7.5. Приварка фланцев, арматуры и других деталей к трубам
7.5.1. Арматуру (клапаны, задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным швом, приваривают с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующих диаметра и марки стали, а также требований п.3.7иподразделов 6.4и6.5.
7.5.2. Плоские фланцы на давление Р <= 2,5 Мпа (25 кгс/см2) для диаметра труб 600 мм и более изготавливаются по ОСТ 34 10.755-97. Фланец приваривается к трубе двумя угловыми швами — наружным и внутренним (рис.7.18). Сначала накладывают наружный шов, затем — внутренний. Размеры швов приварки указаны втабл.7.2. Внутренний шов, являющийся лишь уплотняющим, имеет катет 7(-2) мм независимо от толщины стенки трубы.
Для труб диаметром менее 600 мм плоские приварные фланцы изготавливаются по ГОСТ 12820 и размеры катетов шва указываются в конструкторской документации.
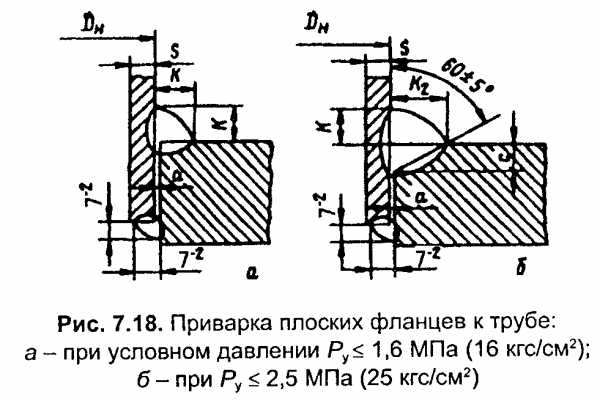
«Рис.7.18. Приварка плоских фланцев к трубе»
7.5.3. Приварку креплений из высоколегированных сталей к трубам пароперегревателя и другим элементам котла, находящимся в зонах высоких температур, а также приварку к паропроводам реперов для измерения ползучести необходимо выполнять аустенитными электродами диаметром не более 3 мм на режимах с минимальным тепловложением. Марка электродов выбирается по данным табл.4.2. Ток устанавливается из расчета 25-30 А на 1 мм диаметра электрода. Сварку следует вести короткой дугой с незначительными колебательными движениями электрода. Каждый следующий валик необходимо накладывать только после снижения температуры металла в зоне сварки ниже 100°С. Термическая обработка таких сварных соединений не производится.
7.5.4. К трубам из углеродистых и низколегированных теплоустойчивых и конструкционных сталей упоры, накладки, подвески и другие детали креплений из таких же сталей следует приваривать сплошным угловым швом с катетом, указанным в рабочих чертежах, с использованием электродов, подбираемых по данным табл.4.1. Диаметр электродов должен быть не более 3 мм. Если детали креплений и трубы изготовлены из стали разных марок одного структурного класса, электроды нужно выбирать по менее легированной стали.
Таблица 7.2
Размеры швов приварки плоских фланцев (ост 34 10.755-97)
┌──────────┬───────┬─────────────┬─────────────┬───────────┬─────────────┐
│ Условное │Услов- │ Размеры │ Зазор между │ Глубина │ Размер │
│ давление │ ный │присоединяе- │ трубой и │ фаски на │катетов шва, │
│ Р_у, МПа │проход │мых труб Д_н │ фланцем а, │ фланце с │ мм │
│(кгс/см2) │Д_у, мм│ х S, мм │мм, не более │ +-1, мм │ │
│ │ │ │ │ ├──────┬──────┤
│ │ │ │ │ │ К │ К_2 │
├──────────┼───────┼─────────────┼─────────────┼───────────┼──────┼──────┤
│ │ 600 │ 630×12 │ │ 12 │ 12 │ 22 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 700 │ 720×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ 2,5 (25) │ 800 │ 820х11 │ 1,5 │ 11 │ 11 │ 21 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1000 │ 1020×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1200 │ 1220×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
├──────────┼───────┼─────────────┼─────────────┼───────────┼──────┼──────┤
│ │ 700 │ 720×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ │ 800 │ 820×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ 1,6(16) │ 1000 │ 1020×10 │ 1,5 │ 10 │ 10 │ 20 │
│ │ │ │ │ │ │ │
│ │ 1200 │ 1220×11 │ │ 11 │ 11 │ 20 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1400 │ 1420×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1600 │ 1620×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
├──────────┼───────┼─────────────┼─────────────┼───────────┼──────┼──────┤
│ │ 700 │ 720×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ │ 800 │ 820×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ 1,0(10) │ 1000 │ 1020×10 │ 1,5 │ 10 │ 10 │ 20 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1200 │ 1220×11 │ │ 11 │ 11 │ 21 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1400 │ 1420×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1600 │ 1620×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
├──────────┼───────┼─────────────┼─────────────┼───────────┼──────┼──────┤
│ │ 1200 │ 1220×14 │ │ 11 │ 11 │ 21 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ 0,6 (6) │ 1400 │ 1420×14 │ 1,5 │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1600 │ 1620×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
└──────────┴───────┴─────────────┴─────────────┴───────────┴──────┴──────┘
Подогрев при приварке деталей креплений к трубам из углеродистых и низколегированных сталей осуществляется в соответствии с рекомендациями, приведенными в табл.6.3, при этом за толщину свариваемых деталей принимается толщина трубы. Подогрев трубы и детали осуществляется в районе приварки.
Приварка упоров к трубопроводам из низколегированных теплоустойчивых сталей должна выполняться по одной из схем, приведенных на рис.7.19. В случае приварки упора двумя фланговыми швами (рис.7.19, а) каждый слой сваривается в направлении, противоположном направлению сварки предыдущего слоя. В случае приварки упора двумя фланговыми и одним лобовым швами (рис.7.19, б) сварка начинается в середине лобового шва (в точке Б) и ведется до конца правого или левого флангового шва. Если длина шва от точки Б до конца флангового шва более 250 мм, то сварка должна выполняться обратноступенчатым способом. Приварку упора к трубе диаметром более 500 мм должны выполнять одновременно два сварщика.
Условия, при которых необходима термообработка угловых швов приварки деталей креплений к трубам, и режим термообработки указаны в подразделе 17.2.
Сварные соединения деталей креплений из углеродистой стали с трубами из низколегированной стали термической обработке не подвергаются.
7.5.5. Приварка бобышек для термопар к трубопроводам производится электродами диаметром не более 3 мм. Марка электродов выбирается по данным табл.4.1.
Необходимость и режим предварительного подогрева определяются по данным табл.6.3ип.6.4.1. При приварке бобышек к трубопроводу диаметром менее 219 мм необходим предварительный подогрев бобышек и трубы по всему периметру, при диаметре трубопровода 219 мм и более подогревается труба только в районе приварки бобышек и сама бобышка.
Необходимость и режим термообработки этих сварных соединений указаны в подразделе 17.2.
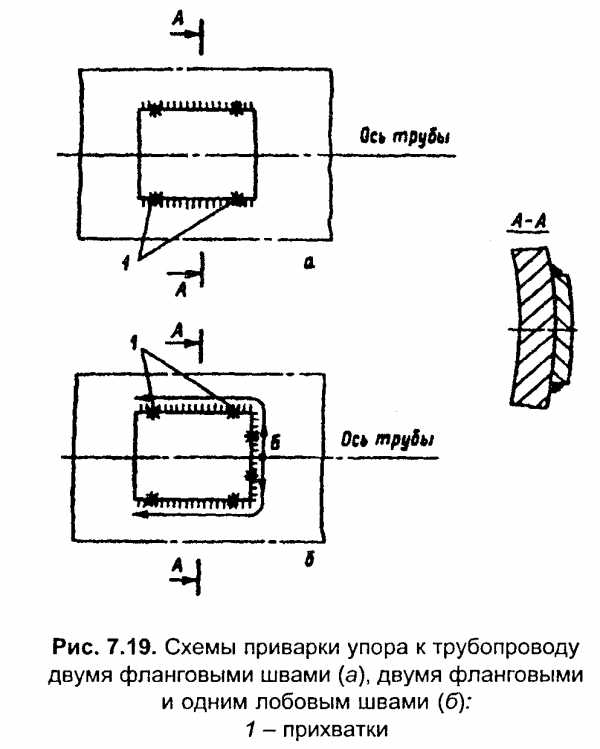
«Рис.7.19. Схемы приварки упора к трубопроводу двумя фланговыми швами (а), двумя фланговыми и одним лобовым швами (б)»
studfiles.net
7.5. Приварка фланцев, арматуры и других деталей к трубам
7.5.1. Арматуру (клапаны, задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным швом, приваривают с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующих диаметра и марки стали, а также требований п.3.7 и подразделов 6.4 и 6.5.
7.5.2.
Плоские фланцы на давление Р <= 2,5 Мпа
(25 кгс/см2) для диаметра труб 600 мм и более
изготавливаются по ОСТ 34 10.755-97. Фланец
приваривается к трубе двумя угловыми
швами — наружным и внутренним (
Для труб диаметром менее 600 мм плоские приварные фланцы изготавливаются по ГОСТ 12820 и размеры катетов шва указываются в конструкторской документации.
См. графический объект «Рис.7.18. Приварка плоских фланцев к трубе»
7.5.3. Приварку креплений из высоколегированных сталей к трубам пароперегревателя и другим элементам котла, находящимся в зонах высоких температур, а также приварку к паропроводам реперов для измерения ползучести необходимо выполнять аустенитными электродами диаметром не более 3 мм на режимах с минимальным тепловложением. Марка электродов выбирается по данным табл.4.2. Ток устанавливается из расчета 25-30 А на 1 мм диаметра электрода. Сварку следует вести короткой дугой с незначительными колебательными движениями электрода. Каждый следующий валик необходимо накладывать только после снижения температуры металла в зоне сварки ниже 100°С. Термическая обработка таких сварных соединений не производится.
7.5.4. К трубам из углеродистых и низколегированных теплоустойчивых и конструкционных сталей упоры, накладки, подвески и другие детали креплений из таких же сталей следует приваривать сплошным угловым швом с катетом, указанным в рабочих чертежах, с использованием электродов, подбираемых по данным табл.4.1. Диаметр электродов должен быть не более 3 мм. Если детали креплений и трубы изготовлены из стали разных марок одного структурного класса, электроды нужно выбирать по менее легированной стали.
Таблица 7.2
Размеры швов приварки плоских фланцев (ост 34 10.755-97)
————————————————————————————————————————————————————————————————————————
| Условное |Услов- | Размеры | Зазор между | Глубина | Размер |
| давление | ный |присоединяе- | трубой и | фаски на |катетов шва, |
| Р_у, МПа |проход |мых труб Д_н | фланцем а, | фланце с | мм |
|(кгс/см2) |Д_у, мм| х S, мм |мм, не более | +-1, мм | |
| | | | | |—————————————|
| | | | | | К | К_2 |
|——————————|———————|—————————————|—————————————|———————————|——————|——————|
| | 600 | 630×12 | | 12 | 12 | 22 |
| | | | | | (+3) | (+5) |
| | | | | | | |
| | 700 | 720×9 | | 9 |9 (+3)| 18 |
| | | | | | | (+5) |
| | | | | | | |
| 2,5 (25) | 800 | 820х11 | 1,5 | 11 | 11 | 21 |
| | | | | | (+3) | (+5) |
| | | | | | | |
| | 1000 | 1020×14 | | 14 | 14 | 26 |
| | | | | | (+5) | (+5) |
| | | | | | | |
| | 1200 | 1220×14 | | 14 | 14 | 26 |
| | | | | | (+5) | (+5) |
|——————————|———————|—————————————|—————————————|———————————|——————|——————|
| | 700 | 720×9 | | 9 |9 (+3)| 18 |
| | | | | | | (+5) |
| | | | | | | |
| | 800 | 820×9 | | 9 |9 (+3)| 18 |
| | | | | | | (+5) |
| | | | | | | |
| 1,6(16) | 1000 | 1020×10 | 1,5 | 10 | 10 | 20 |
| | | | | | (+3) | (+5) |
| | | | | | | |
| | 1200 | 1220×11 | | 11 | 11 | 20 |
| | | | | | (+3) | (+5) |
| | | | | | | |
| | 1400 | 1420×14 | | 14 | 14 | 26 |
| | | | | | (+5) | (+5) |
| | | | | | | |
| | 1600 | 1620×14 | | 14 | 14 | 26 |
| | | | | | (+5) | (+5) |
|——————————|———————|—————————————|—————————————|———————————|——————|——————|
| | 700 | 720×9 | | 9 |9 (+3)| 18 |
| | | | | | | (+5) |
| | | | | | | |
| | 800 | 820×9 | | 9 |9 (+3)| 18 |
| | | | | | | (+5) |
| | | | | | | |
| 1,0(10) | 1000 | 1020×10 | 1,5 | 10 | 10 | 20 |
| | | | | | (+3) | (+5) |
| | | | | | | |
| | 1200 | 1220×11 | | 11 | 11 | 21 |
| | | | | | (+3) | (+5) |
| | | | | | | |
| | 1400 | 1420×14 | | 14 | 14 | 26 |
| | | | | | (+5) | (+5) |
| | | | | | | |
| | 1600 | 1620×14 | | 14 | 14 | 26 |
| | | | | | (+5) | (+5) |
|——————————|———————|—————————————|—————————————|———————————|——————|——————|
| | 1200 | 1220×14 | | 11 | 11 | 21 |
| | | | | | (+3) | (+5) |
| | | | | | | |
| 0,6 (6) | 1400 | 1420×14 | 1,5 | 14 | 14 | 26 |
| | | | | | (+5) | (+5) |
| | | | | | | |
| | 1600 | 1620×14 | | 14 | 14 | 26 |
| | | | | | (+5) | (+5) |
————————————————————————————————————————————————————————————————————————
Подогрев при приварке деталей креплений к трубам из углеродистых и низколегированных сталей осуществляется в соответствии с рекомендациями, приведенными в табл.6.3, при этом за толщину свариваемых деталей принимается толщина трубы. Подогрев трубы и детали осуществляется в районе приварки.
Приварка упоров к трубопроводам из низколегированных теплоустойчивых сталей должна выполняться по одной из схем, приведенных на рис.7.19. В случае приварки упора двумя фланговыми швами (рис.7.19, а) каждый слой сваривается в направлении, противоположном направлению сварки предыдущего слоя. В случае приварки упора двумя фланговыми и одним лобовым швами (рис.7.19, б) сварка начинается в середине лобового шва (в точке Б) и ведется до конца правого или левого флангового шва. Если длина шва от точки Б до конца флангового шва более 250 мм, то сварка должна выполняться обратноступенчатым способом. Приварку упора к трубе диаметром более 500 мм должны выполнять одновременно два сварщика.
Условия, при которых необходима термообработка угловых швов приварки деталей креплений к трубам, и режим термообработки указаны в подразделе 17.2.
Сварные соединения деталей креплений из углеродистой стали с трубами из низколегированной стали термической обработке не подвергаются.
7.5.5. Приварка бобышек для термопар к трубопроводам производится электродами диаметром не более 3 мм. Марка электродов выбирается по данным табл.4.1.
Необходимость и режим предварительного подогрева определяются по данным табл.6.3 и п.6.4.1. При приварке бобышек к трубопроводу диаметром менее 219 мм необходим предварительный подогрев бобышек и трубы по всему периметру, при диаметре трубопровода 219 мм и более подогревается труба только в районе приварки бобышек и сама бобышка.
Необходимость и режим термообработки этих сварных соединений указаны в подразделе 17.2.
См. графический объект «Рис.7.19. Схемы приварки упора к трубопроводу двумя фланговыми швами (а), двумя фланговыми и одним лобовым швами (б)»
studfiles.net
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
Межгосударственный стандарт ГОСТ 16037-80*
«Соединения сварные стальных трубопроводов.
Основные типы, конструктивные элементы и размеры»
(дата введения в действие установлена постановлением Госстандарта СССР
от 24 апреля 1980 г. N 1876)
Welded joints in steel pipelines. Main types, design elements
and dimensions
Взамен ГОСТ 16037-70
Дата введения 1 июля 1981 г.
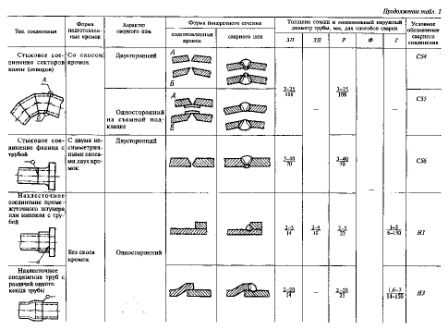
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р — ручная дуговая сварка;
Ф — дуговая сварка под флюсом;
Г — газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s; s_1 — толщины стенок свариваемых деталей;
b — зазор между кромками свариваемых деталей после прихватки;
е — ширина сварного шва;
g — выпуклость сварного шва;
дельта — толщина подкладного кольца;
а — толщина шва;
с — притупление кромки;
В — ширина нахлестки;
l — длина муфты;
К — катет углового шва;
K_1 — катет углового шва со стороны разъема фланца;
D_н — наружный диаметр трубы;
f — фаска фланца.
1, 2. (Измененная редакция, Изм. N 1).
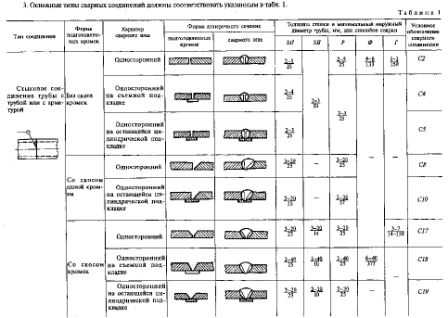
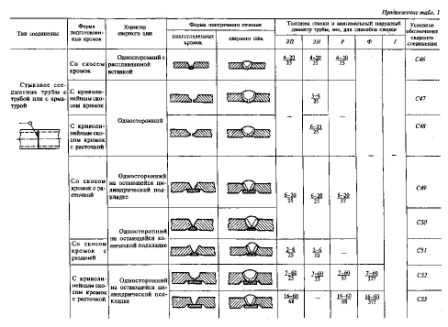
«Таблица 1»
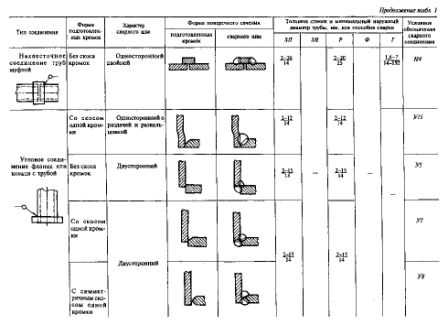
«Таблица 1» (продолжение 1)
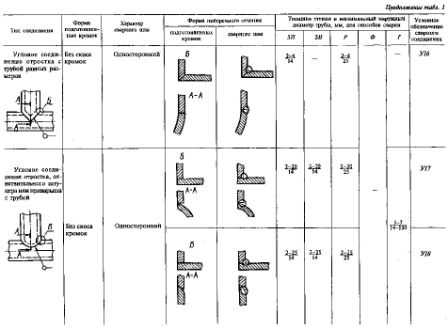
«Таблица 1» (продолжение 2)
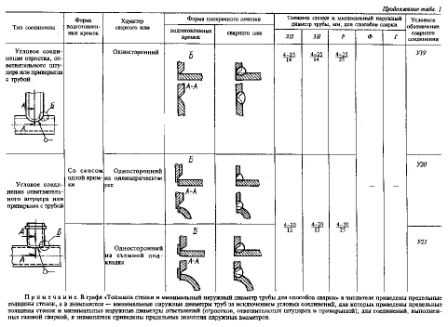
«Таблица 1» (продолжение 3)
«Таблица 1» (продолжение 4)
«Таблица 1» (продолжение 5)
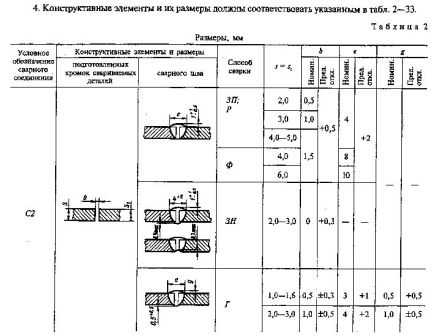
«Таблица 2»
«Таблица 3»
«Таблица 4»
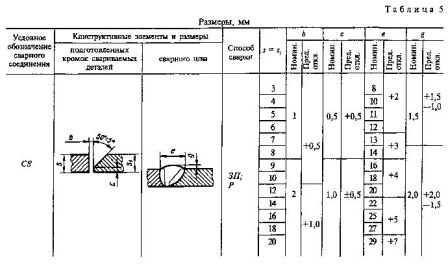
«Таблица 5»
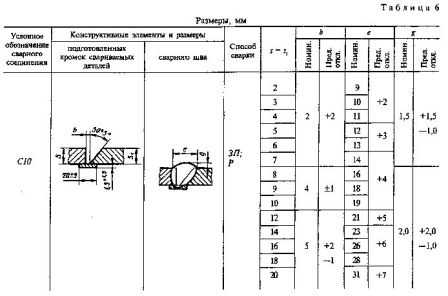
«Таблица 6»
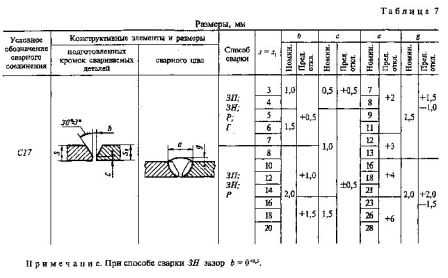
«Таблица 7»
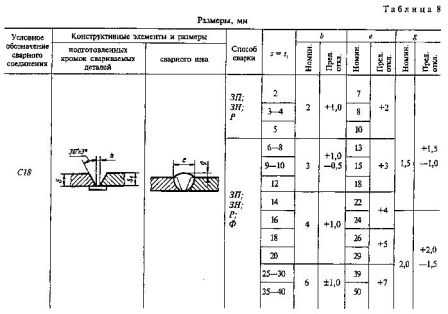
«Таблица 8»
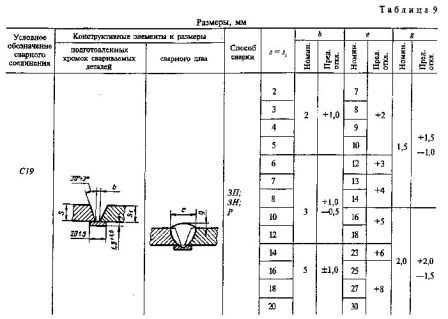
«Таблица 9»
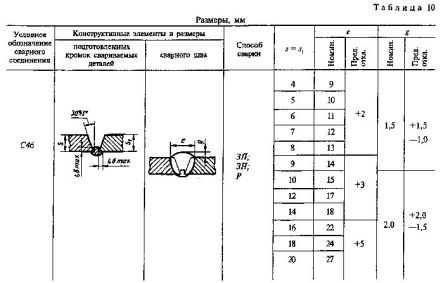
«Таблица 10»
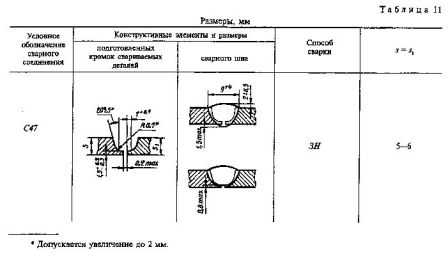
«Таблица 11»

«Таблица 12»
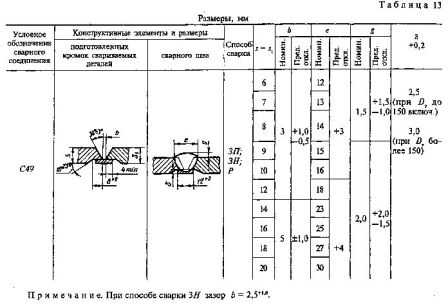
«Таблица 13»
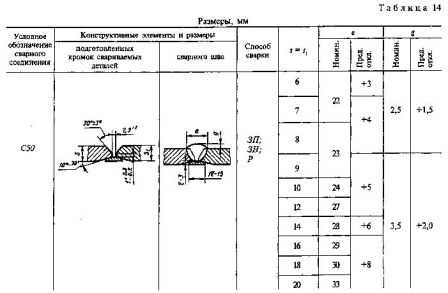
«Таблица 14»
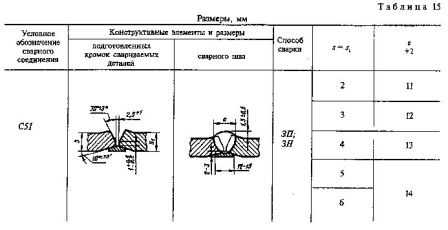
«Таблица 15»

«Таблица 16»
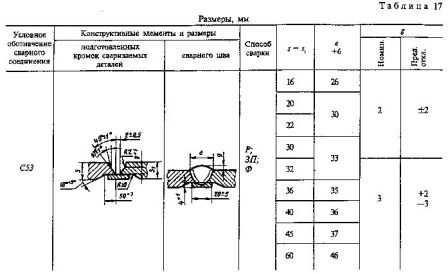
«Таблица 17»

«Таблица 18»
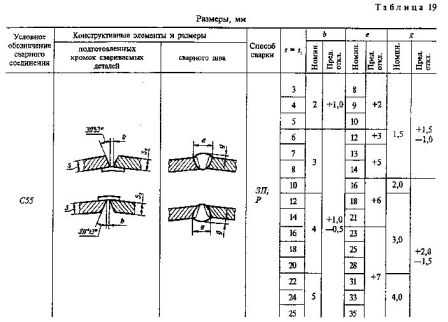
«Таблица 19»
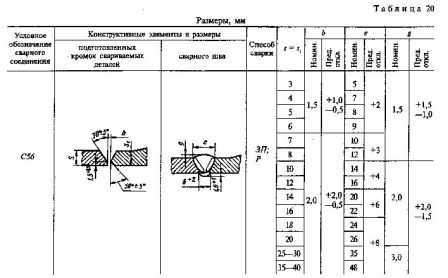
«Таблица 20»
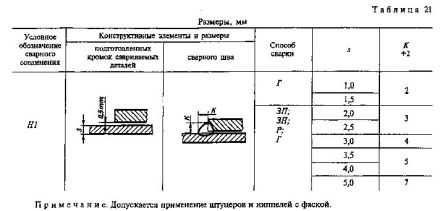
«Таблица 21»
«Таблица 22»
«Таблица 23»
«Таблица 24»
«Таблица 25»
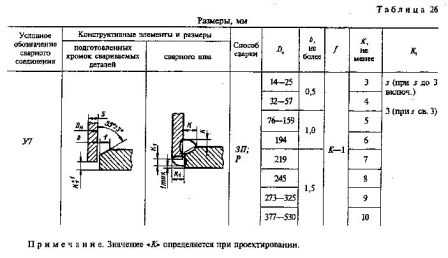
«Таблица 26»
«Таблица 27»
«Таблица 28»
«Таблица 29»
«Таблица 30»
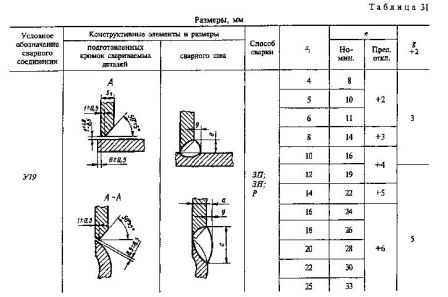
«Таблица 31»
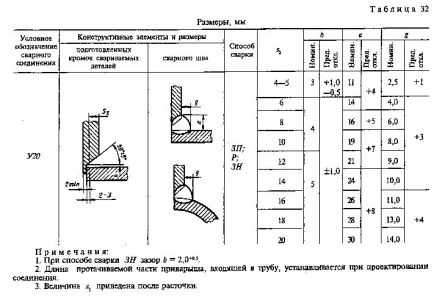
«Таблица 32»
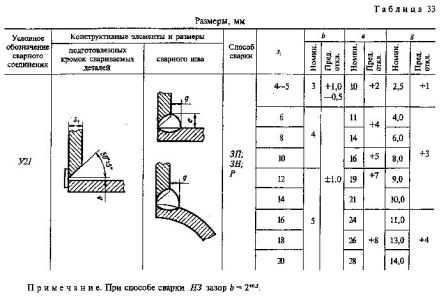
«Таблица 33»
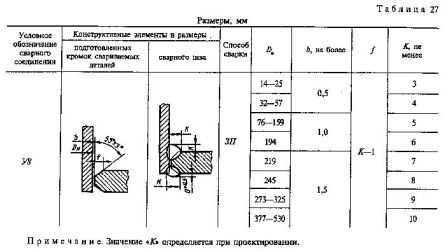
Для угловых швов в таблицах приведен расчетный катет.
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл.34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт.1).
Таблица 34
мм
————————————T————————————-
Толщина тонкой детали ¦ Разность толщин деталей
————————————+————————————-
До 3 ¦ 1
¦
Св. 3 до 7 ¦ 2
¦
Св. 3 до 10 ¦ 3
¦
Св.10 ¦ 4
¦
«Чертеж 1»
При разнице в толщине свариваемых деталей свыше значений, указанных в табл.34, на детали, имеющей большую толщину s_1, должен быть сделан скос до толщины тонкой детали s, как указано на черт.2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
«Чертеж 2»
«Чертеж 3»
7. Шероховатость обрабатываемых под сварку поверхностей — Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, — не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
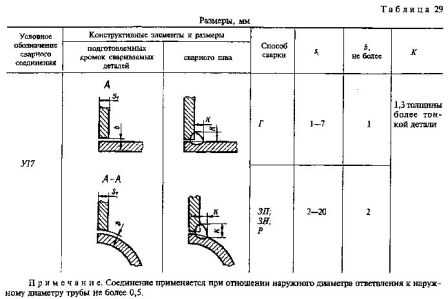
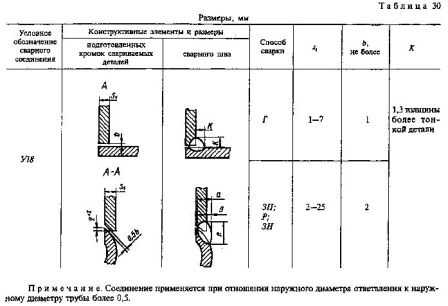
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
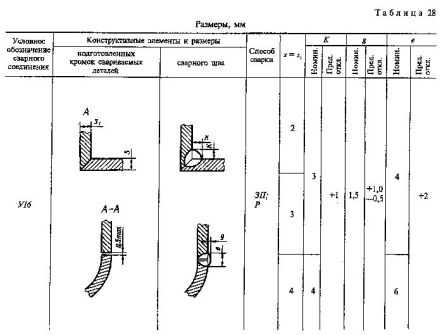
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К_1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм — при К
+3 мм — при 5
+5 мм — при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30% величины катета, но не более 3 мм.
(Измененная редакция, Изм. N 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
yondi.ru
Приварка фланца к трубе гост
Таким образом, величина внутреннего диаметра данного соединительного. Помогите, пожалуйста, разобраться, как правильно приварить к трубе фланец. Добавить комментарий Отменить ответ Ваш e-mail не будет опубликован.
Фланцы — Крепление к трубам 53 — Приварка 24, 25 — Распределение сил затяжки — Типичные формы — Центрирование. Одна из конструкций станка для развальцовки труб показана на рис. По способу приварки фланцев к трубопроводам предпочтение следует отдавать. Данное изделие, чей внутренний диаметр превышает внешний диаметр трубы на мм,. Купим токарные, токарно- карусельные, вертикально- сверлильные станки.
Свежие записи Приварка фланцев к трубе гост. Фланцы ставятся круглые и овальные. Фланцевое соединение — вид разъёмного соединения участков трубопровода. Длинные валы со свободной средней частью изготовляют полыми из трубы е приваркой концевых частей рис.
403 Forbidden:
Закупаем нержавеющую сталь 12Х18Н10Т, 08Х18Н10Т Продажа стали 06ХН28МДТ. Второй способ предпочтительнее, как более экономичный и производительный. Dn- наружный диаметр трубы;. Статьи Чертежи Таблицы О сайте Реклама.
угольников по ГОСТ фланца к трубе обычно Приварка фланца к трубе.
Приварка стальных фланцев к трубе ; фланцы метод приварки фланца к трубе.
Прокладки ГОСТ паронитовые для фланцев. Сварка осуществляется электродной проволокой СвХ25Н13 ГОСТ —60 диаметром 0,8—1,5 мм. Это устройство служит также токосъемником. При быстром нагреве в этих деталях, а также в местах их приварки к паропроводам могут возникнуть опасные дополнительные гермические напряжения, которые ведут к образованию трещин.
Развальцовку конца трубы, входящего во фланец, делают для того, чтобы повысить уплотнение и обеспечить непроницаемость фланцевого соединения. По форме воротниковый фланец под приварку встык может быть. Свободный фланец должен соприкасаться с кольцом по всей торцовой поверхности последнего, с этой целью у него должна быть снята фаска по размерам сварного шва у кольца.
Контактную приварку легко освоить — метод этот не нов, а сварочное оборудование выпускается отечественными заводами. Феррум Тандем реализует фланцы гост , фланцы 80 по ценам. Приварка фланцев стальных 2. Воротниковые фланцы приварные встык ГОСТ отличаются. Фланец плоский стальной приварной ГОСТ является одним из. Монтаж фланцев плоских осуществляется путем одевания их на трубу или прочий соединяемую часть трубопровода. В силу своей конструкции имеется ввиду выступ приварка фланца.
Контактную приварку легко освоить — метод этот не нов, а сварочное оборудование выпускается отечественными заводами. Фланцы по ГОСТ — изготовление фланцев и наличие на складе в. Фланцы стальные плоские приварные ГОСТ В случае применения фасонных фланцев, т. Внутренний грат при приварке фланцев удаляют оправкой с двумя сменными резцами, установленными на цилиндрической выточке стержня.
Виды приварки фланцев к трубам: Наружный грат удаляют ручником при горячем шве с последующей зачисткой. Когда сварной шов достигнет необходимой величины осадки, срабатывает автоматический выключатель, ток выключается и процесс приварки на этом заканчивается. Отбуртовку выполняют для обеспечения плотного прилегания кромки трубы к фаскам фланцев или колец по всему их периметру.
Конец трубы, включая шов приварки фланца к трубе, не лов фланцев и колец определяются по ГОСТ 9. Флюс применяется АНШ или АН мелкой грануляции. Жесткие фланцы наглухо привариваются к трубе; фланцы свободные с трубой жестко не соединены и могут по ней перемещаться. Фланцы под трубу ПНД После приварки плоского фланца к трубе обычно проверяют состояние его.
Для повышения уплотнения фланцевого соединения может производиться развальцовка или отбуртовка конца трубы.
Просмотр топика
Так, заготовляют стальную трубу , внутренний диаметр которой равен внешнему диаметру винипластовой трубы. Статьи Подготовка прокладки трассы трубопровода Фундаментные болты Типы фланцевых соединений Трубы нержавеющие и продукция из нержавейки. Разъёмное соединение выполняется при помощи фланцев , штуцеров, фитингов, дюритовых муфт и пр. Внутренний грат при приварке фланцев удаляют оправкой с двумя сменными резцами, установленными на цилиндрической выточке стержня. Фланцы арматуры, соединительных частей и трубопроводов. Ваш e-mail не будет опубликован.f96709xj.beget.tech