в соответствии с примечаниями к соответствующим таблицам размеров. Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся на рынке размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, отфрезерованных из прутка, табличные максимальные (базовые) размеры ширины лыска могут быть превышены, чтобы соответствовать коммерческим допускам тянутого или катаного пруткового материала.
Для гаек из цветных металлов, отфрезерованных из прутка, табличные максимальные (базовые) размеры ширины лыска могут быть превышены, чтобы соответствовать коммерческим допускам тянутого или катаного пруткового материала.
Толщина гайки в метрических единицах
Толщина гайки представляет собой общее расстояние, измеренное параллельно оси гайки, от верха гайки до опорной поверхности и должна включать толщину поверхности шайбы, где это предусмотрено
Стандартные метрические шестигранные гайки, типы исполнения 1 и 2 шт.
ANSI/ASME B18.2.4.1M и B18.2.4.2M
Все размеры указаны в миллиметрах.
Номинальный диаметр гайки. | Ширина | Ширина | Толщина | Поверхность подшипника | Толщина поверхности шайбы | ||||
|---|---|---|---|---|---|---|---|---|---|
Максимум | Мин. | Максимум | Мин. | Максимум | Мин. | Мин. | Макс. | Мин. | |
Метрические шестигранные гайки — Тип 1 | |||||||||
М1,6 × 0,35 | 3,20 | 3,02 | 3,70 | 3,41 | 1,30 | 1,05 | 2,3 | … | … |
М2 × 0,4 | 4,00 | 3,82 | 4,62 | 4,32 | 1,60 | 1,35 | 3.1 | … | … |
М2,5 × 0,45 | 5,00 | 4,82 | 5,77 | 5,45 | 2,00 | 1,75 | 4. | … | … |
М3 × 0,5 | 5,50 | 5,32 | 6,35 | 6.01 | 2,40 | 2,15 | 4,6 | … | … |
М3,5 × 0,6 | 6,00 | 5,82 | 6,93 | 6,58 | 2,80 | 2,55 | 5.1 | … | … |
М4 × 0,7 | 7,00 | 6,78 | 8.08 | 7,66 | 3,20 | 2,90 | 6,0 | … | … |
М5 × 0,8 | 8,00 | 7,78 | 9,24 | 8,79 | 4,70 | 4,40 | 7,0 | … | … |
М6 × 1 | 10. | 9,78 | 11,55 | 11.05 | 5,20 | 4,90 | 8,9 | … | … |
М8 × 1,25 | 13.00 | 12,73 | 15.01 | 14,38 | 6,80 | 6,44 | 11,6 | … | … |
a M10 × 1,5 | 15.00 | 14,73 | 17,32 | 16,64 | 9.1 | 8,7 | 13,6 | 0,6 | 0,3 |
М10 × 1,5 | 16.00 | 15,73 | 18,48 | 17,77 | 8,40 | 8. | 14,6 | … | … |
М12 × 1,75 | 18.00 | 17,73 | 20,78 | 20.03 | 10,80 | 10,37 | 16,6 | … | … |
М14 × 2 | 21.00 | 20,67 | 24,25 | 23,36 | 12,80 | 12.10 | 19,4 | … | … |
М16 × 2 | 24.00 | 23,67 | 27,71 | 26,75 | 14,80 | 14.10 | 22,4 | … | … |
М20 × 2,5 | 30. | 29.16 | 34,64 | 32,95 | 18.00 | 16,90 | 27,9 | 0,8 | 0,4 |
М24 × 3 | 36.00 | 41,57 | 39,55 | 21.50 | 20.20 | 32,5 | 0,8 | 0,4 | |
М30 × 3,5 | 46.00 | 45.00 | 53.12 | 50,85 | 25,60 | 24.30 | 42,5 | 0,8 | 0,4 |
М36 × 4 | 55,00 | 53,80 | 63,51 | 60,79 | 31. | 29.40 | 50,8 | 0,8 | 0,4 |
Метрические шестигранные гайки — тип 2 | |||||||||
М3 × 0,5 | 5,50 | 5,32 | 6,35 | 6.01 | 2,90 | 2,65 | 4,6 | … | … |
М3,5 × 0,6 | 6,00 | 5,82 | 6,93 | 6,58 | 3,30 | 3,00 | 5.1 | … | … |
М4 × 0,7 | 7,00 | 6,78 | 8.08 | 7,66 | 3,80 | 3,50 | 5,9 | … | … |
М5 × 0,8 | 8,00 | 7,78 | 9,24 | 8,79 | 5. | 4,80 | 6,9 | … | … |
М6 × 1 | 10.00 | 9,78 | 11,55 | 11.05 | 5,70 | 5,40 | 8,9 | … | … |
М8 × 1,25 | 13.00 | 12,73 | 15.01 | 14,38 | 7,50 | 7.14 | 11,6 | … | … |
a M10 × 1,5 | 15.00 | 14,73 | 17,32 | 16,64 | 10,0 | 9,6 | 13,6 | 0,6 | 0,3 |
М10 × 1,5 | 16. | 15,73 | 18,48 | 17,77 | 9.30 | 8,94 | 14,6 | … | … |
М12 × 1,75 | 18.00 | 17,73 | 20,78 | 20.03 | 12.00 | 11,57 | 16,6 | … | … |
М14 × 2 | 21.00 | 20,67 | 24,25 | 23,35 | 14.10 | 13,40 | 19,6 | … | … |
М16 × 2 | 24.00 | 23,67 | 27,71 | 26,75 | 16.40 | 15,70 | 22,5 | … | … |
М20 × 2,5 | 30. | 29.16 | 34,64 | 32,95 | 20.30 | 19.00 | 27,7 | 0,8 | 0,4 |
М24 × 3 | 36.00 | 35,00 | 41,57 | 39,55 | 23,90 | 22,60 | 33,2 | 0,8 | 0,4 |
М30 × 3,5 | 46.00 | 45,00 | 53.12 | 50,85 | 28,60 | 27.30 | 42,7 | 0,8 | 0,4 |
М36 × 4 | 55,00 | 53,80 | 63,51 | 60,79 | 34,70 | 33. | 51,1 | 0,8 | 0,4 |
 1
1 00
00 04
04 00
00 00
00 10
10
 00
00 10
10a Нестандартная ширина под ключ 15 мм. Это специальный заказ/размер.
Родственные
- Минимальные действующие значения крутящего момента для дюймовых гаек ANSI с мелкой и курсовой резьбой.
- Таблица размеров и допусков для Т-образных пазов, болтов и гаек Т-образные пазы, болты и гайки пер. Т-образные пазы американского национального стандарта ANSI/ASME B5.1M
- Квадратная гайка B18.2.2 Тяжелые квадратные гайки ANSI/ASME B18.2.2
- Квадратные и шестигранные крепежные гайки Таблица размеров ANSI B18.6.3
- Таблица отверстий под ключ для шестигранных и квадратных гаек пер. Размерные данные ASME B18.2.2 также могут использоваться для определения ширины захвата гайки модели 3D-печати.
- Конический конец вала и сопрягаемое отверстие с шлицевыми гайками Расчетные данные Размеры Пер. Стандарт SAE включает основные данные о конструкции деревянного ерша
- Т-образных гаек на.
 ASME B5.1M Таблица размеров и допусков в дюймах и (метрических) миллиметрах
ASME B5.1M Таблица размеров и допусков в дюймах и (метрических) миллиметрах - Контргайки, метр. АНСИ Б18.2.4.5М
- Динамометрические гайки, метрические на АНСИ Б18.16.3М
- Шестигранные гайки Метрические пер. B18.2.4.1M и B18.2.4.2M
- BS EN ISO 898-6 Значения пробной нагрузки и минимальная прочность на отрыв гаек
- BS EN ISO 4032 Шестигранные гайки типа 1 — классы продукции A и B
- BS EN ISO 4033 Шестигранные гайки типа 2 – классы продукции A и B
- BS EN ISO 4034 Шестигранные гайки типа 1 — класс продукта C
- BS EN ISO 4035 Тонкие шестигранные гайки со скошенной кромкой — классы продукции A и B
- BS EN ISO 4036 Тонкие шестигранные гайки (без фаски) — класс продукта B
- Шестигранные гайки со шлицем Б18.2.4.4М
- Метрические шестигранные гайки, типы 1 и 2 ANSI/ASME B18.2.4.1M и B18.2.4.2M
- Т-образные болты и Т-образные гайки Размеры пер. БС 2485
- Т-образные гайки пер.
 ASME B5.1M Таблица размеров и допусков в дюймах и (метрических) миллиметрах
ASME B5.1M Таблица размеров и допусков в дюймах и (метрических) миллиметрах - Таблица размеров фланцевых метрических гаек на пер. АНСИ Б18.2.4.4М
- Шестигранные гайки со шлицем Б18.2.4.4М
Таблица размеров гаек США — источник резьбы
14 март
Таблица размеров гаек США
threadadmin2017-04-27T19:42:15+00:00
Автор: threadadmin статей крепеж, гайки 0 Комментарии
Компания Thread Source предлагает широкий ассортимент крепежных деталей, в том числе различные типы гаек. Ознакомьтесь с нашими онлайн-справочными таблицами, в которых указаны размеры шестигранных гаек и размеров тяжелых шестигранных гаек, а также просмотрите наш каталог, чтобы найти спецификации и информацию о конкретных типах гаек.
- Шестигранная гайка
- Стандартная шестигранная гайка.
- Машинная гайка
- Шестигранная гайка меньшего размера для крепежных винтов диаметром менее 1/4.
- Контргайка
- Более тонкая шестигранная гайка.
- Гайка с нейлоком
- Шестигранная гайка с нейлоновым кольцом, препятствующим ослаблению.
Гайки
Готовые шестигранные гайки – класс 8: желтый цинк
Шестигранные гайки класса 8имеют внутреннюю машинную резьбу для использования с болтами и винтами с машинной резьбой. Желтый цинк обладает умеренной коррозионной стойкостью, немного выше, чем у чистого цинка.
Готовые шестигранные гайки – Класс 5
Шестигранные гайки класса 5имеют внутреннюю машинную резьбу для использования с болтами и винтами с машинной резьбой.
