Что такое обратная полярность при сварке
Что такое обратная полярность при сварке
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода — электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом — держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Применение разного подключения
Разница подключения значений источника питания существенно влияет на результат работы. По сути, полярность — это движение электронов от отрицательного заряда к положительному. Следует учитывать, что «плюсовой» источник электротока всегда имеет наибольшую температуру нагрева (это явление широко используется в электросварке).
Для соединения тугоплавких материалов либо металла значительной толщины целесообразнее подключить деталь в качества анода. Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Для работы с тонкими листами либо с легкоплавким материалом идеальным выбором будет обратная полярность электросварки — наибольшая площадь плавки, а также высокая температура электрода позволят избежать прожога заготовки и создать эстетичный сварной шов.
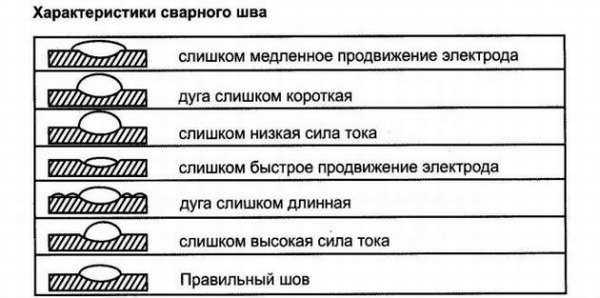
Готовясь к сварочным работам, необходимо уделять внимание типу электротока, его силе, материалу электродов, скорости перемещения держателя при обработке заготовки.
Электроток бывает:
Инверторный сварочный аппарат при подключении к сети преобразует переменный электрический ток в постоянный, который считается наиболее подходящим. Сварочный шов при использовании постоянного электротока получается более аккуратным, без разбрызгивания расплавленного металла. Разница в подключении «плюса» и «минуса» с использованием переменного тока практически отсутствует. Переменный электроток в электросварке имеет один из плюсов — дешевизну. За счет увеличения силы тока увеличивается температура пятна сварки и ее глубина. Такие параметры можно регулировать скоростью перемещения держателя: чем выше скорость — тем меньше температура, глубина электросварки. Необходимо обращать внимание на рекомендации завода-изготовителя электродов: применение может отличаться в зависимости от выбранного подключения анода и катода. Неправильно выбранный расходный материал может существенно ухудшить качество шва в результате несоблюдения инструкции по его использованию. Для возбуждения электрической дуги при сварке с обратной полярностью требуется больше времени.
Общие рекомендации
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки: силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Правильный выбор прямой или обратной полярности сварки позволит выполнить работу качественно и без лишних материальных затрат.
Общие рекомендации
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки: силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Правильный выбор прямой или обратной полярности сварки позволит выполнить работу качественно и без лишних материальных затрат.
Сергей Одинцов
electrod.biz
Обратная полярность при сварке
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
www.samsvar.ru
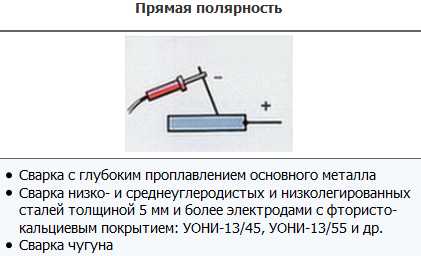
Прямая полярность сварка
Сварка прямой полярностью
Балки – материал, который применяется при возведении разных конструкций. Изготовление балок осуществляется на заводах с соблюдением определенной технологии, в зависимости от типа балок. Наиболее распространенны составные балки, изготовленные путем сваривания. О сварке стыков балки мы и поговорим.
Особенности теплоустойчивых сталей обуславливаются их составом, показателями работоспособности и свойствами. Отметим, что все это влияет на режимы, способы сварки, используемые материалы и проведение термической обработки как деталей, так и готового сварного шва. Об особенностях сварки теплоустойчивых сталей далее и пойдет речь.
Сварка трубопровода высокого давления – задача, требующая от сварщика особенно тщательного подхода. От качества выполнения сварки зависит качество всего трубопровода и его устойчивость к воздействию внутренней и внешней среды. Именно поэтому необходимо тщательно соблюдать все требования, предъявляемые как к самой сварке, так и к последующей обработке сварного соединения.
stalevarim.ru
Что дает смена полярности при сварке электродами

Чтобы ответить на вопрос зачем менять полярность при сварке электродами, для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный, или переменный ток.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение. Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Прямая полярность используется при сварке цветных металлов (медь, латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обратная полярность используется при сварке высоколегированых сталей, тонколистовых металлов, нержавейки, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того, какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Электроды УониСварка труб
elektrod-3g.ru
Полярность сварочного тока — прямая и обратная
Полярность сварочного тока — один из важных параметров, влияющих на качество сварного шва. Ведь от него зависит направление движения тока, то есть электронов в металле, что влияет на процесс выполнения шва, горение дуги, формирование сварочной ванны и в результате — на качество сварного соединения.
По поводу физического смысла, а также терминов «прямая» и «обратная» я написал отдельную статью ранее. А сейчас я расскажу основные принципы использования прямой и обратной полярностей сварочного тока. И главное, что нужно знать: там, где «+», там греется больше. Соответственно, при сварке на токе при обратной полярности, когда «+» на электроде, он греется больше, чем в случае с прямой. А деталь, наоборот, больше греется при сварке на токе прямой полярности.

Тонкости и особенности
С деталью ситуация несколько более хитрая. Когда «+» на детали, получается шире пятно проплавления, но глубина при этом не больше, а то и меньше, чем когда на детали «-«. С «минусом» на детали пятно сварочной ванны меньше, но его глубина может быть не меньше, а то и больше, чем при сварке на токе прямой полярности. Благодаря этому, когда на детали «минус», получается лучше контролировать перемещение сварочной ванны.
Как это использовать на практике? Вариантов много. Обычно, по умолчанию используется прямая полярность сварочного тока — особенно, когда нужно сильно прогревать и проваривать детали. Обратная полярность используется в тех случаях, когда нужно точнее контролировать перемещение сварочной ванны. Например, это некоторые виды вертикальных швов, особенно сверху вниз. Также сварка на токе обратной полярности может помочь при выполнении потолочных швов и сварке тонкого металла — ведь в этом случае деталь прогревается меньше, а это позволит минимизировать стекание металла при выполнении вертикальных и потолочных швов и сквозное проплавление металла при сварке тонкого листа.
Полярность сварочного тока зависит также от электродов
Ещё один важный момент — это сварочные электроды. Не все электроды позволяют использовать сварочный ток любой полярности. Например, электродами с основным видом покрытия сварку следует вести только с «минусом» на свариваемом металле. К таким электродам относятся, например, электроды УОНИ-13/55. В любом случае, всегда проверяйте соответствие фактически установленной полярности сварочного тока допустимой для конкретных используемых электродов.
Резюме
Итак, важно понимать, что выбор направления сварочного тока зависит от пространственного положения сварного шва, выбранных электродов, толщины металла и личных навыков сварщика. Если все эти условия будут соблюдены, то и швы будут получаться качественными, надёжными и эстетичными.
И главное — экспериментируйте! Я говорю это очень часто, потому что на самом деле, только эксперимент даст вам самые точные и правильные ответы на ваши вопросы!
Возможно, я раскрыл эту тему несколько сумбурно, поэтому, если у вас остались какие-то вопросы, пишите их в комментариях. А также обязательно расскажите о своём опыте использования прямой и обратной полярностей!
Ещё по теме:
Какие электроды лучше для инвертора
Особенности сварки тонкого металла
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
www.elektrosvarka-blog.ru
Полярность при сварке предоставляет все возможности качества
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, т
www.samsvar.ru
Прямая и обратная полярность в ВДП
Сварка при постоянном токе может производиться как прямой, так и обратной полярностью (при прямой полярности минус на электроде, плюс на изделии). [c.216]Что называется электрической сварочной дугой 2. Что такое прямая II обратная полярность 3. Какова цель термообработки 4. Какие марки электродов применяют для сварки конструкций нз малоуглеродистых сталей 5. Какие виды сварных соединений Вы знаете 6. Каковы основные характеристики сварочных трансформаторов 7. Что должен иметь сварщик на рабочем месте 8. Какие требования предъявляются к подготовке элементов под сварку 9. Какие условия необходимо соблюдать при наложении слоев шва 10. В чем заключается сущность автоматической сварки под слоем флюса И. Какие преимущества автоматической сварки перед ручной 12. Какие дефекты в сварных швах являются наиболее опасными и почему 13. Какими мерами предупреждается появление дефектов в сварных швах 14. Из каких элементов должен состоять пост газовой сварки 1о. В чем состоит сущность газовой резки 16. В какой последовательности выполняется зажигание и тушение пламени резака 17. Какой вид контроля сварных соединений является наиболее эффективным и почему [c.151]
Длительность периода обратной полярности, с.. 30 1 Длительность периода прямой полярности повторяющихся циклов, мин……………………15 5 [c.252]
При горении дуги прямой полярности имеет место интенсивная термоэлектронная эмиссия с вольфрамового катода. При обратной полярности интенсивность эмиссии значительно уменьшается из-за снижения температуры катода. Поэтому при обратной полярности напряжение на дуге выше, чем при прямой, а следовательно, выше и тепловая мощность дуги. [c.294]
Плавка с электродом — катодом называется плавкой на прямой полярности, а с электродом — анодом плавкой на обратной полярности. [c.189]
Наилучшие результаты по качеству дает сварка на постоянном токе обратной полярности улучшается формирование шва, уменьшается разбрызгивание металла и повышается устойчивость горения дуги однако производительность при этом снижается из-за уменьшения коэффициента наплавки (на 35—45% в сравнении с прямой полярностью). [c.293]
Дуговая сварка в среде защитных газов может проводиться как ручным, так и механизированным способами. Ручная сварка должна проводиться неплавящимся (вольфрамовым) электродом в среде аргона на постоянном токе прямой полярности. Полуавтоматическая и автоматическая сварка должна проводиться плавящимся электродом в среде углекислого газа на постоянном токе обратной полярности, Ручную сварку неплавящимся электродом в среде аргона следует выполнять присадочной проволокой диаметром 1,6—2 мм. В труднодоступных местах первый (корневой) слой стыков труб допускается выполнять без применения присадочной проволоки при условии, если зазор и смещение кромок не превыщает 0,5 мм, а притупление кромок не превышает 1 мм. Механизированную сварку в среде углекислого газа следует осуществлять проволокой диаметром 1 —1,2 мм. [c.119]
Ручную электродуговую сварку производят постоянным и переменным током по условиям стандарта (ГОСТ 5264—80 11534— 75). При восстановлении толстостенных деталей сварке постоянным током следует отдать предпочтение. В этом случае положительный полюс соединяют с деталью, а отрицательный — с элект-)одом (прямая полярность), чтобы обеспечить прогрев шва. Три сварке тонких деталей применяют обратную полярность. Для сварки постоянным током используют генераторы от электродвигателя или однопостовые сварочные агрегаты с двигателями внутреннего сгорания (ГОСТ 2402—82). Для сварки переменным током применяют сварочные агрегаты с однофазным однопостовым трансформатором (ГОСТ 95—77) и регулятором (дросселем). [c.90]
Если дуга горит между электродом и расплавляемым металлом, то при отрицательном полюсе на электроде дугу принято называть дугой прямой полярности при обратной полярности дуги электрод является анодом. [c.242]
Сварка выполняется на постоянном или переменном токе. В первом случае сварка ведется на прямой или обратной полярности. При сварке на прямой полярности сварочный кабель со знаком минус (—) подключается к электроду, а со знаком плюс (-Ь)—к свариваемой детали. При обратной полярности наоборот— к электроду присоединяется кабель со знаком плюс (-Ь), а к детали — со знаком минус (—). На аноде (знак +) выделяется тепла больше, чем на катоде (знак —). Постоянный ток прямой полярности применяется при сварке изделий из цветных металлов и чугуна угольными электродами, а обратной полярности— при сварке деталей из легированных сталей специальными электродами или тонколистовых изделий из обычных сталей. [c.134]
Повышенное напряжение дуги при обратной полярности при одинаковом токе равносильно тому, что условное сопротивление дуги при обратной полярности больше, ч( м при прямой. Так как при переменном токе полярность меняется каждую половину периода, изменение условного сопротивления дуги в каждый полупериод приводит к различным значениям тока, т. е. к неуравновешенной кривой тока и к появлению составляющей постоянного тока (частичное выпрямление тока). [c.294]
Для плавки с расходуемым электродом можно применять как постоянный, так и переменный ток, однако на практике обычно применяют постоянный ток прямой полярности (электрод отрицательный). При работе на постоянном токе более стабильна температура катода. При обратной полярности больше вероятность переброса дуги на стенку кристаллизатора. Для выпрямления тока используют мотор-генераторы или мощные выпрямители (селеновые, германиевые, кремниевые). [c.327]
Сварку производить только постоянным током при обратной полярности (плюс на электроде, рис. 39). При сварке нержавеющей стали с углеродистой, а также при наплавке нержавеющей стали на обычную сталь допускается применение прямой полярности (минус на электроде). Переменный ТОК непригоден, так как при его применении получаются пористые швы. [c.169]
Сварка алюминия и его сплавов. Сварку и наплавку деталей из алюминия и его сплавов (для холодильных аппаратов, трубопроводов и машин) выполняют электродуговым способом в среде защитных газов — аргона или гелия. Наибольшее распространение получила аргоно-дуговая сварка неплавящимся вольфрамовым электродом (температура плавления вольфрама 3377° С) током обратной полярности (ток прямой полярности разрушает электрод). Аргон тяжелее воздуха, струя его хорошо защищает дугу и зону сварки от вредного воздействия азота и кислорода атмосферы. Дуга в аргоне стабильна как при сварке постоянным, так и переменным током. [c.245]
Так как большая часть тепловой энергии выделяется на положительном полюсе, сварка постоянным током с прямой полярностью характеризуется глубоким проплавлением и узким швом (рис. 2-21,а) и удобна при сварке массивных деталей. Сварка с обратной полярностью дает неглубокое проплавле-иие и широкий шов (рис. 2-21,6), [c.43]
Если при сварке,переменным током на электродах выделяется примерно одинаковой количество теплоты, то при сварке постоянным током на положительном электроде выделяется большее количество теплоты, чем на отрицательном электроде. Поэтому, Ъроцесс сварки можно регулировать, применяя ток прямой или обратной полярности. При свайке массивных деталей их соединяют с положительным полюсом . (ток прямой полярности), что пмводит к лучшему прогреву детали в процессе сварки, увеличению г11убины плавления металла. При сварке тонколистовых деталей их соединяют с отрицательным полюсом (ток обратной полярност , что позволяет избежать перегрева и прожога листа. [c.82]
&en
www.chem21.info
Прямая и обратная полярность при сварке. Статьи компании «»МастерСварка»»
Прямая и обратная полярность при сварке.
Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает постоянный сварочный ток. Для аппаратов, использующих в качестве сварочного материала проволоку (сварочных полуавтоматов) это является обязательным условием. Для аппаратов же, использующих для работы электроды это уже является опцией, позволяющей использовать практически любые марки электродов для проведения сварочных работ.
При работе полуавтоматом необходимо обязательно соблюдать полярность подключения. Так, сварка обычной обмедненной проволокой в среде защитного газа производится током прямой полярности. То есть на изделие подается плюс, а на держак минус (прямая полярность при сварке). При таком подключении ток протекает от проволоки на изделие, в связи с чем нагрев изделия получается выше, нежели сварочной проволоки. И это закономерно. Свариваемые части имеют значительно большую площадь, соответственно, требуют большего нагрева для образования сварочной ванны. Проволока же, имеющая меньшую площадь достаточно легко плавится и в место сварки попадает уже в виде расплавленной капли. Протекающий ток, а он протекает именно от минуса к плюсу, захватывает расплавившийся материал, опять же способствуя формированию качественной сварочной ванны.
При работе полуавтоматом без защитной среды газа, используется специальная порошковая (флюсовая) проволока. В этом случае обязательно меняется полярность подключения держака и «массы». То есть на массе «минус», а на держаке плюс (обратная полярность при сварке). Обусловлено это тем, что температура плавления флюса примерно одинакова с температурой плавления металла, однако для получения качественного шва необходимо чтобы флюс сгорел и образовал небольшое газообразное облако в среде которого и будет происходить сварочный процесс. Как уже отмечалось выше, ток течет от минуса к плюсу, поэтому и падение расплавленной капли металла будет несколько более низким, что обеспечит меньший прогрев свариваемого металла, поскольку охлаждение последнего не осуществляется средой защитного газа и формирование сварочной ванны будет примерно таким же, как и при сварке в среде газа.
Сварка цветных металлов, в частности алюминия, производится, как правило, специальным вольфрамовым электродом. В этом случае обычно используют прямую полярность при сварке — минус на электроде. Такой тип подключения позволяет получить большую температуру в зоне нагрева, что особенно критично для того же алюминия, поскольку первоначально необходимо «пробить» оксидную пленку, тем более, что температура плавления у последней гораздо выше, нежели самого металла.
Прямая полярность помимо всего прочего позволяет получить более концентрированную и узкую электрическую дугу, более глубокое проплавление металла, а, соответственно, более качественный шов и, что немаловажно, использовать меньший диаметр дорогостоящего вольфрамового электрода, а также снизить расход не менее дешевого газа.
При подключении вольфрамового электрода в обратной полярности при сварке — с плюсом на держаке — шов получается менее глубоким. Такой способ хорош при сваривании тонких пластин — в этом случае отсутствует опасность прожечь свариваемый материал. Однако ещё одним минусом является эффект «магнитного дутья». В этом случае образующаяся дуга получается блуждающей и шов получается менее красивым и герметичным.
mastersvarka.com
Прямая и обратная полярность при сварке — какую выбрать
Сварка металла – процесс, который на первый взгляд может показаться довольно простым. Многие умельцы варят для домашних нужд, но увидеть качественный, красивый шов можно не так уж часто. Более того, в частной практике никто не проверяет крепость соединения на соответствие стандартам. Вопрос встает ребром, когда возникают определенные трудности, например, прожог листа, расхождение шва. Вот тут и нужно знать тонкости процесса – прямую и обратную полярность.
Что означает полярность при сварочных работах

Рассматривая вопрос полярности, понятно, что сварка в этом случае осуществляется током постоянного напряжения. Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
А разница все-таки есть, и здесь сокрыт недвусмысленный физический закон движения заряженных частиц – электронов. Электроны, обладая отрицательным зарядом, всегда движутся от минуса к плюсу в любой схеме, включая инвертор. При сварке можно подключить электрод как к плюсовой клемме, так и к минусовой – все будет работать. Но электроны в том и другом случае будут двигаться в разных направлениях по цепи, это отразится на процессе и конечном результате.
Подключение по схеме прямой полярности
Если схему собрать так, что плюс от инвертора идет на стальную заготовку (свариваемая деталь), потом через дуговой промежуток, сварочный электрод к минусу инвертора, то такое соединение получило название прямой полярности при сварке. В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
Подключение по схеме обратной полярности
Схема подключения кабелей аппарата для сварки, когда плюс от инвертора приходит на сварной электрод, потом через дуговой промежуток попадает на рабочую деталь и минус инвертора, получила название обратной полярности при сварке. Здесь уже электрод будет греться сильнее, так как анодное пятно будет на нем, катодное – в области соединения стальных заготовок.
Выбор режима
Правильный выбор полярности при подключении сварочного оборудования может зависеть от нескольких факторов. Но самое главное для специалиста — усвоить, что на аноде, а это «+» всегда выделяется больше тепла (до 4000 градусов по Цельсию) чем на катоде (чуть больше 3000 градусов).

Это отправная точка дальнейшего анализа: толщина стали, марка, вид металла, тип сварочного электрода. В случае неответственной конструкции, возможно, будет лишним обращать внимание на полярность сварки.
Толщина заготовки – основной фактор, когда необходимо следить за полярностью. Более толстый материал в месте стыка нужно сильнее прогреть, чтобы частицы его взаимно проникли на большей площади соприкосновения, а пустоты заполнились металлом сварной проволоки – это надежность шва. Тонкий металл нельзя сильно греть, иначе можно получить дырку, некрасивый неравномерный сварной шов.
Когда сварке подвергают такие сплавы как чугун или нержавейка, то перегрев этих материалов может привести к образованию тугоплавких соединений, что нежелательно. Сплав алюминия требует мероприятий по удалению окислов, и хороший прогрев идет только на пользу. В сварочной литературе по каждому виду металла есть рекомендации об оптимальных методах и режимах работы с ним.
Покрытие электродов специальным флюсом тоже рассчитано на работу в определенных режимах. Угольный электрод для электросварки не имеет стойкости к перегреву, поэтому обратная полярность ему противопоказана. Сварная проволока полуавтоматических аппаратов более лояльна к выбору полюсовки, но каждый производитель дает на продукцию свои рекомендации по использованию.
Особенности сварки при использовании прямой полярности
Работая сварочным аппаратом постоянного тока и применяя способ подключение схемы прямой полярности, следует учитывать такие особенности процесса:
- Шов сварочного соединения — глубоко проникающий, узкий по ширине, более крепкий по качеству,
- Можно варить практически все типы сталей, толщина которых начинается от трех миллиметров и выше,
- При использовании вольфрамового стержня для цветных металлов можно применять только метод прямой полярности при сварке,
- Сварная дуга отличается стабильностью, устойчивостью к срывам, в результате чего легче контролировать процесс работы и получить красивый шов,
- Для работы таким методом не подходят электроды, рассчитанные на использование в сварке переменным током,
- При использовании сварочного аппарата в качестве резака, заготовка легче поддается раскройке.
Особенности обратной полярности при сварке
Сварка металла при таком способе подключения оборудования имеет следующие характеристики:
- Шов сварочного соединения менее глубок по проникновению в металл, с более выраженной шириной,
- Метод наиболее подходит для соединения средних по толщине заготовок либо тонких листов металла,
- При операциях с толстыми заготовками наблюдается хрупкость шва под воздействием нагрузок,
- Для работы не подходят электроды, структура которых разрушается при перегреве,
- Электрическая дуга отличается меньшей стабильностью, особенно в режиме работы на низких токах, что ведет к неравномерности соединения,
- Осуществляя сварку высоколегированных сталей, необходимо строго выполнять технологический процесс рабочего цикла.
Плюсы и минусы разных методов сваривания деталей
Говоря о плюсах и минусах прямой и обратной полярности сваривания, нужно понимать, что неправильный выбор режима проявит все отрицательные стороны процесса. Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Тонкий металл при положительной полярности потечет, начнет прожигаться электродом, кипящие брызги из сварочной ванны будут загрязнять поверхность изделия и требовать дополнительных усилий по их устранению.
Если же все учесть правильно, то минусы обратятся в плюсы, процесс сварки будет несложным для выполнения и радовать глаз результатом.
Видео по теме: Прямая и обратная полярность при работе инверторным аппаратом
Загрузка…
xn—-ntbhhmr6g.xn--p1ai