Что такое прокат в металлургии? — Новости металлургии
Металлоснабжение и сбыт
Switch to English
Конференции
- 20 — 21 февраля 2023г. Сочи Региональная металлоторговля России
- 16 — 17 марта 2023г. Москва Оцинкованный и окрашенный прокат: тенденции производства и потребления
- 6 — 7 апреля 2023г. Екатеринбург Нержавеющая сталь и российский рынок
Объявления
Куплю 25 Продам 130
- Покупаем трубы б/у 219.325.426.530.630.1020 1420
- Труба БРАЖ ф90х8
- Труба бу 273 мм стенка 8.5 мм, объем 15 тонн
- Листы 20х23н18
- Листы лежалые срочно Куплю!!!
 08х17т, 12х1мф, AISI 304/316L, 06хн28мдт, 12х18н10т, 10…
08х17т, 12х1мф, AISI 304/316L, 06хн28мдт, 12х18н10т, 10…- Куплю уголок швеллер и балку !!!
- 40ХН, 40ХН2МА, 38ХН3МФА
- Зеркальный анодированный алюминий
- Срочно куплю металлопрокат!!!
 08х17т, 12х1мф, AISI 304/316L, 06хн28мдт, 12х18н10т, 10…
08х17т, 12х1мф, AISI 304/316L, 06хн28мдт, 12х18н10т, 10…Все объявления
Поставщики
- 20 декабря
- АНСплав(Санкт-Петербург)
- 19 декабря
- Невотекс, Торговый дом(Екатеринбург)
- Метэко, Группа компаний(Санкт-Петербург)
- Нижне-Волжский трубный завод, Производственное объединение(Волжский)
- 12 декабря
- МеталлНефтеПроект, Холдинг(Екатеринбург)
- Трансломпереработка(Москва)
- Росттрубосталь(Волгоград)
- Промстоун, Торгово-производственная компания(Уфа)
- 09 декабря
- Черметком, Торговый дом(Москва)
- Волга-Сталь(Тольятти)
Справочник «Металлургия. Металлопоставки. Россия.»
Металлопоставки. Россия.»
Добавить компанию
Ижсталь , Мечел | 05 июня 2022 г. | 14:07
Для подавляющего большинства людей прокат – всего лишь разновидность аренды. Но не для металлургов! Для них в этом коротком, абсолютно незвучном слове заключен иной смысл: многогранный и осязаемый.
Какая картина предстает перед глазами непосвященного человека при слове металлургия? Клокочущее море расплавленного металла в чреве печи и рядом с ней – озаренный отблесками пламени, спокойный и уверенный в себе укротитель огня – сталевар!
Но это далеко не все, а точнее – только начало процесса. Расплавленная сталь завораживает, но она – предтеча того, что в металлургии называется готовой продукцией.
Новости по теме12 августа 2022 г. У Ижстали появился ряд клиентов с интересными заявками
Получаемая в сталеплавильном производстве заготовка поступает на прокатные станы, где и превращается в готовую продукцию.
Так что же такое прокат в металлургии? Это не просто железки определенного профиля. Из него производят большое количество металлической продукции. Для каждого изделия выбирают свою подходящую форму заготовки.
Основные виды металлопроката:
1) листовой – прокат в виде листа;
2) сортовой – полосовой, круглый, квадратный и шестигранный прокат, отличающийся простотой формы поперечного сечения;
3) фасонный – имеющий сложную форму профиля. Например, швеллер, уголки, двутавровые балки;
4) трубопрокат – сварные, холоднотянутые, горячекатаные трубы с прямоугольным, круглым или овальным сечением;
5) художественный – декоративные элементы.
А вот поверхность изделий из металлопроката может быть весьма привлекательной и эстетичной. И добиваются этого на специальном оборудовании – линиях отделки проката. Сами металлурги называют такую отделку финишной.
Читать далее в блоге Мечела на Яндекс-дзен.
Источник: ИИС «Металлоснабжение и сбыт»
Если вы нашли ошибку в тексте, вы можете уведомить об этом администрацию сайта, выбрав текст с ошибкой и нажатием кнопок Shift+Enter
Популярные новости
Если целиться выше мишени, то, может, попадешь в цель. Российский и мировой рынок стали: 11-18 декабря 2022 г.
Российский и мировой рынок стали: 11-18 декабря 2022 г.
Чайки мечутся над морем. Российский и мировой рынок сортового проката: 12-19 декабря
Актуальные ценовые индексы
Разные рынки — разные судьбы. Российский и мировой рынок листового проката: 7-14 декабря
О положении дел в электрометаллургии
Завод «Силур» в Харцызске получил повреждения из-за обстрела со стороны ВСУ
Транспортные дисбалансы
Развиваться в условиях «идеального шторма»: итоги года и будущие точки роста для металлургов
Видео о проекте обновления нагревательных печей на стане 2000 ЧерМК
Интервью генерального директора АЭМ-технологии Игоря Котова
Подписка на новости
Опрос МСС
2022 год был крайне непростым: и СВО, и экономические санкции, и снижения цен, и другие проблемы в экономике и на рынке металлов. А как вы планируете встретить Новый год и провести зимние каникулы?
(проводится с 12-12-2022 по 05-01-2023)Как обычно, в кругу своей семьи и родных, а затем прогулки, лыжи, коньки. ..
..
Скромно, так как экономика еще нескоро начнёт подниматься
Дома, никуда не поедем, так как отельеры взвинтили цены на январские праздники
С надеждой на позитив в 2023 г.
Виды металлопроката — «ТСК-Регион»
Для подавляющего большинства людей прокат – всего лишь разновидность аренды. Но не для металлургов! Для них в этом коротком, абсолютно незвучном слове заключен иной смысл: многогранный и осязаемый.
Какая картина предстает перед глазами непосвященного человека при слове металлургия? Клокочущее море расплавленного металла в чреве печи и рядом с ней – озаренный отблесками пламени, спокойный и уверенный в себе укротитель огня – сталевар!
Но это далеко не все, а точнее – только начало процесса. Расплавленная сталь завораживает, но она – предтеча того, что в металлургии называется готовой продукцией.
Получаемая в сталеплавильном производстве заготовка поступает на прокатные станы, где и превращается в готовую продукцию.
Так что же такое прокат в металлургии? Это не просто железки определенного профиля. Из него производят большое количество металлической продукции. Для каждого изделия выбирают свою подходящую форму заготовки.
Основные виды металлопроката:
- листовой – прокат в виде листа;
- сортовой – полосовой, круглый, квадратный и шестигранный прокат, отличающийся простотой формы поперечного сечения;
- фасонный – имеющий сложную форму профиля. Например, швеллер, уголки, двутавровые балки;
- трубопрокат – сварные, холоднотянутые, горячекатаные трубы с прямоугольным, круглым или овальным сечением;
- художественный – декоративные элементы.
А вот поверхность изделий из металлопроката может быть весьма привлекательной и эстетичной. И добиваются этого на специальном оборудовании – линиях отделки проката.
На «Ижстали» есть целый участок, где прокату придают минимальную шероховатость поверхности и радующий глаз блеск. На нем мирно «сосуществуют» три линии, предназначенные для обточки и правки/полировки горячекатаного сортового проката из углеродистых, легированных, нержавеющих, подшипниковых и быстрорежущих марок стали с высоким квалитетом точности. Две линии фирмы Kieserling и одна фирмы Xetran.
Линии обточки состоят из двух основных агрегатов: обточного станка и правильно-полировальной машины. Черный горячекатаный пруток подается в обточной станок, где с помощью вращающейся многорезцовой головки происходит снятие поверхностного слоя.
Затем заготовка поступает в правильно-полировальную машину, где проходит между двумя вращающимися валками, изготовленными из закаленной стали. При этом происходит улучшение качества поверхности прутка.
 Ведь помимо красивого внешнего вида его отличает высокая точность геометрических размеров, позволяющая в ряде случаев исключить дальнейшую обработку резанием.
Ведь помимо красивого внешнего вида его отличает высокая точность геометрических размеров, позволяющая в ряде случаев исключить дальнейшую обработку резанием.
Кроме того, новая ситуация требует широкомасштабной законодательно-регулятивной перестройки. Так, имеющиеся меры господдержки не всегда помогают, так как были разработаны в иной экономической реальности и для иных целей. Сами промышленники, отраслевые эксперты, депутаты видят необходимость глубоких перемен в налоговом, таможенном, антимонопольном законодательстве. Работа над этим идет, причем весьма высокими темпами, но потребуются месяцы, чтобы изменения сказались на низовом хозяйственном уровне.
А это означает снижение себестоимости машиностроительной продукции. Неудивительно, что спрос на такую металлопродукцию все время растет. А «Ижсталь» готова его удовлетворять в диапазоне размеров от 14 до 115 мм.
11.05.2022 г.
Источник: ИИС «Металлоснабжение и сбыт»
Компания «ТСК-Регион»является официальным дилером и региональным представителем производителей широкого ассортимента металлопрокатной продукции.
В нашем каталоге представлен ассортимент трубного, листового и сортового проката:
- Трубы стальные
- Листовой прокат
- Сортовой прокат
- Детали трубопровода
Мы предлагает выгодные цены на качественную продукцию, соответствующую требованиям российских и зарубежных стандартов.
Металлургия рулонов Rolling Mill — ISPATGURU
Металлургия Rolling Mill Rolls
- Satyendra
- 13 ноября 2019 г.
- 0 Комментарии
- обратно вверх по переворачиванию, розы бочка, шейка валка, износ валка, вальцы, рабочий валок,
Металлургия прокатного стана Валки
Валки — это приспособления или инструменты, используемые в прокатных станах для уменьшения поперечного сечения прокатываемого материала. Они являются высоконагруженными инструментами и подвержены износу. Они нужны как для прокатки фасонного, так и плоского проката. В недавнем прошлом технология прокатки значительно улучшилась и изменилась, но валки всегда оставались наиболее ответственной частью прокатных станов. Вес валков может варьироваться в зависимости от типа и размера мельницы и типа валков. Во время прокатки валок испытывает большую нагрузку, и площадь контакта между валком и прокатываемым материалом изнашивается.
В недавнем прошлом технология прокатки значительно улучшилась и изменилась, но валки всегда оставались наиболее ответственной частью прокатных станов. Вес валков может варьироваться в зависимости от типа и размера мельницы и типа валков. Во время прокатки валок испытывает большую нагрузку, и площадь контакта между валком и прокатываемым материалом изнашивается.
В зависимости от профиля проката корпус валка может быть гладким (гладким) для прокатки листов (плит или полос) или желобчатым для прокатки фасонного материала (профилей). Валки состоят из двух основных компонентов, а именно (i) корпуса валка и (ii) шейки валка. Есть две шейки, по одной с каждой стороны. Корпус – это та часть, которая вступает в непосредственный контакт и деформирует металл обрабатываемой детали. Пара валков с канавками, показывающая корпус и шейку валка, показана на рис. 1.
Рис. 1 Пара валков с желобками
Валки необходимы для восприятия всех видов напряжений, нагрузок от нормальных и нештатных условий прокатки в прокатном стане, а также напряжений, изменяющихся при износе валков во время прокатки. Валки необходимы для выполнения тяжелой работы по обжатию во время горячей и холодной прокатки.
Валки необходимы для выполнения тяжелой работы по обжатию во время горячей и холодной прокатки.
Конструкция рулона должна учитывать два совершенно разных требования. Этими требованиями являются (i) максимальная прочность для учета разделяющих сил , крутящий момент и высокое давление между валками, и (ii) максимальную износостойкость в зоне контакта между валком и прокатываемым материалом. Валки не должны ломаться, раскалываться или изнашиваться и должны обеспечивать хорошую производительность без каких-либо проблем. Валки регулярно подвергаются механической обработке для восстановления желаемого профиля валков и устранения изношенной, растрескавшейся от огня и усталостной поверхности.
Существуют спецификации для валков, но конечной мерой качества валков является их производительность. Решающим фактором является стоимость рулонов на тонну стального проката.
Различные типы валков и типы прокатных станов показаны на рис. 2.
Рис. условиях при нормальной прокатке материала. Каждый раз, когда материал попадает в рулоны, он оказывает воздействие. Кроме того, валки должны сталкиваться с несколькими ненормальными условиями прокатки, которые могут возникнуть из-за (i) вины оператора прокатного стана, (ii) дефектных материалов с внутренними дефектами, попадающих в валки, (iii) перебоев в подаче электроэнергии, (iv) механических проблем транспортировка материала к валкам и (v) проблемы в системах водяного охлаждения. Во время таких ненормальных условий прокатки, которые более или менее широко распространены на прокатных станах, часто происходит повреждение валков, влияющее как на стан, так и на прокат.
условиях при нормальной прокатке материала. Каждый раз, когда материал попадает в рулоны, он оказывает воздействие. Кроме того, валки должны сталкиваться с несколькими ненормальными условиями прокатки, которые могут возникнуть из-за (i) вины оператора прокатного стана, (ii) дефектных материалов с внутренними дефектами, попадающих в валки, (iii) перебоев в подаче электроэнергии, (iv) механических проблем транспортировка материала к валкам и (v) проблемы в системах водяного охлаждения. Во время таких ненормальных условий прокатки, которые более или менее широко распространены на прокатных станах, часто происходит повреждение валков, влияющее как на стан, так и на прокат.
Напряжения и их распределение в валке из-за нагрузок в процессе прокатки очень сложны и сильно различаются. Некоторые напряжения имеют высокие градиенты перпендикулярно поверхности валка, такие как давление Герца или термические напряжения во время прокатки горячего материала и хорошего охлаждения валка, в то время как некоторые напряжения следует просто рассматривать как результат статической нагрузки, такой как крутящий момент от приводного двигателя. Однако все виды нагрузок могут привести к повреждению валков. Износ валка является еще одной важной проблемой вальца.
Однако все виды нагрузок могут привести к повреждению валков. Износ валка является еще одной важной проблемой вальца.
Важным аспектом, связанным с валками, является оптимизация различных свойств, таких как прочность, износостойкость и защита от огневых трещин, а также всех видов повреждений, которые обычно возникают при нарушениях прокатки. Процесс оптимизации в основном включает (i) выбор правильного состава, термической обработки и производственного процесса. Важна надежность валка и безопасность от любого разрушения валка, а это означает создание правильной микроструктуры и контроль уровня остаточных напряжений.
Разработка материалов для валков
В девятнадцатом веке в качестве материалов для валков использовали нелегированный серый чугун, идентифицированный по различным эквивалентам С (углерода) и разным скоростям охлаждения (литье в песчаные формы или кокильное литье), и кованую сталь. Марки чугуна варьировались от умеренно-твердого до полутвердого и отбеленного. В валках с прозрачным охлаждением бочка имела слой белого железа (без графита), а сердцевина вала и шейка были из серого чугуна. Позднее были разработаны литые стальные валки с содержанием углерода до 2,4 %, с графитом и без него.
В валках с прозрачным охлаждением бочка имела слой белого железа (без графита), а сердцевина вала и шейка были из серого чугуна. Позднее были разработаны литые стальные валки с содержанием углерода до 2,4 %, с графитом и без него.
Примерно в 1930 году для горячей прокатки на плоских станах были разработаны валки с неопределенной охлажденной двойной заливкой (ICDP). Марки валков ICDP были модифицированы и улучшены в конце 1990-х годов за счет улучшенных характеристик валков с использованием карбида. Примерно в 1950 году был разработан материал из чугуна с шаровидным графитом для валков. Материал с шаровидным графитом либо нелегированный, либо часто легированный Cr (хром), Ni (никель) и Mo (молибден), чтобы одновременно получить хорошую износостойкость и прочность. Использование высокохромистого железа (C- 2-3 %, Cr- 15-20 %), а затем стали с высоким содержанием Cr (C- 1-2 %, Cr- 10-15 %) для изготовления валков привело к использование новых материалов с повышенной износостойкостью.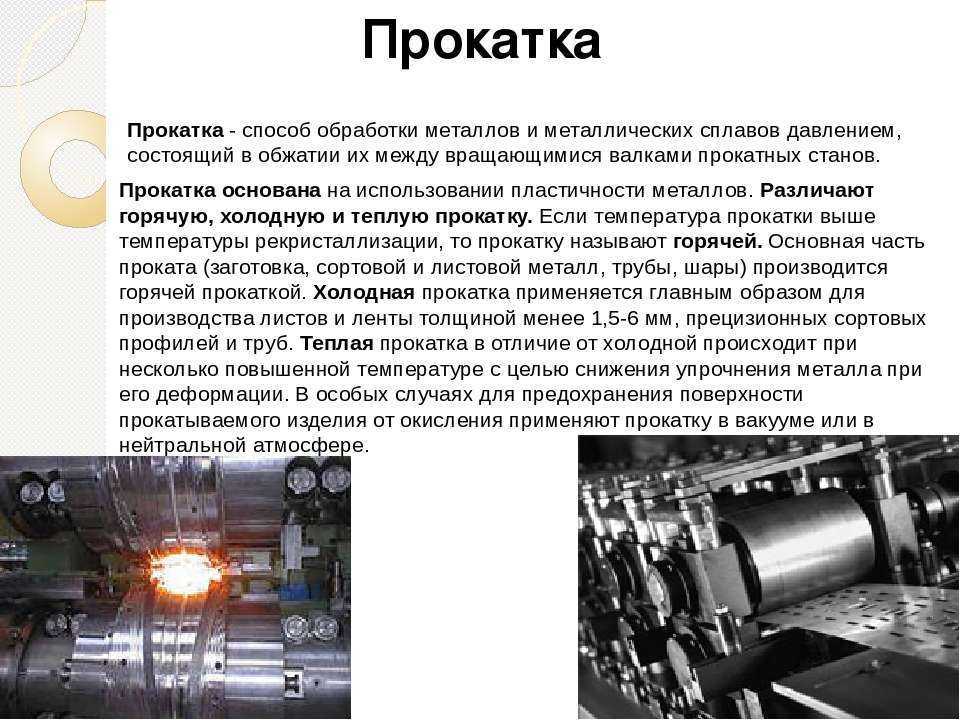
В 1985 году материалы для высокоскоростных инструментов нашли применение в валках. Эти материалы превратились в так называемые «марки полуинструментальной стали». Для прокатки катанки для валков был разработан высокотехнологичный спеченный карбид вольфрама. Для холодной прокатки стали также были разработаны кованые стальные валки, обеспечивающие более высокую прокаливаемость после термической обработки за счет увеличения содержания Cr с 2 % до 5 % и использования индукционного нагрева. Рабочие валки после шлифовки и дробеструйной обработки хромируют для получения большей долговечности необходимой шероховатости поверхности.
В настоящее время различные группы марок рулонных материалов, используемых в соответствии с микроструктурой, включают (i) доэвтектоидную сталь, (ii) заэвтектоидную сталь (ADAMITE), (iii) графитовую заэвтектоидную сталь, (iv) высокоэвтектоидную сталь. легированная сталь, например, с высоким содержанием хрома и т. д., (v) чугун с шаровидным графитом, (vi) чугун с неопределенным отливом, ICDP и (vii) специальные материалы, такие как спеченные карбиды, керамика и т. д.
д.
Производство валков
Валки производиться (i) литьем, (ii) ковкой, (iii) спеканием или горячим изостатическим прессованием и (iv) другими методами. Все методы имеют свои преимущества, недостатки и ограничения для производства. Эти ограничения могут быть вызваны (i) размерами валков, (ii) составом валков, (iii) требуемой твердостью или износостойкостью и (iv) производственными затратами.
Есть области, которые пересекаются, где доступны рулоны, изготовленные по разным технологиям, но нет общего правила, согласно которому рулоны, изготовленные по одной технологии, лучше, чем рулоны, изготовленные по другой технологии. Окончательное решение о выборе валков обычно зависит от стоимости валков на тонну проката. Недорогие роллы могут быть не лучше и в конечном итоге могут быть контрпродуктивными.
Чтобы сделать производство валков коммерчески привлекательным и сделать валки доступными для клиентов по разумной цене, производители валков должны иметь опыт (i) понимания применения валков (нагрузка, скорость, охлаждение валков и т. д.) , (ii) выбор оптимального материала, (iii) производство качественных валков без каких-либо дефектов, (iv) выбор адекватной термической обработки (прочность, твердость, остаточные напряжения и т. д.), (v) возможность механической обработки валка до соответствие требованиям спецификаций и оттисков, а также (vi) способность приспосабливаться к изменению технологии прокатки, а также технологии изготовления валков.
д.) , (ii) выбор оптимального материала, (iii) производство качественных валков без каких-либо дефектов, (iv) выбор адекватной термической обработки (прочность, твердость, остаточные напряжения и т. д.), (v) возможность механической обработки валка до соответствие требованиям спецификаций и оттисков, а также (vi) способность приспосабливаться к изменению технологии прокатки, а также технологии изготовления валков.
Контроль технологии производства рулонов важнее, чем сама технология. Процесс изготовления роллов всегда должен быть под контролем. Отношение стоимости валков к тоннам прокатанного материала уменьшается из-за (i) лучшей технологии прокатки и (ii) лучшей производительности валков. Это не связано с более низкой стоимостью рулонов. Рулоны по низкой цене в конечном итоге контрпродуктивны.
Валки и свойства материалов валков
Существует несколько свойств материалов, представляющих интерес для производителей валов и пользователей валов. Они описаны ниже.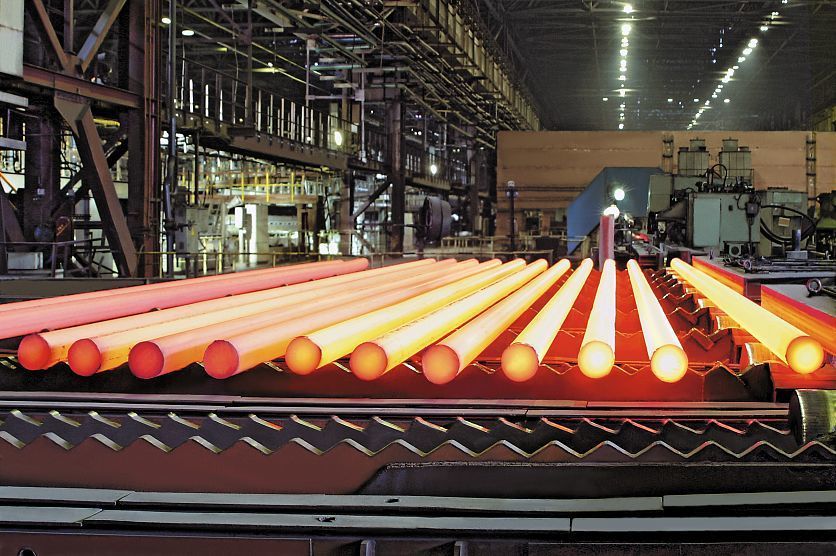
Физические свойства . Важными физическими свойствами валковых материалов, необходимыми для стабильной прокатки, являются (i) модуль Юнга, (ii) коэффициент Пуассона, (iii) коэффициент теплового расширения, (iv) теплопроводность и (v) ) коэффициент теплопередачи. Свойства модуля Юнга и коэффициента Пуассона заключаются в том, чтобы знать пределы упругого и пластического превращения. Коэффициент теплового расширения зависит от температуры и обычно является постоянной величиной для небольшого диапазона температур. Теплопроводность всегда для материала, из которого изготовлен рулон. Коэффициент теплопередачи имеет большое значение и сильно зависит от поверхности валков и прокатываемого материала.
Твердость – Измерение твердости выполняется быстро и дешево, и существует хорошая корреляция между твердостью и другими механическими свойствами, по крайней мере, для материалов одного и того же типа (одинаковый состав, микроструктура). Однако в случае валков трудно получить правильные показания твердости, а линейная зависимость твердости от других свойств всегда до определенной степени ограничена. Это связано с тем, что рулонные материалы имеют широкий разброс по составу и структуре. Следовательно, в случае валков показания твердости скорее сбивают с толку, чем помогают. Взгляды производителей валков и пользователей валков на показатели твердости всегда отличались друг от друга.
Это связано с тем, что рулонные материалы имеют широкий разброс по составу и структуре. Следовательно, в случае валков показания твердости скорее сбивают с толку, чем помогают. Взгляды производителей валков и пользователей валков на показатели твердости всегда отличались друг от друга.
Неразрушающим методом можно измерить только поверхностную твердость в валке. Это двухмерное измерение обычно считается репрезентативным для трехмерного объема за поверхностью. Но в валке существует градиент твердости из-за макроскопических и микроскопических изменений, вызванных литьем (уменьшение скорости затвердевания с увеличением расстояния от поверхности) и термической обработкой (уменьшение скорости охлаждения с увеличением расстояния от поверхности при закалке в зависимости от времени-температуры). кривые трансформации). Дальнейшая глубина твердости зависит от состава и методов термообработки.
Поверхность рулона также подвержена нескольким вещам. Могут иметь место неправильное обращение, окисление, коррозия, деформационное упрочнение, местный отпуск путем обжига во время шлифования и т. д., а также обезуглероживание вследствие термической обработки. Все это может вызвать положительные или отрицательные микроскопические градиенты на поверхности валков, что, в свою очередь, влияет на твердость валков.
д., а также обезуглероживание вследствие термической обработки. Все это может вызвать положительные или отрицательные микроскопические градиенты на поверхности валков, что, в свою очередь, влияет на твердость валков.
Остаточное напряжение – Валки обычно имеют остаточные напряжения. Эти остаточные напряжения двумерны на поверхности и трехмерны в объеме. На поверхности радиальное напряжение равно нулю, и продольное напряжение (осевое) также равно нулю на кромке ствола. В основной части ствола осевая и окружная (тангенциальная) равны по знаку и размерам. На центральной линии, близкой к осевому участку валка, касательные и радиальные напряжения равны по величине и знаку. Здесь отношение продольного к касательному/радиальному напряжению определяется отношением диаметра валка к длине. Напряжение, превышающее прочность материала валка, вызывает самопроизвольную поломку валка. Разрушение может быть перпендикулярно осевому направлению в случае, если сначала слишком велико продольное напряжение, или разрушение может произойти в осевом направлении, если сначала слишком велико тангенциальное/радиальное напряжение.
Остаточное напряжение сильно влияет на прочность валков. Прочность на сжатие увеличивает усталостную прочность, уменьшает распространение трещин и уменьшает напряжение сдвига на поверхности бочки валка и деформационное упрочнение. Остаточное растягивающее напряжение может привести к поломке рулона. Остаточные напряжения сжатия и растяжения в валке компенсируют друг друга по сечению валка. Для контроля в валках требуется правильный уровень остаточных напряжений.
Усталостная прочность – Это важно, так как многие разрушения валков происходят из-за усталости. Усталость возникает из-за изменяющихся нагрузок, а также из-за вращательных и изгибающих напряжений. Надрезы и огневые трещины оказывают большое влияние на усталостную прочность.
Для однородной стали усталостная прочность при изгибе имеет линейную зависимость от твердости до определенного предела, а за пределами предела усталостная прочность падает. Есть несколько факторов, влияющих на усталость, но материал становится все более хрупким и чувствительным к зазубринам, а небольшое увеличение напряжения способствует возникновению трещины, которая распространяется под повторяющейся нагрузкой. В случае разнородных материалов, таких как серый чугун, сталь с графитным литьем или заэвтектоидная сталь, усталостная прочность ниже, чем у однородной стали той же твердости.
В случае разнородных материалов, таких как серый чугун, сталь с графитным литьем или заэвтектоидная сталь, усталостная прочность ниже, чем у однородной стали той же твердости.
Значения усталости при изгибе при вращении всегда выше, чем усталостная прочность при растяжении/сжатии. Следовательно, изгиб при вращении является наиболее общей причиной усталостных разрушений валков.
Износостойкость – Износ имеет принципиальное значение для валков. Однако существует большое количество параметров, влияющих на износ валков. Этими параметрами могут быть (i) связанные с материалом, такие как состав, микроструктура, твердость и т. д., (ii) свойства противоположного прокатываемого материала, (iii) условия износа, такие как степень проскальзывания, давление, скорость, температура и система охлаждения. и т. д., и (iv) интерактивные агенты, такие как вода, смазочные материалы и все виды коррозионно-активных веществ. Все эти параметры могут варьироваться в широких пределах.
В прокатных станах износ происходит главным образом в местах наибольшего трения между валком и прокатываемым материалом. Износ обычно неравномерно распределяется по стволу от одного конца к другому. Кроме того, на поверхность валка влияет изменение температуры при каждом вращении, что может привести к образованию трещин от огня. Еще одним фактором, влияющим на износ валков, является охлаждение валков. Охлаждающие агенты могут содержать вещества, способствующие износу.
Износостойкость валков может быть повышена за счет выбора соответствующей марки материала валков. Влияние твердости материала валка на износостойкость незначительно. Содержание углерода и легирующих элементов, а также микроструктура являются более важными параметрами износостойкости.
Сила трения – В прокатном стане валок и прокатываемый материал прижимаются друг к другу одной и той же нагрузкой. Следовательно, для перемещения прокатываемого материала между валковыми зазорами необходима сила. Величина силы зависит от состояния поверхности (форма, шероховатость и т. д.), а также от коэффициента трения между материалом валка и прокатываемым материалом. Ситуация в валковом зазоре несколько сложная.
Величина силы зависит от состояния поверхности (форма, шероховатость и т. д.), а также от коэффициента трения между материалом валка и прокатываемым материалом. Ситуация в валковом зазоре несколько сложная.
Непрерывная прокатка без натяжения или с минимальным натяжением требует высокого трения между валками и прокатываемым материалом. При низком трении происходит проскальзывание. Критическими параметрами условий прокатки для предотвращения проскальзывания являются угол зацепления и скорость прокатки. Чем выше скорость, тем меньше угол поклевки. Если угол зацепления слишком велик для скорости прокатки, то необходимо либо уменьшить скорость прокатки, либо изменить поверхность ролика, чтобы увеличить трение. Рваная поверхность валка или наличие трещины в виде огненной трещины полезны для улучшения трения.
Roll Map Металлургия ГДР Железо Сталь Металл Изображение на доске
Allgemeine Geschäftsbedingungen (AGB)
§ 1 Geltungsbereich
Die folgenden Allgemeinen Geschäftsbedingungen gelten ausschließlich in ihrer zum Zeitpunkt der Bestellung gültigen Fassung für alle Verträge zwischen DesignVintageShopDE (Ronny Bähring) und dem jeweiligen Käufer auf der Internetplattform Etsy.
§ 2 Vertragsgegenstand
Gegenstand des jeweiligen Vertrages ist der Verkauf von gebrauchten Vintage Waren (Artikel in mindestens 20 Jahre alt), handgefertigte Produkten und Artikel für den Kreativbedarf über den Etsy Marktplatz. Diese Waren werden als Sofort-Kaufen Artikel angeboten.
§ 3 Zustandekommen des Vertrages
Der Käufer kann die angebotene Ware durch Anklicken des Buttons „In den Warenkorb“,ablegen. Durch anklicken auf das «Warenkorbsymbol» oben rechts auf der Webseite, kann der Käufer jederzeit seinen Warenkorb aufrufen. Im Warenkorb selbst kann der Kunde eine Versandadresse auswählen, wenn vorhanden und verfügbar die Stückzahl ändern und die Kosten des Artikels überprüfen. Sind alle gewünschten Artikel im Warenkorb enthalten kann der Käufer eine Zahlungsart wählen. Durch anklicken des Button «Zur Kasse gehen» bestätigt der Käufer diesen Bestellschritt. Wenn als Zahlungsmethode ein Sofortzahl-System (PayPal, Klarna oder Sofortüberweisung) ausgewählt worden ist, wird der Käufer zunächst auf die Webseite des Sofortzahl-System Anbieter weitergeleitet. Im Anschluss wird der Käufer autotisch zurück auf die Bestellübersichtsseite von etsy geleitet. Hier können nochmal alle Angaben überprüft und geändert werden. Der Käufer hat auch hier die Möglichkeit die Ware wieder aus dem Warenkorb zu entfernen oder den gesamten Kauf abzubrechen. Durch Anklicken des Buttons „Jetzt bezahlen“ erklärt der Käufer rechtsverbindlich die Annahme des Angebotes, zu dem im Warenkorb befindlichen Waren, wodurch ein wirksamer Kaufvertrag zustande kommt. Dem Käufer wird eine Bestätigung angezeigt, dass seine Bestellung erfolgt ist.
Im Anschluss wird der Käufer autotisch zurück auf die Bestellübersichtsseite von etsy geleitet. Hier können nochmal alle Angaben überprüft und geändert werden. Der Käufer hat auch hier die Möglichkeit die Ware wieder aus dem Warenkorb zu entfernen oder den gesamten Kauf abzubrechen. Durch Anklicken des Buttons „Jetzt bezahlen“ erklärt der Käufer rechtsverbindlich die Annahme des Angebotes, zu dem im Warenkorb befindlichen Waren, wodurch ein wirksamer Kaufvertrag zustande kommt. Dem Käufer wird eine Bestätigung angezeigt, dass seine Bestellung erfolgt ist.
§ 4 Preise
Alle Preise sind Brutto-Europreise zuzüglich eventuell anfallender Versand- und Verpackungskosten. Versand- und Verpackungskosten sind auf der jeweiligen Produktseite einsehbar.
Keine Ausweißung der Mehrwertsteuer bei den Artikelpreisen, da die Differenzbesteuerung gemäß § 25a UStG besteht. Umsatzsteuer bzw. Mehrwertsteuer wird bei den Versandkosten und Neuen (nicht Gebrauchten) Artikeln angegeben.
§ 5 Fälligkeit
Die Zahlung des Kaufpreises ist unmittelbar nach Vertragsschluss fällig. Sollte die Zahlung innerhalb von 10 Tagen nach Vertragsabschluss nicht eingegangen sein, поэтому gerät der Käufer in Verzug.
Sollte die Zahlung innerhalb von 10 Tagen nach Vertragsabschluss nicht eingegangen sein, поэтому gerät der Käufer in Verzug.
§ 6 Eigentumsvorbehalt
Die Ware bleibt bis zur vollständigen Bezahlung Eigentum von DesignVintageShopDE (Ronny Bähring).
§ 7 Widerrufsrecht
Sie haben das Recht, binnen vierzehn Tagen ohne Angaben von Gründen diesen Vertrag zu widerufen.
Die Widerrufsfrist beträgt vierzehn Tage ab dem Tag an dem Sie oder ein von Ihnen benannter Dritter, der nicht der Beförderer ist, die letzte Ware in Besitz genommen haben bzw. шапка. Bei der Lieferung einer Ware in mehreren Teilsendungen oder Stücken beginnt die Widerrufsfrist von vierzehn Tagen ab dem Tag an dem Sie oder ein von Ihnen benannter Dritter, der nicht der Beförderer ist, die letzte Teilsendung oder das letzte Stück in Besitz genommen haben bzw. шапка.
Um ihr Widerrufsrecht auszuüben, müssen sie uns
Ronny Bähring
Unterköditz 38
07426 Königsee-Rottenbach
E-Mail: pree_loader-mpree@hotmail. de
de
mittels einer eindeutigen Erklärung (z.B. ein mit der Post versandter Brief oder E- Mail) über Ihren Entschluss, diesen Vertrag zu widerufen, informieren. Zur Wahrung der Widerrufsfrist reicht es aus, dass Sie die Mitteilung über die Ausübung des Widerrufsrechts vor Ablauf der Widerrufsfrist absenden.
Фольген де Видерруфс
Wenn Sie diesen Vertrag widerufen, haben wir Ihnen alle Zahlungen, die wir von Ihnen erhalten haben, einschließlich der Lieferkosten (mit Ausnahme der zusätzlichen Kosten, die sich daraus ergeben, dass Sie eine andere Art der Lieferung als die von unferungstigste, günferungstigste, günferkosten gewählt haben), unverzüglich und spätestens binnen vierzehn Tagen ab dem Tag zurückzuzahlen, an dem die Mitteilung über Ihren Widerruf dieses Vertrags bei uns eingegangen ist. Für diese Rückzahlung verwenden wir dasselbe Zahlungsmittel, dass Sie bei der ursprünglichen Transaktion eingesetzt haben, es sei denn, mit Ihnen wurde ausdrücklich etwas anderes vereinbart; in keinem Fall werden Ihnen wegen dieser Rückzahlung Entgelte berechnet. Wir können die Rückzahlung verweigern, bis wir die Waren wieder zurückerhalten haben oder bis Sie den Nachweis erbracht haben, dass Sie die Waren zurückgesandt haben, je nachdem, welches der frühere Zeitpunkt ist.
Wir können die Rückzahlung verweigern, bis wir die Waren wieder zurückerhalten haben oder bis Sie den Nachweis erbracht haben, dass Sie die Waren zurückgesandt haben, je nachdem, welches der frühere Zeitpunkt ist.
Sie haben die Waren unverzüglich und in jedem Fall spätestens binnen vierzehn Tagen ab dem Tag, an dem Sie uns über den Widerruf dieses Vertrags unterrichten, an
Ronny Bähring
Unterköditz 38
07426 Königsee-Rottenbach
zurückzusenden oder zu übergeben. Die Frist ist gewahrt, wenn Sie die Waren vor Ablauf der Frist von vierzehn Tagen absenden.
Sie tragen die unmittelbaren Kosten der Rücksendung der Waren. Die Kosten werden für postalisch Versendbare Artikel auf höchstens etwa 100,-€ geschätzt. Bei Sperrigen Gütern und Artikel werden die Speditionskosten auf höchsten etwa 400,-€ geschätzt. Sie müssen für einen Wertverlust der Waren nur aufkommen, wenn dieser Wertverlust auf einen zur Prüfung der Beschaffenheit, Eigenschaften und Funktionsweise der Waren nicht notwendigen Umgang mit ihnen zurückzuführen ist.