Принцип работы токарного станка
Весь механизм станка укреплен на станине, сделанной из двух стальных брусьев или из профильных чугунных либо алюминиевых балок. С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба.
- Виды работ на токарном станке для начинающих
- Токарно-винторезный станок: назначение, принцип действия
- Токарные автоматы и полуавтоматы: принцип действия
- Вертикально-сверлильный станок: принцип действия
- Назначение токарных мини-станков
- Конструкция токарных мини-станков по металлу
- Принцип работы настольных станков
- Настольные комбинированные станки
- Мини-токарный станок по дереву
С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
На станках с ручной регулировкой скорость (частота) вращения может переключаться (от 450 до 2 000 об./мин) рычагом коробки передач, в которой расположены шкивы с подшипниками. В более сложных моделях станков коробка передач заменена электронным вариатором, позволяющим плавно регулировать скорость на ходу.
Виды работ на токарном станке для начинающих
В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки. В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок. Второй способ предусматривает установку исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
1. Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Как правильно зажать деталь
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.
- С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
- Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
- Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею деталь так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки — изделие должно держаться само.
- Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое.
 Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
 Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.Подведите подручник как можно ближе. Поворачивая ее рукой, убедитесь, что заготовка свободно вращается и ни за что не задевает. Опорная плоскость подручника должна располагаться примерно на 5 мм ниже оси вращения.
Как работать
Следующий состоит в том, чтобы сделать брусок дерева цилиндрическим. Это осуществляется на скорости 1 000-1 500 об./мин. При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки — рейера. Если кусок дерева длинный, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
Важно! Для вытачивания деталей существуют инструменты разной формы: желобчатая стамеска для обработки фасонной поверхности, плоская стамеска, крючок, полукруглый резец, скошенная стамеска (косяк) и другие.

В зависимости от типа используемого инструмента и стадии работы, следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.
2. Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.
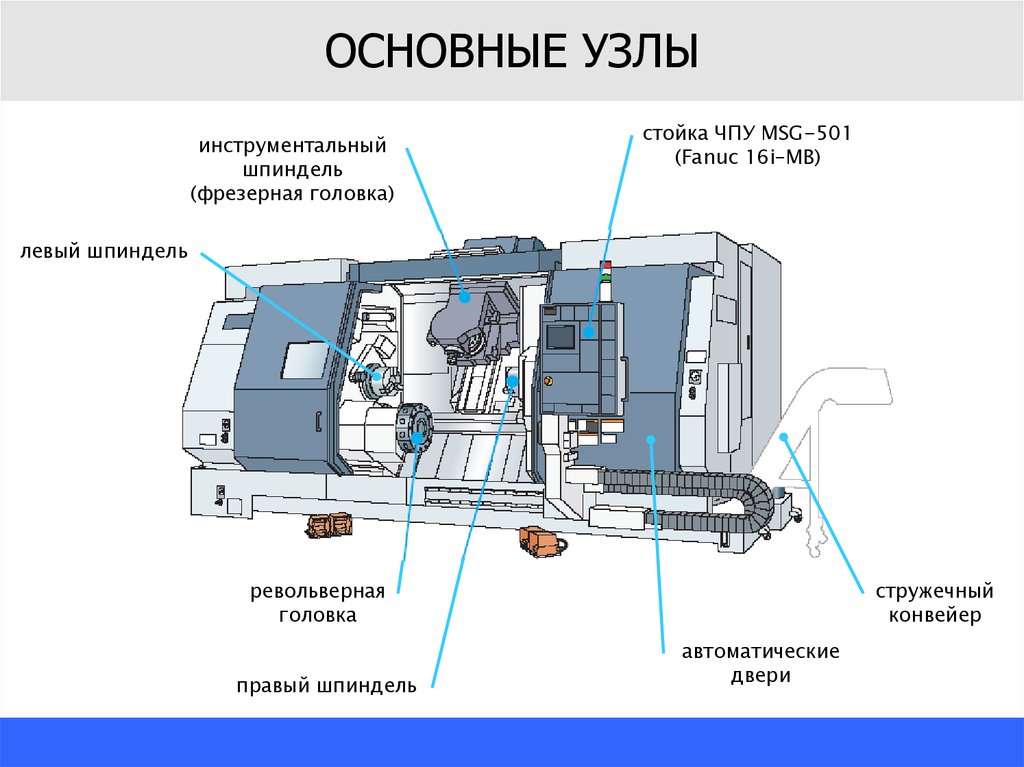
Основные узлы токарного станка по металлу
Абсолютно любой токарный станок, предназначенный для работы металлом, состоит из нескольких основных конструктивных элементов. На каждом из них следует остановиться подробнее:
На каждом из них следует остановиться подробнее:
Станина
Является наиболее крупным элементов конструкции. Именно к нему крепятся все остальные ее детали. Станина может быть оснащена дополнительными ножками и тумбой, в которой мастер может размещать всевозможный инструментарий.
Передняя бабка
Передняя бабка имеет альтернативное название – «Шпиндельная». Предназначен данный элемент для поддержания размещенной заготовки и ее контролируемого вращения.
Шпиндель
Шпиндель является основным конструктивным элементом передней бабки. Предназначен для фиксации разных инструментов.
Механизм продольной и поперечной подачи
Свое движение суппорт может осуществлять как вдоль аппарата, так и поперек. Механизм оснащенной специальной ручкой, посредством которой мастер может контролировать направления и амплитуду перемещения суппорта.
Механизм оснащенной специальной ручкой, посредством которой мастер может контролировать направления и амплитуду перемещения суппорта.
Суппорт
При помощи суппорта можно выполнять перемещения режущего аппарата во всех плоскостях. Это необходимо для того, чтобы аппарат был «пластичен» и мог работать с большим количеством заготовок.
Фартук
Фартук необходим для налаживания технической связи между рейкой и суппортом. Управление данным конструктивным элементом осуществляется при помощи пульта, расположенного на корпусе аппарата.
Задняя бабка
Деталь состоит из двух плит: верхней и нижней. Именно в заднюю бабку осуществляется закрепление детали на шпинделе.
Каретка
Предназначена для продольного перемещения суппорта.
 org/ImageObject»>
org/ImageObject»>Вал
Деталь обладает двумя ручками включения, предназначена для вращения режущего элемента.
Токарно-винторезный станок: назначение, принцип действия
Токарно-винторезные станки являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и серийного производства.
Конструктивная компоновка станков практически однотипна.
Токарно-винторезные станки — это наиболее распространенная категория токарного металлообрабатывающего оборудования.
Это оборудования предназначены для выполнения разнообразных работ.
На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические, конические отверстия, обрабатывать торцовые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия, производить отрезку, подрезку и другие операции.
Для нарезания резьбы метчиком и плашкой необходимо только главное движение, так как подача инструмента осуществляется самозатягиванием.
Токарные автоматы и полуавтоматы: принцип действия
Токарные автоматы и полуавтоматы используются для обработки заготовок сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Обработка деталей на этих станках производится несколькими инструментами, которые устанавливают на суппортах и в специальных приспособлениях (сверлильных, резьбонарезных и др.)
Высокая производительность токарных автоматов и полуавтоматов достигается благодаря полной автоматизации рабочих и холостых ходов и их частичного совмещения. При этом один рабочий обслуживает несколько автоматов или полуавтоматов. Однако переналадка автоматов и полуавтоматов при переходе на обработку новой заготовки связана со значительными затратами времени, что экономически оправдано только в массовом, крупносерийном и иногда в серийном производствах.
Токарные автоматы и полуавтоматы выпускают с горизонтальной и вертикальной осью вращения шпинделя. Последние имеют преимущества по сравнению с горизонтальными: занимают меньшую площадь; обеспечивают более высокую точность обработки благодаря тому, что силы тяжести не влияют на поперечные деформации шпинделя; лучше обеспечивается защита направляющих от стружки и ее отвод. На горизонтальных токарных автоматах обрабатывают преимущественно заготовки пруткового и трубчатого типа, хотя не исключена обработка и штучных заготовок.
На горизонтальных токарных автоматах обрабатывают преимущественно заготовки пруткового и трубчатого типа, хотя не исключена обработка и штучных заготовок.
По способу обработки токарные автоматы и полуавтоматы делят на фасонно-отрезные, продольного точения, токарно-револьверные, многорезцовые и копировальные.
Вертикально-сверлильный станок: принцип действия
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка — наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
Станина имеет вертикальные направляющие, по которым перемещается стол и сверлильная головка J, несущая шпиндель и электродвигатель. Заготовку или приспособление устанавливают на столе станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками , ручная подача — штурвалом . Глубину обработки контролируют по лимбу . Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф . Фундаментная плита служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Внутренние полости фундаментной плиты в отдельных конструкциях станков служат резервуаром для СОЖ.
Стол 9 можно перемещать по вертикальным направляющим вручную с помощью ходового винта, вращая рукоятку. В некоторых моделях стол бывает неподвижным (съемным) или поворотным (откидным). Охлаждающая жидкость подается электронасосом по шлангу. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы — вручную.
Сверлильная головка представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка скоростей содержит двух- и трех-венцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток шпиндель получает различные угловые скорости. Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем.
Назначение токарных мини-станков
По сути, мини-станок — это уменьшенная копия более крупного заводского оборудования.
Она подходит для работы с относительно небольшими заготовками, в основном с телами вращения: к таким относятся детали в виде сфер, цилиндров, конусов и так далее. Можно с помощью такого станка и сверлить, вытачивать канавки, нарезать резьбу, подрезать торцы и многое другое. Подойдёт он и для выравнивания поверхности. Его удобно использовать при разнообразных видах работы, а качество зависит лишь от конкретной фирмы и модели.
Приобретя настольный токарный станок, установите его на специальной подставке или просто поставьте на рабочий стол. Однако он может сдвигаться и качаться при выполнении работы, поэтому для устойчивости рекомендуем прикрепить его к поверхности. Это необязательно делать, если у вас есть специальный поддон или рабочие детали небольшие.
Основная масса таких аппаратов используется мастерами в быту, в небольших автомастерских, а также для обучения школьников и студентов токарному делу — в школьных кабинетах труда или в цехах институтов технической направленности. Они славятся высокой функциональностью, при этом не занимая много места и не требуя особенного дополнительного оборудования. Для работы с большими объёмами деталей и в промышленном производстве они, как правило, не подходят.
Тем не менее и на крупных предприятиях возникает необходимость изготовления миниатюрных изделий — например, при производстве часовых механизмов. В таких случаях используются особо точные модели для серийного и мелкосерийного производства.
Конструкция токарных мини-станков по металлу
Его главный элемент — это станина, к которой крепятся все остальные части. Она является основой всех узлов и имеет отверстия для крепления к столу. Обычно изготовлена из чугуна.
Следующий элемент — это суппорт, в который укрепляется сверло, резец или другой обрабатывающий инструмент.
Он же отвечает за перемещение сверла в нужном направлении, не отклоняясь от курса. Он передвигается при помощи вала хода и устройств передачи.
Деталь фиксируется на шпинделе — ещё одной части станка, выполненной в форме цилиндра. Именно от его параметров зависит качество работы всего устройства. Он питается энергией от электродвигателя.
На задней стойке есть специальный центр, удерживающий длинные детали во время их точения. Стойка приводится в движение специальным рычагом и фиксируется после установки необходимой позиции. Впрочем, такая тонкая регуляция есть не на всех аппаратах.
Привод у станка чаще всего бывает ременным — это наиболее удобный вариант, так как он более надёжен в случаях, когда заготовку заклинивает и механизм останавливается.
Самые маленькие станки имеют только одно место для резца в держателе, поэтому каждый раз перед сменой операции придётся вставлять его заново и регулировать высоту. Есть и возможность надстройки мини-станка — вы можете купить специальный держатель с поворотом.
Принцип работы настольных станков
Мини-токарные станки работают по тому же принципу, что и большое промышленное оборудование.
Принцип работы станка несложен. Если нужно обработать достаточно длинную деталь, ее закрепляют в патроне шпинделя, на задней бабке устанавливают сверлильный патрон со сверлом, выполняют в торце детали центровочное отверстие.
Потом патрон меняют на вращающийся центр, которым поджимают заготовку со свободного торца.
В резцедержателе закрепляют и выставляют по высоте нужный резец. Суппорт приводится в движение либо с помощью рукояток подачи, либо автоматически, в зависимости от модели станка и выбранного режима обработки.
Коробка передач позволяет менять скорость вращения и режимы работы.
Закрепленная в патроне шпинделя деталь вращается вокруг горизонтальной оси, а резец снимает стружку на заданную глубину.
Для обработки металлических деталей резец изготавливается из твердосплавных материалов.
Настольные комбинированные станки
Если настольные компактные станки становятся незаменимыми для малогабаритной или передвижной мастерской, то что уж говорить о комбинированных устройствах.
Мини-токарно-фрезерный станок, мало того что не требует большой площади для установки, он и стоит дешевле, чем два станка по отдельности.
На место резцедержателя устанавливаются тиски фрезерной части или же фрезеруется деталь, установленная в центрах.
На комбинированном станке выполняются токарные операции по резанию, проточке, сверлению, накатке, зенкованию и фрезерные по вырезанию канавок и пазов, получению профильных поверхностей, торцеванию.
Мини-токарный станок по дереву
В деревообработке разделение оборудования на промышленное и бытовое значительно более условно, чем в металлообработке.
На маленьких настольных токарных станках обрабатывается абсолютное большинство деталей цилиндрической формы даже на крупных предприятиях по производству мебели.
Устройство токарных станков по металлу и дереву практически одинаково с теми же передней и задней бабками на станине, электродвигателем и ременной передачей. В деревообработке значительно многообразнее инструменты и приспособления для разных видов обработки дерева, включая фасонную обработку и художественную резьбу. Поэтому и больше набор патронов и планшайб для установки их на станке. Существует даже специальное приспособление в виде насадки на шпиндель с эксцентриком и ползунами для точения овалов.
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 4 чел.
Средний рейтинг: 3 из 5.
Принцип работы ЧПУ станков — DARXTON
Прежде чем понять принцип работы ЧПУ систем, для начала стоит почитать техническое описание автоматизированных систем.
Основы числового программного управления
Для более четкого понимания всех возможных проблем, связанных с успешным применением данных, для выполнения механической обработки или резания с применением станков с ЧПУ, вам необходимо иметь представление о процессе и принципах числового программного управления. Надеемся, что этот небольшой справочный материал поможет вам понять принцип работы станков с ЧПУ.
Для начала — несколько определений
ЧПУ — Числовое Программное Управление. Принцип ЧПУ заключается в получении оцифрованных данных, после чего компьютер или САМ-программа обеспечивает управление, автоматизацию и мониторинг движений элементов машины. В роли машины может выступать токарный или фрезерный станок, роутер, сварочный автомат, шлифовальный станок, установка лазерной или водоструйной резки, листоштамповочный автомат, робот либо оборудование других типов. На крупногабаритных промышленных станках в качестве встроенного устройства управления обычно выступает компьютер.

CAM — автоматизированная механическая обработка или автоматизированное производство. Данный термин относится к применению различных пакетов ПО для управления траекторией движения режущего инструмента и генерации управляющей программы для работы станков с ЧПУ, основанных на использовании данных, получаемых путем компьютерного 3D-моделирования (CAD-файлы). В случаях когда два описанных понятия используются вместе, обычно применяется сокращение CAD/CAM.
Примечание: CAM-программа фактически не управляет станком с ЧПУ, а только создает программный код, которому следует станок.
Также это не автоматическая операция, которая импортирует 3D-модель и генерирует корректную управляющую программу. CAM-программирование, как и 3D-моделирование, требует наличия определенных знаний и опыта использования ПО такого типа, разработки технологий механической обработки, а также знаний о том, какие виды инструментов и технологических операций необходимо применять в той или иной ситуации для достижения наилучших результатов. Существует ряд несложных программ, позволяющих начинающим пользователям начать работать с ними без особых затруднений. Но есть и более сложные версии, которые требуют вложений времени и финансов для достижения максимальной эффективности их использования.
Существует ряд несложных программ, позволяющих начинающим пользователям начать работать с ними без особых затруднений. Но есть и более сложные версии, которые требуют вложений времени и финансов для достижения максимальной эффективности их использования.
Управляющая программа — особый относительно простой машинный язык, который может понимать и исполнять станок с ЧПУ. Чтобы понимать принцип работы ЧПУ, очень важно понимать как подобная система управляется. Такие машинные языки изначально разрабатывались для непосредственного программирования обработки деталей путем ввода команд с клавиатуры станка без использования CAM-программ. Они указывают станку, какие движения он должен совершать, одно за другим, также осуществляют контроль выполнения станком других его функций, таких как скорость подачи, частота вращения шпинделя, подача СОЖ. Наиболее распространенным языком подобного рода является G-код или ISO-код — простой буквенно-цифровой язык программирования, разработанный в начале 1970-х годов для первых станков с ЧПУ.
Постпроцессор. В то время как g-код рассматривается в качестве стандартного машинного языка для станков с ЧПУ, любой производитель может изменять отдельные его части, такие как использование дополнительных функций, создавая ситуации, при которых g-код, разработанный для одного станка, может не работать для другого. Существует также множество производителей станков, разработавших собственные языки программирования. В связи с этим, для перевода данных траекторий движения инструмента, рассчитанных внутри CAM-программы, в особый код управляющей программы с тем, чтобы станок с ЧПУ мог понимать эти данные, существует связующее программное обеспечение, называемое постпроцессором. Постпроцессор, единожды сконфигурированный должным образом, генерирует соответствующий код для выбранного станка, который, по крайней мере теоретически, позволяет управлять любым станком с помощью любой CAM-программы. Принцип работы ЧПУ станков позволяет поставлять постпроцессоры вместе с CAM-программой бесплатно либо за отдельную плату.
Общие сведения о станках с ЧПУ
Станки с ЧПУ могут иметь несколько осей перемещения, а сами движения могут быть линейными либо поворотными. Многие станки совмещают в себе оба вида движения. Станки, предназначенные для резки, такие как установки лазерной или водоструйной резки, как правило, имеют всего две линейные оси — X и Y. Фрезерные станки обычно имеют как минимум три оси — X, Y и Z, а также могут иметь дополнительные поворотные оси. Фрезерный станок, имеющий пять осей перемещения — это станок с тремя линейными и двумя поворотными осями, позволяющий фрезе совершать технологические операции под углом 180º (в полусфере), а иногда и под большими углами. Также существуют установки лазерной резки, имеющие пять осей перемещения. Робот-манипулятор может иметь более пяти осей.
Некоторые ограничения для станков с ЧПУ
В зависимости от возраста и сложности конструкции, станки с ЧПУ могут иметь определенные ограничения в части функциональных возможностей систем управления и приводных систем. Большинство контроллеров ЧПУ понимают только движения строго по прямой линии или по кругу. Во многих станках перемещения по кругу ограничены главными плоскостями координатных осей XYZ. Перемещения по поворотной оси могут восприниматься контроллерами как линейные перемещения, только вместо расстояния будут использоваться градусы. Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
Большинство контроллеров ЧПУ понимают только движения строго по прямой линии или по кругу. Во многих станках перемещения по кругу ограничены главными плоскостями координатных осей XYZ. Перемещения по поворотной оси могут восприниматься контроллерами как линейные перемещения, только вместо расстояния будут использоваться градусы. Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
Скорость, с которой контроллер станка способен получать и обрабатывать входящие данные, передавать команды на драйверы, а также отслеживать скорость и положение рабочих органов, является критически важным показателем.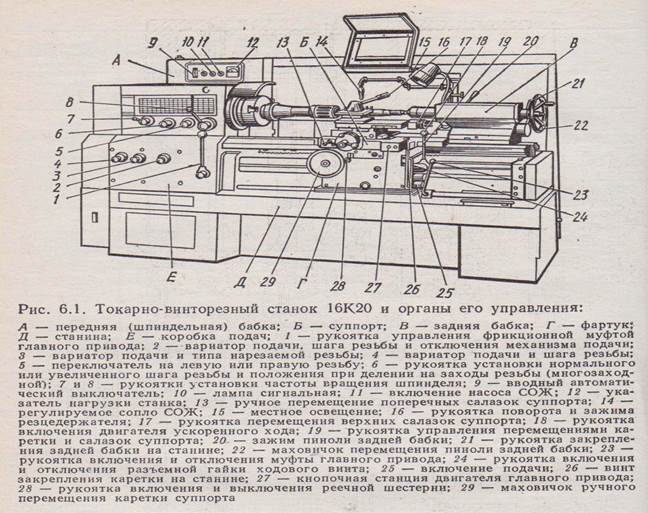 Более старые и бюджетные модели станков, очевидно, обладают менее высокими показателями, что во многом схоже с тем, насколько менее производительными являются старые модели компьютеров в части выполнения требуемых операций по сравнению с их более современными аналогами.
Более старые и бюджетные модели станков, очевидно, обладают менее высокими показателями, что во многом схоже с тем, насколько менее производительными являются старые модели компьютеров в части выполнения требуемых операций по сравнению с их более современными аналогами.
Сначала интерпретируйте данные 3D-моделей и сплайнов
Наиболее часто возникающая проблема заключается в организации файлов и кода CAM-программы таким образом, чтобы станок, выполняющий обработку заготовок, работал с заложенными в него данными плавно и эффективно. Так как многие контроллеры ЧПУ понимают только формы дуги и прямой линии, любую другую геометрическую форму, которую невозможно описать в данном языке программирования, необходимо конвертировать в более применимую. Обычно конвертации подвергаются сплайны, то есть общие неоднородные рациональные B-сплайны, которые не являются дугами или линиями, а представляют собой трехмерные поверхности. Некоторые станки настольного типа также не способны воспринимать дуги окружности, поэтому все подобные фигуры необходимо конвертировать в полилинии.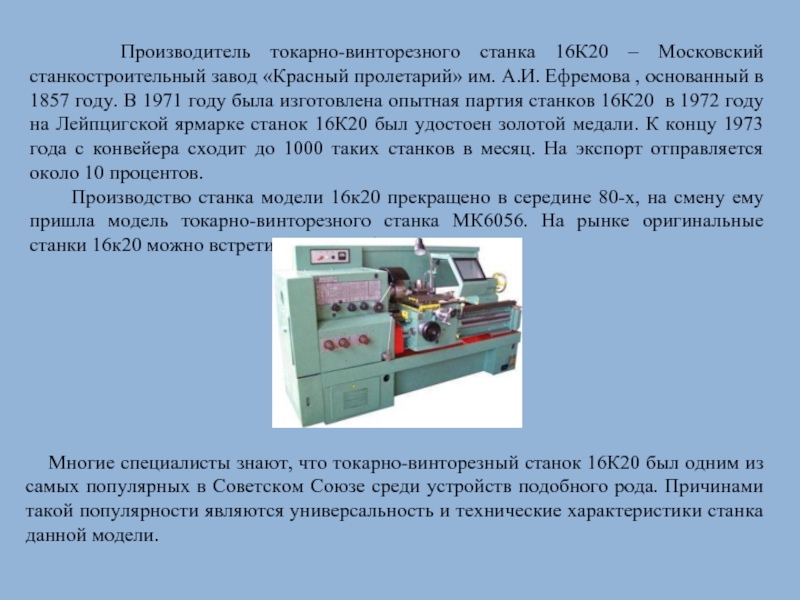
Сплайны могут быть разбиты на ряд линейных сегментов, касательных дуг или их сочетание. Вы можете представить себе первый вариант в виде серии хорд на вашем сплайне, касающихся его концами и имеющих определенное отклонение в середине. Другим способом конвертации является преобразование вашего сплайна в полилинию. Чем меньше сегментов вы используете в процессе преобразования сплайна, тем грубее будет аппроксимация, а результат преобразования будет состоять из отрезков большего размера. Использование более мелкого масштаба сглаживает аппроксимацию, но при этом значительно увеличивается и количество сегментов. Представьте себе, что серия дуг могла бы сгладить ваш сплайн в пределах допустимых значений с использованием небольшого количества длинных отрезков. Данный факт является главной причиной того, что преобразование сплайнов в дуги предпочтительнее, нежели преобразование в полилинии, особенно в если вы работаете на станках старых моделей. С более современными моделями станков в этом плане возникает меньше проблем.
Представьте себе поверхности с тем же уровнем аппроксимации сплайнов, только многократно увеличенные и с разрывом между ними (обычно называемым перемещением инструмента между проходами). Обычно поверхности создаются с применением только линейных сегментов, но бывают ситуации, при которых могут также использоваться дуги или сочетания прямых линий и дуг.
Размер и количество сегментов определяются требуемым уровнем точности обработки, а также применяемым методом, и напрямую влияют на качество обработки. Слишком большое количество коротких сегментов может привести к сбою в работе станков старых моделей, а слишком малое — к появлению на заготовке слишком больших граней. CAM-программы обычно применяются в тех случаях, когда необходим подобный уровень аппроксимации. У опытных операторов станков, понимающих требования к детали и знающих, какие операции способен выполнить станок, обычно не возникает с этим проблем. Но некоторые CAM-программы не способны выполнить обработку тех или иных сплайнов или определенных типов поверхностей, поэтому вам может понадобиться предварительное конвертирование данных в CAD-программе (Rhino) перед использованием CAM-программы.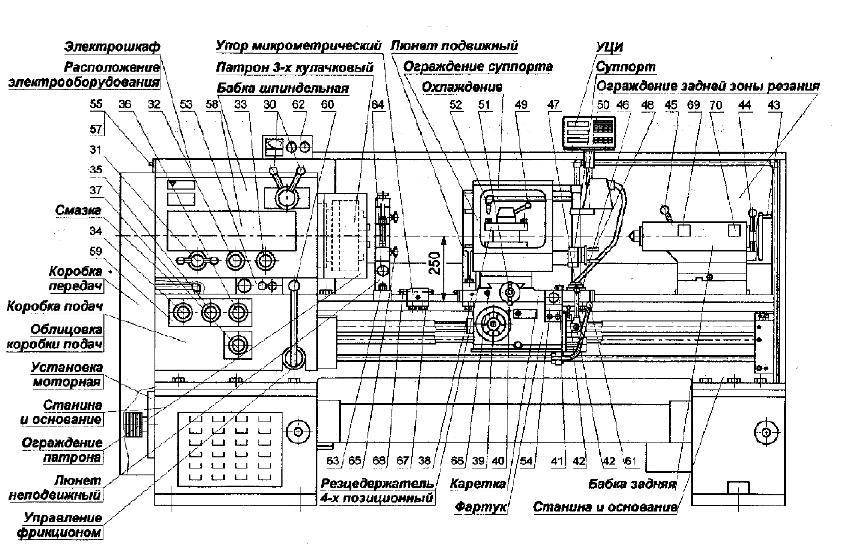 Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
Общепринятые термины, используемые при описании станков с ЧПУ
Поняв принцип ЧПУ, следует убедиться, что вы имеете представление об основных терминах, часто использующихся в станкооборудовании. Следует понимать, что ваш проект может быть:
2-осевым, в случае если резание производится в одной плоскости. В данном случае инструмент не имеет возможности двигаться по плоскости оси Z (вертикальной). В целом координатные оси X и Y могут быть одновременно интерполированы между собой для формирования линий и дуг окружностей.
2,5-осевым, если резание производится в плоскостях, параллельных главной плоскости, но необязательно на той же высоте и глубине. При этом для изменения уровня инструмент может двигаться по плоскости оси Z (вертикальной), но не одновременно с перемещением по осям X и Y. Исключение могут составлять случаи, когда траектория движения инструмента может интерполироваться спирально, то есть описывать круг в плоскостях X и Y, одновременно двигаясь по оси Z для создания винтовой линии (например, при резьбофрезеровании).
Исключение могут составлять случаи, когда траектория движения инструмента может интерполироваться спирально, то есть описывать круг в плоскостях X и Y, одновременно двигаясь по оси Z для создания винтовой линии (например, при резьбофрезеровании).
Разновидностью вышеуказанного способа интерполяции является способ, при котором станок может интерполировать движение в двух любых плоскостях одновременно, но не в трех. Данный способ интерполяции позволяет проводить обработку ограниченного количества разновидностей трехмерных объектов, напрмиер, путем фрезерования в плоскостях XZ или YZ, но является более ограниченным по сравнению с трехосевой интерполяцией.
3-осевым, если для необходимой технологической операции требуется одновременное управляемое перемещение режущего инструмента в трех координатных осях — X,Y,Z, что необходимо для обработки большинства поверхностей произвольной формы.
4-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по одной поворотной оси. Тут есть два варианта: одновременная 4-осевая интерполяция (полноценная 4-я ось) либо только позиционирование по 4-й оси, при котором 4-я ось может менять положение заготовки, перемещая ее между тремя координатными осями, фактически не перемещаясь в процессе обработки. 5-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по двум поворотным осям. Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
Тут есть два варианта: одновременная 4-осевая интерполяция (полноценная 4-я ось) либо только позиционирование по 4-й оси, при котором 4-я ось может менять положение заготовки, перемещая ее между тремя координатными осями, фактически не перемещаясь в процессе обработки. 5-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по двум поворотным осям. Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
DARXTON
Принцип работы токарного станка
ТОКАРНЫЙ СТАНОК
Принцип работы : Токарный станок представляет собой станок, который удерживает заготовку между двумя жесткими и прочными опорами, называемыми центрами, или в патроне или планшайбе, которые вращаются. Режущий инструмент жестко удерживается и поддерживается в инструментальной стойке, которая подается против вращающейся детали. Обычные операции резания выполняются с режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки.
Режущий инструмент жестко удерживается и поддерживается в инструментальной стойке, которая подается против вращающейся детали. Обычные операции резания выполняются с режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки.
Режущий инструмент может также подаваться под углом к оси заготовки для обработки конусов и углов.
Конструкция : Основными частями станка являются станина, передняя бабка, быстросменный редуктор, каретка и задняя бабка.
1. Станина : Станина представляет собой тяжелую прочную отливку, в которой смонтированы рабочие части токарного станка. Он несет переднюю и заднюю бабки для поддержки заготовки и обеспечивает основу для движения каретки, несущей инструмент.
2. Ноги : Ноги принимают на себя всю нагрузку машины и надежно крепятся к полу фундаментными болтами.
3. Передняя бабка : Передняя бабка крепится с левой стороны станины и служит корпусом для ведущих шкивов, задних шестерен, шпинделя передней бабки, приводного центра и шестерни заднего хода.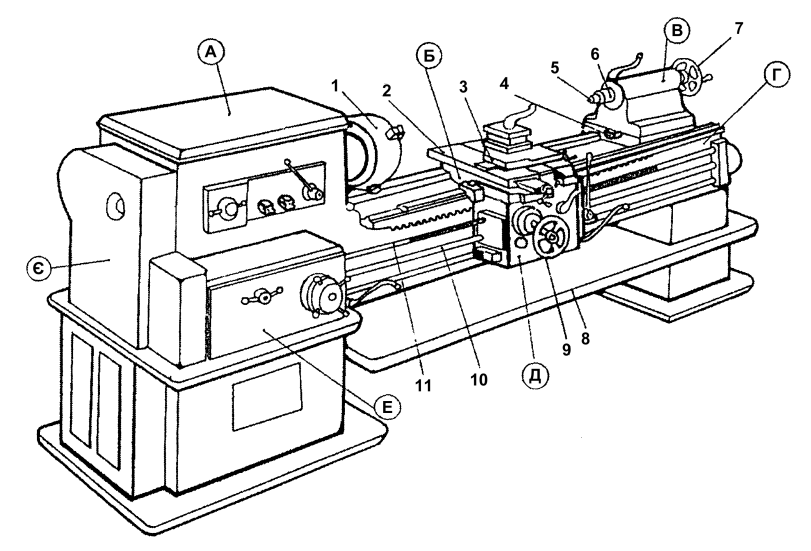 Шпиндель передней бабки представляет собой полый цилиндрический вал, обеспечивающий привод от двигателя к рабочим удерживающим устройствам.
Шпиндель передней бабки представляет собой полый цилиндрический вал, обеспечивающий привод от двигателя к рабочим удерживающим устройствам.
4. Редуктор : Быстросменный редуктор расположен под передней бабкой и содержит несколько шестерен разного размера.
5. Каретка : Каретка расположена между передней и задней бабками и служит для поддержки, направления и подачи инструмента во время работы. Основными частями вагона являются:
а). Седло представляет собой Н-образную отливку, установленную на верхней части направляющих. Он обеспечивает поддержку поперечного скольжения, составного упора и резцедержателя.
б). Поперечный салазок установлен на верхней части суппорта и обеспечивает навесное или автоматическое поперечное перемещение режущего инструмента.
в). Составной упор устанавливается в верхней части поперечного суппорта и используется для поддержки резцедержателя и режущего инструмента.
г). Резцедержатель устанавливается на составной упор и жестко фиксирует режущий инструмент или держатель инструмента на нужной высоте относительно линии рабочего центра.
д). Фартук крепится к седлу и содержит шестерни, муфты и рычаги, необходимые для перемещения каретки или поперечных салазок. Одновременное зацепление рычага разрезной гайки и рычага автоматической подачи предотвращается их перемещение по станине станка.
6. Задняя бабка : Задняя бабка представляет собой подвижную отливку, расположенную напротив передней бабки на направляющих станины. Задняя бабка может скользить по станине для размещения заготовок разной длины между центрами. Зажим задней бабки предназначен для фиксации задней бабки в любом желаемом положении. Шпиндель задней бабки имеет внутренний конус для удержания мертвой точки и инструментов с коническим хвостовиком, таких как развертки и сверла.
ТОКАЧНЫЕ ОПЕРАЦИИ
Токарный станок — это точный и универсальный станок, на котором можно выполнять множество операций. Эти операции:
1. Простой поворот и шаг. 9. Нарезание резьбы
10. Формовка
11. Снятие фаски
Снятие фаски
12. Заполнение и полировка
13. Токарная обработка конуса
Последнее обновление: четверг, 13 ноября 2014 г.
Принцип работы токарного станка
Принцип работы : Токарный станок — это станок, который удерживает заготовку между двумя жесткими и прочными опорами, называемыми центрами, или в патроне, или на планшайбе. который вращается. Режущий инструмент жестко удерживается и поддерживается в инструментальной стойке, которая подается против вращающейся детали. Обычные операции резания выполняются с режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки.
Режущий инструмент может также подаваться под углом к оси заготовки для обработки конусов и углов.
Конструкция : Основными частями станка являются станина, передняя бабка, быстросменный редуктор, каретка и задняя бабка.
1. Станина : Станина представляет собой тяжелую прочную отливку, в которой смонтированы рабочие части токарного станка.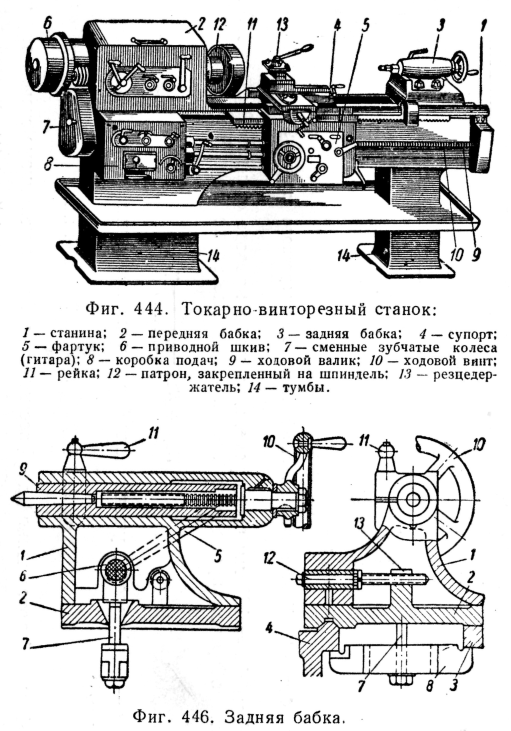 Он несет переднюю и заднюю бабки для поддержки заготовки и обеспечивает основу для движения каретки, несущей инструмент.
Он несет переднюю и заднюю бабки для поддержки заготовки и обеспечивает основу для движения каретки, несущей инструмент.
2. Ноги : Ноги принимают на себя всю нагрузку машины и надежно крепятся к полу фундаментными болтами.
3. Передняя бабка : Передняя бабка крепится с левой стороны станины и служит корпусом для ведущих шкивов, задних шестерен, шпинделя передней бабки, приводного центра и шестерни заднего хода. Шпиндель передней бабки представляет собой полый цилиндрический вал, обеспечивающий привод от двигателя к рабочим удерживающим устройствам.
4. Редуктор : Быстросменный редуктор расположен под передней бабкой и содержит несколько шестерен разного размера.
5. Каретка : Каретка расположена между передней и задней бабками и служит для поддержки, направления и подачи инструмента во время работы. Основными частями вагона являются:
а). Седло представляет собой Н-образную отливку, установленную на верхней части направляющих. Он обеспечивает поддержку поперечного скольжения, составного упора и резцедержателя.
Он обеспечивает поддержку поперечного скольжения, составного упора и резцедержателя.
б). Поперечный суппорт устанавливается на верхней части суппорта и обеспечивает навесное или автоматическое поперечное перемещение режущего инструмента.
в). Составная опора устанавливается в верхней части поперечного суппорта и используется для поддержки резцедержателя и режущего инструмента.
г). Резцедержатель устанавливается на составной опоре и жестко фиксирует режущий инструмент или держатель инструмента на нужной высоте относительно линии рабочего центра.
д). Фартук крепится к седлу и содержит шестерни, муфты и рычаги, необходимые для перемещения каретки или поперечных салазок. Одновременное зацепление рычага разрезной гайки и рычага автоматической подачи предотвращается их перемещение по станине станка.
6. Задняя бабка : Задняя бабка представляет собой подвижную отливку, расположенную напротив передней бабки на направляющих станины.