3. Виды работ, выполняемые на расточных станках.
Расточные станки предназначены для обработки крупных и громоздких деталей в условиях индивидуального и серийного производства, которым трудно сообщить вращательное главное движение. Обрабатываемую деталь закрепляют на столе станка или на плите.
На рис. 3.1 приведены основные технологические операции, выполняемые на расточных станках. Это широкоуниверсальные станки, на которых возможно осуществлять черновое и чистовое растачивание отверстий, фрезерование плоскостей, сверление, зенкерование, развертывание отверстий, нарезание наружной и внутренней резьбы и другие технологические операции. Такое разнообразие видов обработки, выполняемых на расточных станках, дает возможность производить полную обработку деталей без перестановки ее на другие станки.
На станке осуществляется
вращение шпинделя при выполнении всех
основных видов работ и вращение планшайбы
при обтачивании торцов радиальным
суппортом.
Рис. 3.1 Виды работ, выполняемых на расточных станках, и необходимые перемещения:
1 — обточка фланца резцом, укрепленным на планшайбе; 2 — подрезка одного торца резцом, а другого двумя резцами, расположенными на планшайбе; 3 — растачивание отверстия резцов; 4 — обработка канавки; 5 — наружная обточка втулки резцом, установленным на планшайбе; 6 — растачивание отверстия резцовой пластинкой, укрепленной в борштанге; 7 — нарезание резьбы метчиком; 8 — растачивание отверстия пластиной; 9 — подрез резцом от летучего суппорта; 10 — наружное обтачивание; 11 — подрезка торца втулки; 12 — растачивание отверстия пластиной; 13 — фрезерование торца резцовой головкой; 14 — фрезерование торца резцовой головкой; 15 — растачивание отверстия резцовой головкой укрепленной на бортштанге
На рис. 4.1 приведены основные типы
горизонтально-расточных станков общего
назначения. Их делят на три группы: А, Б
и В.
4.1 приведены основные типы
горизонтально-расточных станков общего
назначения. Их делят на три группы: А, Б
и В.
Станки типа А выпускают без задней (рис.
4.1, а) и с задней стойкой 7 (рис. 4.1, б).
Станки без задней стойки имеют меньшую
длину станины 4. Станки типа А имеют
неподвижную переднюю стойку, прикрепленную
к станине 4. По вертикальным направляющим
стойки 1 перемещается шпиндельная бабка
2, в которую вмонтирован выдвижной
шпиндель 6, имеющий кроме вращательного
движения и перемещение вдоль собственной
оси. Поворотный стол 5 станка с
неподвижной передней стойкой имеет
продольное и поперечное перемещения.
Задняя стойка 7 с люнетом предназначена
для поддержания свободного конца
борштанги. Станки типа А изготовляют
как с радиальным суппортом 3, расположенным
на наружной поверхности планшайбы, так
и без него. Эти станки, например
горизонтально-расточной станок мод.
2620В, предназначены для обработки
корпусных деталей, имеющих точные
отверстия, связанные между собой
точными расстояниями.
Станки типа Б (рис. 4.1, в) отличаются от станков типа А тем, что имеют продольно-подвижную переднюю стойку и стол в направлении, перпендикулярном оси шпинделя. В станке не происходит свешивание стола с направляющих при его крайних положениях, что существенно повышает точность обработки тяжелых корпусных деталей. Конструкция шпиндельной бабки в основном аналогична шпиндельным бабкам станков типа А. Задняя стойка также продольно-подвижная и снабжена люнетом для поддержания борштанги при расточке длинных отверстий.
Станки типа В (рис. 4.1, г) предназначены для черновой и чистовой обработки крупных и тяжелых деталей машин. На фундаменте установлены станина станка и плита. Плита предназначена для установки и закрепления обрабатываемой заготовки и установки задней стойки с люнетом. По вертикальным направляющим стойки с помощью ходового винта перемещают шпиндельную бабку.
Перемещение салазок передней стойки в
продольном и поперечном направлениях
осуществляют с помощью червячно-реечных
передач.
Чем больше размеры и масса обрабатываемой заготовки, тем меньшую подвижность она имеет на станке. Так на станках, показанных на рис. 4.1, а — в, заготовку располагают на перемещающемся столе станка, а на станке, показанном на рис. 4.1, г, она не может быть расположена на столе станка из-за больших размеров и массы, поэтому ее располагают на специальной плите неподвижно, по существу, вне станка.
Основной характеристикой горизонтально-расточного станка является диаметр шпинделя: для станков группы А—80, 90 и 110 мм; для станков группы Б — 150 и 220 мм, а для станков группы В — до 320 мм.
Таким образом, условно можно считать, что станки группы А предназначены для обработки сравнительно небольших деталей, станки группы Б —для средних, а станки группы В — для особо тяжелых и громоздких деталей. Рабочая поверхность поворотных столов имеет размеры от 800×900 до 1600×1800 мм. Класс точности станков — Н и выше.
В горизонтально-расточных станках
проведена широкая унификация.
Станки мод. 2620В и 2622В с задней стойкой, станки мод. 2620Г и 2622Г без нее, кроме того, станки мод. 2620В и 2620Г снабжены радиальным суппортом, а станки мод. 2622В и 2622Г не имеют радиального суппорта.
На базе горизонтально-расточных станков
нормальной точности выпускают станки
повышенной точности мод. 2622П с увеличенным
диаметром шпинделя и экранной оптикой.
В качестве специальных станков назовем
переносные расточные станки. Широко
применяют горизонтально-расточные
станки мод.
Отечественные горизонтально-расточные станки обладают повышенной точностью, жесткостью, виброустойчивостью, большой мощностью главного привода, большой быстроходностью и высокой степенью автоматизации управления. Движение подачи каждого элемента станка осуществляют от электродвигателей постоянного тока, с большим диапазоном регулирования. Некоторые серийно выпускаемые станки оснащены устройствами числового программного управления (ЧПУ).
Рис. 4.1 Основные типы горизонтально-расточных станков
3. Приспособления для расточных станков.
Заготовки
на столе расточного станка закрепляют
с помощью различных универсальных
приспособлений: прижимных планок,
станочных болтов, угольников, призм
(см.![]() рис. 3).
рис. 3).
При обработке отверстий и плоскостей, расположенных под углом к основанию заготовки или друг к другу, применяют угольники. Заготовки с опорными поверхностями цилиндрической формы устанавливают на призмы.
Корпусные детали отличаются большим многообразием форм и размеров обрабатываемых поверхностей и точностью их обработки. В зависимости от этого используют различные конструкции расточных кондукторов для закрепления корпусных заготовок и обеспечения правильного положения инструмента относительно обрабатываемой поверхности.
Режущий
инструмент на расточных станках
закрепляют с помощью вспомогательного
инструмента: консольных оправок,
двухопорных оправок и патронов.
Использование вспомогательного
инструмента обусловлено тем, что резец
нельзя непосредственно закреплять в
расточном шпинделе или радиальном
суппорте. Расточные оправки имеют
прямоугольные, квадратные или круглые
окна для установки резцов, расположенные
под углом 45 или 90° к оси вращения оправки. Короткие консольные оправки предназначены
для закрепления одного или двух резцов
при растачивании глухих и сквозных
отверстий небольшой длины. [2,с.184]
Короткие консольные оправки предназначены
для закрепления одного или двух резцов
при растачивании глухих и сквозных
отверстий небольшой длины. [2,с.184]
Рис. 4. Оправки для закрепления режущего инструмента
Для растачивания отверстий, находящихся на большом расстоянии от торца планшайбы станка, или нескольких соосных отверстий используют удлиненные консольные оправки (рис. 4, а). Применяют консольные оправки также для пластинчатых плавающих разверток (рис. 4, б). Пластинку 3 вставляют в гнездо оправки и винтом 1 удерживают от выпадения. В то же время благодаря наличию небольшого зазора (0,1 — 0,15 мм) между пазом 2 пластинки 3 и винтом 1 развертка может самоустанавливаться («плавать»).
Двухопорная
расточная оправка (рис. 4, в) представляет
собой длинный вал с коническим хвостовиком
на одном конце для установки его в
шпинделе станка. Другой конец оправки
закрепляют в люнете задней стойки
станка. По длине оправки расположены
окна для установки стержневых и
пластинчатых резцов. [2,с.186]
[2,с.186]
Фрезерование применяют при обработке самых разнообразных плоских и фасонных поверхностей. Рассмотрим основные виды фрезерных работ.
Фрезерование горизонтальных поверхностей производят на горизонтально-фрезерных станках различными цилиндрическими фрезами (рис. 2, а), а на вертикально-фрезерных станках торцевыми головками и торцевыми фрезами (рис. 2, б).
а) б)
Рис. 2. Схемы фрезерования горизонтальных поверхностей
Фрезерование вертикальных поверхностей осуществляется на горизонтально-фрезерных и продольно-фрезерных станках торцевыми фрезерными головками (рис. 3, а), а на вертикально-фрезерных станках – боковыми зубьями концевой фрезы (рис. 3, б).
а) б)
Рисунок 3. Схемы фрезерования вертикальных поверхностей
Фрезерование
наклонных поверхностей производят одноугловой фрезой (рис.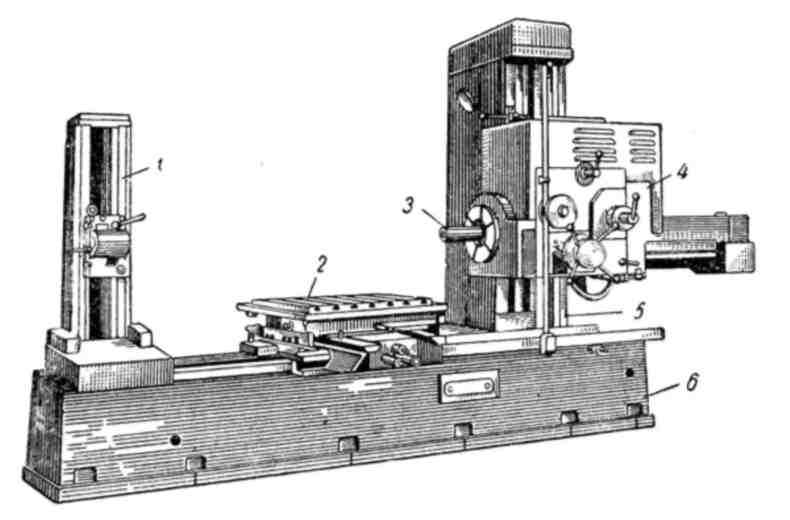 4,
а) на горизонтально-фрезерном станке
либо торцевой фрезерной головкой на
вертикально-фрезерном станке
со
шпинделем, установленным под углом
(рис. 4, б).
4,
а) на горизонтально-фрезерном станке
либо торцевой фрезерной головкой на
вертикально-фрезерном станке
со
шпинделем, установленным под углом
(рис. 4, б).
а) б)
Рис. 4. Схемы фрезерования наклонных поверхностей
Фрезерование пазов: угловых (рис. 5, а), прямоугольных (рис. 5, б), Т-образных (рис. 5, в), типа ласточкин хвост (рис. 5, г), фасонных (рис. 5, д), шпоночных (рис. 5, е) производят на горизонтально — и вертикально-фрезерных станках.
а) б) в)
г) д) е)
Рис. 5. Схемы фрезерования пазов
Фрезерование комбинированных поверхностей выполняют комплектами фрез (наборными фрезами) (рис. 6) на продольно-фрезерных и иногда на горизонтально-фрезерных станках.
Рис. 6. Схема фрезерования комбинированных
поверхностей
6. Схема фрезерования комбинированных
поверхностей
Фрезерование фасонных поверхностей производят фасонными фрезами соответствующего профиля (рис.7).
Рис. 7. Схема фрезерования фасонных поверхностей
Фрезерование зубчатых колес производят модульными дисковыми фрезами (рис. 8, а) на горизонтальных, а также модульными пальцевыми фрезами (рис. 8, б) на вертикально- фрезерных станках.
Рис. 8. Схема фрезерования зубчатых колес
5. Основные движения, инструмент и область применения зубострогальных станков
6. Переходы при горячей штамповке (ручьи), выполняемые на ГКМ.
7. Оборудование для калибровки поковок
Тоннелепроходческие машины — Akkerman
Если вы работаете в бестраншейной промышленности, вы наверняка знакомы с наследием, которое создали ТБМ Akkerman. Несмотря на то, что эта проверенная временем и проверенная технология успешно устанавливала тысячи туннелей по всему миру, мы были заняты продвижением этой технологии, чтобы максимизировать производительность, расширить возможности и повысить универсальность.
Характеристики:
- ТПМК могут использоваться в режиме проходки труб или в режиме двухзаходной проходки тоннелей.
- Простота в эксплуатации. Встроенное ручное управление.
- Точный и надежный. Туннельное лазерное наведение с трехточечной герметичной артикуляцией.
- Сменная режущая головка. Стандартная режущая головка заменяется под землей при изменении грунтовых условий.
- Закрытый Для разрыхления грунта доступны забойные приспособления и винтовые шнеки.
- Дисковые режущие головки Доступны для пород с давлением до 15 000 фунтов на кв. дюйм
- Бортовая система обнаружения газа метана.
- Доступ к забою легко доступен для удаления препятствия.
- Подшипник TBM повышенной грузоподъемности с мощной двухскоростной системой гидравлического привода.
- Дополнительный режим балансировки давления грунта до 1 бар.
- Комплекты увеличения доступны для всех моделей TBM. Akkerman отрегулирует диаметры в соответствии с трубой продукта.

Туннельная скучная система
Технические характеристики| Модель | MAX | TBM OD (NOMINAL) | MODE | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| WM48.S0049 | 48 in | Open / Closed Face | ||||||||
| WM420D | 53,000 ft-lbf | 51-52.5 in | Open / Closed Face | |||||||
| WM480D/II | 96,000 ft-lbf | 58- 60 в | Open / EPB / закрытая поверхность | |||||||
| WM540II | 111 000 FT-LBF | 65-66,5 в | Open / Open | |||||||
| WM668 WMII-LBII | . | WMII-LBII | . | WMII-LBII | . | WMII-LBE / LECK | WMII. 74 из | Open / EPB / Closed Face | ||
| WM720II | 240,000 ft-lbf | 86-88 in | Open / EPB / Closed Face | |||||||
| WM840II | 440,000 ft-lbf | 96-98 in | Open / EPB / Закрытая поверхность | |||||||
| WM960II | 550 000 FT-LBF | 114-116 в | Open / EPB / закрытая поверхность |
- 7
- 7
- 7.
- Для режима EPB требуется дополнительный комплект перегородки.
Распечатать страницу
Отзывы Мы приобрели оборудование Akkerman, оно очень надежное, проблем никогда не было. В любое время, когда у меня есть вопросы, они очень дружелюбны и имеют чувство срочности. У них отличное обслуживание клиентов, и они удовлетворяют все потребности моей компании
В любое время, когда у меня есть вопросы, они очень дружелюбны и имеют чувство срочности. У них отличное обслуживание клиентов, и они удовлетворяют все потребности моей компании
Посмотрите, что говорят наши клиенты
Музыка | Сверлильные станки
$root.artistsMenu.setActiveLabelMemberBand(id)»>••• $root.artistsMenu.setActiveLabelMemberBand(id)»>свернутьМой дорогой убийца — коллекционные предметы
ДИВУС — 2
Герметическое Братство Люкс-Ор — Секс и Мертвые Города
Вивьен Ле Фэй — Эколалия
Фон Тесла — Ганцфельд
dTHEd — гипербитц, том 1
Нойнау — Цикло дель Вуото
BeMyDelay — Цветение в ночи
Фабио Орси — Il Vento Disperderà la Schiuma
Эверест Магма — Минус Плюс Эскапизм
Дж.
 Х. Гурадж — Непоколебимый на нашем песке
Х. Гурадж — Непоколебимый на нашем пескеЗвездная подушка — Симфония межгалактического братства
Лучано Ламанна — Sottrazione
Йохен Арбайт/Паоло Спаккамонти — CLN
Героин на Таити — Casilina Tapes 2010 | 2017
Маурицио Абате — Стоячие воды
Ритуал с оружием мечты — Жуткие маленькие воробьи
Адриано Дзанни — Исчезающий
WK569 — Омаджио в Марино Цуккери
Барнаклы — Один единственный звук
Поль Бошан — Серые утра
Дивус — Дивус
Кристиан Налди — Rurale
Адаменнон — Le Nove Ombre del Caos
Адриано Занни — Разваливается
BM10 — Зимнее солнцестояние
Герметическое Братство Люкс-Ор
Амклон — Столкновение Абсолютов
BM10 — Осеннее равноденствие
Май Май Май — ϕ / Phi
Героин на Таити — Canicola
BM10 — Летнее солнцестояние
Бертони / Боккарди / Монгарди — Литио
BM10 — Весеннее равноденствие
1997EV — Любовный симпозиум Alien Spider
ПРОЙДЕНО — Озарение / Слава
Эверест Магма — Гнозис
903:00Поль Бошан — Пондфайр
Сатана — мой брат — они заставили нас подняться сюда
Героин на Таити — Солнце и Насилие
Everest Magma — современный/античный
Z’ev & Simon Balestrazzi — Ревербализация
Squadra Omega — Lost Coast (фильм М.
 А.Литтлера)
А.Литтлера)Zone Démersale — Motore Primo EP
Ритуал с оружием мечты — приливы и отливы
La Piramide di Sangue — Sette
Маурицио Абате — Путь в никуда
Отец Мерфи — Боль теперь на нашей стороне
Мамуфоны — Больше инопланетян, чем инопланетяне
Фон Тесла — Воспитанный чистой кислотой
Май Май Май — Тета
Мой дорогой убийца — Электрический дракон Венеры
BeMyDelay — туманные огни
Дюшан — Нар
Этернал Зио — с/т
сколько древесины бросил бы сурок, если бы сурок мог бросать древесину? — с/т
La Piramide di Sangue — Тебе
Лучано Маджоре и Франческо Бразини — Как увеличить свет в ухе
Уггери/Джаннико/Маури — Пажетос
Саймон Балестрацци — Небо полно воздушных змеев
Дровосек Релла — Золотой отлив
Героин на Таити — Death Surf
Дровосек Релла — Я знаю, когда пора убираться
Дровосек Релла / Мой дорогой убийца расстались
BeMyDelay — на другую сторону
Сатана — мой брат — Темный лес
Эскадрилья Омега — с/т
Фабио Орси — Wo Ist Behle?
Мамутоны — с/т
Лучано Маджоре и Франческо Бразини — Пропасть Аханес
Глава 24 и Филипп Пети — Красный гигант встречает белого карлика
Отец Мерфи — No Room for the Weak EP
Андреа Марутти и Фаусто Бальбо — Пагубный диалог
Фаравелли Ратти — Лью
K11 и Филипп Пети — Призрачный триптих
Мамутонес — Сатор
Клаудио Роккетти — Плотник
Отношение яркости — как маленькие гарнизоны в осаде
Будь Маледетто сейчас! — Абиссо дель Пассато, том 2
Будь Маледетто сейчас! — Абиссо дель Пассато, том 1
Отец Мерфи — .

Адаменнон/Алтай — Турия