Quattro Elementi B 205 цена, характеристики, отзывы

- -Сварочный ток (TIG): 10-205 А
- -Макс. сварочный ток при непрерывной работе: 160 А
- -Напряжение на входе: 170-260 В
- -Мощность: 6.80 кВт
- -Тип устройства: сварочный инвертор
- -Напряжение холостого хода: 85 В
- -Диаметр электрода: 1.60-5 мм
- -Типы сварки: ручная дуговая сварка (MMA), аргонодуговая сварка (TIG)
- -Количество фаз питания: 1
- -Сварочный ток (MMA): 10-205 А
- -Тип выходного тока: постоянный
Здесь вы можете посмотреть видео обзор Quattro Elementi B 205. Узнать характеристики, прочитать отзывы о Quattro Elementi B 205.
Видео обзоры
Видео для этого товара нет, но мы нашли видео для похожих моделей:
- Все 102
- Обзоры 35
- Распаковка 2
- Тесты 3
- Ремонт 3
Добавить видео
Характеристики
* Точные характеристики уточняйте у продавца.
Основные характеристики
| Сварочный ток (TIG) | 10-205 А |
| Макс. сварочный ток при непрерывной работе | 160 А |
| Напряжение на входе | 170-260 В |
| Мощность | 6.80 кВт |
| Тип устройства | сварочный инвертор |
| Напряжение холостого хода | 85 В |
| Диаметр электрода | 1.60-5 мм |
| Типы сварки | ручная дуговая сварка (MMA), аргонодуговая сварка (TIG) |
| Количество фаз питания | 1 |
| Продолжительность включения при максимальном токе | 80 % |
| Сварочный ток (MMA) | 10-205 А |
| Тип выходного тока | постоянный |
Дополнительные характеристики
| Масса | 5.3 кг |
| Тип поджига дуги | прикосновение |
| Антиприлипание | есть |
| Горячий старт | есть |
| Форсаж дуги | есть |
* Точные характеристики уточняйте у продавца.
Форум Quattro Elementi B 205
Задать вопросnaobzorah.ru
Quattro Elementi B205 Инструкция по эксплуатации онлайн [4/9]

Режим работы аппаратов указан в таблице пункт 12 данной инструкции в процентах от 10-ти
минутного цикла.
Для конкретного значения сварочного тока указано значение в процентах, например: при рабочем
токе 165 А указано 80% — это означает, что работать на этом токе необходимо 8 мин, 2 мин –
охлаждение. При меньшем значении сварочного тока, время включения увеличивается. В таблице
так же указано значение сварочного тока, при котором аппарат не отключается.
Все данные приведены для нормальных условий работы, т.е. температуры окружающей среды 20С.
При более высокой температуре, эти значения необходимо соразмерно понизить, а при более низкой
– повысить. Особенно бережно подходите к пользованию аппаратом при высоких значениях
температуры окружающей среды.
Используя эти значения, можно подобрать аппарат, отвечающий конкретным задачам и
интенсивности работы. Никогда не ориентируйтесь на максимальный ток – на нем аппарат, как
правило, работает не очень долго (если не указано иное в его характеристиках). Для аппаратов серии
B номинальным рабочим током является примерно 80% от максимального тока. Приобретайте
аппарат с запасом мощности. В таблице пункта 12 указан диапазон рабочих токов и диапазон
используемых электродов, а так же указаны значения тока и диаметр электрода, на которых аппарат
будет уверенно работать длительное время. При выборе аппарата необходимо ориентироваться
именно на эти значения, а не на максимальные.
3.3. Термозащита.
Сварочные аппараты защищены от перегрева с помощью термостата. О его
срабатывании свидетельствует отключение аппарата, на дисплее мигает символ
«С». Когда температура опустится до уровня, при котором можно продолжить
сварку, индикатор самостоятельно погаснет. Срабатывание термозащиты является
встроенной функцией аппарата направленной на защиту от перегрузки.
Тем не менее, от перегрева возможен в первую очередь выход из строя термостата и, как следствие,
выход из строя аппарата. Частота срабатывания во многом зависит от температуры окружающей
среды, установленного сварочного тока и характеристики рабочего цикла аппарата. Частое
срабатывание термозащиты свидетельствует о работе с перегрузкой, и при выходе из строя
аппарата влечет за собой отказ в гарантийном обслуживании.
Почернение, обугливание, оплавление внутренних деталей, прожиг электронных плат однозначно
трактуется как работа с перегрузкой. Выбирайте аппараты с запасом мощности!
3.4. Зависимость значения сварочного тока от напряжения питания.
Аппараты серии B специально разработаны для сетей с напряжением питания
220+20% В, т.е. от 165 до 260 В. При более низких (около 150-160В) значениях
может сработать защита и на дисплее появится мигающая надпись LO
При напряжении сети более 260В, так же может сработать
защита, аппарат отключится и на дисплее появится мигающая надпись HI
Нормальная работа аппарата не гарантирована.
Так же электрическая сеть питания должна обеспечивать необходимую мощность. Даже если в сети
при отсутствии нагрузки 220В, при недостаточной мощности при инициировании дуги возможно
падение напряжения питания в сети. При этом аппарат не будет выполнять свои функции в полном
объеме или даже может выйти из строя.
3.5. Провод питания
Аппараты серии В оснащены стандартной двухполюсной вилкой с заземлением для подключения в
однофазную сеть напряжением 220 Вольт, 50Гц.
3.6. Использование электрического удлинителя.
При выборе электрического удлинителя, обратите внимание на мощность, на которую он рассчитан и
соотнесите ее с потребляемой мощностью, указанной в пункте 12 настоящего руководства. 1 мм
2
сечения провода удлинителя рассчитан на 10А потребляемого тока (≈ 2,2 кВт).
Если провод удлинителя рассчитан на мощность меньшую, чем потребляет сварочный аппарат, то на
нем будет происходить дополнительное падение напряжения. При этом аппарат не будет получать
достаточную мощность и выполнять свои функции в полном объеме или даже может выйти из строя.
Так же высок риск пожара из-за сильного нагрева удлинителя.
Всегда полностью разматывайте удлинитель перед использованием.
Никогда не используйте бытовые электрические удлинители сечением 0,75 мм
2
, рассчитанные на
мощность не более чем 1,5 кВт.
3.7. Встроенные вспомогательные функции
Легкое зажигание дуги Hot Start.
На начальном этапе сварочного процесса возникают сложности при инициировании дуги из-за того,
что электрод и место соединения холодные. Сварочные аппараты Quattro Elementi на начальном
этапе в момент инициирования дуги повышают напряжение на электроде, подавая большую
мощность. Тем самым, делая процесс инициирования дуги более надежным и простым. Это
автоматическая функция. Она работает при каждом начале инициирования дуги.
Модуляция сварочного тока Arc Force.
Во время сварки пользователь направляет электрод рукой, поэтому расстояние от конца электрода
до места сваривания не всегда одинаковое. Особенно это характерно для не опытных
mcgrp.ru
Макгруп McGrp.Ru |
- Контакты
- Разделы
- Новости
- Статьи
- Истории брендов
- Вопросы и ответы
- Опросы
- Реклама на сайте
- Система рейтингов
- Рейтинг пользователей
- Стать экспертом
- Сотрудничество
- Заказать мануал
- Добавить инструкцию
- Поиск
- Вход
- Регистрация
- Главная
- Страница не найдена
 ]]]]]]]]>]]]]]]>]]]]>]]>
]]]]]]]]>]]]]]]>]]]]>]]>- Реклама на сайте
- Контакты
- © 2015 McGrp.Ru
mcgrp.ru
Описание Сварочный аппарат Quattro Elementi B 205 Инвертор Quattro Elementi B 205 выполнен в новом корпусе Soft Look, оснащен ЖК-дисплеем показывающим сварочным током с точностью до 1 ампера и различные режимы работы аппарата. Дополнен функцией аргонно-дуговой сварки и сенсорным переключением. Также инвертор Quattro Elementi B 205 оснащен улучшенной системой вентиляции и охлаждения, что обеспечивает более стабильную работу. Удобный ремень позволяет с легкостью переносить аппарат по рабочей территории. Особенности:
Комплектация:
Альтернативные названия: Сварочный аппарат Quattro Elementi B 205 купить в Красноярске, Quattro Elementi B 205 купить, Quattro Elementi B 205 Красноярск, Quattro Elementi B 205 фото, Quattro Elementi B 205 в кредит, Quattro Elementi B205, Кватро Элементи Б 205, Quattro Elementi B 205 купить Красноярск Скачать инструкцию бесплатно к товару можно, кликнув по кнопке «Инструкция» |
laukar.com
Quattro Elementi B205 Инструкция по эксплуатации онлайн [5/9]
пользователей. Электронная схема аппаратов Quattro Elementi автоматически корректирует
напряжение дуги в течение сварки, поддерживая процесс плавки электрода равномерным, что
обеспечивает отличное качество сварного шва даже у пользователя, не обладающего достаточным
опытом.
Система противодействия залипанию электрода Anti Stick
При контакте электрода со свариваемой деталью происходит короткое замыкание, которое
характеризуется резким ростом тока. Аппарат автоматически уменьшает напряжение дуги, тем
самым, уменьшая сварочный ток. Данная система существенно облегчает отрыв залипшего
электрода от детали.
При возникновении короткого замыкания, удалите электрод от детали как можно быстрее.
3.8. Работа при пониженном напряжении питания.
Начиная с серийного номера 00971, аппараты серии B могут работать в диапазоне питающего
напряжения 165-260 Вольт благодаря инновационной схеме WRV (Wide Range Voltage). Обратите
внимание, что при пониженном напряжении сварочный ток будет так же уменьшаться, но аппарат
будет функционировать. При напряжении ниже 160 В работа аппарата не гарантирована.
3.9. Подключение сварочного аппарата к генератору.
Данные модели аппаратов адаптированы для подключения к автономному источнику тока
(генератору). Для надежного функционирования сварочного аппарата и генератора мощность
генератора должна быть минимум в 1,5 раза (зависит от нагрузочной характеристики генератора)
большей потребляемой мощности сварочного аппарата.
4. Подготовка к началу работы
4.1. Перед началом работы
Установите сварочный аппарат на ровную твердую поверхность. Исследуйте провод питания,
сварочные кабели, зажим массы и держатель электрода на предмет повреждений. При обнаружении
дефектов, замените.
Перед началом сварочных работ, электроды необходимо прокалить (руководствуйтесь инструкцией к
электродам).
Рабочая зона должна быть свободна, ничто не должно мешать вам в процессе работы. Убедитесь,
что в рабочей зоне отсутствуют посторонние люди.
4.2. Подготовка свариваемых деталей
Надежно зафиксируйте свариваемые заготовки. Очистите место сварки от краски, ржавчины, масла.
Для этого воспользуйтесь кордщеткой.
В зависимости от способа соединения заготовок встык или внахлест, заготовки требуют
дополнительной подготовки, руководствуйтесь методическими указаниями по сварочному делу.
5. Принцип работы и начало эксплуатации
5.1. Установка сварочных кабелей.
Сварочные кабели оснащены кабельными разъемами, а аппарат – кабельными розетками 3 рис.1,
отмеченными знаками «+» и «-» на лицевой панели аппарата. Удостоверьтесь, что аппарат отключен
от сети. Соедините разъем кабеля с розеткой аппарата и поверните по часовой стрелке до надежной
фиксации. Удостоверьтесь, что кабельные разъемы надежно закреплены в кабельных розетках,
периодически проверяйте надежность соединения, иначе возможно искрение и прогорание контактов.
Прямая полярность: электрод подключается к разъему «-», а обратный провод к «+». В этом случае
больше нагревается свариваемое изделие.
Обратная полярность: электрод подключается к разъему «+», а обратный провод к «-». В этом случае
больше нагревается электрод. Эту полярность применяют для сварки тонколистового металла.
Скорость плавления электрода выше на 10-40%.
Тем не менее, при подключении сварочных кабелей соблюдайте полярность, руководствуясь типом
применяемых электродов, видом сварочных работ (прихват или сварка), толщиной и типом металла.
Установите электрод в электрододержатель. Закрепите зажим массы на свариваемой заготовке как
можно ближе к месту сварки, предварительно зачистив место соединения.
5.2. Включение аппарата
Включите вилку провода питания аппарата в заземленную сеть 220 Вольт 50 Гц. Включите аппарат
клавишей на задней панели. Включится вентилятор охлаждения. На цифровом дисплее в течении
нескольких секунд мигают 3 черточки. Аппарат выполняет самотестирование. Запрещено
использовать аппарат пока аппарат выполняет тестирование. После окончания самотестирования на
дисплее загорится установленное значение сварочного тока. Аппарат готов к проведению сварочных
работ. Если значение сварочного тока не отобразилось или не работает вентилятор — аппарат
неисправен. Обратитесь в уполномоченный сервисный центр.
5.3. Регулировка сварочного тока.
Сварочные аппараты оснащены рукояткой регулировки сварочного тока 5, расположенной на
передней панели (рис 2). Ток регулируется плавно. Значение сварочного тока отображается на
цифровом дисплее 1.
mcgrp.ru
Quattro Elementi B205 Инструкция по эксплуатации онлайн [2/9]
Уважаемый покупатель!
Мы благодарим Вас за выбор продукции торговой марки Quattro Elementi. Прежде, чем начать
пользоваться изделием, обязательно ознакомьтесь с данной инструкцией. Несоблюдение правил
эксплуатации и техники безопасности может привести к выходу из строя аппарата и нанесению вреда
здоровью и даже смерти пользователя.
Продукция торговой марки Quattro Elementi всесторонне проверена на заводе-изготовителе.
Приобретайте аппараты с запасом мощности и производительности. Как показала практика,
подавляющее большинство обращений в сервисный центр связано не с качеством техники, а
неправильным подключением, некачественными расходными материалами, несоответствием
напряжения в сети или неумелыми действиями пользователя.
1. Назначение, общее описание и внешний вид
Модели серии B представляют собой переносные однофазные сварочные аппараты с источником
питания инверторного типа, предназначенные для сварки на постоянном токе плавящимися
покрытыми электродами (MMA) диаметром от 1,6 мм до максимально возможного для каждой модели
и являются технически сложными изделиями бытового назначения.
Свариваемые металлы – малоуглеродистая сталь, нержавеющая сталь и другие легированные
стали, чугун.
Цифровой дисплей позволяет особо точно контролировать сварочный ток и отображает
дополнительную сервисную информацию. Встроенная функция аргонно-дуговой сварки на поднятой
дуге расширяет сферу применения сварочных аппаратов Quattro Elementi
Инновационная схемотехника и элементная база ведущих производителей мира обеспечивают
сварочным инверторам Quattro Elementi длительный эксплуатационный период и высокую
надежность. Низкий вес, высокая выходная мощность и длительный рабочий цикл стали возможными
благодаря использованию быстродействующих биполярных (IGBT) транзисторов производства
компаний Fairchild Semiconductor (США) и Infineon Technologies (Германия). Два
высокопроизводительных вентилятора и радиаторы охлаждения с высокой эффективностью
рассеивания тепла обеспечивают исключительную работоспособность при различных условиях
эксплуатации.
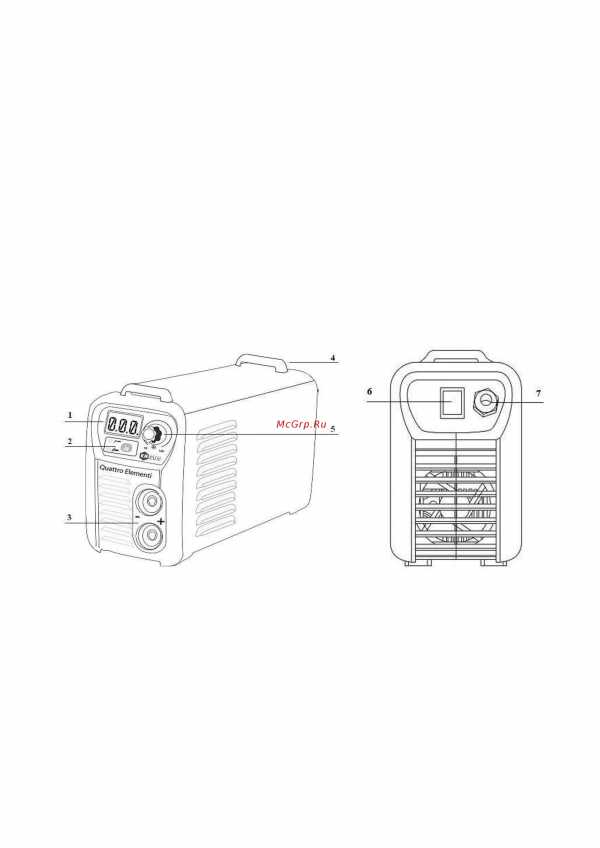
Рис.1
1. Цифровой дисплей 5. Регулятор тока
2. Кнопка переключения видов сварки 6. Выключатель питания
3. Кабельные розетки сварочных проводов. 7. Провод питания
4. Крепление для ремня
2. Правила безопасности и общие положения.
Процесс сварки представляет опасность как для пользователя аппаратом, так и для окружающих.
Производитель и продавец не несут ответственности за травматизм, вызванный неправильным
пользованием аппаратом. Во время работы руководствуйтесь следующими правилами:
2.1. К работе с аппаратом допускаются лица, имеющие удостоверение электросварщика, прошедшие
обучение, инструктаж и проверку знаний требований электробезопасности, имеющие
квалификационную группу по электробезопасности не ниже II и имеющие соответствующее
удостоверение.
2.2. Личная безопасность
— Надевайте сухую не синтетическую защитную одежду. Используйте защитные перчатки и ботинки с
защищенными носками с непромокаемой подошвой.
— Не смотрите на световое излучение, исходящее от дуги. Обязательно надевайте защитную маску со
специальным затемненным покрытием (рекомендуем маску с автоматическим затемнением).
— Во время сварки не дотрагивайтесь до электродов и других металлических поверхностей. Любой
удар током потенциально опасен для жизни.
mcgrp.ru
Quattro Elementi B205 Инструкция по эксплуатации онлайн [6/9]
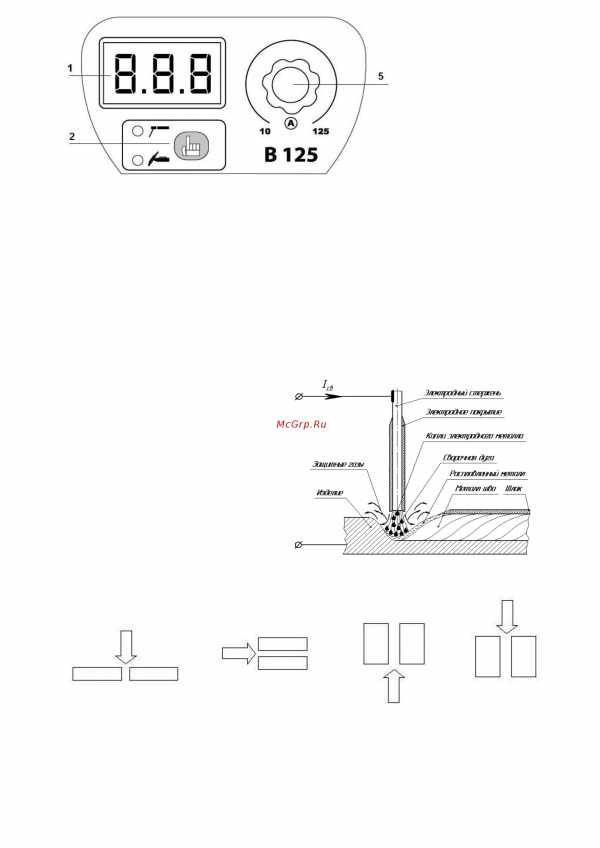
Рис.2
1. Цифровой дисплей
2. Кнопка переключения видов
сварки
5. Рукоятка регулировки
сварочного тока
При проведении сварочных работ необходимо примерно выставить сварочный ток, а затем, проведя
пробный сварочный шов, подрегулировать в сторону увеличения или уменьшения. Регулирование
тока необходимо проводить с учетом диаметра используемых электродов, толщины и типа
свариваемого металла и пространственного положения шва.
Используя электроды большего диаметра и при сварке более толстых заготовок, необходимо
увеличивать значение выходного тока. Требуемое для работы значение сварочного тока зависит так
же от марки электрода, его качества и срока годности. Обращайте на это внимание. По общим
рекомендациям для инверторов на каждый миллиметр диаметра электрода требуется 25-35А
сварочного тока. Для увеличения глубины провара, увеличивайте сварочный ток.
5.4. Проведение сварочных работ.
Для инициирования дуги проведите концом электрода по свариваемой детали и сразу отведите
электрод от поверхности на расстояние не более диаметра электрода. Не допускается частое
постукивание электродом по металлу. Поджиг дуги должен быть быстрым и уверенным. Для
прекращения процесса сварки уберите электрод от металла – дуга погаснет.
6. Рекомендации при сварке плавящимся электродом (ММА)
6.1. Теория электродной сварки
Дуговая сварка электродом с покрытием
представляет собой процесс плавления
электрода с использованием электрической
дуги в качестве источника нагрева. Этот
процесс происходит между конечной частью
электрода с покрытием и поверхностью
свариваемого металла. Тепло, выделяемое
дугой, расплавляет основной металл,
металлическую часть электрода и часть
покрытия. Остальная часть покрытия сгорает,
превращаясь в газ и создавая среду, которая
защищает сварочной шов от окисления
воздухом. Часть покрытия, попадающая в
сварочную «ванну», отделяется от металла и
попадает на поверхность, где образует шлак,
который защищает раскаленный сварочный шов от попадания воздуха.
6.2. Положения электрода во время сварки
Существует четыре основных пространственных положения:
На поверхности Фронтальное Вертикальное Вертикальное
восходящее нисходящее
6.3. Функция аргонно-дуговой сварки не плавящимся вольфрамовым элетродом (TIG)
Аппараты серии B оснащены функцией аргонно-дуговой сварки на поднятой дуге (TIG Lift). Аргонно-
дуговая сварка на постоянном токе наиболее предпочтительна, если требуется более точное и
прочное соединение изделий из легированных сталей и цветных металлов (кроме алюминия).
Внимание! Для этого вида сварки требуется повышенная квалификация пользователя.
mcgrp.ru