
Круглые пилы — Деревообрабатывающие станки
Круглые пилы
Категория:
Деревообрабатывающие станки
Круглые пилы
На круглопильных станках применяют круглые пилы диаметром до 800 мм и толщиной до 2,5 мм. На форматных станках кроме пил устанавливают фрезы.
В зависимости от профиля круглые пилы разделяют на плоские (рис. 1, а, б), у которых толщина диска одинакова по всему сечению, и на пилы «с поднутрением», т. е. с утолщенной периферийной частью диска (рис. 1, в). Пилы с поднутрением называют строгальными. Применяют также пилы, на кончики зубьев которых напаяны пластинки из твердого сплава (рис. 1, г).
Пилы с пластинками из твердого сплава широко применяют в деревообрабатывающей промышленности для обработки заготовок мебели, раскроя и опиловки плит, фанеры, облицованных щитов, для распиловки цельной и клееной древесины. Стойкость зубьев таких пил в 30 — 40 раз выше стойкости зубьев пил из легированных сталей. Диаметр пил от переточки уменьшается незначительно. Ширина пропила при пилении инструментом с пластинками из твердого сплава несколько превышает ширину пропила, полученную при пилении обычными пилами, но это (особенно при раскрое листовых материалов) не имеет большого значения, кроме того, соответствующая подготовка пил с пластинками из твердого сплава (шлифование боковых граней пластинок после их припаивания) позволяет получить поверхность пропила высокого качества, что компенсирует потери древесины на опилки.
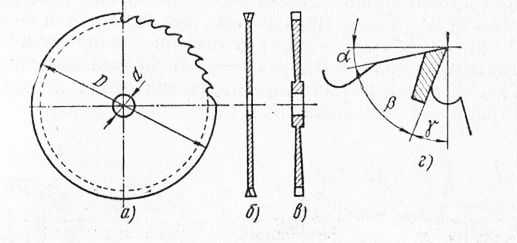
Рис. 1. Круглые пилы: а — общий вид, б — профиль плоской пилы, в — профиль строгальной пилы, г — зуб пилы с пластинкой из твердого сплава
Внешним диаметром D круглых пил называют диаметр окружности, проведенной по вершинам зубьев. Каждая круглая пила имеет внутреннее отверстие для установки ее на пильном валу. Диаметр этого отверстия является внутренним диаметром d пильного диска, он должен соответствовать диаметру пильного вала. Между пильным валом и отверстием допускается зазор не более 0,1 — 0,2 мм.
Станочник выбирает пилу в зависимости от обрабатываемого материала. Например, при раскрое древесностружечных и древесноволокнистых плит применяют пилы с пластинками из твердого сплава или с мелкими зубьями. Для продольной распиловки используют пилы с профилем зубьев I w II (рис. 2, а), для поперечной — с профилем III и IV (рис. 2, б). Диаметр круглых пил выбирают в зависимости от толщины материала, а профиль — от требуемой шероховатости пропила. Так, если поверхность предназначена для склеивания (например, на гладкую фугу), применяют строгальные пилы.
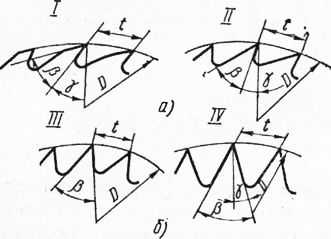
Рис. 2. Профили зубьев пил а — для продольной распиловки, б — для перечной распиловки

Рис. 3. Проверка проковки круглых пил: 1 — пила, 2 — линейка
Следует пользоваться пилами наименьшего диаметра для данных условий распиловки, так как это позволяет снизить расход мощности, уменьшить ширину пропила и развод зубьев. Пилы малых диаметров устойчивее в работе, дают лучшее качество поверхности пропила, зубья их легче затачивать, облегчается и правка пил.
Требования, которым должны удовлетворять круглые пилы, следующие:
1. Полотно пилы должно быть проковано, т. е. его центральная часть несколько ослаблена путем ударов молотком с обеих сторон писка, уложенного на наковальню. Проковывать нужно плоские пилы, имеющие диаметр 250 мм и больше. Правильность проковки определяют поверочной линейкой, укладывая ее на диск по направлению радиусов (рис. 3). Между линейкой и пильным диском в центральной его части должен быть просвет, одинаковый при любом положении линейки. В случае плохой проковки при одном положении линейки между ней и диском получается просвет, при другом просвет отсутствует или появляется выпуклость.
Величина просвета характеризует вогнутость пилы и зависит от ее диаметра и толщины.
Необходимость проковки пил объясняется условиями их работы. В процессе пиления зубья пил, соприкасаясь с древесиной, нагреваются и,если середина пилы не ослаблена проковкой, пильный диск искривляется. Если искривление значительное (переходит границы упругих деформаций), то форма диска не восстанавливается даже при его охлаждении. При правильной проковке венец дисковой пилы, нагреваясь, несколько увеличивает свои размеры за счет ослабленной середины. Такая пила устойчива в работе.
2. Зубья плоской пилы необходимо разводить, т. е. их кончики должны быть поочередно отогнуты: одного зуба в правую сторону, соседнего — в левую. Величина развода на одну сторону составляет 0,3 — 0,5 мм. Меньший развод имеют пилы, предназначенные для продольной распиловки сухой древесины и древесины твердых лиственных пород, больший — пилы для распиловки свежеспиленной древесины хвойных и мягких лиственных пород.
Развод зубьев можно заменить их плющением. При плющении ширина зубьев, которым придается форма лопаточки, увеличивается. Плющеные зубья более устойчивы и меньше затупляются, чем разведенные; расход энергии при их применении сокращается на 12- 15%.
3. Зубья пил должны быть остро заточены. Крупные заусенцы и завороты кончиков не допускаются. Зубья пилы для поперечной распиловки должны иметь косую заточку под углом 40° для мягких пород древесины, 60° — для твердых, а их вершины должны отстоять одна от другой и от центра диска на одинаковом расстоянии.
4. Пилы, имеющие хотя бы один сломанный зуб или трещины на периферийной части диска, считаются бракованными, устанавливать их на. станке запрещается.
Прежде чем установить пильный диск, тряпкой или концами тщательно очищают шайбы и шейку вала и проверяют опорные поверхности шайб. При обнаружении даже незначительных выступов на опорной поверхности шайбы заменяют.
Если диаметр внутреннего отверстия пилы превышает диаметр пильного вала больше чем на 0,1 — 0,2 мм, для точной установки пил следует применять вставные втулки. На валу пилу закрепляют с помощью шайб’и гайки.
—
Пилы круглые плоские для поперечного пиления с разводом зубьев (рис. 1, а, б) используют для предварительного торцевания детали, так как высокое качество распиловки здесь не требуется. Для закрепления на шпинделе пила имеет посадочное отверстие, диаметр d которого зависит от диаметра диска D и толщины пилы Ь. Число зубьев пилы должно быть 48, 60 или 72. Профиль зубьев для поперечного пиления показан на рис. 1, б. Зубья должны иметь боковую косую заточку по передней и задней граням, а также отрицательный передний контурный угол, равный минус 25°.
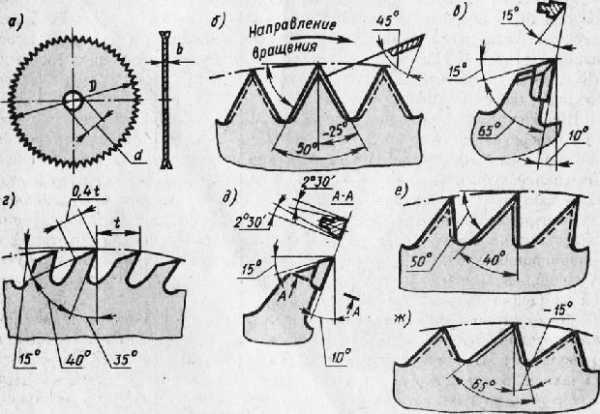
Рис. 4. Пилы круглые: а — общий вид, б, в — для поперечной распиловки
При этом угол заострения боковых режущих кромок зуба, измеренный в нормальном сечении к кромкам, должен быть 45° при распиловке хвойных пород древесины и 55° при распиловке твердой древесины. Пилы круглые с пластинами из твердого сплава применяют для поперечной обработки. Зубья пил делают с наклонной задней поверхностью, как показано на рис. 4, е. В зависимости от наклона, если смотреть на зуб спереди, различают пилы, левые, правые или с симметричным чередующимся наклоном.
Пилы для продольного пиления цельные стальные показаны на рис. 4, г. а с пластинами из твердого сплава — на рис. 4, д. Пилы круглые для смешанного пиления должны иметь зубья, передний контурный угол которых равен 0° (рис. 4, е).
Если требуется высокое качество пиления, используют строгальные пилы с отрицательным передним углом (рис. 4, ж), а также твердосплавные пилы с чередующимся симметричным наклоном задней поверхности зубьев.
Подготовка к работе круглых плоских пил включает правку, заточку и развод зубьев. Пилы после подготовки к работе должны удовлетворять следующим требованиям. Количество зубьев и их профиль должны соответствовать виду распиловки. Диск пилы должен иметь плоскую форму. Отклонение от плоскостности (коробление, выпучины и др.) на каждой стороне диска диаметром до 450 мм должно быть не более 0,1 мм. Плоскостность пилы проверяют поверочной линейкой или на специальном приспособлении.
Требуемые угловые параметры зубьев и острота режущих кромок должны быть обеспечены заточкой. Заточенные зубья не должны иметь блеска на углах, образованных пересечением рабочих граней резца. Блеск свидетельствует о том, что при заточке с зуба сошлифован недостаточный слой металла. Разница по величине передних углов и углов заострения допускается не более ±2°.
Шероховатость торцовых поверхностей пил и поверхностей посадочного отверстия должна быть мкм. Режущие зубья заточенной пилы должны быть без заусенцев, надломов и заворотов. Заусенцы с боковых граней зубьев удаляют мелкозернистым шлифовальным бруском. Качество заточки пил проверяют универсальным угломером или шаблоном для контроля угловых элементов зубьев. Вершины зубьев должны располагаться на одной окружности с отклонением не более 0,15 мм. Для, выравнивания зубчатого венца по высоте и ширине зубья пил фугуют, т.е. сошлифовывают материал с кончиков наиболее выступающих зубьев при вращении пилы на рабочей частоте.
После заточки зубья стальных пил разводят. При этом отгибают кончики соседних зубьев в разные стороны на 1/3 их высоты (отсчитывая от вершины). Величину отгиба каждого зуба (развод на сторону) устанавливают в зависимости от режима резания и пород древесины. Для поперечного пиления пилами диаметром 500 мм развод на сторону должен быть 0,3 мм для сухой древесины и 0,4 мм для древесины влажностью свыше 30%. Точность развода зубьев контролируют индикаторным раз-водомером или шаблоном. Допускаемое отклонение ±0,05 мм.
Подготовка к работе круглых пил с пластинами из твердого сплава заключается в припайке пластин, заточке и доводке зубьев. Кроме того, они должны быть отбалансированы. Неуравновешенность дисков вследствие неравномерной их толщины может вызвать потерю устойчивости пильного диска во время работы, сильное биение шпинделя и неудовлетворительное качество распиловки.
Прочность припайки проверяют, испытывая пилы вращением при окружной скорости зубьев не менее 100 м/с. Заточку и доводку пил, оснащенных пластинами из твердого сплава, выполняют на полуавтоматах повышенной точности и жесткости. Предварительно заточку производят абразивными (карборундовыми), а чистовую заточку и доводку — алмазными кругами.
Статическую балансировку пил осуществляют на специальном приспособлении. Неуравновешенность диска характеризуется остаточным дисбалансом, который равен произведению неуравновешенной массы на величину ее смещения относительно оси вращения (эксцентриситет). Величина остаточного дисбаланса зависит от диаметра диска пилы.
—
Виды и размеры пил.
Форма зубьев круглых пил зависит от направления резания и твердости распиливаемой древесины. Для продольного пиления применяют зубья косоугольные с прямой, ломаной (волчий зуб) и выпуклой спинкой; для поперечного пиления — равнобедренные (симметричные), несимметричные и прямоугольные.
Зубья с ломаной и выпуклой спинкой устойчивее, чем с прямой, поэтому пилы с такими зубьями применяют для пиления древесины твердых пород. Древесину хвойных и мягких лиственных пород можно пилить пилами, имеющими зубья с прямой спинкой. На рис. 31 показан способ определения углов зуба круглой пилы.

Рис. 5. Профили зубьев круглых пил: а — для продольного пиления; б — для поперечного пиления
При разводе вершины зубьев отгибают на 0,3-е-0,5 их высоты. Излом спинки у волчьего зуба делают от вершины на расстоянии, равном 0,4 величины шага. Заточка зубьев у пил для продольного
пиления — прямая сплошная, у пил для поперечного пиления — косая через зуб под углом 65 — 80° к плоскости пилы.
Особым видом круглых пил являются строгальные пилы. Их применяют для получения чистого распила, не требующего строгания.
Толщина строгальной круглой пилы от зубчатого венца к центру на протяжении 2/3 радиуса постепенно уменьшается под углом 8 — 15°. Поэтому зубья пилы не разводят; режущими кромками у зубьев являются передняя короткая и боковые. Зубья у строгальных пил групповые, или, как говорят, насечены «гребешками». В каждой группе (гребешке) имеется крупный «рабочий» зуб с углом заострения в 45°. Этот зуб и производит резание древесины. За рабочим зубом расположено от 3 до 10 мелких зубьев с углом заострения в 40°. Форма зубьев у строгальных пил для продольного и поперечного пиления различная.

Рис. 6. Определение углов зуба круглой пилы
Промышленностью выпускаются строгальные пилы диаметром от 100 до 650 мм, толщиной у зубчатого венца от 1,7 до 3,8 мм. Строгальные пилы за последние годы получают все большее и большее применение.

Рис. 7. Строгальные пилы
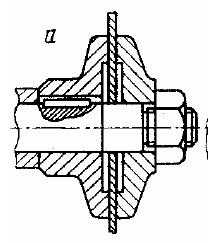
Установка и крепление круглых пил. Круглую пилу крепят на рабочем валу при помощи двух зажимных шайб (фланцев), из которых одна обычно вытачивается вместе с валом; ее зажимная плоскость строго перпендикулярна валу. Вторую шайбу затягивают гайкой в сторону, противоположную вращению пилы, для предотвращения ее отвертывания в процессе работы.
Шайбы не должны выступать над плоскостью рабочего стола.
Гайка должна быть затянута крепко до отказа. Установленная в станок пила при легком постукивании по ней должна издавать звонкий, чистый звук.
Высота пропила при работе круглой пилой примерно равна 1/3 диаметра пилы.
При выборе пилы в зависимости от толщины предназначенного к распиливанию материала можно руководствоваться следующими соотношениями (размеры в мм):
толшина материала: 60 80 100 120 140 160 200 220 240 260 диаметр пилы: 200 250 300 350 400 450 500 600 650 700
Такие соотношения толщины распиливаемого материала и диаметра пилы правильны при прямолинейном надвигании материала на пилу или пилы на материал. Если же надвигание пилы на материал происходит по дуге, как, например, в маятниковой пиле, диаметр пилы должен быть больше.
Требования, предъявляемые к круглым пилам, и уход за ними.
Пильный диск должен быть хорошо отшлифован, не иметь трещин, выпучин и ожогов. Зубья должны быть остро отточены и равномерно разведены; на них не допускаются заусенцы, зажоги. Зубья станочных пил для продольного раскроя нередко вместо развода расклепывают или расплющивают, т. е. уширяют их концы (вершины) ударами или давлением. Для этого применяют специальные расклепники и плющилки. Расклепку и плющение зубьев в большинстве случаев делают у больших круглых и широких ленточных пил.
При работе хорошо отшлифованным диском уменьшается трение между диском и опилками, попадающими в пропил, поэтому диск меньше нагревается.
В случае сильного нагрева диск может покоробиться. На нем образуются выпучины, которые будут быстро нагреваться, в результате чего происходит местный отпуск стали, возникают так называемые ожоги. Такие ожоги можно определить по их более темному цвету, наложением на пилу линейки или же на ощупь.
Пила с ожогами для работы не пригодна, ее нужно выправить проковкой.
Проковка круглой пилы производится с обеих сторон на наковальне слесарным молотком-ручником. Проковывают части диска, окружающие ожог (выпучину), а не самый ожог. Проковку начинают с участков, наиболее отдаленных от ожога, постепенно приближаясь к нему и постепенно уменьшая силу ударов. Выправленный диск должен быть совершенно ровным.
У круглой пилы часто наблюдается растяжение по зубчатому венцу, вызывающее ослабление растянутых участков. Такая пила не дает прямого пропила, она, как говорят, «зарезает».
Растяжение устраняется рихтовкой, т. е. проковкой пилы в средней кольцевой части по направлению от шайб к зубчатому венцу. Этим достигается некоторое удлинение средней кольцевой части пилы. Рихтовку время от времени повторяют. Делают рихтовку на строганой чугунной плите ручником, подбираемым по весу из расчета 1 кг на 300 им диаметра пилы.
Если пила имеет только одну небольшую трещинку, то в случаях, когда заменить ее вполне исправной пилой невозможно, в конце трещины просверливают небольшое отверстие; этим предупреждают увеличение трещины в длину — такой пилой можно продолжать работу. Однако подобная мера всегда является вынужденной, временной, прибегать к ней постоянно нельзя.
Круглопильные станки промышленность выпускает с выбалан-сированными вращающимися частями. Выбалансированы и пилы. Однако в дальнейшем выбалансированность может нарушаться вследствие стачивания пил, по причине замены некоторых деталей станка (рабочего вала, шайб, гаек).
Выбалансированность пил проверяют на параллельных горизонтальных балансировочных ножах. Уложенный на ножи рабочий вал с насаженным на него пильным диском повертывают рукой вокруг оси вращения, останавливая его в различных положениях по окружности. Если вал с диском при всех таких остановках остается неподвижным в приданном ему положении, то его считают выбалансированным. Если же вал делает еще какое-то дополнительное вращательное движение, то это говорит о его недостаточной выбалансированности.
Реклама:
Читать далее:
Станки для продольной распиловки
Статьи по теме:
pereosnastka.ru
Дисковая пила
Дисковая пила — эффективный инструмент для распиливания заготовок. Ее производительность намного выше, чем у электролобзика, а по сравнению с цепной пилой срезы получаются прямолинейными чистовыми с высокой точностью.
В настоящее время дисковая пила уже стала обычным инструментом у каждого домашнего мастера.
Что можно сделать с помощью этого инструмента?
Дисковая пила позволяет распиливать доски, древесные плиты, щиты для мебели, выбирать в этих заготовках фальцы, пазы, делать срез на ус. Также инструмент разрежет листовой металл, мягкие металлы, пластмассу, в том числе и чувствительную к изменению температуры. Вся работа делается с большой скоростью, при сохранении точности и чистоты среза.
Рассмотрим, подробнее, что из себя представляет дисковая пила, какими пильными дисками комплектуется, какие основные приемы в работе используются с дисковой пилой.
Особенности дисковой пилы
Дисковая пила отличается несложной конструкцией, а значит умеренной ценой и большой надежностью.
На валу скоростного электродвигателя закрепляется пильный диск.
Диск закрывается сверху стационарным кожухом, а снизу — сдвигаемыми, которые пружиной прижимаются к заготовке, а при окончании пиления возвращаются в исходное положение и закрывают собой вращающийся диск.
К двигателю крепятся ручки, кожух для удержания и управления.
Снизу к агрегату на шарнире крепится опорная постель, которая опирается при работе о заготовку. Шарнир позволяет располагать пилу под определенным углом относительно заготовки и делать косой срез.
У большинства моделей за пильным диском под кожухом располагается еще одно весьма важное устройство — расклинивающий нож.
У дисковых пил, которые предназначены для работы в быту обычно следующие характеристики:
- Мощность двигателя – 1.0 – 1,8 кВт.
- Скорость холостого вращения – 4500 – 6000 об/мин.
- Диаметр пильного диска – 165 мм при 20 мм посадочном месте, или 190 мм при 30 мм посадочном месте.
- Глубина пропила под углом 90 градусов – 55 – 65 мм.
- Глубина пропила под углом 45 градусов – 40 – 50 мм.
- Масса 4 – 5 кг.
- Цена – в среднем 50 — 100 у.е. на отечественные модели и 100 – 300 у.е. на модели западных производителей.

Пильные диски
Для дисковой пилы полагается набор различных пильных дисков, у каждого из которых своя область применения, так как универсального диска на все случаи жизни не существует.
Производители дисковых пил советуют запастись сразу несколькими пильными дисками, чтобы была возможность качественно выполнять различные виды резанья.
Ниже приведены наиболее часто применяемые диски для дисковых пил.
- Резанье поперек деревянной заготовки. Оснащен множеством небольших зубьев.
- Продольное пиление. Отличается широкими зубьями и глубокими прорезями между ними для лучшего удаления опилок.
- Для чистового пиления и запиливания древесины на ус. Применяется в мебельном производстве. Отличается множеством зубьев с обратным углом наклона режущей кромки.
- Диск для резанья листовой стали толщиной до 3 мм — множество самых мелких зубьев.
- Резанье мягких металлов — алюминия, меди, латуни.
- Для термопластичных пластмасс, а также для твердых ДСП, ДВП. Зубья с тройной заточкой.
Основные способы работы с дисковой пилой
Можно выделить два основных способа работы с дисковой пилой:
- Прорезное пиление — диск врезается в заготовку с ее кромки, нижний защитный кожух отклоняется назад, а в момент схода с заготовки, вновь закрывает вращающийся диск.
- Врезное пиление — диск врезается в заготовку сверху. При этом подвижной кожух принудительно отводится назад, передняя часть постели упирается в заготовку, после чего диск погружают в деталь нажатием на рукоятку пилы.

Чистота среза
Чистота среза дисковой пилы будет зависеть в основном от правильного подбора пильного диска. В меньшей степени она зависит от выбранной скорости вращения и усилия подачи (скорости движения самой пилы). Также оказывает влияние и направление движения зубца (направление резанья) относительно нижней постели заготовки.
Чем больше движение зубца направлено вдоль подошвы разрезаемой заготовки, тем чище будет срез. А это значит, что диск для получения наиболее чистого среза, должен выступать из заготовки на минимальную величину — 3 — 5 мм.

Для получения наиболее прямолинейного ровного среза нужно пользоваться направляющей шиной — специальной металлической пластиной закрепляемой на заготовке.
Если специальной направляющей шины нет, то ее заменяют любой длинномерной ровной деталью — чистовой доской, правилом, металлическим профилем…
Направляющую шину крепят к заготовке специальными струбцинами, которые вставляют в предусмотренные для них пазы с тыльной стороны шины.
Поперечное и продольное пиление
При поперечном пилении пропил длинных заготовок (доска, ламинат, брус, кругляк) получается коротким. Если требования к качеству не слишком велики, то его можно сделать, направляя дисковую пилу только руками. Для более точного пиления необходимо установить направляющую шину, в качестве которой сойдет и короткий брусок.
Направляющая шина всегда прочно закрепляется на заготовке.

При поперечном резании длинной заготовки существует опасность заклинивания диска частями заготовки при их сдвижении, если они не были надежно закреплены. При заклинивании происходит динамический рывок пилы значительной силы с опасными последствиями. Перед пилением длинная заготовка должна быть надежно закреплена, чтобы распиливаемые части не сдвигались.
При продольном распиливании заготовка и ее распиленные части также должны оставаться неподвижными. 
Заготовка располагается и закрепляется на верстаке, уложенная на деревянные подложки, чтобы пила не повредила верстак.
Для получения ровного продольного распила у обрезной доски, достаточно использовать штатный параллельный упор дисковой пилы.
Но лучше воспользоваться опять же длинной направляющей шиной, прочно закрепленной к заготовке.
Запиливание на ус и выборка пазов
Не редкость, когда необходимо кромки деталей запиливать на скос (на ус). Необходимый угол наклона пильного диска к заготовке позволяет выставить штатный шарнир. 
Желательно угол наклона проконтролировать дополнительно транспортиром.
Необходимо обратить внимание, что при наклоне диска вертикальная глубина пропила уменьшается.
Часто в мебельном производстве важно весьма точно выставить направляющую шину, так как при изменении отступа значительно меняется и размер косого среза.
Дисковая пила позволяет осуществить выборку пазов и четвертей в заготовках, причем точность — весьма высокая. По этой причине выборку с помощью дисковой пилы часто предпочитают фрезерованию.
Для выборки пазов необходимо выставить диск на нужную глубину и сделать параллельные пропилы точно по разметке с небольшим шагом (не более 5 мм).
Пиление осуществляется вдоль шины, но дополнительно нужно выставить упоры-ограничители спереди и сзади, если выборка ведется не с краю.
Образовавшуюся гребенку легко удалить, а затем стаместкой зачистить дно паза.
Дисковая пила необходима как основной инструмент всем, кто работает с древесиной или другими панельными материалами. Как правило, обзавестись дисковой пилой нужно для проведения значительного ремонта в частном доме или при его строительстве. В этом случае дисковая пила станет незаменимым помощником.
stroy-block.com.ua
3. Продольное пиление дисковыми пилами. Типы станков. Типы круглых пил. Установка пил в станок.
Круглая пила– многорезцовый дереворежущий инструмент в форме диска с зубьями, насеченными на внешней кромке. Круглая пила закрепляется на валу и вращается вместе с ним непрерывно в процессе пиления. При непрерывной подаче материала пиление круглыми пилами имеет высокую производительность.
Типы станков:
Однопильные ЦДТ-6М для продольного рапиливания
Круглопил многопильные станки (Ц8Д-8М 8 пил) для развала бруса
Круглопильные обрезные станки для продольного раскроя
Ц2Д-5А для получения из необрезной доски обрезную
Ребровые станки ЦР-4
Угловые бревнопильные станки БАРС
Прирезные станки для обрезки одной необрезной кромки
Фрезерно-брусующие и фрезернопильные агрегаты и линии ФБС-750, ЛАПБ-2, ЛФП-2
Фрезерно-обрезные станки Ц2Д-7А, Ц4Д-7, Ц2Д-1Ф перерабатывают срезаемые рейки в щепу
Пилы круглые плоские для продольного пиления древесины на одно- и многопильных станках различного назначения.
Имеют два исполнения:
1 – с ломанной (криволинейной) задней поверхностью зубьев
2 – с прямолинейной задней поверхностью зубьев (в бытовых д/о станках, электрифицированном ручном инструменте и фрезерных станках.
а – задний угол, В – угол заострения, гамма – передний угол, сигма – угол резания
D=250-1500 ммd=32-80 мм Ш=1,4-5,5 мм
Пилы круглые строгальные для распиловки сухой древесины W<20% при высоких требованиях к качеству поверхности.
Конические для распиливания досок на более тонкие
Правосторонние по расположению выпуклости диска
Левосторонние
Двухсторонние
Пилы с малым числом зубьев не дают обратный выброс заготовки и являются наиболее безопасными
Пилы со вставными зубьями для продольного распиливания бревен на брусья и шпалы (имеют широкий пропил 6-7 мм)
Пилы с пластинами из твердого сплава для обработки древесных материалов (фанера, ДСтП, ДВП, ДСП и др.) более износостойки
Установка пил.
Пилу устанавливают на пильный вал и фиксируют зажимным фланцемпилу с гайкой. При этом контролируют, чтобы торцовое биение на зажимном фланце было бы не более 0,3 мм на радиусе 50 мм. Радиальный зазор в месте посадки пилы должен быть не более 0,1 мм. Торцовое биение зубьев пилы должно быть не более 0,5 мм для стальных пил и 0,1 мм для твердосплавных пил.
При диаметре пилы более 400 мм применяют боковые направляющие. Пилы для продольной распиловки должны работать вместе с расклинивающими ножами, установленными в плоскости пилы позади нее на расстоянии 10-15 мм. Выступание пилы над материалом должно быть 10-40 мм.
Выбор диаметра пилы
Dmin=2(t+zф+а1+а2) гдеt – высота пропила, мм;rф – радиус зажимных фланцев, мм ;а1 – зазор между зажимным фланцем и заготовкой, мм;а2 – выступ пилы из пропила, мм.
Билет №5
1. Способы сушки древесины и их классификация. Гто 75 и 229 су 29
Классификация видов и способов сушки базируется на особенностях теплообмена материала со средой. По этому признаку различают следующие виды сушки:
К конвективному виду относятся следующие способы сушки древесины:
Атмосферная сушка – испарение влаги с использованием тепла атмосферного воздуха без его подогрева. Это сушка на открытых складах или под навесом.
Газопаровая (или камерная) – сушка древесины нагретыми газами в специальных сушильных устройствах при атмосферном давлении
Ротационная – сушка древесины на вращающейся карусели в нагретой газовой среде с использованием центробежного эффекта.
Вакуумная – газопаровая сушка при давлении ниже атмосферного.
Сушка в жидкостях – сушка с использованием нагретых гидрофобных жидкостях и в солевых водных растворах
Кондуктивный способ сушки – передача тепла древесине путем теплопроводности при контакте с нагретыми поверхностями.
Радиационный способ – передача тепла путем облучения источниками инфракрасного излучения. Его сейчас не применяют.
К электрическому виду относятся следующие способы сушки древесины:
Диэлектрическая сушка – сушка в электрическом поле высокой частоты, тепло материалу передается за счет диэлектрических потерь
Индукционная сушка – сушка в электромагнитном поле промышленной частоты с передачей тепла материалу от размещенных внутри штабеля ферромагнитных прокладок, нагреваемых индуктивными токами.
2.Лущение древесины: технология и организация производства шпона. 82-95 валын пдф
Технологический процесс:
Подача чураков
Центровка чураков в лущильном станке (по 3 либо 4 точкам)
Центрирование (базирование) чураков выполняется в центровочно — загрузочных устройствах (ЦЗУ) с целью совмещения оси чурака с осью вращения шпинделей лущильного станка. От точности выполнения этого условия значительно зависит полезный выход шпона.
Лущение. К основным параметрам режима лущения шпона относятся влажность и температура чурака, угловые параметры лущильного ножа и прижимной линейки, обжим шпона.
Рубка шпона выполняется на ножницах различной конструкции и ставит своей целью получение форматных листов шпона и заготовок кускового шпона.
Укладка шпона
Удаление и переработка вторичного сырья.
Организация производства:
Чураки со склада сырья по цепному конвейеру подаются на распределительный конвейер и проходят мимо пульта оператора, который принимает решение о подаче чураков на ту или иную линию. Обычно лучшие по качеству чураки попадают на первую линию. Сбрасыватель чураков переправляет чурак на накопитель, который является буферной зоной, обеспечивающей лущильный станок бесперебойной работой. Загрузка чураков в станок происходит с помощью центровочно-загрузочного устройства, например марки ЦЗУ-17, которое совмещает ось вращения шпинделей лущильного станка с осью чурака.
В начале цикла лущения лущильный станок выдает шпон-рванину, который направляется на поперечный ленточный конвейер, соединяющий все лущильные станки цеха и передающий вторичное сырье на переработку в рубительную машину. По мере образования ленты в виде кусков они направляются под ножевую рамку и затем падают вниз на конвейер для кускового шпона. Деловой шпон поступает на транспортер — петлеукладчик, ускоряющая ветвь которого распрямляет петлю сырого шпона и передает ее в ножницы для рубки шпона. Форматные листы складываются автоматически в две стопы в зависимости от качества шпона.
Остаток от лущения (карандаш) падает вниз на транспортер для карандашей, которые выносятся в сторону для складирования и переработки.
studfiles.net
Пиление лучковыми пилами | Процессы ручной обработки древесины
Пилением называется процесс разделения (раскрой) древесины на части в виде досок, брусков, брусьев, а также запиливание шипов и проушин при помощи пилы.
В модельном производстве применяют пилы нескольких типов с зубьями разной формы. Резание пилами может производиться вдоль и поперек волокон, а также под углом к направлению волокон. Каждому из этих направлений соответствует особая форма зубьев. На рис. 24 показаны элементы зуба пилы; передняя грань зуба 1—2—3—4, задняя грань зуба 1—2—5—6, боковые грани зуба 3—2—5 и 4—1—6, передняя главная режущая кромка 1—2, боковые режущие кромки 1—4 и 2—3. Задний угол резца (угол наклона) α, угол заострения β, угол резания δ. Расстояние между соседними вершинами зубьев t называется шагом зуба.
Размер зуба h называется высотой зуба, или глубиной впадины. При распиливании древесины каждый зуб срезает стружку, разделяя материал передней и боковыми режущими кромками. Во впадине (выемке) между зубьями скапливаются опилки, поэтому величина их должна быть такой, чтобы опилки выталкивались наружу свободно, а не спрессовывались. Объем опилок снимаемой древесины не должен быть более объема впадины. Объем впадины Q (в см3) определяется как произведение ее площади F (в см2) на ширину пропила b (в см): Q=F·b
Рис. 24. Основные типы профилей зубьев пил по дереву:
а — элементы зуба пилы, б — пила для продольного распиливания, в — пила для поперечного пиления, г — пила для смешанного пиления
Пропил — это щель в древесине, образуемая пилой в процессе пиления. Зубья у пил для продольной распиловки имеют форму косоугольного треугольника с углом заострения 40—70°. Такой зуб работает только при движении пилы вперед — по направлению наклона зуба (при движении пилы назад совершается холостой ход). Для древесины мягких пород дерева угол заострения равен 40— 50°, для твердых —50—70°, так как пилы с небольшим углом заострения быстро затупляются.
При продольном распиливании (рис. 24, б) две боковые режущие кромки каждого зубца пилы совершают поперечное резание, а короткая — торцовое. Основное резание осуществляет короткая режущая кромка в дне пропила, которая производит также и сдвиг срезанyого слоя поперек волокон. Боковые режущие кромки только скалывают этот слой по бокам пропила. Опилки, образующиеся в пропиле, выносятся наружу передними гранями зубьев.
Зубья пил для поперечного распиливания древесины (рис. 24, в) имеют вид равнобедренных треугольников, обеспечивающих пиление вперед и назад. Угол заострения равен 60—70°. Вершины зубьев под влиянием силы нажатия в процессе пиления проникают в древесину, перерезают по боковым стенкам пропила волокна древесины, затем боковыми гранями зубьев скалывают их и в виде опилок выносят из пропила наружу. У пил для поперечного распиливания обе боковые грани зуба затачивают под углом 45—60° к одной из сторон полотна пилы, и этот угол называют углом боковой заточки зуба.
Зубьям пил для смешанной распиловки (рис. 24, г) придают форму прямоугольных треугольников с прямым углом резания (универсальные зубья) или близким к прямому углу резания в пределах 80—85°. Зубья такой формы работают только при движении вперед, как и зубья при продольном пилении. Угол заострения колеблется от 45° (для мягкой древесины) до 60° (для твердой).
Ручные пилы, применяемые при выполнении модельных работ, делятся на натяжные (лучковые) и ненатяжные (жесткие) ножовки.
Рис. 25. Лучковая пила
Лучковая пила является распространенным инструментом в модельном производстве (рис. 25). Она состоит из полотна (стальная лента) 1 и деревянного натяжного станка-лучка 2, распорки 4, двух ручек 3, тетивы (струны) 5 и закрутки 6. Тетиву обычно делают из крученой бичевы. Лучковые пилы по назначению и величине зубьев бывают трех видов: распашные (крупнозубчатые) с полотном шириной до 60 мм и с шагом зубьев 5 мм; шиповые (среднезубчатые) с полотном шириной 45 мм и с шагом зубьев 2—4 мм; выкружные (мелкозубчатые) с полотном шириной от 4—15 мм и с шагом зубьев 2—4 мм.
Рис. 26. Способы пиления:
а — начальное положение при пилении доски поперек волокон, б — положение в конце пиления, в — пиление вдоль волокон, г — продольное пиление на полный размах
Пиление лучковыми пилами совершается при движении их вперед (от себя), пропил получается узким, работать ими довольно легко. Материал, предназначенный для обработки лучковой пилой, сначала размечают, затем кладут на верстак или закрепляют в зажимное приспособление верстака. При распиливании левой рукой поддерживают распиливаемый материал, а правой сообщают возвратно-поступательное движение пиле. Передние грани зубьев пилы и усилие резания должны быть направлены вперед от работающего. Приемы пиления показаны на рис. 26, а—г.
Для фигурного пиления применяют лучковую пилу с узким полотном, один конец которого свободно снимается со шпильки, устроенной на ручке станка, чтобы его можно было просунуть в приготовленное в изделии отверстие.
www.stroitelstvo-new.ru
продольная пила
- продольная пила
ripsaw
Русско-английский словарь по строительству и новым строительным технологиям. — «Русский язык-Медиа». В.В. Быков, А.А. Поздняков . 2003.
- продольная ось балки
- продольная половина кирпича
Look at other dictionaries:
ПИЛА — жен. стальная полоса, пластинка, с нарезными зубьями, для резки или пилки чего либо. Пила вдольная, продольная, самого крупного и косого зуба, для распилки бревен на доски; фанерочная, помельче и в станочке, для резки фанерок; поперечная,… … Толковый словарь Даля
Пила — Уже в 6 в. до н. э. для обработки древесины, рога и слоновой кости использовалась П. совр. формы. П. работали вдвоем. Служила она и хирургич. целям. Развод зубьев по отношению к значительной толщине П. был невелик. Римляне использовали… … Словарь античности
Циркулярная пила — Дисковая (циркулярная) пила Циркулярная пила инструмент со множеством (зубьев) для резки (распиловки) твёрдых материалов (древесина, пластик). Выполняется циркулярная пила в виде металлической пластины, на рабочей кромке которой расположены … Википедия
ПРОДОЛЬНЫЙ — ПРОДОЛЬНЫЙ, продольная, продольное. Проходящий по направлению длины или расположенный по длине чего нибудь, ант. поперечный. Продольный разрез машины (на чертеже). Продольная распилка. Продольная сторона здания. Продольная пила (для распилки… … Толковый словарь Ушакова
продо́льный — ая, ое. Проходящий по направлению длины или расположенный по длине чего л.; долевой; противоп. поперечный. Чертеж продольного разреза машины. Платье в продольную полоску. Продольная распиловка бревен. Продольная пила (служащая для распиловки… … Малый академический словарь
Флейты — Флейта духовой музыкальный инструмент из группы деревянных (поскольку первоначально эти инструменты изготавливались из дерева). В отличие от других духовых инструментов, у флейты звуки образуются в результате рассекания потока воздуха об грань,… … Википедия
Флейтист — Флейта духовой музыкальный инструмент из группы деревянных (поскольку первоначально эти инструменты изготавливались из дерева). В отличие от других духовых инструментов, у флейты звуки образуются в результате рассекания потока воздуха об грань,… … Википедия
Стернотомия — (от др. греч. στέρνον грудина, грудь и τομή разрез, рассечение) хирургическая операция, заключающаяся в рассечении грудины; выполняется для обеспечения доступа к органам и патологическим образованиям переднего средостения:… … Википедия
Кофе — (Coffe) История кофейного дела, земледелия и бизнеса Cпособы приготовления кофе и кофейных напитков, классификация кофе, Капучино, Granita de Caffe, Доппио, Латте, Эспрессо Содержание Содержание Раздел 1. История кофейного дела. Раздел 2.… … Энциклопедия инвестора
Семейство гадюковые — Мы обращаемся теперь к семейству гадюковых. Все его виды ядовиты и, насколько известно, живородящи. Толстое тело, плоская, часто треугольная голова, короткий, тупой хвост, иногда превращенный в орган хватания, недоразвитая верхняя челюсть … Жизнь животных
Семейство гремучие, или ямкоголовые, змеи — Главным признаком гремучников служат глубокие впадины с обеих сторон морды между ноздрями и глазами*, не имеющие соединения ни с носом, ни с глазами. Кроме этого, названные змеи отличаются от гадюк более тонким телом и большей частью… … Жизнь животных
building_ru_en.enacademic.com
продольная пила
- продольная пила
rip-saw
Русско-английский словарь по общей лексике. 2003.
- продольная ось
- продольно-строгальный станок
Look at other dictionaries:
ПИЛА — жен. стальная полоса, пластинка, с нарезными зубьями, для резки или пилки чего либо. Пила вдольная, продольная, самого крупного и косого зуба, для распилки бревен на доски; фанерочная, помельче и в станочке, для резки фанерок; поперечная,… … Толковый словарь Даля
Пила — Уже в 6 в. до н. э. для обработки древесины, рога и слоновой кости использовалась П. совр. формы. П. работали вдвоем. Служила она и хирургич. целям. Развод зубьев по отношению к значительной толщине П. был невелик. Римляне использовали… … Словарь античности
Циркулярная пила — Дисковая (циркулярная) пила Циркулярная пила инструмент со множеством (зубьев) для резки (распиловки) твёрдых материалов (древесина, пластик). Выполняется циркулярная пила в виде металлической пластины, на рабочей кромке которой расположены … Википедия
ПРОДОЛЬНЫЙ — ПРОДОЛЬНЫЙ, продольная, продольное. Проходящий по направлению длины или расположенный по длине чего нибудь, ант. поперечный. Продольный разрез машины (на чертеже). Продольная распилка. Продольная сторона здания. Продольная пила (для распилки… … Толковый словарь Ушакова
продо́льный — ая, ое. Проходящий по направлению длины или расположенный по длине чего л.; долевой; противоп. поперечный. Чертеж продольного разреза машины. Платье в продольную полоску. Продольная распиловка бревен. Продольная пила (служащая для распиловки… … Малый академический словарь
Флейты — Флейта духовой музыкальный инструмент из группы деревянных (поскольку первоначально эти инструменты изготавливались из дерева). В отличие от других духовых инструментов, у флейты звуки образуются в результате рассекания потока воздуха об грань,… … Википедия
Флейтист — Флейта духовой музыкальный инструмент из группы деревянных (поскольку первоначально эти инструменты изготавливались из дерева). В отличие от других духовых инструментов, у флейты звуки образуются в результате рассекания потока воздуха об грань,… … Википедия
Стернотомия — (от др. греч. στέρνον грудина, грудь и τομή разрез, рассечение) хирургическая операция, заключающаяся в рассечении грудины; выполняется для обеспечения доступа к органам и патологическим образованиям переднего средостения:… … Википедия
Кофе — (Coffe) История кофейного дела, земледелия и бизнеса Cпособы приготовления кофе и кофейных напитков, классификация кофе, Капучино, Granita de Caffe, Доппио, Латте, Эспрессо Содержание Содержание Раздел 1. История кофейного дела. Раздел 2.… … Энциклопедия инвестора
Семейство гадюковые — Мы обращаемся теперь к семейству гадюковых. Все его виды ядовиты и, насколько известно, живородящи. Толстое тело, плоская, часто треугольная голова, короткий, тупой хвост, иногда превращенный в орган хватания, недоразвитая верхняя челюсть … Жизнь животных
Семейство гремучие, или ямкоголовые, змеи — Главным признаком гремучников служат глубокие впадины с обеих сторон морды между ноздрями и глазами*, не имеющие соединения ни с носом, ни с глазами. Кроме этого, названные змеи отличаются от гадюк более тонким телом и большей частью… … Жизнь животных
general_voc_ru_en.enacademic.com
классификация, назначение, конструкция, подготовка к работе — Мегаобучалка
Продольное пиление древесины круглой пилой — сложный процесс закрытого резания многорезцовым вращающимся инструментом в форме диска (круглой пилой), при котором вектор скорости подачи совпадает с направлением волокон древесины и пропила получаются параллельными волокнам.

Рис. Кинематика и геометрия срезаемого слоя при продольном пилении круглой пилой — схема пиления с верхним расположением пилы относительно заготовки.
Продольное пиление является рабочим процессом большой и разнообразной группы круглопильных станков, предназначенных для деления по ширине и толщине в технологической операции продольного раскроя бревен, брусьев, досок, горбылей, брусков и реек.
При продольном пилении главное (короткое) лезвие зуба перерезает волокна древесины и формирует дно пропила, а боковые лезвия участвуют в формировании стенки пропила. Такое распределение функций предопределяет требования к геометрии зубьев пилы для продольной распиловки: короткое лезвие должно быть выдвинуто вперед по ходу вращения относительно передней грани за счет положительного угла у. При этом волокна будут перерезаны прежде, чем они начнут отделяться передней гранью. При повышенных требованиях к качеству стенок пропила у боковых лезвий должен быть создан положительный передний угол за счет косой заточки по передней грани. Так как зубья формируют две стенки пропила, косая заточка должна быть выполнена через зуб: у четных зубьев — в одну сторону, у нечетных — в другую.
Диаметр резания (диаметр пилы) D = 2R, мм, принимается одинаковым для всех зубьев. Частота вращения пилы п, мин»1, считается постоянной. Тогда скорость главного движения vr (м/с) будет
VCP = пи*D*n/60*1000, (м/с).
Движение подачи придается, как правило, заготовке. Скорость механической подачи vs в станках достигает 100 м/мин и более.
Подачу на один оборот пилы S0 и на один зуб Sz (мм) определяют по формулам:
So=1000*Vs/n, Sz=So/z. N = k*Aпопр*Вопр*t*Vs/60.
Различают пиление со встречной подачей, когда проекция скорости резания ve на направление подачи и вектор скорости подачи заготовки vs направлены навстречу друг другу, и с попутной подачей, когда они совпадают по направлению.
В продольном пилении попутная подача используется редко. Попутная подача часто встречается в поперечном пилении при неподвижной заготовке. На рис. показано пиление со встречной подачей. Изменение направления вектора vs будет соответствовать схеме пиления с попутной подачей.
Геометрия срезаемого слоя. Слой срезается по дуге АВ, которую называют дугой контакта зуба с древесиной. Точка А является точкой входа, точка В — точкой выхода зуба из древесины. Средняя точка С делит дугу контакта пополам.
Силы и мощность резания. Силы Fx и Fz на одном зубе пилы. Боковая сила Fy определяется как проекция на ось У равнодействующих силы взаимодействия зубьев, силы взаимодействия стружки и силы взаимодействия пильного диска с древесиной.
Для продольного пиления используются цельные стальные пилы (рис.3,в,д). Для чистового пиления используются пилы с отрицательным передним углом (рис.3,ж), а также пилы с пластинками твердого сплава.
Для поперечного пиления используют круглые плоские пилы с разводом зубьев (рис.3,а,б,в), (число зубьев,Z = 48, 60, 72, 96 шт.).
Поперечное пиление – дисковое пиление, образованное в результате распиливания торцовых поверхностей.
Силовые характеристики поперечного резания.
Nрез = к*Впопр*t*Vs/1000*60. Px cp = Px табл * Впр * Апопр.
При поперечном пилении условия работы лезвий инструмента гораздо сложнее, исходя из этого расчет сил резания на зубе выполняется при использовании опытных данных, т.е., Рх ср. вычисляется через Рхт, отнесенную к единице ширины пропила: Рх ср = РхтВпрапопр;
Рz ср на зубе вычисляется по Рх ср:Рzср = mРх ср; Рх окр, и Рzокр вычисляются
идентично и пилению вдоль волокон древесины.
megaobuchalka.ru