Обратный ток при сварке
- Главная
- |
- Азбука сварки — Справочный раздел
- |
- Общие сведения о сварке
Каждый сварочный инвертор имеет две клеммы для подключения. На одну подключают электрод или сварочную горелку, а другую замыкают на сварочном изделии. При этом на инверторах постоянного тока предусмотрены положительная и отрицательная клемма. Поэтому при сварке и наплавке постоянным током существуют понятия полярности: прямой и обратной.
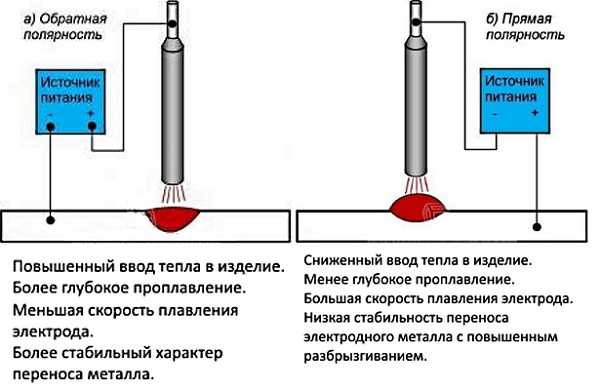
Полярность определяется тем, к какой клемме подключают электрод. Ток обратной полярности при сварке появляется при подключении изделия к «минусу», а электрода – к «плюсу». Прямая подразумевает, что электрод подключен к отрицательной клемме, а изделие – к положительной.
Прямой и обратный ток при сварке имеют ряд существенных отличий, позволяющих использовать каждый тип тока для разных условий. Тип подключения влияет на особенности сварочного тока, характеристики процесса и его итоговый результат. С помощью советов нашей статьи вы сможете разобраться в отличиях типов подключения.
Рассмотрение понятия следует начать с основ – особенностей явления постоянного тока. На кончике электрода во время сварки появляется термическое пятно. Оно отличается высокой температурой, позволяющей расплавлять основной металла и сварочные материалы и с их помощью формировать шов.
Температура пятна зависит от его вида. В зависимости от подключения различают катодное и анодное пятно. Поэтому температура зависит от клеммы, к которой подключен электрод. Температура анодного пятна может достигать 4000oC, а катодного гораздо ниже – его температура обычно не превышает 3200 oC.
При прямом подключении на конце электрода появляется катодное пятно. Заготовка при этом будет анодом, и основная температура будет фиксироваться на самом изделии.
Из-за подключения к положительной клемме обратный ток предполагает, что на электроде образуется анодное пятно. Выступающим катодом основной металл будет получать меньше тепла и будет меньше нагревается.
Помимо температуры есть и другие отличия:
- чтобы получить более глубокую сварочную ванну и более глубокий шов, используют прямое подключение, но при этом шов будет узким, а при обратном шов шире, но не такой глубокий,
- при прямой дуга горит стабильнее, а при обратном токе за ней нужно тщательно следить, чтобы избежать ее скачков и гашения, особенно на низких токах,
- расход электродов на прямом токе выше, потому что они быстрее плавятся, а за счет обратной полярности расход материалов можно снизить,
- из-за слабого нагрева обратный ток практически не способен прожечь металл, поэтому лучше подходит для работы с тонкими изделиями до 3мм, вот прямой ток нагревает сильнее и чаще применяется для более толстых деталей.


Итоговую схему подключения выбирают по роду металла, его толщине, а также по виду сварочных материалов. Например, многие высоколегированные стали и чувствительные металлы лучше варить обратным током, чтобы снизить вероятность перегрева. Электроды для переменного тока нельзя применять для прямой полярности. Для обратного не подойдут чувствительные к перегреву электроды. Независимо от подключения в каждом случае нужно соблюдать и другие рекомендации по сварочному процессу, особенно в вопросах предварительного нагрева или остывания заготовок.
Ответ на этот вопрос очень прост: нет. Суть переменного тока заключается в автоматическом изменении полярности с заданной частотой без переключения. Сварщик никаким образом не может влиять на это и не может самостоятельно менять полярность тока по желанию в принципе. Поэтому переменный ток обратной полярности при сварке не существует.
Зачем менять Полярность при сварке Электродами
Чтобы ответить на вопрос зачем менять полярность при сварке электродами, для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный, или переменный ток.
При работе на переменном токе не имеет значения куда подключать
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Прямая полярность используется при сварке цветных металлов (медь, латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия, так как сначала надо одолеть оксидную пленку.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обратная полярность используется при сварке высоколегированых сталей, тонколистовых металлов, нержавейки, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того, какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Сварка труб
Электроды для сварки котлов
Сварочные электроды лэз-99
Электроды для сварки мартеновской стали
Что такое полярность при сварке?
Технически сварка является ручным трудом, но сварщикам по-прежнему необходимо обладать достаточным объемом технических знаний, чтобы выполнять свою работу должным образом.
Одна из вещей, которую вы часто слышите, если посещаете курсы сварки или просто идете в магазин, это «сварочный ток». ток машины.
Что такое полярность при сварке?
Электрическая цепь, образующаяся при включении сварочного аппарата, имеет отрицательный и положительный полюс. Это свойство называется полярностью.
Это свойство называется полярностью.
Полярность чрезвычайно важна при сварке, поскольку правильный выбор полярности влияет на прочность и качество сварного шва. Неправильная полярность может привести к большому количеству брызг, плохому проплавлению и потере контроля над сварочной дугой.
Что такое переменный и постоянный ток?
AC означает переменный ток, а DC означает постоянный ток. В переменном токе направление потока меняется, в то время как в постоянном есть только одно направление. Таким образом, сварочные аппараты и электроды с маркировкой DC имеют постоянную полярность, а маркировка AC означает, что полярность меняется.
Чем отличаются переменный и постоянный токи при сварке?
Когда дело доходит до дуговой сварки металлическим электродом, широко используется постоянный ток, поскольку он имеет много преимуществ. Сварка на постоянном токе дает более ровную и стабильную дугу, и вам легче зажигать дугу.
Это приводит к меньшему количеству простоев и меньшему количеству брызг, а также уменьшает количество осложнений при вертикальной сварке вверх и потолочной сварке.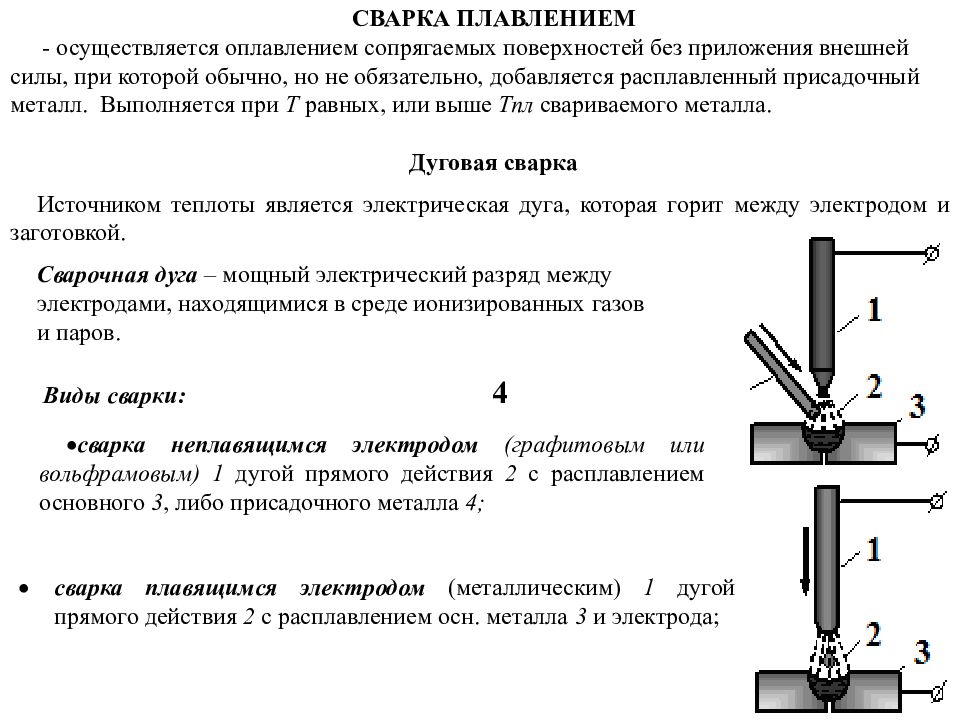
Однако, хотя постоянный ток имеет свои преимущества, переменный ток может быть предпочтительным выбором для других случаев, например, для обучения сварке, поскольку он часто используется с недорогим оборудованием начального уровня. Переменный ток также предпочтителен для использования в судостроительной сварке или в любых условиях, когда дуга может дуть из стороны в сторону.
Три типа полярности
При сварке используются три различных типа полярности.
Постоянный ток прямой полярности
Это происходит, когда электрод выполнен отрицательным, а пластины положительными. В результате электроны перетекают от кончика электрода к опорным пластинам.
Постоянный ток обратной полярности
Это происходит, когда электрод сделан положительным, а пластины отрицательными. Затем электроны текут в обратном направлении от базовых пластин к электроду.
Полярность переменного тока
Если источник питания обеспечивает переменный ток, то и прямая, и обратная полярность будут появляться одна за другой в каждом цикле. В течение половины цикла электрод будет отрицательным, и, следовательно, базовые пластины положительны. В другой половине базовые пластины будут отрицательными, а электроды положительными. Количество циклов, происходящих в течение секунды, зависит от частоты питания.
В течение половины цикла электрод будет отрицательным, и, следовательно, базовые пластины положительны. В другой половине базовые пластины будут отрицательными, а электроды положительными. Количество циклов, происходящих в течение секунды, зависит от частоты питания.
Электрод постоянного тока Положительная полярность (DCEP) при дуговой сварке
При использовании источника питания постоянного тока (DC), если электрод подключен к положительной клемме, а базовые пластины к отрицательной клемме, это называется электродом постоянного тока положительной или обратной полярности.
Электроны высвобождаются из базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток электронов в маленьком проходе создает дугу.
Электроны, испускаемые базовыми пластинами, ускоряются из-за разности потенциалов и ударяются об электрод с очень высокой скоростью. Это приводит к преобразованию кинетической энергии электронов в тепловую энергию, что приводит к выделению тепла на конце электрода.
Общепринято, что около двух третей всего тепла дуги выделяется на электроде, а остальная часть выделяется на опорной плите. Это приводит к быстрому расплавлению электрода и увеличению скорости наплавки расходуемых электродов.
С другой стороны, базовая пластина не сплавляется должным образом из-за отсутствия достаточного тепла, что может привести к таким дефектам, как отсутствие провара или сильное армирование.
Однако поток электронов, исходящий от базовой пластины, удаляет масло, покрывая оксидные слои или частицы пыли, присутствующие на поверхности базовой пластины. Это называется действием по очистке от оксидов.
Плюсы DCEP
DCEP лучше очищает дугу, что снижает вероятность дефектов включения. Большой объем осаждения означает, что сварка выполняется быстрее.
Уменьшает деформацию, остаточное напряжение и полную резку, что повышает производительность при сварке тонких листов. Он также подходит для соединения металлов с низкой температурой плавления, таких как медь.
Недостатки DCEP
DCEP имеет более короткий срок службы неплавящихся электродов. Существует высокий уровень подкрепления, если скорость не отрегулирована должным образом.
При недостаточном плавлении и низком проплавлении вы не сможете правильно сплавить толстые листы или металлы с высокой температурой плавления.
Электрод постоянного тока с отрицательной полярностью (DCEN)
В отличие от DCEP, когда электрод подключен к отрицательной клемме, а опорные пластины к положительной, это называется электродом постоянного тока с отрицательной или прямой полярностью. Электроны текут от электрода к опорным пластинам.
Это приводит к выделению большего количества тепла на опорной пластине, чем на электроде – опять же, противоположно DCEP – и это означает, что скорость осаждения металла на электроде снижается.
Это также означает, что устраняются дефекты, вызванные недостаточным сплавлением. Однако DCEN не обладает очищающим действием, поэтому дефекты включения могут появиться, если вы не очистите опорные пластины должным образом перед сваркой.
Плюсы DCEN
DCEN означает, что возможно достаточное плавление основных металлов и, следовательно, надлежащее проникновение. Вероятность включения вольфрама и низкого армирования также уменьшается. DCEN — лучший выбор для металлов с высокой температурой плавления, таких как нержавеющая сталь. Толстые пластины также можно правильно соединить.
Недостатки DCEN
В DCEN нет действия по очистке дуги, поэтому вероятность дефектов включения возрастает. Существует также высокий уровень деформации и высокое остаточное напряжение.
Имеется более широкая зона термического влияния, что обусловливает низкую продуктивность из-за низкой скорости осаждения. Не подходит для сварки тонких листов.
Полярность переменного тока
Полярность переменного тока дает преимущества как DCEP, так и DCEN, поскольку оба они происходят в цикле, но только до некоторой степени.
Полярность переменного тока обеспечивает умеренную очистку дуги и совместима с большинством типов электродов, но не со всеми. Он обеспечивает лучшее плавление и проникновение металла и подходит для широкого диапазона толщин листа.
Он обеспечивает лучшее плавление и проникновение металла и подходит для широкого диапазона толщин листа.
Как полярность влияет на качество дуговой сварки?
Полярность является одним из решающих факторов, влияющих на качество сварных соединений. Перед началом сварки необходимо выбрать правильную полярность в зависимости от требований, присадок, типа электрода и основного материала.
Параметры, на которые обычно влияет полярность сварки:
- Нанесение наполнителя. При использовании расходуемых электродов полярность DCEP увеличивает скорость осаждения.
- Проплавление сварного шва. Полярность DCEN увеличивает провар.
- Очистка опорной плиты. DCEP упрощает очистку базовых пластин и снижает риск дефектов включения.
- Усиление. DCEP вызывает глобулярный режим переноса металла и увеличивает ширину сварного шва.
- Зона термического влияния (ЗТВ). Полярность DCEN приводит к быстрому нагреву базовых пластин, и если скорость не регулируется, ЗТВ становится шире.
- Внешний вид сварного шва. Это зависит от многих других факторов, но в основном происходит от функции переменного тока.
 Полярность DCEN приводит к быстрому нагреву базовых пластин, и если скорость не регулируется, ЗТВ становится шире.
Полярность DCEN приводит к быстрому нагреву базовых пластин, и если скорость не регулируется, ЗТВ становится шире.Как правильно выбрать полярность?
Выбор полярности сварки требует тщательного учета большого количества факторов. Некоторые из основных:
- Алюминий или магний в качестве основного металла лучше подходят для DCEP, поскольку они могут разрушить оксидный слой, присутствующий на поверхности пластины. Температура плавления обоих довольно низкая, поэтому вам не требуется сильное тепловыделение вблизи опорной плиты.
- Для титана или нержавеющей стали лучше использовать переменный ток, так как он может дать вам все преимущества. Однако DCEN может увеличить HAZ.
- Если рабочий материал имеет плохую эмиссию электронов или требует высокого напряжения, DCEP может привести к нестабильной дуге.
- Если опорная плита слишком толстая, предпочтительнее использовать DCEN, при этом требуется подготовка кромок. Точно так же для тонких пластин лучше использовать DCEP.
- При сварке TIG DCEP может привести к образованию шариков на конце электрода, что может привести к сокращению срока службы электрода и дефекту включения вольфрама.

Вопросы по теме
В чем разница между прямой и обратной полярностью?При прямой полярности электрод отрицательный, а базовые пластины положительные. При обратной полярности электроды положительные, а опорные пластины отрицательные. Прямая полярность обеспечивает высокое проникновение, тогда как обратная полярность обеспечивает более высокую скорость осаждения.
Что лучше: обратная или прямая полярность?Поскольку к разным материалам предъявляются разные требования, любой из этих двух типов полярности может подходить для разных материалов.
Что произойдет, если сварить с неправильной полярностью? Использование неправильной полярности может привести к разбрызгиванию, плохому проплавлению и потере контроля над дугой.
DCEN и DCEP в сварке, значение, различия, применение
2 комментария / Технология сварки / Автор администратор
DCEN и DCEP при сварке — две важные полярности тока. Оба играют решающую роль во всех видах сварочных работ. Полярность означает направление тока, протекающего по цепи. В цепи DCEN ток движется от электрода к заготовке. А в схеме DCEP ток идет от заготовки к электроду. Как правило, дуговая сварка широко используется в сварочной промышленности. Это тип процесса сварки плавлением, в котором используется электрическая дуга для подачи необходимого тепла для соединения основных металлов и присадочных металлов. В этом процессе проводящая базовая пластина подключается к одному выводу источника питания, а электрод — к другому выводу. Итак, взгляните на различные аспекты DCEN и DCEP в сварке.
Основные моменты публикации:
- Что означает DCEN?
- Что означает DCEP?
- Сходства DCEP и DCEN
- Отличия DCEN и DCEP
- Почему в основном GMAW использует DCEP?
- Применение полярности DCEP в SMAW
- Влияние полярности на дуговую сварку под флюсом
- Меры безопасности для сварочных токов DCEN
Что означает DCEN?
DCEN означает Отрицательный электрод постоянного тока . Это с прямой полярностью , также называемая с прямой полярностью постоянного тока (DCSP). Это происходит, когда электрод подключен к отрицательной клемме питания. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания. И только полярность определяет поток электронов между электродом и основным металлом. При дуговой сварке источник питания обеспечивает как постоянный, так и переменный ток, но это зависит от выполненного соединения. А питание постоянного тока может обеспечивать как прямую, так и обратную полярность.
Это с прямой полярностью , также называемая с прямой полярностью постоянного тока (DCSP). Это происходит, когда электрод подключен к отрицательной клемме питания. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания. И только полярность определяет поток электронов между электродом и основным металлом. При дуговой сварке источник питания обеспечивает как постоянный, так и переменный ток, но это зависит от выполненного соединения. А питание постоянного тока может обеспечивать как прямую, так и обратную полярность.
Что означает DCEP?
DCEP означает Положительный электрод постоянного тока или Обратная полярность постоянного тока . В этом процессе электрод подключается к положительной клемме источника питания, а основной металл к отрицательной клемме.
Сходства между DCEP и DCEN
Сходства между DCEP и DCEN заключаются в следующем.
- Обе полярности являются основным источником тепла при дуговой сварке, т. е. электрической дуге.
- Сварочные аппараты могут применять обе полярности DCEP и DCEN для соединения двух или более компонентов вместе. Однако результат может немного отличаться.
- В случае питания переменным током
Отличия DCEN и DCEP
Несмотря на сходство, различия и особенности обеих полярностей DCEN и DCEP заключаются в следующем.
| DCEN (DCSP) | DCEP (DCRP) |
| Также называется прямой полярностью постоянного тока | Также постоянный ток обратной полярности |
Электрод соединяется с отрицательной клеммой источника питания, а основные металлы — с положительной клеммой. | Неблагородные металлы соединяются с отрицательной клеммой источника питания, а электрод — с положительной клеммой | .
| 2/3 всего тепла дуги выделяется вблизи опорной пластины, а остальная часть — на конце электрода | 2/3 всего тепла дуги выделяется на кончике электрода, а остальная часть — вблизи опорной пластины |
| Электроны высвобождаются из кончика электрода и ударяются о поверхность основного металла | Электроны отрываются от поверхности основного металла и ударяются о кончик электрода |
| Скорость осаждения присадочного металла довольно низкая по сравнению с расходуемыми электродами | Скорость осаждения присадочного металла высока из-за того, что большая часть тепла дуги выделяется на наконечнике |
| Прямая полярность легко обеспечивает надлежащее плавление основного металла | Возможно неполное сплавление из-за меньшего выделения тепла вблизи основного металла |
| Риск дефектов включения высок, если поверхности опорной плиты не очищены | Редкие шансы дефектов включения из-за хорошего действия дуговой очистки |
| Плохая очистка дугой от оксидов | Дуга обеспечивает хорошую очистку от окислов |
| Вероятность высокого искажения и более широкого ЗТВ | Вероятность деформации и ЗТВ меньше |
| Подходит для металлов с высокой температурой плавления, таких как титан и нержавеющая сталь | Подходит для металлов с низкой температурой плавления, таких как алюминий и медь |
| Обычно не подходит для сварки тонких листов | С помощью DCRP можно сваривать тонкие листы. |
Почему в основном GMAW использует DCEP?
Полярность DCEP широко используется в газовой дуговой сварке. Основная причина заключается в том, что он обеспечивает низкое разбрызгивание, стабильную дугу, хороший сварной шов, плавный перенос металла и глубокое проплавление сварочных токов. Для получения хороших результатов на оцинкованных листах сварщики могут использовать некоторые специальные проволоки с химическим составом в полярности DCEP, что обеспечивает отличные характеристики.
Применение полярности DCEP в SMAW
DCEP или AC используется в большинстве покрытых электродов. В SMAW флюсы с покрытием для покрытых электродов делают процесс сварки наиболее универсальным с точки зрения полярности. Некоторые электроды хорошо работают с DCEP или AC и DCEN.
Покрытые электроды :
- E6013 (RB-26)
- Э6019 (Б-17)
- E7024 (ЗЕРОД-43Ф)
С другой стороны, электроды с высоким содержанием целлюлозы при сварке труб используются с полярностью DCEN.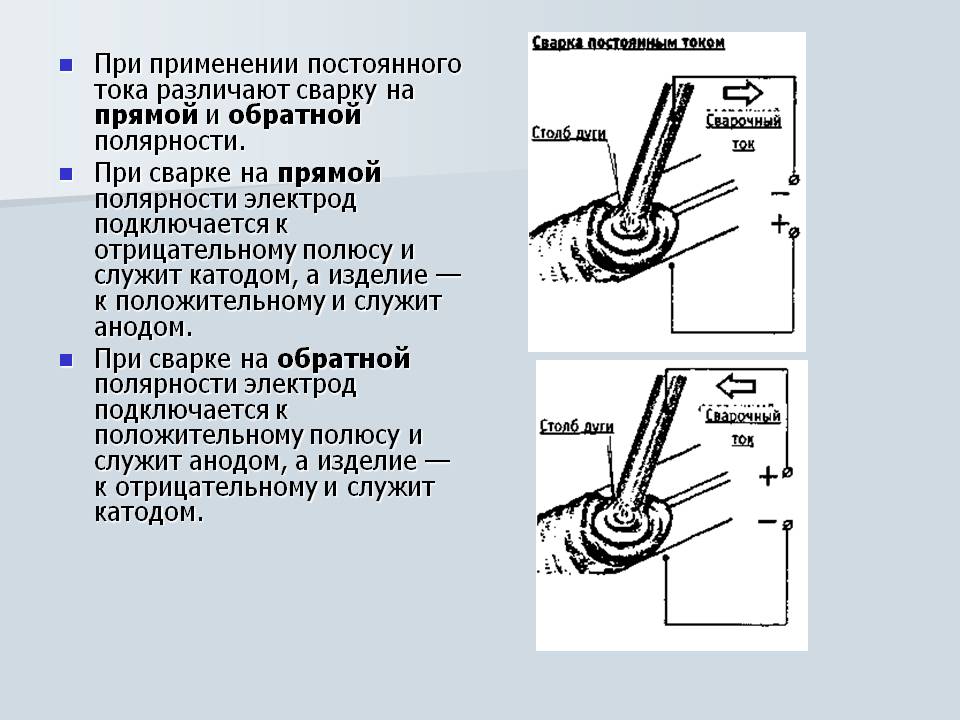 Они следующие:
Они следующие:
- E6010 (KOBE-6010)
- Э7010-П1 (КОБЕ-7010С)
- Э8010-П1 (КОБЕ-8010С)
Низкоуглеродистые хромомолибденовые электроды используются только с DCEP-
- E7015-B2L (CMB-95)
- Э8015-Б3Л (СМВ-105)
Влияние полярности на дуговую сварку под флюсом
Полярность напрямую влияет на качество изготовления сварных швов. Сварщики должны сначала решить, какой ток им нужен, прежде чем зажигать электрод. В процессе SAW комбинация проволоки и флюса определяет выбор используемой полярности. В процессе сварки с использованием DCEP расход флюса выше, чем при использовании переменного тока, в зависимости от типа флюса. Полярность DCEN, DCEP и переменного тока может повлиять на механические свойства сварки. Поэтому сочетание флюса и проволоки имеет решающее значение. Сварщики должны использовать полярность там, где требуется высокое качество металла.
Меры безопасности для сварочных токов DCEN
Сварочный аппарат является очень мощным электрическим оборудованием. Незначительное невежество и ошибка могут стоить жизни. Поэтому все, кто имеет дело со сварочными аппаратами, должны соблюдать необходимые меры предосторожности. Следующие советы по безопасности предназначены для сварщиков при работе со сварочной системой DCEN.
1. Носите средства индивидуальной защиты , такие как перчатки, каски и одежду. Они ограничат попадание возможных вредных лучей на кожу и глаза. Утепленные перчатки спасут руки от поражения электрическим током.
2. Держите рабочую зону сухой и организованной во избежание любого риска поражения электрическим током. В рабочих зонах не должно быть беспорядка. Держите при себе только необходимое и нужное снаряжение.
3. Проверьте отрицательную и положительную клеммы и убедитесь, что резак подключен к отрицательной клемме, а заготовка к положительной клемме.