Прокладочные кольца — Большая Энциклопедия Нефти и Газа, статья, страница 1
Прокладочные кольца
Cтраница 1
Прокладочные кольца изготовляются вырезкой их из картона, паронита, резины и других листовых материалов в соответствии с указаниями чертежа. Прокладки из листовых материалов должны вырезаться цельными, однако для аппаратов больших диаметров разрешается вырезать, их составными при условии хорошей состыковки частей. Хорошая состыковка достигается косым срезом по толщине прокладки на длину не менее 50 мм. [1]
Прокладочные кольца в разъемных соединениях следует устанавливать из мягкой кислотоупорной резины. Толщина прокладочных колец должна быть не менее 5 мм. Как показывает практика, прокладочные кольца из пластиката недостаточно надежны и требуют при эксплуатации частого подтягивания болтов. [2]
Прокладочные кольца покрыты кадмием. При монтаже крестовины на устье скважины и включении в комплект устьевой сборки нескольких превенто-ров ( 4) вместо глухих фланцев на боковых отводах устанавливают фланцы с отверстиями и по одной задвижке высокого давления. [3]
Прокладочные кольца с номерами от R-11 до R-105 предусмотрены нормативными документами и стандартами. [4]
Прокладочные кольца из нержавеющей стали по стандарту АИСИ 316S на одно и то же рабочее давление имеют различные химические составы и механические свойства в зависимости от разработанной технологии изготовления и термообработки, принятой фирмой-поставщиком. Требуемой стойкости к водородному и сульфидному растрескиванию под напряжением добиваются специальной термообработкой до получения граничного предела текучести и твердости. [5]
Прокладочные кольца, так же как и все детали превентор-ной установки, подбирают по номерам, приведенным в фирменных каталогах. С указанием серии и номеров заказываются кольца для резерва. По справочным данным определяется лишь тип и конструкция детали, а номер детали для заказа и монтажа оборудования на буровой выбирают по композит-каталогу и технической документации фирмы. [6]
Прокладочные кольца в основном изготовляют из нержавеющей стали АИСИ 316, химический ( полный анализ) состав которой приведен ранее. [7]
Механические прокладочные кольца в сальниках выпускаются несбалансированной и сбалансированной конструкции. В первом случае на герметизирующие поверхности передается полное давление перекачиваемой жидкости. Во втором случае большая часть давления жидкости сбалансирована, но не расстраивает вместе с тем стабильных условий равновесия. Давления в сальниковых коробках судовых перекачечных насосов невелики и соответствуют статическим напорам нефти полного трюмного отсека. [8]
Прокладочные кольца круглого сечения ( рис. 5.17, гид) создают более равномерное давление контакта и уменьшают местные концентрации напряжений. Эти прокладки изготовляются из проволоки требуемого диаметра, свернутой в кольцо и сваренной встык. [10]
Прокладочные кольца серии ВХ на давление 70 МПа и более имеют 8 — 10 вертикальных отверстий на одном кольце. Поэтому при наличии высоких давлений не рекомендуется вставлять прокладочные кольца без отверстий. [11]
Кольцевые пазы под прокладочные кольца плакированы нержавеющей сталью. [12]
После пригонки оправы и прокладочные кольца маркируют и передают на отделку. [13]
Между обработанными поверхностями фланцев устанавливают прокладочные кольца, материал которых зависит от давления и температуры пара. Прокладки должны быть эластичны для воспринятия давления и расширения от нагревания и стойки против коррозии и действия высоких температур, особенно против резких переходов от холодного состояния к горячему, и наоборот. [14]
Резиновые уплотнители неподвижных контактов — прокладочные кольца, шнуры, пластины. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Прокладочные кольца — Большая Энциклопедия Нефти и Газа, статья, страница 2
Прокладочные кольца
Cтраница 2
Резиновые уплотнители неподвижных контактов — прокладочные кольца, шнуры, пластины. [16]
Подобными же методами можно прессовать фасонные прокладочные кольца, проходные изоляторы, силь-фоны и многие другие изделия. [17]
Необходимо иметь в запасе манжеты, прокладочные кольца и головки форсунок. [19]
В процессе сборки превенторов требуется тщательно очистить и проверить прокладочные кольца и их канавки. Для зтой цели не рекомендуется использовать проволочные щетки или абразивные материалы, которые могут повредить: поверхность канавок, от состояния которых зависит качество уплотнения фланцевых и хомутовых соединений деталей противовы-бросового оборудования. [20]
В неподвижных соединениях эти кольца применяют в тех же случаях, что и прокладочные кольца из эластомеров ( см. стр. Они обладают более высокой упругостью по сравнению со сплошными металлическими прокладками и не требуют больших усилий затяжки болтов. [22]
На задвижки манифольдных линий имеются свидетельства об испытании на твердость и герметичность, на прокладочные кольца фланцев — сертификат на материалы. [23]
При установке шлифовальных кругов на шпиндель станка между торцевыми поверхностями круга и фланцев должны устанавливаться прокладочные кольца из картона, резины, кожи или алюминия толщиной 0 5 — 1 5 мм и наружным диаметром на 4 — 6 мм больше диаметра фланца. [24]
В экспедиции детали оборудования превенторов заменяли новыми из имеющегося резерва, а шпилечные детали и прокладочные кольца устанавливали новые ( 60 %) почти на каждой забуриваемой скважине. В процессе бурения скважин буровые бригады не допускали проявления газоконденсата и самоиз-лива бурового раствора, поэтому сероводород в чистом виде или в составе углеводородного газа не соприкасался с деталями превенторных установок Камерон. Допускается, что резиновые уплотнения плашек превенторов фирмы Камерон окажутся надежными и сероводородоустойчивыми в случае взаимодействия с агрессивным газом. [25]
Для устьевого оборудования скважин на море ( подводные, надводные) фирма Камерон ( США) выпускает прокладочные кольца типов АХ и СХ АНИ, отличающиеся от прокладочных колец типов R, RX и ВХ АНИ. Размеры колец приведены в табл. III. Прокладочные кольца АХ и СХ используются во фланцевых соединениях цанговых муфт и, кроме того, кольца типа СХ — в соединениях превенторов. [26]
В машиностроении из полиамидов и полиуретанов с успехом изготовляют зубчатые и червячные колеса, втулки и вкладыши подшипников, болты, гайки, головки молотков, прокладочные кольца, манжеты, арматуру, части корпусов, зажимы для грамофонных игл и многое другое. Большим преимуществом деталей из этого синтетического материала является их бесшумность. Наряду с обычной масляной смазкой здесь в некоторых случаях может применяться также смазка водой или можно работать вообще без смазки, правда, только тогда, когда нагрузка на подшипник невелика. В общем, всегда полезно вводить в полиамидные подшипники небольшие количества масла. [27]
В превенторах типа V для ремонта скважин и в арктических условиях эксплуатации предусмотрены стали со специальной термообработкой отливок ( поковки), шток плашки — из никелевой или низкоуглеродистой стали АИСИ 4130 с контролируемой твердостью, уплотнительные прокладочные кольца — из материалов АСТМ А-286 ( К. [29]
Прокладочные кольца представляют собой тип многослойных прокладок из двухсторонне прорезиненной и дублированной ткани. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Прокладочное кольцо
Изобретение относится к прокладочным кольцам. Прокладочное кольцо содержит по существу поддерживающую постоянство формы кольцевую основную часть, которая содержит по меньшей мере на одной осевой стороне кольцевую канавку, в которой удерживается уплотняющее тело из резинового эластичного материала. Уплотняющее тело уплотнительным утолщением выступает по оси над основной частью. Вместимость кольцевой канавки соответствует по меньшей мере объему уплотняющего тела так, что кольцевая канавка при нагрузке и деформации уплотнительного утолщения в состоянии принять определяющий его материал уплотняющего тела. Изобретение повышает надежность уплотнения соединений. 11 з.п. ф-лы, 9 ил.
Изобретение относится к прокладочному кольцу с кольцевой основной частью, по существу поддерживающей постоянство формы, которая содержит концентрично размещенную по меньшей мере на одной осевой стороне кольцевую канавку с двумя радиально противолежащими боковыми поверхностями канавки, в которой закреплена состоящая из резинового эластичного материала кольцевая деталь, которая имеет выступающее по оси над основной частью уплотнительное утолщение.
Известное из ЕР 0922888 А2 прокладочное кольцо такого типа имеет состоящую из термопластичного синтетического материала основную часть, на осевой стороне которой концентрично основной части корпуса размещено уплотняющее тело из эластомерного синтетического материала. Уплотняющее тело расположено в кольцевой канавке основной части и уплотнительным утолщением выступает из кольцевой канавки и по оси над основной частью. При использовании прокладочное кольцо может установиться по оси между двумя уплотняемыми относительно друг друга поверхностями уплотнения двух деталей, причем уплотнительное утолщение при взаимном зажатии обеих деталей нагружается одной поверхностью уплотнения и деформируется. Таким образом создается уплотняющий контакт между соответствующей деталью и уплотняющим телом.
Если обе соединяемые детали затягиваются слишком жестко, то уплотняющее тело может быть разрушено вследствие слишком сильного сжатия. В частности, имеется опасность, что уплотнительное утолщение будет срезано полностью или частично. С целью противодействия этим затруднениям в DE 3918891 С2 уже было предложено размещать уплотняющее тело на ориентированной радиально внутренней поверхности L-образной основной части. Основная часть служит в данном случае в качестве жесткого упора для ограничения взаимного сближения соединяемых друг с другом деталей так, что предотвращается расплющивание уплотняющего тела. Само уплотняющее тело может также отклоняться радиально внутрь, что, правда, приводит к тому, что возрастание противодействующих сил ограничено и, следовательно, обеспечивающее качество уплотнения давление между поверхностью уплотнения и уплотняющим телом прокладочного кольца не особенно высокое.
Задачей настоящего изобретения является создание прокладочного кольца вышеуказанного типа, в котором в сочетании с высоким качеством уплотнения уменьшена опасность повреждения уплотняющего тела.
Для решения данной задачи предусмотрено, что вместимость кольцевой канавки по меньшей мере соответствует объему уплотняющего тела так, что кольцевая канавка в состоянии при нагружении и деформировании уплотнительного утолщения принимать также определяющий уплотнительное утолщение материал уплотняющего тела.
Таким образом, уплотнительное утолщение может при нагружении его взаимодействующей с ним для уплотнения деталью вытесняться внутрь кольцевой канавки, вместимость которой выбрана такой, что весь объем несжимаемого уплотняющего тела находит в ней место. Тем самым предотвращается расплющивание уплотняющего тела. Так как уплотнительное утолщение вдавливается в кольцевую канавку, по обеим сторонам которой выполнены радиальные боковые поверхности, материалу уплотняющего тела тем не менее создается препятствие для полного перемещения, поэтому возрастает достаточная для надежного контакта уплотнения противодействующая сила. Уплотняющее тело претерпевает в кольцевой канавке основной части определенную и допустимую деформацию. При тугой затяжке уплотняемой детали можно, кроме того, вследствие сильно увеличивающегося сопротивления при соударении детали с состоящей из более твердого материала основной частью получить состояние, при котором уплотняющее тело полностью оттесняется в кольцевую канавку. Подобным образом следующая за этим окончательная тугая затяжка детали может быть произведена с контролируемым усилием, которое обеспечивает необходимую прочность соединения и одновременно не допускает повреждения прокладочного кольца. Так как уплотняющее тело при использовании прокладочного кольца не повреждается, прокладочное кольцо можно использовать, как правило, многократно.
Преимущественные варианты выполнения изобретения вытекают из нижеследующих вспомогательных пунктов формулы изобретения.
Боковые поверхности кольцевой канавки выполнены целесообразно скошенными, так что они стремятся сойтись друг с другом в направлении глубины канавки. На участке зева канавки кольцевая канавка имеет предпочтительно большую ширину по сравнению с участком дна канавки.
Для обеспечения необходимой вместимости кольцевой канавки внутри кольцевой канавки предусмотрено предпочтительно радиально с каждой из обеих сторон уплотнительного утолщения кольцевое пространство соответственно для приема деформированного материала уплотнительного утолщения. Эти кольцевые пространства ограничены предпочтительно радиально, с одной стороны, уплотнительным утолщением и, с другой стороны, относящейся к ним боковой поверхностью канавки. Это можно осуществить, в частности, посредством того, что уплотняющее тело имеет прилегающий к дну канавки и опирающийся на боковые поверхности канавки участок основания, от которого по оси отстоит имеющее по сравнению с шириной кольцевой канавки меньшую ширину уплотнительное утолщение.
Предусмотренное радиально внутри уплотнительного утолщения внутреннее свободное пространство имеет предпочтительно большее поперечное сечение, чем предусмотренное радиально снаружи уплотнительного утолщения наружное свободное пространство. Кроме того, предпочтительно внутреннее свободное пространство выполнено с большей глубиной по сравнению с наружным свободным пространством. Внутреннее свободное пространство на участке зева канавки может также иметь большую ширину, чем наружное свободное пространство. Каждая из этих мер благоприятствует процессу деформации уплотнительного утолщения так, что оно направленно сильнее сгибается радиально внутрь, чем радиально наружу, если оно по оси нагружено поверхностью уплотнения уплотняемой детали. Благодаря этому особенно эффективно предотвращается то, чтобы уплотнительное утолщение вытеснялось радиально наружу из кольцевой канавки и тем самым располагалось возможно между поверхностью уплотнения детали и основной частью. Тем самым добиваются лучшей надежности от повреждений уплотняющего тела.
Предпочтительно как основная часть, так и по меньшей мере одно уплотняющее тело состоят из синтетического материала. В качестве материала для основной части рекомендуется термопластический синтетический материал, в качестве материала для по меньшей мере одного уплотняющего тела эластомерный синтетический материал. Предпочтительно соответствующее уплотняющее тело формуется на основной части литьем под давлением.
Если прокладочное кольцо на обеих аксиальных сторонах оснащено уплотняющим телом, размещенным в соответствующим образом выполненной кольцевой канавке, то оба уплотняющих тела можно формовать раздельно друг от друга на основной части, но имеется также возможность цельного изготовления, если снабдить основную часть проходящими между обеими кольцевыми канавками соединительными каналами, через которые может проходить эластомерный материал уплотняющего тела при изготовлении литьем под давлением, так что оба изготовленных уплотняющих тела в результате соединяются друг с другом мостиками материала как одно целое.
На участке своей внутренней окружности прокладочное кольцо имеет предпочтительно несколько распределенных по окружности стопорных выступов, выполненных за одно целое по меньшей мере с одним уплотняющим телом и выступающих относительно основной части радиально внутрь. Стопорные выступы при использовании могут обеспечить фиксирование прокладочного кольца без возможности потери, когда оно, например, надето на наружную резьбу винтовой детали. При этом стопорные выступы могут иметь центрирующее действие и предотвращать поперечные смещения прокладочного кольца относительно уплотняемой детали.
Прокладочное кольцо пригодно для использования, в частности, для уплотнения двух аксиально обращенных друг к другу поверхностей уплотнения, предусмотренных на двух соединяемых между собой закручиванием деталях. Одна из деталей может быть при этом винтовой деталью, например заглушкой или резьбовым соединением, имеющим снабженную наружной резьбой патрубковую резьбовую часть, ввинчиваемую во внутреннюю резьбу другой детали, например вентиля или рабочего цилиндра. Прокладочное кольцо надвигается в данном случае по оси на резьбовую часть, причем имеющиеся стопорные выступы обеспечивают фиксирование на резьбовой части.
Ниже изобретение поясняется подробнее с помощью приложенных чертежей. Они показывают:
фиг.1 — предпочтительная конструктивная форма прокладочного кольца согласно изобретению в разрезе с проходящей по оси и радиально плоскостью разреза в соответствии с линией 1-1 из фиг.2, причем две герметично для жидкости соединяемые детали схематически обозначены штрихпунктирной линией,
фиг.2 — прокладочное кольцо из фиг.1 в виде сверху с аксиальным направлением обзора по стрелке II из фиг.1,
фиг.3 — частичное изображение прокладочного кольца из фиг.2 с направлением обзора по стрелке III на участке стопорного выступа,
фиг.4 — внешний вид прокладочного кольца из фиг.2 с направлением обзора по стрелке IV на участке мест разливки для формованных литьем под давлением уплотняющих тел,
фиг.5 — в увеличенном частичном изображении поперечное сечение прокладочного кольца из фиг.2 в соответствии с линией сечения V-V, причем показано исходное состояние,
фиг.6 — в сравнимом с фиг.5 виде изображения вырез прокладочного кольца в состоянии, в котором уплотняемая деталь была затянута вручную с малым усилием до соприкосновения на основной части с прокладочным кольцом,
фиг.7 — в соответствующем фиг.5 и 6 виде изображения вырез прокладочного кольца из фиг.2 в состоянии, в котором уплотняемая деталь предварительно притянута до максимально необходимой нагрузки к прокладочному кольцу,
фиг.8 — в соответствующем фиг.1 виде изображения альтернативная конструктивная форма прокладочного кольца без изображения уплотняемых деталей и в разрезе с проходящей по оси и радиально плоскостью разреза по линии VIII-VIII из фиг.9,
фиг.9 — вид снизу прокладочного кольца из фиг.8 с направлением обзора по стрелке IX.
Фиг.1 показывает штрихпунктирной линией в схематическом изображении две соединяемые между собой герметично для жидкости детали 1, 2 в сечении. Первая деталь 1 имеет выемку 3 в виде канала, снабженную внутренней резьбой. Вторая деталь 2 имеет выполненную, например, в виде стержня или патрубка резьбовую часть 4, снабженную согласованной с внутренней резьбой выемки 3 наружной резьбой. Тем самым резьбовая часть 4 может ввинчиваться в выемку 3, причем она смещается относительно первой детали 1 в указанном стрелкой направлении движения.
На осевом конце резьбовой части 4 вторая деталь 2 содержит радиально выступающий над резьбовой частью 4 кольцевой выступ 6. Он может быть образован, например, участком приведения в действие второй детали 2, который позволяет надевать инструмент для завинчивания.
В завинченном в выемку 3 состоянии резьбовой части 4 предусмотренные на деталях 1, 2 кольцевые поверхности уплотнения 1, 8 находятся по оси напротив друг друга. Первая кольцевая поверхность уплотнения 7 находится на первой детали 1 на периферийном участке входного отверстия выемки 3. Противолежащая вторая кольцевая поверхность уплотнения 8 находится радиально за пределами резьбовой части 4 на стороне кольцевого выступа 6, обращенной по оси к первой детали 1.
Вторая деталь 2 примера выполнения образована заглушкой, ввинченной в выемку 3 с целью ее закрытия с герметизацией для жидкости. При этом для первой детали 1 речь может идти о детали, содержащей текучую среду, например сжатый воздух или масло. Благодаря ввинченной заглушке предотвращается выход рабочей среды.
В непоказанном более подробно другом варианте выполнения деталь 2 образует присоединительную деталь, имеющую сквозной канал и соединенную или соединяемую с проходящим далее жестким или гибким трубопроводом для рабочей среды. При этом во ввинченном в первую деталь 1 состоянии создается текучее соединение между каналообразной выемкой 3 и через вторую деталь 2 размещенным на ней трубопроводом для рабочей среды. Последнее представляет собой типичный случай применения в секторе пневматики или гидравлики, причем для первой детали 1 речь может идти, например, о клапане или о приводимом от усилия рабочей среды приводе.
Для уплотнения обеих деталей 1, 2 относительно друг друга согласно изобретению предусмотрено прокладочное кольцо 12. Фиг.1-7, с одной стороны, а также фиг.8 и 9, с другой стороны, показывают два предпочтительных варианта выполнения данного прокладочного кольца 12. В собранном состоянии прокладочное кольцо 12, как это показано на фиг.1, устанавливается по оси между обеими обращенными друг к другу поверхностями уплотнения 7, 8 обеих уплотняемых относительно друг друга деталей 1, 2. При этом резьбовая часть 4 вставлена через прокладочное кольцо 12 насквозь.
На каждой из своих двух противоположно направленных по оси осевых сторонах прокладочное кольцо 12 имеет кольцевой уплотняющий участок 13, 14. В показанном на фиг.1 рабочем положении первый уплотняющий участок 13 обращен к первой поверхности уплотнения 7, и второй уплотняющий отрезок 14 обращен ко второй поверхности уплотнения 8. Для установления плотного соединения вторая деталь 2 ввинчивается затем с достаточным моментом вращения в выемку 3 так, что упомянутые выше уплотняющие отрезки 13, 14 нагружаются кольцевыми поверхностями уплотнения 7, 8 направленным по оси нажимным усилием. Данное нажимное усилие вызывает эффект уплотнения, который, как требовалось, предотвращает выход рабочей среды между обеими деталями 1, 2.
Предпочтительно прокладочное кольцо 12 составлено из нескольких элементов, приформованных друг к другу способом литья под давлением в интегральный унифицированный узел. Этими элементами в примере выполнения являются кольцевая основная часть 15 и два также кольцевых уплотняющих тела 16. Тела, как вытекает из фиг.2 и 9, установлены концентрично друг к другу.
На каждой осевой стороне основной части 15 находится одно из уплотняющих тел 16. Каждое уплотняющее тело 16 закреплено в кольцевой канавке 25, выполненной на соответствующей осевой стороне в концентрической ориентации в основной части 15. Предпочтительно обе кольцевые канавки имеют одинаковый диаметр и одинаковый контур поперечного сечения.
Как хорошо видно на фиг.5-7, каждая кольцевая канавка имеет ориентированное по оси дно 52 канавки и две радиально противолежащие внутренние и наружные боковые поверхности 53, 54 канавки. Уплотняющее тело 16 нижним участком 26 находится в соответствующей кольцевой канавке 25 и выступает — если смотреть в исходном состоянии по фиг.1, 8 и 5 — уплотнительным утолщением через зев 55 канавки по оси из кольцевой канавки 25 и тем самым выходит по оси над основной частью 16.
Нижний участок 26 уплотняющего тела 16 целесообразно прилегает к дну 52 канавки и одновременно опирается на обе боковые поверхности 53, 54 канавки. Уплотнительное утолщение 24 имеет, в частности, меньшую ширину по сравнению с нижним участком 26 и шириной кольцевой канавки 25, поэтому его расположенный в кольцевой канавке 25 участок расположен с промежутком от обеих боковых поверхностей 53, 54 канавки.
Основная часть 15 в значительной степени поддерживает постоянство формы прокладочного кольца. Она состоит предпочтительно из термопластичного синтетического материала. Существенное значение для уплотнения имеют оба уплотняющих тела 16, состоящие каждый из эластомерного синтетического материала. Изготовление прокладочного кольца 12 может осуществляться, в частности, в рамках способа литья двухкомпонентных материалов под давлением. При этом в первую очередь предпочтительно отливается изготовленная из более жесткого синтетического материала основная часть 15, после чего одновременно или друг за другом приформовывают оба уплотняющих тела 16 путем нанесения соответствующего синтетического материала.
Хотя было бы можно выполнить прокладочное кольцо 12 таким образом, чтобы оно имело только на осевой стороне уплотняющее тело 16 со свойствами резинового эластичного материала. Уплотнение на другой осевой стороне могло бы быть осуществлено другими мерами, например одним или несколькими кольцевыми выступами на основной части 15. Но предпочтительны варианты выполнения, снабженные на обеих осевых сторонах уплотняющим телом.
Кольцевые канавки 25 изготовлены так, что их вместимость соответствует по меньшей мере объему соответствующего уплотняющего тела 16. Предпочтительна конструктивная форма, в которой вместимость кольцевой канавки 25 равна или несколько больше объема соответствующего уплотняющего тела 16, как это имеет место в примерах выполнения.
За счет такого согласованного расположения достигается то, что кольцевая канавка 25 при загрузке и деформировании уплотнительного утолщения 24 соответствующего уплотняющего тела 16 может принять также определяющий уплотнительное утолщение 24 материал уплотняющего тела 16. Это поясняется с помощью фиг.6 и 7, показывающих вырез уплотняющего тела 16 при разных состояниях нагрузки.
Если прокладочное кольцо 12 приводится в рабочее положение между обеими деталями 1, 2, то уплотняющее тело 16 вначале принимает показанное на фиг.5 исходное положение, в котором оно уплотнительным утолщением 24 выступает за основную часть 15. Если теперь вторая деталь 2, например, в процессе ввинчивания перемещается в направлении 5 движения к основной части 15, то она предусмотренной на ней второй поверхностью уплотнения 8 давит на уплотнительное утолщение 24 и деформирует его в достаточно большую по объему кольцевую канавку 25. При этом фиг.6 показывает состояние, в котором вторая деталь 2 ввинчивается вручную до тех пор, пока она своей второй поверхностью уплотнения 8 не дойдет до соприкосновения с примыкающей к зеву канавки 55 торцовой поверхности 56 основной части 15. Уже в данном промежуточном положении уплотняющее тело 16 полностью вдвинуто в кольцевую канавку 25.
Для достижения концевого положения вторую деталь 2 затем туго затягивают с необходимым моментом вращения. При этом основная часть 15 незначительно деформируется, и также уплотняющее тело 16 испытывает повторную нагрузку так, что оно по меньшей мере приблизительно заполняет объем кольцевой канавки 25. При этом первоначально еще вогнуто изогнутый второй участок уплотнения 14 сглаживается и проходит заодно со смежной торцовой поверхностью 56, причем он по большой поверхности прилегает к поверхности уплотнения 8 второй детали 2.
Так как материал уплотняющего тела 16 хотя и вошел полностью в кольцевую канавку 25, тем не менее опирается на дно канавки 52 и обе боковые поверхности 53, 54 канавки, уплотняющее тело 16 может создать противодействующее усилие, которым его второй уплотняющий участок 14 относительно сильно прижимается ко второй поверхности уплотнения 6. Благодаря этому обеспечивается больший контакт уплотнения и более высокое качество уплотнения.
Фиг.5-7 показывают только одно из уплотняющих тел 16 прокладочного кольца 12. Пропорции на непоказанном другом уплотняющем теле 16 и взаимодействующей с ним первой детали 1 соответственные и проходят синхронно.
Боковые поверхности 53, 54 канавки выполнены предпочтительно наклонными, причем они сходятся друг к другу в изображенном стрелкой 57 направлении глубины канавки. Кольцевая канавка 25 имеет на участке зева канавки 54 ширину больше, чем на участке дна 52 канавки.
Для предоставления уплотнительному утолщению 24 необходимого пространства для деформации внутри соответствующей кольцевой канавки 25 с обеих сторон уплотнительного утолщения 24 соответственно предусмотрено свободное пространство 58, 59. Свободные пространства 58, 59 принимают деформированный материал уплотнительного утолщения 24.
Свободные пространства могут быть в принципе образованы углублениями уплотняющего тела 16 в виде канавок так, что они как радиально наружу, так и радиально внутри ограничены материалом уплотняющего тела. Но более преимущественной оказалась осуществленная в примерах выполнения конструктивная форма, в которой свободные пространства 58, 59 хотя и ограничены с одной стороны уплотнительным утолщением 24 и тем самым материалом уплотняющего тела 16, но с другой стороны соответствующими внутренними и наружными боковыми поверхностями 53, 54 канавки. Это особенно хорошо видно на фиг.5.
Оба расположенные концентрично относительно друг друга свободные пространства 58, 59 выполнены целесообразно так, что предусмотренное радиально внутри уплотнительного утолщения 24 внутреннее свободное пространство 58 имеет большее поперечное сечение по сравнению с предусмотренным радиально вне уплотнительного утолщения 24 наружного свободного пространства 59. Связанная с этим форма поперечного сечения уплотняющего тела 16 вызывает то действие, что уплотнительное утолщение 24 при осевой нагрузке огибается обращенной к нему поверхностью уплотнения 7, 8 предпочтительно в направлении к внутреннему свободному пространству 58 большего поперечного сечения. Так как при свинченных друг с другом деталях 1, 2 уплотнительное утолщение 24 вытесняется скорее наружу, тем самым этому процессу вытеснения оказывается противодействие, и эффективно предотвращается то, чтобы уплотнительное утолщение 24 вытеснялось до торцовой поверхности 56. Тем самым уплотнительное утолщение 24 не может быть зажато между торцовой поверхностью 56 и обращенной к нему поверхностью уплотнения 8.
В варианте выполнения на фиг.1-7 внутреннее свободное пространство 58 выполнено глубже наружного свободного пространства 59. Одновременно внутреннее свободное пространство 58 шире наружного свободного пространства 59. Последнее относится также и к прокладочному кольцу 12 по фиг.8 и 9, в котором, впрочем, оба свободных пространства имеют приблизительно одинаковую глубину.
Кольцевая канавка 25 и зафиксированное в ней уплотняющее тело 16 имеют по всей своей длине постоянное поперечное сечение. Площадь поперечного сечения кольцевой канавки 25 по меньшей мере имеет такую же величину, как и поперечное сечение уплотняющего тела 16 в исходном состоянии, но она предпочтительно по меньшей мере незначительно больше поперечного сечения уплотняющего тела 16.
Во всех примерах выполнения уплотняющие тела 16 соединены плотно друг с другом взаимным напылением способом литья под давлением.
В примере выполнения фиг.1-7 оба уплотняющих тела 16 выполнены раздельно друг от друга. Они сформованы независимо друг от друга на основной части 15. На локальном месте своего периметра основная часть 15 имеет на осевой стороне выемки 62, представляющие собой места разливки для процесса литья под давлением и в готовом состоянии прокладочного кольца 12 заполненные материалом уплотняющего тела 16.
Также и в прокладочном кольце в соответствии с фиг.8 и 9 оба уплотняющих тела 16 могут быть изготовлены соответствующими местами разливки независимо друг от друга. Как правило, достаточно одного единственного места разливки 62, так как приняты другие меры, обеспечивающие синтетическому материалу переход между обеими осевыми сторонами основной части 15. Эти меры заключаются в большом количестве соединительных каналов 63, проходящих через основную часть 15 в осевом направлении и соединяющих обе кольцевые канавки 25 между собой. Они целесообразно заканчиваются каждый на дне 25 канавки. Соединительные каналы 63 распределены предпочтительно равномерно по длине периметра основной части 15.
При литье под давлением определяющий уплотняющее тело 16 синтетический материал подается через выемку 62, заканчивающуюся в кольцевой канавке 25. Материал заполняет кольцевую канавку 25 и одновременно переходит через соединительные каналы 63 к другой кольцевой канавке 25, которая заливается также в соответствии с необходимой формой. В готовом состоянии оба уплотняющих тела 16 тем самым соединены в одно целое с помощью проходящих через соединительные каналы 63 мостики 64 синтетического материала.
С помощью мостиков материала 64 достигается еще более лучшее закрепление уплотняющих тел 16 на основной части 15. Мостиками материала 64 соответственно уплотняющее тело 16 удерживается противолежащим уплотняющим телом 16 в кольцевой канавке.
Предпочтительно прокладочные кольца 12 имеют на участке своей внутренней окружности несколько распределенных по окружности стопорных выступов 33, служащих для того, чтобы удерживать прокладочное кольцо 12 в установленном состоянии на резьбовой части 4 или сравнимой детали. Дополнительно или альтернативно стопорные выступы могут служить также для того, чтобы обеспечивать поддержание необходимого относительного концентричного положения между прокладочным кольцом 12, с одной стороны, и поверхностями уплотнения 7, 8 деталей 1, 2, с другой стороны. Стопорные выступы 33 служат в этом случае для центрирования.
Стопорные выступы 33 выполнены цельными соответственно с одним уплотняющим телом 16 и выступают над основной частью 15 радиально внутрь. Если прокладочное кольцо 12, как в примерах выполнения, имеет два уплотняющих тела 16, достаточно того, чтобы стопорные выступы 33 были предусмотрены только на одном уплотняющем теле 16. Они могут быть нанесены одновременно при формовании литьем под давлением соответствующего уплотняющего тела.
На участке стопорных выступов 33 уплотняющее тело 16 имеет на соответствующей осевой стороне выемки 65, которые обеспечивают радиальное прохождение стопорных выступов 33 от кольцевой канавки 25 к внутреннему пространству прокладочного кольца 12 без выхода материала над торцовой поверхностью 56 основной части 15.
Так как стопорные выступы 33 состоят из резинового эластичного материала, они не препятствуют монтажу прокладочного кольца 12 на резьбовую часть. Прокладочное кольцо 12 можно при временной упругой деформации стопорных выступов 33 без труда установить по оси, процесс завинчивания не требуется.
Распределение стопорных выступов 33 по периметру прокладочного кольца 12 целесообразно равномерное, причем в случае примеров выполнения имеются соответственно три стопорных выступа 33.
Во всех примерах выполнения оба свободных пространства 58, 59 не доходят до дна кольцевой канавки 25. Поверхность дна 65 свободных пространств определяется занимающим всю ширину кольцевой канавки нижним участком 26. Как отмечено штрихпунктирной линией 66, имеется также предпочтительная возможность выполнить внутреннее свободное пространство 58 так, чтобы оно простиралось по всей глубине кольцевой канавки 25. Тем самым в исходном состоянии нет соприкосновения между уплотняющим телом 16 и внутренней боковой поверхностью 53 канавки.
Во всех примерах выполнения свободные пространства 58, 59 предпочтительно имеют такие размеры, что материал уплотняющего тела 16 при полностью установленном в кольцевой канавке 25 уплотняющем теле 16 прилегает как на дно 52 канавки, так и на обе радиальные боковые поверхности 53, 54 канавки и, следовательно, имеют опору.
Частные признаки описанных примеров выполнения можно любым образом комбинировать или заменять друг другом.
1. Прокладочное кольцо с, по существу, поддерживающей постоянство формы кольцевой основной частью (15), имеющей, по меньшей мере, на одной осевой стороне концентрично расположенную кольцевую канавку (25) с двумя радиально противолежащими боковыми поверхностями (53, 54) канавки, в которой закреплено состоящее из резинового эластичного материала уплотняющее тело (16), снабженное выступающим по оси над основной частью (15) уплотнительным утолщением, отличающееся тем, что вместимость кольцевой канавки (25), по меньшей мере, соответствует объему уплотняющего тела (16) так, что кольцевая канавка (25) при нагрузке и деформации уплотнительного утолщения (24) способна принять также определяющий уплотнительное утолщение (24) материал уплотняющего тела (16) и внутри кольцевой канавки радиально, по меньшей мере, на одной стороне и предпочтительно на обеих сторонах уплотнительного утолщения (24) предусмотрено кольцевое свободное пространство (58, 59) для размещения деформированного материала уплотнительного утолщения (24), причем предусмотренное радиально внутри уплотнительного утолщения (24) внутреннее свободное пространство (58) имеет большее поперечное сечение по сравнению с предусмотренным радиально вне уплотнительного утолщения (24) наружным свободным пространством (59).
2. Прокладочное кольцо по п.1, отличающееся тем, что кольцевая канавка (25) на участке зева канавки (55) имеет большую ширину, чем на участке дна (52) канавки.
3. Прокладочное кольцо по п.1 или 2, отличающееся тем, что каждое свободное пространство (58, 59) ограничено радиально с одной стороны уплотнительным утолщением (24) и с другой стороны соответствующей боковой стороной (54,55).
4. Прокладочное кольцо по любому из пп.1-3, отличающееся тем, что внутреннее свободное пространство (58), по меньшей мере, на участке зева (55) канавки имеет большую ширину по сравнению с наружным свободным пространством (59).
5. Прокладочное кольцо по любому из пп.1-4, отличающееся тем, что уплотняющее тело (16) имеет прилегающий к дну (52) канавки и опирающийся на обе боковые поверхности (53, 54) нижний участок (26), от которого отходит уплотнительное утолщение (24), имеющее меньшую ширину по сравнению с шириной кольцевой канавки (25).
6. Прокладочное кольцо по любому из пп.1-5, отличающееся тем, что основная часть (15) и, по меньшей мере, одно уплотняющее тело (16) состоят из синтетического материала.
7. Прокладочное кольцо по любому из пп.1-6, отличающееся тем, что основная часть (15) состоит из термопластичного материала.
8. Прокладочное кольцо по любому из пп.1-7, отличающееся тем, что, по меньшей мере, одно уплотняющее тело (16) состоит из эластомерного синтетического материала.
9. Прокладочное кольцо по любому из пп.1-8, отличающееся тем, что на участке его внутренней окружности предусмотрено несколько размещенных распределенными по окружности стопорных выступов (33), которые выполнены цельными, по меньшей мере, с одним уплотняющим телом (16) и выступают относительно основной части (15) радиально внутрь.
10. Прокладочное кольцо по любому из пп.1-9, отличающееся тем, что на обеих осевых сторонах основной части (15) предусмотрено установленное в соответствующим образом выполненной кольцевой канавке (25) уплотняющее утолщение.
11. Прокладочное кольцо по п.10, отличающееся тем, что оба уплотняющих тела (16) выполнены раздельно друг от друга.
12. Прокладочное кольцо по п.10, отличающееся тем, что оба уплотняющих тела (16) соединены в одно целое между собой мостиками материала (64), проходящими по оси через основную часть (15) в распределенных по его окружности местах.
findpatent.ru
Уплотнительные кольца — Промграфит. Производство, монтаж и сервисное обслуживание.
 Назначение: уплотнение неподвижных и подвижных соединений гидравлических, топливных, смазочных и пневматических устройств, в неподвижных и подвижных соединениях при скоростях до 3 м/с.
Назначение: уплотнение неподвижных и подвижных соединений гидравлических, топливных, смазочных и пневматических устройств, в неподвижных и подвижных соединениях при скоростях до 3 м/с.
Рабочая среда: минеральные масла, жидкие топлива, эмульсии, смазки, пресная и морская вода, сжатый воздух.
Температура рабочей среды: от -60 до +325 оС, в зависимости от группы резины или эластомера.
Рабочее давление:
• до 50 Мпа (500 кгс/см2) в неподвижных соединениях в минеральных маслах, жидких топливах, эмульсиях, смазках, пресной и морской воде;
• до 32 Мпа (320 кгс/см2) в подвижных соединениях в минеральных маслах, жидких топливах, эмульсиях, смазках, пресной и морской воде;
• до 40 Мпа (400 кгс/см2) в неподвижных соединениях в сжатом воздухе;
• до 10 Мпа (100 кгс/см2) в подвижных соединениях в сжатом воздухе.
Типоразмеры уплотнительных резиновых колец по ГОСТ …>>>
Типоразмеры уплотнительных резиновых колец по зарубежным стандартам …>>>
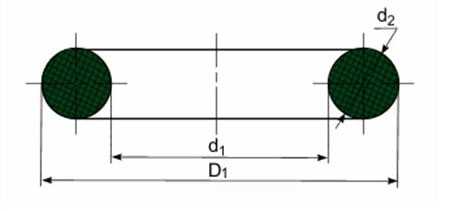 |
D1 — наружный диаметр кольца, мм; d1 — внутренний диаметр кольца, мм; d2 — сечение кольца, мм; D — диаметр уплотняемого цилиндра, мм; d — диаметр уплотняемого штока, мм. |
Таблица. Материалы, применяемые при изготовлении резиновых колец.
| Сокращенное обозначение | Наименование материалов |
| NBR | Акрипонитрил — бутадиен — каучук |
| HNBR | Гидрированный акрипонитрил — бутадиен — каучук |
| CR | Хлорбутадиен — каучук |
| ACM | Акрилат — каучук |
| VMQ | Силикон — каучук |
| FVMQ | Фторсиликон — каучук |
| FKM | Фторкаучук |
| FFKM | Перфторкаучук |
| AU | Полиуретан |
| NR | Натуральный каучук |
| SBR | Стирол — бутадиен — каучук |
| EPDM | Этилен — пропилен — диен — каучук |
| IIR | Бутил — каучук |
| CSM | Хлорсульфонированный полиэтилен |
| PTFE | Политетрафторэтилен |
pgn.su
Как и чем можно заменить уплотнительное кольцо
Уплотнительные кольца используются в гидравлических и пневматических силовых системах и прочих устройствах. Для их создания может применяться резина, каучук и прочие подобные материалы, способные функционировать в агрессивных средах. Для каждого назначения предусмотрен государственный стандарт, регламентирующий производство и использование изделий. Далее рассмотрим, чем можно заменить уплотнительное кольцо, но сначала подробнее разберемся в особенностях этого вспомогательного элемента.

Рабочее давление, скорость и температура
Изделия могут работать в разных условиях, например:
- пресная или морская вода;
- смазки;
- топливо;
- сточные воды и прочие.
В подвижных соединениях материал должен проявлять стойкость к давлению до 32 МПа, в неподвижных – до 50 МПа. При этом имеет значение скорость движения деталей.
Что касается температуры, этот параметр обычно варьируется в пределах от -50 до +130 градусов. Отдельные образцы способны выходит за указанные рамки, учитывая их назначение. Следовательно, материал должен хорошо переносить как сильные морозы, так и повышенную температуру.
Поскольку многие среды характеризуются химической активностью, от изделий также требуется стойкость к подобным воздействиям.
Обозначение
Маркировка уплотнительных колец выполняется по стандартам. Как правило, она включает в себя такие данные:
- Диаметр цилиндра. Это может быть размер вала или другой детали. Фактический диаметр уплотнительного кольца будет немного меньше, чем размер цилиндра. За счет этого обеспечивается плотность прилегания изделий.
- Внутренний диаметр цилиндра. Это размер места, где будет находиться уплотнительное изделие.
- Диаметр самого кольца. Этот параметр имеет определяющее значение при выборе размера изделия.
- Группа материала. К примеру, 4, 5, 6 – это фторкаучук; 0, 1, 2, 3 – бутадиен-нитрильный каучук.
Требования к качествам материалов, используемых для изготовления уплотнителей
Чтобы разобраться, что можно задействовать для замены уплотнительного кольца, следует учесть требования к ним:
- маслобензостойкость – состав некоторых сред способствует снижению механических характеристик материалов, из которых производятся кольца;
- термостойкость – зависит от необратимых процессов, происходящих в самом изделии;
- морозостойкость – нижний порог температуры, при которой уплотнение сохраняет свои эластичные и прочие качества;
- коррозионная активность – описывает влияние материала на окисление металлов и сплавов, с которыми контактирует изделие;
- твердость – находится в границах от 0 до 100 (выделяют несколько групп резин, например: мягкие, средней твердости, твердые и очень твердые).
Во многих случаях определяющим также является еще один важный параметр – износостойкость. Он особо учитывается для резиновых и прочих изделий, которые подвержены абразивному воздействию или используются в подвижных соединениях.
Жесткость материала уплотнительных колец определяется за счет соотношения остаточной деформации и силы удара, а также свойства рассеивать механическую энергию, вызванную динамическим влиянием.
Важным свойством изделий также является возможность восстанавливать свои первоначальные качества после устранения напряжений.
Отдельно можно выделить вакуумную стойкость. Этот параметр важен для определенных изделий, которые эксплуатируются в зоне воздух-вакуум. В этом случае обеспечивается ускоренное протекание окислительных процессов, а в составе используются дополнительные компоненты, продлевающие срок эксплуатации колец.
К разрушению изделий может привести также кессонный эффект. Он наблюдается при условии давления выше 10 МПа. Для повышения стойкости изделий чаще всего используются плотная и твердая резина.
Если оценить все эти требования, становится понятно, что поменять уплотнительное кольцо на какой-либо аналог невозможно. Если случилась неприятность – выход из строя изделия, – нет временного решения. Нужно позаботиться о приобретении нового уплотнительного кольца с необходимыми характеристиками, после чего произвести замену.
Чтобы избежать простоя оборудования, специалисты рекомендуют не только проводить регулярные осмотры соединений, но и запасаться дополнительными изделиями на аварийный случай. Тогда у вас всегда будет под рукой новая деталь, которую можно установить в нужный момент без ожидания специальной поставки товара.
www.rti-prom.ru
Прокладочные кольца — Большая Энциклопедия Нефти и Газа, статья, страница 4
Прокладочные кольца
Cтраница 4
При нагревании до 380 — 390 и действии нагрузки ( 500 кг / ел 2) вязкость фторопласта снижается, что обеспечивает контакт свариваемых частей. Сварку применяют при изготовлении из пленки или листового материала сосудов, тонкостенных трубок, прокладок с эластичными вкладышами. Из жгутов сваривают прокладочные кольца большого диаметра. [46]
Испытанию были подвергнуты четыре кольцевые пружины, которые последовательно деформировались от 0 до 3 5 мм. После этого узел испытывался в собранном виде по рис. 18: две пружины плюс кожаное кольцо плюс два резиновых прокладочных кольца. Кривая 1 построена по средним величинам из четырех испытаний отдельных пружин. Кривая 2 отражает испытание уплотнительного узла в собранном виде. Общее усилие от двух пружин составляет 900 кгс. [47]
В химических лабораториях применяется главным образом тонкостенная стеклянная посуда. Такая посуда, будучи более стойкой к резким изменениям температуры, в то же время очень хрупка и требует осторожного обращения. Наиболее часто применяются: стеклянные пробирки, стаканы, плоскодонные, круглодонные и конические колбы, воронки, измерительные цилиндры и др. Измерительные цилиндры — толстостенные, поэтому нельзя наливать в них горячие жидкости: растрескаются. Чтобы закрепить посуду в нужном положении, применяют железные штативы с кольцами и зажимами. Между закрепляемой в штативе посудой и зажимами делать прокладочные кольца из резины или из бумаги; не зажимать слишком туго. [48]
В ряде случаев в литературе и проспектах фирмы приводят неточные записи марки или группы прочности сталей, поэтому искажаются обозначения на деталях и описания в сертификатах, таблицах. Фирмы и корпорации приводят обозначения марок сталей, принятых самими фирмами-изготовителями оборудования. Так, некоторые фирмы обозначают коррозионно-стойкую хромистую сталь шифром К. Монель, а другие Монель К. Сплав Инконель 600 обозначают в сертификатах шифром Инконель-600 или Инконел 600, а прокладочные кольца во фланцах устьевого оборудования скважин и наземной коммуникации — по данным Американского нефтяного института ( АНИ): RX 24 и RX-24, ВХ 155 и ВХ-155; типоразмеры оборудования приводятся в мм — МПа и в мм X МПа, катушки — в мм — МПа — мм и мм X МПа X мм. Французская фирма ФМС / ОСТ обозначает прокладочные кольца фланцев цифрами ВХ АНИ и RG. Химические элементы сталей не имеют порядковых записей в таблицах сертификатов Химические составы и разбросаны по классификации, принятой самими фирмами. Кроме того, в таблицах часть химических элементов опускается. [49]
В ряде случаев в литературе и проспектах фирмы приводят неточные записи марки или группы прочности сталей, поэтому искажаются обозначения на деталях и описания в сертификатах, таблицах. Фирмы и корпорации приводят обозначения марок сталей, принятых самими фирмами-изготовителями оборудования. Так, некоторые фирмы обозначают коррозионно-стойкую хромистую сталь шифром К. Монель, а другие Монель К. Сплав Инконель 600 обозначают в сертификатах шифром Инконель-600 или Инконел 600, а прокладочные кольца во фланцах устьевого оборудования скважин и наземной коммуникации — по данным Американского нефтяного института ( АНИ): RX 24 и RX-24, ВХ 155 и ВХ-155; типоразмеры оборудования приводятся в мм — МПа и в мм X МПа, катушки — в мм — МПа — мм и мм X МПа X мм. Французская фирма ФМС / ОСТ обозначает прокладочные кольца фланцев цифрами ВХ АНИ и RG. Химические элементы сталей не имеют порядковых записей в таблицах сертификатов Химические составы и разбросаны по классификации, принятой самими фирмами. Кроме того, в таблицах часть химических элементов опускается. [50]
Качество заточки лезвия проверяют, проводя осторожно ногтем пальца по жалу лезвия; если ноготь не скользит, а как бы врезается в жало, значит лезвие заточено хорошо. Если ноготь, двигаясь по жалу лезвия, скользит, то заточку продолжают на оселке. Опытный столяр заточку инструмента проверяет смоченным большим пальцем правой руки — на ощупь. Угол заточки ( фаски) проверяют шаблоном ( рис. 5.61), а прямолинейность — линейкой, приложенной к лезвию; прямой угол между лезвием и кромкой строгального ножа проверяют угольником. До установки точильного круга навал станка проверяют наличие трещин. При легком ударе молотка по кругу определяют на слух возможность трещин. При больших зазорах используют переходные прокладочные кольца. При насаживании точильного круга на вал при слишком маленьком отверстии круг может треснуть. Установив точильный круг, выполняют балансировку и центровку. Боковые плоскости точильного круга должны быть перпендикулярны рабочему валу. Точильный круг закрепляют на рабочем валу, затягивая гайки. [51]
Смеси, вулканизованные аминами, имеют более низкую остаточную деформацию сжатия и новыш. Такие смеси обладают повыш. Лучшие результаты достигаются при сочетании аминов и диизоцианатов. Резины, вулканизованные изоцианатами, имеют наиболее высокую маслостойкость. Применение активных наполнителей ( углеродных саж и тонкодисперсных сортов кремнекислоты) значительно повышает прочность и др. механич. Наибольшее применение, особенно в резинах, предназначенных для работы при высоких темп — pax, находят осажденная кремнекислота и силикаты металлов. Сырые смеси из К.ф. не рекомендуется хранить длительно. Для приготовления клеев из К. Из них изготовляют различные уплотнит, и прокладочные кольца, диафрагмы, мембраны, предназначенные для работы при высоких темн-рах в али-фатич. [52]
Страницы: 1 2 3 4
www.ngpedia.ru
ГОСТ 9833-73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры (с Изменениями N 1, 2, 3), ГОСТ от 25 мая 1973 года №9833-73
ГОСТ 9833-73
Группа Л63
КОЛЬЦА РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ КРУГЛОГО СЕЧЕНИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ И ПНЕВМАТИЧЕСКИХ УСТРОЙСТВ
Конструкция и размеры
Rubber toroidal sealing rings for hydraulic and pneumatic equipment. Construction and dimensions
ОКП 25 3111
Дата введения 1978-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
Г.А.Аптекарев (руководитель темы), Е.Е.Ковалева, Ю.Н.Городничев, канд. техн. наук Т.П.Федулова, Е.А.Протасова, А.М.Верещагина, Н.Б.Луканева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 25.05.73 N 1322
3. Срок проверки — 1991 г.; периодичность проверки — 3 года
4. Стандарт полностью соответствует ИСО 3601-78*
________________
* Доступ к международным и зарубежным документам можно получить, перейдя по ссылке на сайт http://shop.cntd.ru. — Примечание изготовителя базы данных.
5. ВЗАМЕН ГОСТ 9833-61 (в части размеров)
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. ПЕРЕИЗДАНИЕ (октябрь 1998 г.) с Изменениями N 1, 2, 3, утвержденными в феврале 1979 г., августе 1982 г., июне 1987 г. (ИУС 4-79, 12-82, 11-87)
8. Ограничение срока действия снято по протоколу N 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
1. Настоящий стандарт устанавливает конструкцию и размеры резиновых уплотнительных колец круглого сечения для гидравлических, топливных, смазочных и пневматических устройств.
Рекомендации по применению и монтажу колец даны в приложении к настоящему стандарту.
2. Кольца должны изготовляться следующих групп точности:
1 — для подвижных соединений;
2 — для подвижных и неподвижных соединений.
Примечание. Кольца группы точности 1 изготовляются по согласованию потребителя с изготовителем.
Диаметры сечений колец
3. Диаметры сечений колец должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
мм
Номинальный диаметр сечения | Предельные отклонения для групп точности | |
1 | 2 | |
1,4 | ±0,07 | ±0,10 |
1,9 | ±0,08 | |
2,5 | ±0,09 | |
3,0 | ±0,10 | +0,20 |
3,6 | ||
4,6 | ||
5,8 | ±0,14 | +0,30 |
7,5 | ±0,15 | |
8,5 | ±0,20 | +0,30 |
(Измененная редакция, Изм. N 3).
Внутренние диаметры колец
4. Внутренние диаметры колец должны соответствовать указанным на черт.2-10 и в табл.2-10.
Обозначение типоразмера кольца строят по следующей структуре:
Масса указана для справок при условной плотности резины 1000 кг/м. Допускается уточнять массу 1000 шт. колец в зависимости от плотности резины конкретной марки и предельных отклонений размеров колец.
Плотность конкретных марок резин, из которых изготавливают кольца — 1200-2100 кг/м.
Кольца уплотнительные сечением 1,4 мм
Кольца уплотнительные сечением 1,4 мм
Черт.2
Таблица 2
Обозначение типоразмера кольца | Применяемость | , мм | Масса 1000 шт., кг | |
Номин. | Пред. откл. | |||
003-005-14 | 2,8 | -0,2 | 0,02 | |
004-006-14 | 3,8 | 0,03 | ||
005-007-14 | 4,7 | |||
006-008-14 | 5,7 | |||
008-010-14 | 7,7 | -0,3 | 0,04 | |
Кольца уплотнительные сечением 1,9 мм
Черт.3
Таблица 3
Обозначение типоразмера кольца | Применяемость | , мм | Масса 1000 шт., кг | |
Номин. | Пред. откл. | |||
003-006-19 | 2,8 | -0,2 | 0,04 | |
004-007-19 | 3,8 | 0,05 | ||
005-008-19 | 4,7 | 0,06 | ||
006-009-19 | 5,7 | 0,07 | ||
007-010-19 | 6,7 | -0,3 | 0,08 | |
008-011-19 | 7,7 | 0,09 | ||
009-012-19 | 8,7 | 0,09 | ||
010-013-19 | 9,7 | 0,10 | ||
011-014-19 | 10,6 | 0,11 | ||
012-015-19 | 11,6 | 0,12 | ||
013-016-19 | 12,6 | 0,13 | ||
014-017-19 | 13,6 | 0,14 | ||
015-018-19 | 14,6 | 0,15 | ||
016-019-19 | 15,6 | 0,16 | ||
017-020-19 | 16,6 | 0,17 | ||
018-021-19 | 17,5 | -0,4 | 0,17 | |
019-022-19 | 18,5 | 0,18 | ||
020-023-19 | 19,5 | 0,19 | ||
021-024-19 | 20,5 | 0,20 | ||
022-025-19 | 21,5 | 0,21 | ||
023-026-19 | 22,5 | 0,22 | ||
024-027-19 | 23,5 | 0,23 | ||
025-028-19 | 24,5 | 0,24 | ||
026-029-19 | 25,5 | -0,5 | 0,24 | |
027-030-19 | 26,5 | 0,25 | ||
028-031-19 | 27,5 | 0,26 | ||
029-032-19 | 28,5 | 0,27 | ||
030-033-19 | 29,5 | 0,28 | ||
032-035-19 | 31,0 | -0,6 | 0,29 | |
033-036-19 | 32,0 | 0,30 | ||
034-037-19 | 33,0 | 0,31 | ||
035-038-19 | 34,0 | 0,32 | ||
036-039-19 | 35,0 | 0,33 | ||
037-040-19 | 36,0 | 0,34 | ||
038-041-19 | 37,0 | 0,35 | ||
039-042-19 | 38,0 | -0,7 | 0,36 | |
040-043-19 | 39,0 | 0,37 | ||
042-045-19 | 41,0 | 0,38 | ||
045-048-19 | 44,0 | 0,41 | ||
047-050-19 | 46,0 | -0,8 | 0,43 | |
048-052-19 | 47,0 | 0,44 | ||
050-053-19 | 49,0 | 0,45 | ||
003,5-006,5-19 | 3,2 | -0,2 | 0,05 | |
004,5-007,5-19 | 4,2 | 0,05 | ||
005,5-008,5-19 | 5,2 | 0,06 | ||
006,5-009,5-19 | 6,2 | -0,3 | 0,07 | |
007,5-010,5-19 | 7,2 | 0,08 | ||
008,5-011,5-19 | 8,2 | 0,09 | ||
009,5-012,5-19 | 9,2 | 0,10 | ||
010,5-013,5-19 | 10,0 | 0,11 | ||
011,5-014,5-19 | 11,0 | 0,12 | ||
012,5-015,5-19 | 12,0 | 0,12 | ||
013,5-016,5-19 | 13,0 | 0,13 | ||
014,5-017,5-19 | 14,0 | 0,14 | ||
015,5-018,5-19 | 15,0 | 0,15 | ||
016,5-019,5-19 | 16,0 | 0,16 | ||
Примечание. Типоразмеры колец от 021-024-19 до 050-053-19 и от 003,5-006,5-19 до 016,5-019,5-19 применять не рекомендуется.
Кольца уплотнительные сечением 2,5 мм
Кольца уплотнительные сечением 2,5 мм
Черт.4
Таблица 4
Обозначение типоразмера кольца | Применяемость | , мм | Масса 1000 шт., кг | |
Номин. | Пред. откл. | |||
004-008-25 | 3,8 | -0,2 | 0,10 | |
005-009-25 | 4,7 | 0,11 | ||
006-010-25 | 5,7 | 0,13 | ||
007-011-25 | 6,7 | -0,3 | 0,14 | |
008-012-25 | 7,7 | 0,15 | ||
009-013-25 | 8,7 | 0,18 | ||
010-014-25 | 9,7 | 0,20 | ||
011-015-25 | 10,6 | 0,22 | ||
012-016-25 | 11,6 | 0,23 | ||
013-017-25 | 12,6 | 0,25 | ||
014-018-25 | 13,6 | 0,27 | ||
015-019-25 | 14,6 | 0,29 | ||
016-020-25 | 15,6 | 0,30 | ||
017-021-25 | 16,6 | 0,31 | ||
018-022-25 | 17,5 | -0,4 | 0,32 | |
019-023-25 | 18,5 | 0,33 | ||
020-024-25 | 19,5 | 0,34 | ||
021-025-25 | 20,5 | 0,35 | ||
022-026-25 | 21,5 | 0,37 | ||
023-027-25 | 22,5 | 0,39 | ||
024-028-25 | 23,5 | 0,40 | ||
025-029-25 | 24,5 | 0,41 | ||
026-030-25 | 25,5 | -0,5 | 0,42 | |
027-031-25 | 26,5 | 0,45 | ||
028-032-25 | 27,5 | 0,46 | ||
029-033-25 | 28,5 | 0,48 | ||
030-034-25 | 29,5 | 0,49 | ||
032-036-25 | 31,0 | -0,6 | 0,52 | |
034-038-25 | 33,0 | 0,55 | ||
036-040-25 | 35,0 | 0,57 | ||
037-041-25 | 36,0 | 0,59 | ||
038-042-25 | 37,0 | 0,61 | ||
040-044-25 | 39,0 | -0,7 | 0,64 | |
041-045-25 | 40,0 | 0,66 | ||
042-046-25 | 41,0 | 0,67 | ||
043-047-25 | 42,0 | 0,68 | ||
044-048-25 | 43,0 | 0,70 | ||
045-049-25 | 44,0 | 0,72 | ||
046-050-25 | 45,0 | -0,8 | 0,73 | |
048-052-25 | 47,0 | 0,76 | ||
050-054-25 | 49,0 | 0,79 | ||
051-055-25 | 50,0 | 0,81 | ||
052-056-25 | 51,0 | -0,9 | 0,83 | |
054-058-25 | 53,0 | 0,86 | ||
055-059-25 | 54,0 | 0,87 | ||
056-060-25 | 55,0 | 0,89 | ||
058-062-25 | 57,0 | -1,0 | 0,91 | |
060-064-25 | 59,0 | 0,94 | ||
061-065-25 | 60,0 | 0,96 | ||
062-066-25 | 61,0 | 0,98 | ||
064-068-25 | 62,5 | 1,00 | ||
065-070-25 | 63,5 | -1,1 | 1,03 | |
068-072-25 | 66,5 | 1,06 | ||
070-075-25 | 68,5 | 1,09 | ||
072-078-25 | 70,5 | -1,2 | 1,13 | |
075-080-25 | 73,5 | 1,17 | ||
078-082-25 | 76,5 | 1,22 | ||
080-085-25 | 78,5 | -1,3 | 1,25 | |
082-088-25 | 80,5 | 1,28 | ||
085-090-25 | 83,5 | -1,4 | 1,33 | |
088-092-25 | 86,5 | 1,37 | ||
090-095-25 | 88,5 | 1,40 | ||
092-098-25 | 90,5 | -1,5 | 1,43 | |
docs.cntd.ru