Маркировка болтов | Блог Завода Рельсовых Скреплений
3 ноября 2020 17:50
Разное
Болт — это цилиндрический стержень, изготовленный из металла. Он имеет наружную резьбу и головку, на которую наносится класс прочности болта и другая информация в виде чисел или символов. Ниже вы узнаете, как расшифровать маркировку на головках метизов и как использовать эту информацию.
Современные производства во всем мире производят все резьбовые соединения согласно единым международным и государственным стандартам. К ним относятся стандарты ISO (международный) и ДСТУ (украинский), и остальные, по которым работают производства в других странах. На заводе ЗРС продукция изготавливаются согласно установленным в Украине стандартам, поэтому вы можете быть уверены в ее надежности и качестве.
Узнать, что означают цифры на болтах, несложно. Учитывая единый стандарт, на всех крепежах маркировка одинаковая, благодаря чему ее легко расшифровать. Она включает:
Она включает:
- Класс прочности. Определяет сферу применения крепежа и предельную нагрузку, которую он может выдержать.
- Клеймо производителя. Позволяет идентифицировать завод-изготовитель метиза.
- Стрелка, указывающая на левую резьбу. Правосторонняя резьба никак не помечается.
Маркировка болтов на шляпке может быть выпуклой или углубленной. Ее вид и размеры определяются заводом, производящим детали. Она наносится на все изделия, резьба которых имеет диаметр больше 6 мм. Для запчастей с меньшим диаметром резьбы, согласно стандарту, маркировка необязательна и наносится по желанию завода-изготовителя.
Запчасти, изготовленные методом нарезания или другим, отличным от штамповки, не маркируются. Однако значения могут наноситься на шляпку крепежей по просьбе заказчика.
Класс прочности болта: как понять нанесенные цифры
Цифры на шляпке болта позволяют определить максимальную нагрузку, которую может выдержать соединение с этой деталью и материал, из которого он изготовлен.
Эти обозначения — класс прочности. В зависимости от типа материалов он указывается по-разному:
- Для изделий из углеродистой стали это две цифры, разделенные точкой. Первая указывает на предельную нагрузку соединения в тоннах, вторая — показывает отношение пределов текучести и прочности (умноженное на 10).
- Маркировка болтов из нержавеющей стали несколько отличается. Она состоит из обозначения марки стали и показателя предела прочности. Сталь марки А2 устойчива к воздействию воды, А4 — щелочей, кислот и солей. Прочность обозначается числами — 50, 60, 80.
- Крепежи из мартенситных сталей маркируются аналогично изделиям из углеродистой. Но число подчеркивается снизу. Также допустимо не использовать точку между значениями.
Рассмотрим пример. На шляпке метиза обозначены цифры 8.8. Это значит, что соединение с ним способно выдержать нагрузку до 8 тонн на квадратный сантиметр. При превышении этого значения деталь попросту порвется.
Как видите, расшифровать что означают цифры на болтах для специалиста не составляет труда. Используя эту информацию вы легко подберете необходимое изделие для соединений.
Используя эту информацию вы легко подберете необходимое изделие для соединений.
Заказать надежные запчасти вы можете на нашем сайте. Завод рельсовых скреплений занимается производством изделий из металла, используя современные технологии и оборудование. Максимальная производительность, высокое качество продукции, минимальное количество брака — наши главные преимущества. Мы поставляем продукцию нашего завода не только по Украине, но и в страны СНГ. Звоните нашим менеджерам по номерам телефонов из раздела Контакты, и они ответят на все вопросы, а также помогут оформить заказ.
классы прочности болтов. Расшифровка маркировки болтов.
Содержание
Что такое высокопрочный болт
Данный вид крепления имеет несколько классификаций, но наиболее значимой характеристикой является повышенная стойкость перед большими нагрузками. Благодаря этому соединяемые болтовым крепежом конструкции становятся высокопрочными и долговечными. Высокопрочные болты, гайки и шайбы широко используются для металлических конструкций, при выполнении строительных работ и в тяжелой промышленности, машиностроении.
Болт представляет собой стержень из металлического сплава, с нанесенной на него наружной резьбой и головкой, обычно в виде шестигранника, под гаечный ключ. Закрепление производят путем накручивания гайки нужного размера Для равномерного распределения нагрузки используют шайбы.
Область применения
Болтовые соединения высокой прочности предназначены для монтажа сложных строительных конструкций, которые будут подвергаться:
- высоким температурным перепадам;
- осадкам;
- сильным и частым ветрам;
- контакту с химическими веществами.
Так как размеры крепежа, предусмотренные ГОСТом, различаются, области применения метизов обширны:
- станки, оборудование;
- сельхозтехника, машиностроение;
- строительство мостов, зданий;
- судостроение;
- промышленность, производство.
Фрикционное соединение на высокопрочных болтах прекрасно справляется с задачей крепкого и надежного монтажа конструкций, подвергающихся динамическим нагрузкам и вибрациям.
Широкое применение данный крепеж имеет в быту. Он идеален при ремонте квартир, балконов, надежно закрепит любые конструкции на бетонных стенах. Автолюбители не обходятся без таких болтов, ремонтируя свою машину, особенно крепления колес.
Размеры болтов и гаек
В последнее время производители автомобилей все шире и шире применяют метрический крепеж и все дальше уходят от дюймового крепежа. Но, важно знать разницу между используемым иногда дюймовым (называемым также американским, или стандарта SAE) и более универсальным в системе мер метрическим крепежом, так как, несмотря на внешнюю схожесть, они не являются взаимозаменяемыми.
Все болты , гайки , шпильки и другой крепеж , как дюймовые, так и метрические, классифицируются по диаметру, шагу резьбы и длине. Например, стандартный болт 1/2 х 13 х 1 имеет пол дюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм. Метрический болт М12 х 1.75 х 25 имеет толщину в диаметре 12 мм, шаг резьбы 1.75 мм (расстояние между витками резьбы) и длину 25 мм.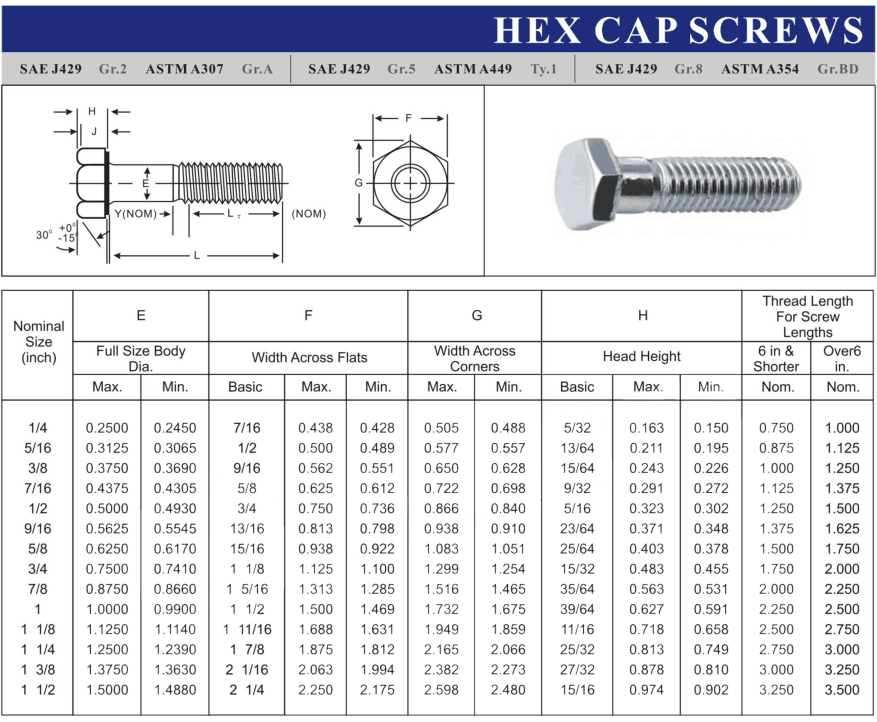 Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
Точность болтов
Резьбу на высокопрочные метизы наносят с помощью высокоточных специализированных станков-автоматов. Все технические характеристики полностью соответствуют ГОСТу.
Метизами максимально высокого качества считаются высокопрочные крепежи из стали 40х селект. Изделия, выпускаемые под этой маркировкой, имеют превосходные технические характеристики. 40х селект используется для монтажа конструкций больших габаритов и там, где предъявляются высокие требования к надежности.
Фланцевое соединение на болтах – наиболее часто применяемый вид разъёмных соединений в промышленности. Оно обеспечивает высокую точность соединений, герметичность и прочность всей конструкции. Процесс изготовления, разборки и сборки не допускает форс-мажорных обстоятельств.
Классы прочности
В ГОСТ 1759.4-87 (ИСО 898/1-78) можно найти обозначение класса прочности болтов. Характеристика зависит от множества факторов, например, от стали, из которой выполнен болт, и от того, была ли термообработка материала. Приведем список классов прочности и их основные параметры.
Приведем список классов прочности и их основные параметры.
Классы от 3.6 до 6.8
Материал: углеродистая сталь
Возможные добавки: нет
Термическая обработка: нет
Класс 8.8
Материал: углеродистая сталь
Возможные добавки: бор, марганец, хром
Термическая обработка: закалка и отпуск при температуре 425 °С
Класс 9.8
Материал: углеродистая сталь
Возможные добавки: бор, марганец, хром
Термическая обработка: закалка и отпуск при температуре 425 °С
Класс 10.9
Материал: углеродистая или легированная сталь
Возможные добавки: бор, марганец, хром
Термическая обработка: закалка и отпуск при температуре 340 или 425 °С
Класс 12.9
Материал: легированная сталь
Возможные добавки: нет
Термическая обработка: закалка и отпуск при температуре 380 °С
Чем легированная сталь отличается от углеродистой? Тем, что в ней содержится молибден, титан, вольфрам или другие добавки. Они улучшают эксплуатационные характеристики, увеличивают твердость, плотность и термостойкость материала.
Часто болты покрывают другим материалом для улучшения их свойств:
- цинком – для болтов, которые используются в промышленности, толщина покрытия доходит до 25 мкм;
- никелем – декоративное покрытие болтов для мебели, не влияет на прочность;
- фосфатами или оксидами – так можно создать защитный слой, который сделает крепеж более долговечным;
- цинк-ламельным покрытием – увеличивает срок службы болта вдвое.
Что такое термическая обработка стали и зачем она нужна? Это технологический процесс изменения структуры материала, в результате которого повышается предел выносливости стали, увеличивается прочность и износостойкость самого крепежа.
Обратите внимание! Классы прочности могут маркироваться как с точкой, например 3.6, так и без нее, например 36.
Механические свойства
Чтобы правильно подобрать крепеж, нужно не только ориентироваться на класс прочности, но и знать, какие характеристики за ним скрываются. От этого зависит назначение метиза. Например, болты низкой прочности класса до 6.6 подойдут для монтажа козырька надо крыльцом. Класс прочности высокопрочных болтов – от 6.6 до 12.9. Их используют при строительстве кранов, мостов, зданий, транспорта, железнодорожных путей. Это же значение определяет, может ли на крепеж прилагаться несущая силовая нагрузка.
Например, болты низкой прочности класса до 6.6 подойдут для монтажа козырька надо крыльцом. Класс прочности высокопрочных болтов – от 6.6 до 12.9. Их используют при строительстве кранов, мостов, зданий, транспорта, железнодорожных путей. Это же значение определяет, может ли на крепеж прилагаться несущая силовая нагрузка.
В таблице ниже мы приведем класс прочности болтов. Расшифровка терминов до таблицы поможет вам сориентироваться в свойствах крепежа по ГОСТ 1759.4-87 (ИСО 898/1-78).
- Временное сопротивление – это предел прочности болта, максимальная сила, которая может быть к нему приложена. При достижении критического параметра крепеж разрушится. Это действует для любого вида механической силы: сжатия, изгиба, скручивания, растяжения.
- Твердость по Виккерсу – это отношение нагрузки вдавливания четырехгранной алмазной пирамиды противоположным углом к площади поверхности того предмета, на который воздействует сила. Простыми словами, это значение определяет, насколько устойчив болт к деформации от удара/соприкосновения с другим предметом.

- Предел текучести – это максимальная рабочая нагрузка на болт. Если будет достигнута, начнется необратимая деформация без увеличения нагрузки (можно сказать, саморазрушение). При расчетах нагрузки следует выбирать болты, которые превышают необходимые требования вдвое.
Механические свойства болтов в зависимости от класса прочности
| Класс прочности | Временное сопротивление, МПа | Твердость по Виккерсу, HV | Предел текучести, МПа |
| 3.6 | 300 – 330 | 95 – 250 | 180 – 190 |
| 4.6 | 400 – 400 | 120 – 250 | 240 |
| 4.8 | 400 – 420 | 130 – 250 | 320 – 340 |
| 5.6 | 500 | 155 – 250 | 300 |
| 5.8 | 500 – 520 | 160 – 250 | 400 – 420 |
| 6.6 | 600 | 190 – 250 | 360 – 480 |
| 6.8 | 600 | 190 – 250 | 640 |
8. 8 8 | 800 – 830 | 250 – 335 | 640 – 660 |
| 9.8 | 900 | 290 – 360 | 720 |
| 10.9 | 1000 – 1040 | 320 – 380 | 900 – 940 |
| 12.9 | 1200 – 1220 | 385 – 435 | 1080 – 1100 |
Зная класс прочности, можно рассчитать среднее временное сопротивление самостоятельно. Для этого умножьте первую цифру класса прочности на 100. Например, для болта 6.6 это значение будет 600. Также можно рассчитать предел текучести, умножив временное сопротивление на вторую цифру класса прочности и поделив полученный результат на 10. Для того же болта 6.6 это будет выглядеть так: 600×6÷10 = 360.
Технология крепления высокопрочных болтов
Одной из важных составляющих в технологии крепления является четкое фиксирование временного отрезка после подготовки и смазки резьбы до непосредственного использования крепежа. Этот срок не должен превышать 10 суток, что должно указываться в специальном журнале постановки высокопрочных болтов после их доставки от производителя. Если подготовка производилась самостоятельно, то данные также фиксируют, заполняя журнал. Пример порядка крепления болтового соединения:
Если подготовка производилась самостоятельно, то данные также фиксируют, заполняя журнал. Пример порядка крепления болтового соединения:
- Подготавливают всю конструкцию для стыковки и монтажа.
- Подготавливают по стандартам необходимый крепеж.
- Проводят установку и монтаж конструкции.
- Затягивают болты.
- Производят герметизацию стыков всего крепежа.
- Осуществляют контроль качества сборки объекта.
Подготовка высокопрочных болтов гаек и шайб
Перед началом установки в конструкцию высокопрочные болты, гайки и шайбы подлежат подготовке. В нее входит:
- Технологическая очистка от консервирующих заводских смазок, а также от пыли и грязи. Ее совершают в разогретом щелочном растворе при температуре 80-100°С, куда входят вода, моющие средства, кальцинированная и каустическая сода, жидкое стекло и тринатрий фосфат. Соотношение соблюдают строго по ГОСТу. Крепеж в спецтаре опускают на 20 минут в раствор, после чего 3-5 раз промывают в моющем растворе.

- Сушку проводят в горячем виде в течение нескольких минут, с обдуванием сжатым воздухом.
- Выполняют прогонку на токарном станке или гайковертами, проверку и смазывание резьбы.
- Обязательную смазку резьбы крепежа проводят путем погружения его в раствор из спецбензина ГОСТ 2084 и минмасла ГОСТ 0799 в соотношении 9 к 1.
- Комплектацию и хранение очищенных метизов осуществляют в закрытой таре. При комплектации на каждый болт надевается гайка и две шайбы.
- Проводят контроль качества.
Промежуток времени от смазки резьбы до установки должен быть не более 10 суток.
Правила затягивания БВП
Натяжение высокопрочных болтов производится в два этапа:
- Совмещают отверстия деталей под высокопрочные болты и фиксируют положение частей конструкции с помощью монтажных пробок.
- На первом этапе вставляют болтовой крепеж, вынимают пробки. Далее с помощью гайковертов, болтовой крепеж затягивают только до 50-90%. В начале натяжения головку крепежа необходимо придерживать от прокручивания.
 В случае невозможности устранить прокручивание элемент заменяют.
В случае невозможности устранить прокручивание элемент заменяют. - На втором этапе закрепление производится полностью, с помощью динамометрических ключей. Натяжение болтов проводят после контроля соответствия геометрии всей конструкции относительно стандартов и правил, проверки плотности стяжки конструкции.
Отличные технические характеристики соединений, выполненных с помощью высокопрочных болтов, обеспечивают прочность всей конструкции. При условии соблюдения всех инструкций, конструкция будет служить многие десятилетия.
Как выполняется натяжение болтов?
Усилие при натяжении ВПБ может регулироваться несколькими способами. Мы приводим их ниже:
- По числу ударов гайковерта.
- По осевому натяжению крепежного изделия.
- По углу поворота гайки.
- По моменту закручивания.
Здесь нужно знать, что вне зависимости от варианта затяжки высокопрочного крепежа обязательно необходимо использовать стяжные болты. На начальном этапе натяжения головку ВПБ следует придерживать. Сам процесс выполняется от самого жесткого участка соединения либо от его середины. Для натяжения болта на определенное усилие пользуются динамометрическим ключом. Этот инструмент позволяет четко определять момент (коэффициент) затяжки соединения.
Сам процесс выполняется от самого жесткого участка соединения либо от его середины. Для натяжения болта на определенное усилие пользуются динамометрическим ключом. Этот инструмент позволяет четко определять момент (коэффициент) затяжки соединения.
Порядок натяжения соединения динамометрическим ключом таков:
- производится стягивание пакета стяжными изделиями;
- все болты (в том числе и стяжные) затягиваются на заданное усилие;
- пробки выбиваются, на их место монтируются ВПБ.
После этого установленный крепеж затягивается до отказа ключом. Болты М24 часто натягиваются посредством гайковерта, который тарируется по повороту гайки на определенный угол. Такой инструмент позволяет получить момент закручивания не ниже 1600 Нм. Тарировку приспособления для болтов М24 осуществляют перед началом выполнения работ. Описанный гайковерт может снабжаться сменными конусными головками. Они имеют повышенный вес. За счет этого удается снижать потери мощности от скручивания. Большой вес головок – это не единственная их особенность. Кроме того, их обязательно подвергают термообработке. Причем выполняется она так, чтобы сменные приспособления имели твердость по шкале HRC в пределах 35–45 единиц.
Большой вес головок – это не единственная их особенность. Кроме того, их обязательно подвергают термообработке. Причем выполняется она так, чтобы сменные приспособления имели твердость по шкале HRC в пределах 35–45 единиц.
Болты М24 могут затягиваться не одним ключом, а сразу двумя. Такая методика дает возможность получать максимально точный момент закручивания. Используется она достаточно часто. В данном случае первым ключом (его называют малым) создают момент закручивания не более 200 Нм. После этого берут второй инструмент (большой). И уже этим ключом выполняют финальную затяжку. Он обеспечивает момент закручивания на уровне 1600 Нм. Натяжение высокопрочных болтов М20, М16, М30 и так далее (всех, кроме М24) осуществляют в большинстве случаев с ориентиром на осевое усилие. Операция выполняется электрическим либо пневматическим ключом. Его обязательно тарируют перед сборкой металлоконструкции.
Можно выполнять натяжение ВПБ М20 и других размеров, корректируя усилие на момент закручивания. Методика достаточно сложная. Для ее реализации нужно высчитать момент закручивания и постоянно измерять его при затяжке болта динамометрическим ключом. Последний способ натяжения предполагает применение ударного электрического гайковерта. Этот инструмент применяется для болтов М24 и М20. Методика проста. Все смонтированные крепежные изделия затягиваются указанным ключом посредством нанесения на гайки трех ударов (единичных). После этого производится затяжка болтов тем же способом. Но теперь уже наносится столько ударов, сколько требуется для получения в стержнях высокопрочного крепежа заданного осевого натяжения. Их число обычно находится в пределах 14–18.
Методика достаточно сложная. Для ее реализации нужно высчитать момент закручивания и постоянно измерять его при затяжке болта динамометрическим ключом. Последний способ натяжения предполагает применение ударного электрического гайковерта. Этот инструмент применяется для болтов М24 и М20. Методика проста. Все смонтированные крепежные изделия затягиваются указанным ключом посредством нанесения на гайки трех ударов (единичных). После этого производится затяжка болтов тем же способом. Но теперь уже наносится столько ударов, сколько требуется для получения в стержнях высокопрочного крепежа заданного осевого натяжения. Их число обычно находится в пределах 14–18.
Маркировка на головке болтов и гаек
Как метрические, так и дюймовые болты могут быть идентифицированы путем осмотра головки. Для начала, расстояние между лысками головки метрического болта измеряется в мм, тогда как у дюймового — в дюймах (тоже самое применимо и для определения гаек). Соответственно, стандартный дюймовый ключ не подойдет для использования с метрическим крепежом, и наоборот также. Кроме того, на головках большей части дюймовых болтов обычно имеются радиальные зарубки (на метрических тоже применяется такая маркировка, но реже), которые определяют максимальное допустимое усилие затягивания болта (класс прочности). Чем больше количество зарубок, тем выше класс прочности (на автомобилях обычно применяются болты со степенью прочности от 0 до 5 зарубок). Класс прочности метрических болтов определяется цифровым кодом (подробнее об этом мы писали в этой статье ). Цифры кода обычно отливаются, как и для дюймовых, на головке болта (на автомобилях обычно применяются болты классов прочности 8.8, 10.9, и 12.9).
Кроме того, на головках большей части дюймовых болтов обычно имеются радиальные зарубки (на метрических тоже применяется такая маркировка, но реже), которые определяют максимальное допустимое усилие затягивания болта (класс прочности). Чем больше количество зарубок, тем выше класс прочности (на автомобилях обычно применяются болты со степенью прочности от 0 до 5 зарубок). Класс прочности метрических болтов определяется цифровым кодом (подробнее об этом мы писали в этой статье ). Цифры кода обычно отливаются, как и для дюймовых, на головке болта (на автомобилях обычно применяются болты классов прочности 8.8, 10.9, и 12.9).
Как расшифровывается маркировка?
Первая цифра (перед точкой). Характеризует предельную прочность крепежа на растяжение. Показывает 0,01 от ее значения, выраженного в МПа.
Пример. Для болта 4.6 предел прочности составляет 4 : 0,01 = 400 МПа.
Вторая цифра (после точки). Показывает десятую долю отношения величин характеристик – предел текучести к пределу прочности стали.
В данном случае (4.6) – 400 х 0,6 = 240 МПа. Эта характеристика показывает предельную нагрузку. Превышение ее значения приводит к невосстанавливаемой деформации болта, по сути, его изгибу (излому).
Рекомендация – при выборе крепежной детали необходимо учитывать ее запас прочности. В зависимости от места установки превышение значения должно быть не менее чем в 2, а то и 3 раза.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
- Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение.
 От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9. - Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
- Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой.
 Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются. - Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали. Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Что указано в стандартах?
Для таких изделий существует целый ряд требований и обозначений. Болты по ГОСТу должны соответствовать всем прописанным стандартам качества. Кроме того, в документации имеются макеты, которым должен соответствовать данный тип изделия. В чертежах, приложенных к государственным стандартам качества, указываются особенности конструкции болта, условные обозначения и схема расположения символов для маркировки.
Основные требования по ГОСТу
- На детали должны полностью отсутствовать следы коррозии металла, крупные дефекты и трещины. Присутствие последних означает, что изделие не соответствует стандарту качества.
- Допускаются штамповочные трещины на поверхности детали при условии, что длина трещины меньше диаметра болта, а ширина и глубина не больше 4 % диаметра болта. В противном случае изделие не может соответствовать государственному стандарту качества, и его следует выбраковывать.
- По ГОСТу на болте могут быть раскатные пузыри, но их размер не может быть больше 3 % от диаметра изделия.

- Болт, имеющий рваные повреждения, которые заходят на резьбу или опорную часть, тоже выбраковывается.
- Согласно стандарту качества, изделия, имеющие дефекты на торце головки, могут быть пригодными при условии, что дефект не превышает размера окружности выше предельного значения.
- Допускается незначительное точечное изменение цвета сплава в виде рябизны.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
В случае несоответствия детали стандартам она выбраковывается.
Как правильно откручивать болт
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Резьбовые соединения применяются во многих конструкциях и механизмах, поскольку на практике доказали свою высокую надежность и эффективность. Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
Источники
- https://KrepezhInfo.
 ru/vysokoprochnye-bolty/
ru/vysokoprochnye-bolty/ - https://Avto-bolt.ru/articles/kak-markiruyutsya-bolty-i-gayki-rasshifr/
- https://www.vseinstrumenti.ru/krepezh/metricheskij/bolty/articles/klassy-prochnosti/
- https://tutmet.ru/vysokoprochnye-bolty.html
- https://ismith.ru/material/klass-prochnosti-boltov-po-gostu-7798-70/
- https://FB.ru/article/342393/oboznachenie-boltov-osobennosti-trebovaniya-gost-i-rasshifrovka
- http://met-all.org/metalloprokat/metizy/boltovoe-soedinenie-klassy-prochnosti-boltov-markirovka-gost.html
Основы: Маркировка болтов | Мотоцикл Cruiser
Мотоцикл Cruiser
Расшифруйте, что эти цифры и иероглифы на головке болта пытаются вам сказать. Из апрельского номера журнала Motorcycle Cruiser за 2004 год. Марк Циммерман.
24 февраля 2009 г. Многие, но не все болты, проштампованы номером (метрические болты) или серией линий (дробные или «американские» болты), указывающими их минимальную прочность или, более технически, их класс прочности. Кроме того, наиболее авторитетные производители маркировки головок также штампуют свой товарный знак на головке болта, чтобы его можно было легко идентифицировать и отследить. Почему не все болты проштампованы? Законы, касающиеся производства оборудования, довольно расплывчаты, и существует множество способов их обойти. Например, оборудование, изготовленное по спецификации OEM, маркировать не требуется. Вот почему на головке болта маятника нет штампованных индикаторов. В другом примере, если производитель аппаратных средств заявляет, что его хромированные изделия с высоким содержанием золота соответствуют или превосходят определенный OEM-стандарт, и заявляет об этом в письменной форме, ему не нужно на самом деле штамповать головку болта.
Кроме того, наиболее авторитетные производители маркировки головок также штампуют свой товарный знак на головке болта, чтобы его можно было легко идентифицировать и отследить. Почему не все болты проштампованы? Законы, касающиеся производства оборудования, довольно расплывчаты, и существует множество способов их обойти. Например, оборудование, изготовленное по спецификации OEM, маркировать не требуется. Вот почему на головке болта маятника нет штампованных индикаторов. В другом примере, если производитель аппаратных средств заявляет, что его хромированные изделия с высоким содержанием золота соответствуют или превосходят определенный OEM-стандарт, и заявляет об этом в письменной форме, ему не нужно на самом деле штамповать головку болта.
Так какая вам разница, что выбито на головке болта? Две причины; во-первых, если вам нужно заменить болт, вы, конечно, не хотите заменять тот, который слабее того, который вы заменяете. Во-вторых, если вы знаете класс прочности болта и его диаметр, вы можете определить рекомендуемую базовую настройку крутящего момента, даже если у вас нет под рукой руководства по эксплуатации. Большинство магазинов промышленных товаров или поставщиков специализированного оборудования с радостью предоставят таблицу, в которой перечислены настройки крутящего момента в зависимости от класса прочности, шага резьбы и диаметра для широкого спектра болтов. Например, 8-миллиметровые болты с шагом резьбы 1,25 обычно доступны в диапазонах класса прочности от 8,8 до 12,9.. Чем выше число, тем прочнее болт. В зависимости от класса прочности 8-миллиметровые болты можно безопасно затянуть с усилием от 19 до 37 футо-фунтов. Однако затяните болт 8,8 с усилием 37 футо-фунтов, и вы получите две половинки болта — или одну, которая настолько перегружена, что может с тем же успехом сломаться.
Большинство магазинов промышленных товаров или поставщиков специализированного оборудования с радостью предоставят таблицу, в которой перечислены настройки крутящего момента в зависимости от класса прочности, шага резьбы и диаметра для широкого спектра болтов. Например, 8-миллиметровые болты с шагом резьбы 1,25 обычно доступны в диапазонах класса прочности от 8,8 до 12,9.. Чем выше число, тем прочнее болт. В зависимости от класса прочности 8-миллиметровые болты можно безопасно затянуть с усилием от 19 до 37 футо-фунтов. Однако затяните болт 8,8 с усилием 37 футо-фунтов, и вы получите две половинки болта — или одну, которая настолько перегружена, что может с тем же успехом сломаться.
Точно так же замена болта с маркировкой 12,9 на болт 8,8 ведет к катастрофе. Более мягкий болт 8.8 просто недостаточно прочен, чтобы выдерживать нагрузки, создаваемые болтом 12.9. И наоборот, замена низкокачественного болта на более прочный, как правило, приемлема, хотя бывают случаи, когда мягкий болт используется для того, чтобы справиться с определенными типами нагрузок, которые срезают более твердый болт.
Теперь, когда вы имеете общее представление о маркировке головок болтов, нет оправдания установке неподходящего болта только потому, что он подходит. Если болт, который вы хотите заменить, не помечен или вы не можете найти идентичный ему, вам понадобится руководство по обслуживанию или запасным частям, чтобы определить класс. Но если вы знаете класс свойств, замена возможна только в ближайшем хозяйственном магазине.
Дополнительные статьи о том, как обслуживать и модифицировать свой мотоцикл, см. в разделе «Техника» на сайте MotorcycleCruiser.com.
Несмотря на то, что передаваемая информация аналогична, для передачи информации на американских (слева) и метрических (справа) болтах используются разные правила маркировки. Хотя маркировка позволяет определить свойства болта, она также делает его некрасивым. Существуют крышки для головок болтов многих размеров, чтобы скрыть такие промышленно выглядящие головки.Знакомство с марками и классами крепежа
Мегамагазин крепежа™ по сниженным ценам и Оптовые скидки!
Поиск0 Проверить
Технические данные крепежа | Общие сведения о серии Введение
Многие крепежные детали (винты и т. д.), особенно меньших размеров, обычно не классифицируются — их прочность не указывается. Однако более крупные размеры и изделия для специальных целей изготавливаются с учетом определенных требований к прочности. Дюймовые крепежи, которые обычно используются в Северной Америке, будут иметь класс или рейтинг ASTM. Класс свойств (часто просто «класс») определяет метрические крепления. Специальные маркировки на головках винтов и гаек определяют класс крепежа. Замените крепежный элемент такого же или более высокого класса (не заменяйте крепежный элемент 8-го класса на 5-й или 2-й). Если вы сомневаетесь, обратитесь за помощью к профессионалу. В приведенной ниже таблице приведены некоторые из наиболее распространенных оценок и классов, доступных здесь, на 9.0011 Крепеж Март
д.), особенно меньших размеров, обычно не классифицируются — их прочность не указывается. Однако более крупные размеры и изделия для специальных целей изготавливаются с учетом определенных требований к прочности. Дюймовые крепежи, которые обычно используются в Северной Америке, будут иметь класс или рейтинг ASTM. Класс свойств (часто просто «класс») определяет метрические крепления. Специальные маркировки на головках винтов и гаек определяют класс крепежа. Замените крепежный элемент такого же или более высокого класса (не заменяйте крепежный элемент 8-го класса на 5-й или 2-й). Если вы сомневаетесь, обратитесь за помощью к профессионалу. В приведенной ниже таблице приведены некоторые из наиболее распространенных оценок и классов, доступных здесь, на 9.0011 Крепеж Март
| Сорт/Класс | Прочность |
|---|---|
| Гайки класса А | Прочность превышает класс 2. |
| АСТМ А325 | Болтысоответствуют стандарту ASTM A325 Type 1 для соединений конструкционной стали. |
| Гайки класса B | Прочность аналогична классу 5. |
| Класс B7 Резьбовой Шпилька и стержень | То же, что и для класса 5. Используется с гайками класса 2H и класса C. |
| Гайки класса C | Прочность превышает класс 5. Используется с крепежными элементами из термообработанной стали средней прочности, такими как конструкционные болты ASTM A325. |
| Гайки класса G | Прочность аналогична классу прочности 8. Используется с конструкционными болтами ASTM A325. |
| 2 класс | Низкая прочность. |
| Гайки класса 2H | Прочность аналогична классу прочности 5. Используется с конструкционными болтами ASTM A325. |
| 5 класс | Средней прочности. |
| 8 класс | Высокая прочность. |
| Метрический класс 4 | Аналогично классу 2. |
| Метрический класс 8.8 | Аналогично классу 5. |
| Метрический класс 10.9 | Аналогично классу 8. |
| Метрический класс 12,9 |
Поскольку существует так много различных марок стали, а все крепежные детали выглядят примерно одинаково, марки среднеуглеродистой и легированной стали маркируются для идентификации. Болты и винты также имеют маркировку производителя. Если важна прочность, убедитесь, что присутствуют как маркировка марки, так и идентификационная маркировка производителя.
| Класс SAE 2 | SAE класс 5 | SAE класс 8 |
Винты маркируются в верхней части их головок, за исключением небольших (менее 1/4″) крепежных изделий с прорезями и углублениями, на которых недостаточно места для маркировки головок.