Как производиться контактная сварка, основа и технология
Контактная сварка применяется для соединения металлических элементов при помощи давления и электрического импульса. Основная область использования такого вида сварочных работ это промышленное производство разного рода механизмов, автомобилей, самолётов, судов, агрегатов для сельскохозяйственного использования.
Благодаря высокому качеству и возможности быстрого создания множества сварочных точек, такие устройства набирают широкого спроса. В промышленных масштабах такая установка неоспоримо лучше инвертора, так как скорость и качество сварки зачастую намного лучше.
Немного о принципе сварки
Принцип работы сварки довольно простой, но это только на первый взгляд. Под действием давления, сварочные электроды сжимают две детали в необходимой точке с установленным усилием, после чего подаётся импульс тока. Ток разогревает место сваривания и плавит его до жидкого состояния. Так как время сварки достаточно мало, то точка сразу начинает кристаллизоваться и образовывать сварочное ядро в месте разогрева.
Для увеличения прочности соединения, давление должно продолжаться после выключения электрического импульса ещё определённый промежуток времени. После чего ядро обретает максимально мелку структуру, и прочность стаёт приближённой к основному металлу. В идеале, после выключения тока, давление должно увеличиваться.
В этой статье мы разберём рабочий процесс контактной сварки, узнаем какие виды, и особенности сварки бывают. Опишем разновидности электродов и для чего они нужны. Разобравшись с этими вопросами, вы сможете четко понимать, что такое электрическая контактная сварка и для чего она предназначена.
Процесс работы
Электрическая контактная сварка разделяется на этапы, пойдя которые получается качественная конструкция. Весь процесс можно разделить на следующие пункты:
- Подбор материалов, которые будут использоваться для создания детали.

- Определение наиболее подходящего по характеристикам и особенностям строения устройства.
- Подготовка поверхности металла.
- Начало сваривания, установка заготовки, подача импульса, охлаждение.
- Финишный контроль качества, проверка на наличие дефектов и брака.

Пройдя все этапы, получается полностью готовая качественно сваренная деталь, которую уже можно подвергать дальнейшей обработке. Сам процесс нагревания и охлаждения проходит очень быстро, некоторые машины способны создавать до шести сотен точек за одну минуту.
Виды сварки и их особенности
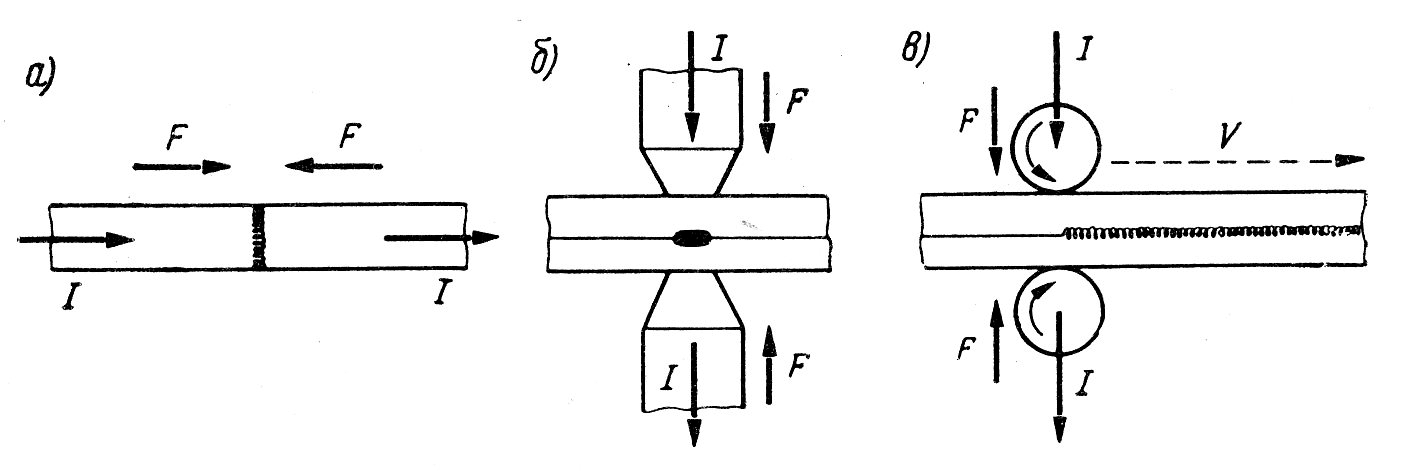
Контактные соединения разделяются на четыре категории, которые имеют свои особенности и способы применения. Давайте разберем, какие виды бывают:
- Контактная точечная.
- Стыковая.
- Контактная шовная.
- Рельефная.
Теперь более подробно поговорим о каждой из них, чтобы вы конкретно смогли понять, что каждый вид представляет и какие его особенности. Точечные сварочные соединения помогают соединять детали в одной либо сразу во многих местах точками. Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Разные вариации всех этих показателей помогают выполнить сварную точку любой формы, прочности и прочее.
Классификация видов сварки
Широко используются в производствах большого масштаба и при серийном однотипном выпуске механизмов. Также используют для создания батарей аккумуляторов.
Благодаря такому способу, две детали впоследствии нагрева соединяются в единую конструкцию сразу на большой площади, за короткий промежуток времени. Время и способ такой состыковки зависит от характеристик металла, общей свариваемой площади и необходимой прочности соединения.
Разновидности сварных соединений
Стыковую сварку выполняют тремя методами:
- Сопротивление.
- Непрерывное оплавление.
- Оплавление с одновременным разогревом места сварки.

Для деталей небольшого сечения, до двух квадратных сантиметров, применяется метод сопротивления. Также такой метод часто применяется для труб из металлов с низким содержанием углерода. Детали, площадь сечения которых не превышает отметку в 10 тысяч квадратных сантиметров, используется метод оплавления. Область применения очень широкая, он сваривания арматурных конструкций в железобетоне, до создания бесшовной железной дороги.
Такая технология помогает изготавливать детали очень большой длины при этом не оставляя никаких заметных швов. С помощью оплавления сваривают режущие инструменты, например, наконечники для сверла либо лезвия ножей. Свариваются массивные цепи судовых якорей. Оплавление с разогревом, это модификация обычного оплавления, используется для создания более качественного сварного шва.
Шовная сварка
Шовная контактная сварка производится путём наваривания нескольких точек в ряд. Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Если роликовая прокатка проходи с одной стороны тогда она односторонняя. Если роликовая прокатка с двух сторон, тогда соединение происходит с каждой стороны. Этот метод хорош тем, что может быть как односторонняя, так и двусторонняя, что хорошо в определённых случаях.
Самый качественный шов получается на металлах толщиной 0.2-3 миллиметра. Применяются для создания герметичных швов в алюминиевых бочках, канистрах и прочих ёмкостях.
Контактная рельефная сварка, очень похожа на точечную. Для его выполнения, заранее подготавливаются специальные выпуклые участки, которые и свариваются. Главной особенностью является то, что форма сварной точки в таком случае зависит от того какая форма выпуклости была сделана, а не от формы используемого электрода.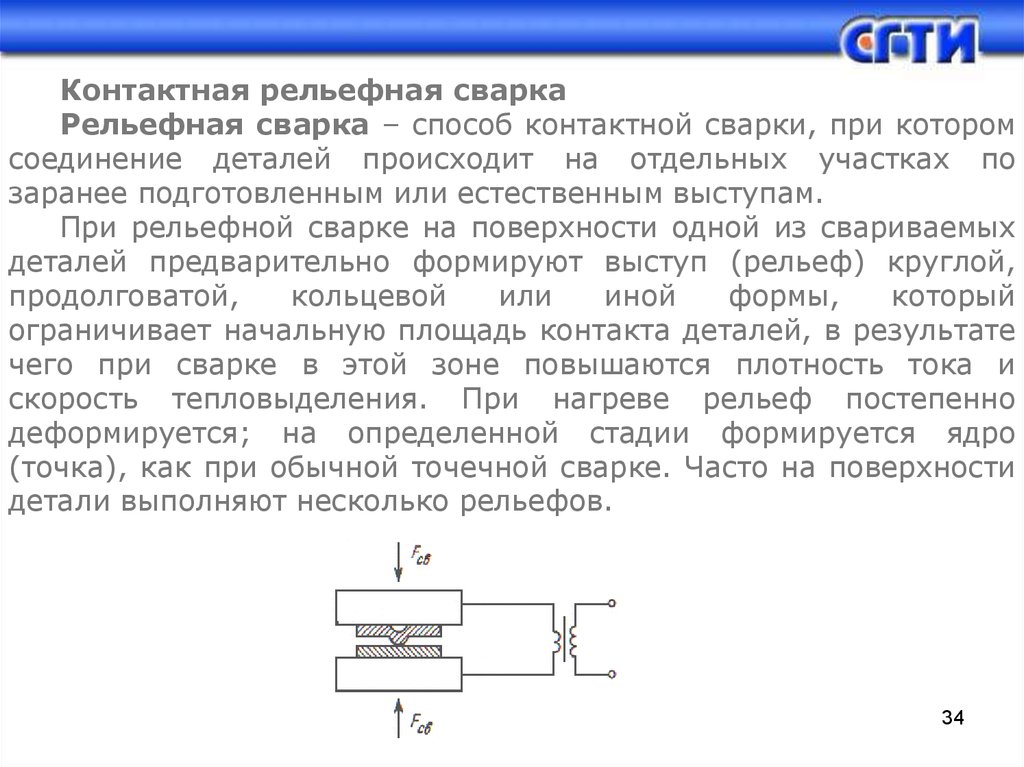
Характеристики используемых электродов
Электроды имеют следующие характеристики, благодаря которым и получается сделать качественную сварку:
- Высокая устойчивость к температурам (могут выдерживать нагревание свыше шестисот градусов).
- Высокая плотность материала, что позволяет сохранять форму, даже при ударных сжатиях, равных пяти-шести килограммам на квадратный миллиметр.
- Очень высокая тепловая и электрическая проводимость. Благодаря высокой электрической проводимости могут передавать импульс тока без потерь.
- Для односторонней или двусторонней сварки, электроды имеют плоскую форму диска. Для остальных видов используются бочкообразные элементы.
Прочитав данную статью, вы смогли разобраться с технологическим процессом устройства контактной сварки. Узнали, какие виды контактной сварки бывают, и на какие разновидности разделяются электроды.
Принцип контактной сварки
Одной из основных разновидностей сварки с использованием давления является контактная сварка, относимая к термомеханическому классу. Процесс нагрева в ней осуществляется теплом, выделяемым от пропускания электрических токов через контактирующие части соединения. Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
Принцип контактной сварки
В ходе контактной точечной сварки принудительное формирование межатомных связей в кристаллических решетках контактирующих металлов способствует образованию сварного шва. Под действием тока с высокой плотностью в местах соприкосновения металлы заготовок нагреваются с переходом в термопластическую форму либо оплавление. От постоянного сдавливания разогретых изделий образуются дополнительные области контакта. В ходе процесса их становится все больше до окончательного сближения, то есть сварки.
В ходе процесса их становится все больше до окончательного сближения, то есть сварки.
Принципиальной схемой контактной сварки предусмотрено осуществление операций в три стадии. Они включают начало физического контактирования свариваемых деталей, образование химических связей в кристаллических решетках материалов и продолжение происходящих реакций на границах кромок до получения соединения. Первая стадия работы машины контактной сварки способствует сближению атомов соединяемых поверхностей. При этом не только обеспечивается их физическое взаимодействие, но и удаляются с поверхностей пленки, сглаживаются шероховатости.
Одновременно начинается межатомное взаимодействие материалов. На второй ступени при соединении электронных оболочек создаются химические реакции, способствующие формированию сварного соединения. В ходе третьей стадии сварки на контактирующих границах деталей происходит взаимное диффузное проникновение атомов. Оно вместе с попутными реакциями, протекающими в зоне сварки, оказывает деформирующее действие на металл формируемого шва и прилегающие участки.
Оборудование для контактной сварки
Контактную сварку, цена которой сегодня доступна всем, производят с помощью специальных машин. Механической составляющей этого оборудования служат узлы с механизмами, способствующие созданию требуемого давления для сжимания соединяемых изделий. Электрическую часть данного оборудования составляют сварочный трансформатор, переключатель (регулятор) контактной сварки, прерыватель сварочного тока, токопроводящие элементы.
Машины разделяют по видам осуществляемых ими швов на стыковые, шовные либо точечные. По конструкциям аппараты контактной сварки схожи между собой. Аппараты для выполнения шовных соединений добавочно снабжены приводом, вращающим электроды. Оборудование, применяемое в стыковой сварке, имеет особый привод сближения заготовок с определенной скоростью: малой – для оплавки, большей – для осаждения.
Питают данные аппараты переменными трансформаторными токами.
Необходимостью регулярных включений и отключений тока в ходе работ обусловлено применение специальных прерывателей. Они выполняются в виде электронной, электромагнитной аппаратуры либо традиционных механических контакторов. Последние чаще всего используют в аппаратах точечной либо стыковой контактной сварки невысокой мощности, с неавтоматическим действием. Электромагнитного типа контакторы эффективны не только в точечной, стыковой, но и при шовной сварке со средней мощностью оборудования. А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.
При сжатии деталей между электродами машины контактной сварки мт необходимы особые устройства давления. Сжиманию изделий в них способствуют приводы: электромеханический, пружинный, гидравлический, пневматический. Реже используется привод ручной, целесообразность его применения доказана для стыковых, точечных станков контактной сварки, имеющих небольшую мощность.
Аппараты точечной сварки эффективны для обработки заготовок малых толщин. Стыковые – активно применяются в автоматической сварке методом оплавления заготовок со значительным поперечным сечением. Отличаясь от них, аппараты для шовных соединений оснащены специальным скользящим токопроводом и механизмом привода роликовых электродов для контактной сварки.
м 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Из-за хорошей производительности, благодаря простоте выполнения все виды контактного оборудования получили широкое распространение в промышленном производстве, особенно в автомобилестроении. Этот способ сварки лежит в основе технологического процесса кузовных работ. Эффективны как стационарные установки, особые стенды, так и подвесные клещи для контактной сварки. Выбор машины зависит от характеристик металлов, сварных соединений, типов профилей обрабатываемых материалов, по ним практически нет ограничений, будь то контактная сварка арматуры, труб, цепей либо рельсов.
Этот способ сварки лежит в основе технологического процесса кузовных работ. Эффективны как стационарные установки, особые стенды, так и подвесные клещи для контактной сварки. Выбор машины зависит от характеристик металлов, сварных соединений, типов профилей обрабатываемых материалов, по ним практически нет ограничений, будь то контактная сварка арматуры, труб, цепей либо рельсов.
Проведение сварки контактным способом возможно как с помощью расплавления материала, так и без него. В последнем варианте соединение достигается деформацией материала с физическим взаимодействием свариваемых поверхностей, вследствие чего образуется их общая структура. В другом случае происходит смешивание расплавов с пластической деформацией впоследствии кристаллизующегося металла. Аппарат контактной точечной сварки позволяет это делать на ограниченном участке, а стыковая сварка методом оплавления предполагает отчасти вытеснение расплава.
На характеристики металла швов и свойства сварных соединений оказывают существенное влияние скорости нагревания, пластического деформирования и охлаждения. С повышением скорости выше бывает прочность и твердость соединения. Если последний показатель удовлетворителен, а первый недостаточен, изделие подвергают термообработке для достижения необходимых эксплуатационных свойств. Местную термическую обработку участка соединения можно производить непосредственно в сварочном аппарате контактной сварки.
С повышением скорости выше бывает прочность и твердость соединения. Если последний показатель удовлетворителен, а первый недостаточен, изделие подвергают термообработке для достижения необходимых эксплуатационных свойств. Местную термическую обработку участка соединения можно производить непосредственно в сварочном аппарате контактной сварки.
Что такое сварка сопротивлением и как она работает?
Последнее обновление
Сварка сопротивлением заключается в соединении двух металлов путем приложения давления и пропускания через них электрического тока. Процесс проводится в течение заданного периода времени, чтобы нагреть поверхность раздела металлов до точки плавления. Во время процесса нагревания прикладывается усилие зажима, чтобы удерживать металлы на месте до тех пор, пока самородок не затвердеет. Одним из ключевых преимуществ этого метода является то, что для создания связи не требуется наполнитель. Это делает этот метод невероятно удобным как для небольших, так и для крупных сварщиков.
Это делает этот метод невероятно удобным как для небольших, так и для крупных сварщиков.
Как работает контактная сварка?
Сварка сопротивлением позволяет сварщикам соединять две металлические детали, используя принцип выделения тепла за счет электрического сопротивления. Электрический ток передается на металлические листы через сварочные электроды, которые прикладывают усилие к листам. Затем сила преобразуется в тепло для плавления металла в точках сопротивления с образованием расплава.
Затем электрод отводит тепло из зоны расплавленного сварного шва, что приводит к образованию очага сварки в месте его затвердевания. Сварщики регулярно применяют давление до, во время и после подачи тока, чтобы ограничить площадь контакта.
Какие существуют виды контактной сварки?
Ниже приведены различные типы процессов сварки сопротивлением:
1. Точечная сварка сопротивлением
В этом процессе сварка создается с использованием тепла, выделяемого сопротивлением протеканию сварочного тока.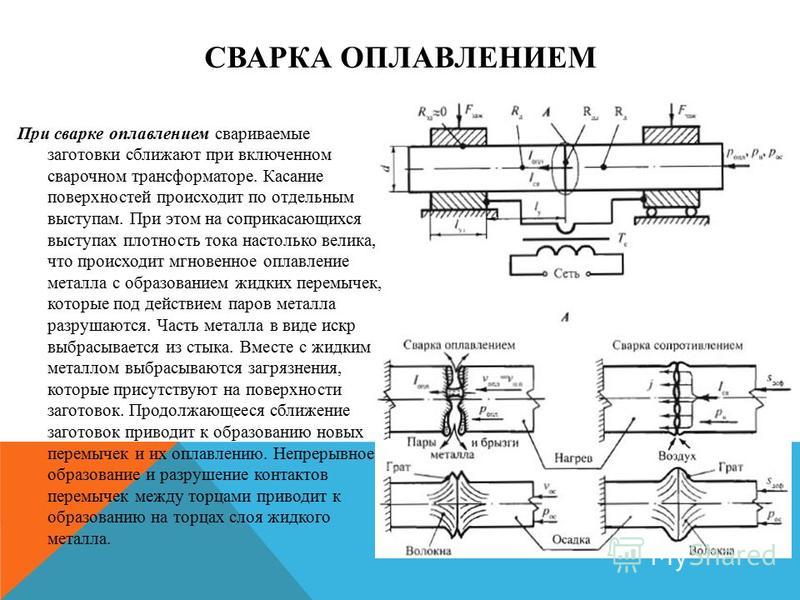 Сопротивление создается между соприкасающимися поверхностями и силой, прикладываемой к заготовкам в течение определенного периода времени. При точечной сварке используется геометрия лицевых поверхностей сварочных электродов, чтобы сфокусировать приложенное к заготовке давление и сварочный ток в нужном месте. Как только достигается оптимальное сопротивление, материалы оседают и объединяются, образуя самородок.
Сопротивление создается между соприкасающимися поверхностями и силой, прикладываемой к заготовкам в течение определенного периода времени. При точечной сварке используется геометрия лицевых поверхностей сварочных электродов, чтобы сфокусировать приложенное к заготовке давление и сварочный ток в нужном месте. Как только достигается оптимальное сопротивление, материалы оседают и объединяются, образуя самородок.
Изображение предоставлено: Дмитрий Калиновский, Shutterstock
2. Сварка контактным швом
В этом процессе используются электроды в форме колеса для создания силы и сварочного тока для расплавления заготовок. Заготовки вставляются так, чтобы они катились между электродами в форме колеса при подаче сварочного тока. Созданные сварные швы могут перекрываться, что приводит к точечному сварному шву через определенные промежутки или к полному сварному шву.
3. Сварка контактным выступом
Сварка выступающим электродом локализует сварные швы в заданных точках. В этом методе используются тиснения, выступы или пересечения для фокусировки тепла, выделяемого в точке контакта. Как только сварочный ток создает достаточное сопротивление, выступы разрушаются, образуя самородок.
В этом методе используются тиснения, выступы или пересечения для фокусировки тепла, выделяемого в точке контакта. Как только сварочный ток создает достаточное сопротивление, выступы разрушаются, образуя самородок.
4. Стыковая сварка сопротивлением
Это форма контактной сварки, используемая для сварки двух толстых металлических стержней или пластин по краям. Связывание осуществляется приложением противоположных сил непосредственно при зажиме заготовок электродами. После того, как заготовки нагрелись, прикладывается сильное давление, чтобы образовался самородок, хотя плавление может произойти не сразу. Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
5. Сварка поперечной проволокой
Это форма контактной сварки, используемая для соединения стержней или проволоки в поперечных соединениях. Связывание осуществляется прямым приложением противоположных сил с помощью плоских электродов. При этом происходит локализация генерируемого тепла и тока в месте контакта между скрещивающимися стержнями или проводами.
6. Сварка контактной сваркой
В этом методе для образования сварного шва используется контактная сварка и контактная сварка. Сварщик начинает с того, что прикладывает силу сцепления к сопрягаемым поверхностям свариваемых листов. Затем перед отверждением клея через листы выполняется контактная точечная сварка. Точечная сварка укрепляет сварной шов, а клей обеспечивает жесткость соединений.
Параметры контактной сварки
Преобладающим принципом контактной сварки является закон нагревания Джоуля, согласно которому выделение тепла зависит от четырех факторов. Эти факторы включают сопротивление металла, приложенный ток, время приложенного тока и тепловые потери за счет проводимости и излучения.
Для оптимального функционирования этого принципа на результат контактной сварки будут влиять несколько факторов, таких как:
1. Сварочный ток
Это наиболее важный элемент контактной сварки. Сварочный ток обычно определяет тепловыделение мощностью квадратов или I2. Всякий раз, когда вы увеличиваете сварочный ток, это приводит к пропорциональному увеличению размера свариваемого самородка. Однако использование слишком большого тока приведет к выбросам и ухудшению состояния электрода.
Всякий раз, когда вы увеличиваете сварочный ток, это приводит к пропорциональному увеличению размера свариваемого самородка. Однако использование слишком большого тока приведет к выбросам и ухудшению состояния электрода.
2. Время сварки
При контактной сварке выделяемое тепло напрямую связано со временем сварки. Сварщику потребуется минимальный сварочный ток и время сварки для получения сварного шва. На формирование сварного шва обычно влияют два фактора. К ним относятся передача тепла от зоны сварки к основным металлам и электродам и потеря тепла со свободных поверхностей в окружающую среду.
Всякий раз, когда вы увеличиваете время сварки, убедитесь, что вы используете большой ток для увеличения размера наггетса до такой же степени, как и у наконечника электрода в зоне контакта. Во время сварки избегайте увеличения времени сварки, чтобы снизить риски, такие как выталкивание или прилипание электрода к заготовке.
Изображение предоставлено: Greeneries, Shutterstock
3.
 Сварочное усилие
Сварочное усилиеСварочное усилие необходимо для сжатия заготовок в зонах сварки, чтобы обеспечить плавное протекание тока. Использование низкого сварочного усилия может привести к выталкиванию сварочного тока при включении сварочного тока. Выбросы будут происходить из-за того, что контактное сопротивление будет слишком высоким, что приведет к быстрому выделению тепла. С другой стороны, использование более высокого усилия сварки приведет к увеличению площади контакта, что приведет к снижению контактного сопротивления и плотности тока. В результате уменьшится тепловыделение и размер сварного шва.
4. Контактное сопротивление
При контактной сварке контактное сопротивление обычно снижается с повышением температуры и уменьшается пропорционально увеличению давления. Известно, что все металлы имеют шероховатую поверхность. Таким образом, увеличение силы сварки повысит контактное давление. Увеличение контактного давления приводит к увеличению общей площади контакта поверхности раздела за счет деформации металла неровностей шероховатой поверхности.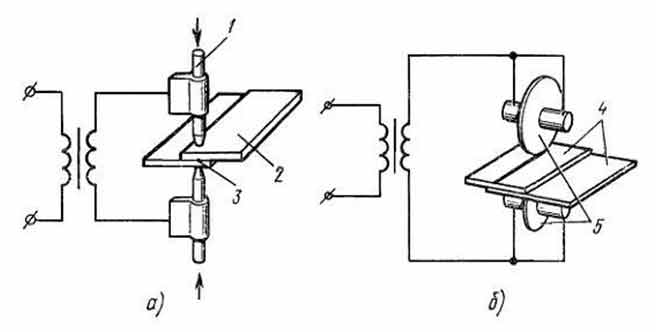 В конечном итоге деформация приведет к уменьшению контактного сопротивления на границе раздела, что уменьшит тепловыделение и размер самородка.
В конечном итоге деформация приведет к уменьшению контактного сопротивления на границе раздела, что уменьшит тепловыделение и размер самородка.
5. Свойства материалов
Динамика контактной сварки основывается на том свойстве, что все материалы изменяются при изменении температуры. Удельное сопротивление и теплопроводность сварочного материала будут влиять на тепловыделение и теплопередачу. При сварке металлов с низким удельным сопротивлением и высокой теплопроводностью, таких как медь и серебро, выделяется мало тепла. Из-за низкого тепловыделения соединение таких материалов контактной сваркой крайне затруднительно.
При сварке разнородных металлов с более высоким удельным сопротивлением выделяется больше тепла. Поэтому сварщики должны проявлять большую осторожность при выборе формы электродов, чтобы предотвратить выталкивание. Твердость материала также влияет на контактное сопротивление, создавая высокое контактное сопротивление. Эта твердость потребует большего усилия сварки из-за шероховатости поверхности.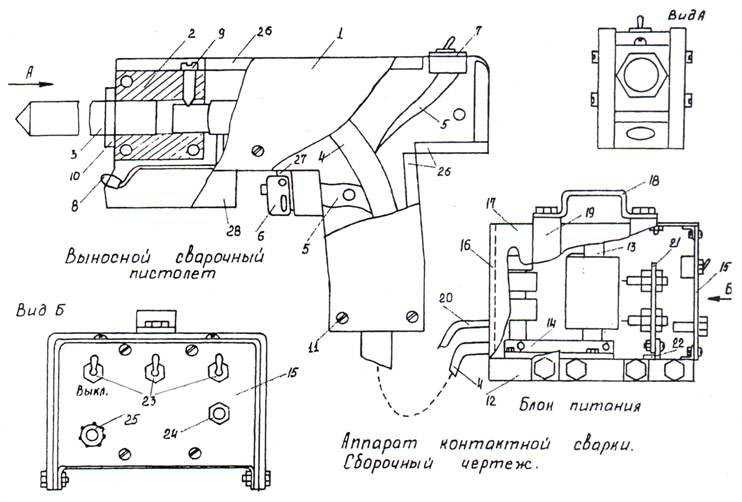
Изображение предоставлено: Pixabay
6. Поверхностные покрытия
Поверхностные покрытия обычно наносятся для защиты от коррозии или используются в качестве основы для дальнейшей обработки поверхности. Сварщики также могут использовать покрытия для облегчения сварки сложных комбинаций материалов. В этом случае покрытия наносятся стратегически, чтобы равномерно сбалансировать тепло на поверхности сварки.
Поверхностные покрытия также могут усложнять процесс сварки, вынуждая сварщика выполнять определенную настройку параметров процесса. При контактной сварке удаляется большая часть поверхностных покрытий. Небольшой процент, который остается на границе раздела сварного шва, будет рассматриваться как твердый припой.
7. Геометрия и размеры
Геометрия электрода и размеры заготовок обычно влияют на результаты сварки и распределения плотности тока.
- См. также: Что такое комбинированная сварка и как она работает?
Применение контактной сварки
Контактная сварка применяется следующими способами:
- Метод стыковой сварки используется при изготовлении проволочных соединений, железнодорожных путей и колесных дисков
- В автомобильной промышленности точечная сварка используется при сборке автомобильных кузовов и крупных компонентов. Метод также широко применяется в производстве мебели и бытовой техники
- Шовная сварка в основном используется в производстве контейнеров, теплообменников, небольших резервуаров и котлов
- Метод проецирования сопротивления используется при производстве насосов, клапанов и датчиков
- Сварка крестообразной проволокой широко используется в производстве металлических проволочных сеток и покупательских тележек
 Метод также широко применяется в производстве мебели и бытовой техники
Метод также широко применяется в производстве мебели и бытовой техникиИзображение предоставлено: Funtay, Shutterstock
Преимущества контактной сварки
- Это простой метод, не требующий эксперта для сварки
- Сварщики могут использовать этот метод для сварки как однородных, так и разнородных металлов
- Высокие скорости сварки, обычно менее 1 секунды
- Процедура не требует присадочного металла, флюса и защитных газов
- Относительно безопасен из-за требований к низкому напряжению
- Он безвреден для окружающей среды, так как производит мало отходов и не загрязняет окружающую среду
- Эффективный способ сварки с высокой производительностью и скоростью сварки
Недостатки контактной сварки
- Метод потребляет много энергии
- Высокий уровень износа электродов
- Отсутствие портативности из-за стационарного источника питания
- Ограничение толщины заготовок (обычно до ¼ дюйма)
- Процесс ограничивается соединениями внахлест, что требует от сварщиков использования большего количества материала для сварки
Изображение предоставлено: Greeneries, Shutterstock
Часто задаваемые вопросы (FAQ)
1.
 Зачем мне контролировать смещение?
Зачем мне контролировать смещение?Сварщики должны контролировать смещение или расширение наггета для точечных сварных швов или установку для выступающих швов. Мониторинг поможет им обнаруживать небольшие изменения любых переменных, которые могут повлиять на процесс сварки.
2. Зачем мне контролировать толщину заготовки?
Сварщики должны разработать график контактной сварки для каждого материала, включая толщину заготовок. Различия в толщине заготовок обычно возникают из-за использования неподходящих деталей, неправильной подгонки или наличия на заготовках посторонних веществ. В результате этих различий качество сварного шва будет скомпрометировано. Чтобы избежать подобных случаев, необходимо часто контролировать толщину заготовок.
3. Как решить проблему захвата материала только одним колесом шовной сварки?
Среди физических проблем, встречающихся в сварочных аппаратах постоянного тока, является повышенное налипание материала на положительный электрод. Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Изображение предоставлено: Шивани Хасрадж Дхаргаве, Shutterstock
4. Зачем мне контролировать проводимость?
Проводимость обычно противоположна сопротивлению. Это означает, что чем выше сопротивление, тем ниже уровень проводимости. Мониторинг проводимости полезен, поскольку он предоставляет важную информацию о периодических требованиях к ремонту и техническому обслуживанию машин. Мониторинг также может предоставить важную информацию о пригодности заготовки для контактной сварки.
5. Какие электрические требования необходимы для контактной сварки?
При контактной сварке оптимальным является типичный трехфазный электрический ток силой 62-72 ампера. Если трехфазный электрический ток недоступен, сварщики могут использовать однофазный, но только при наличии значительного напряжения. Однако использование однофазной сварки требует дополнительного времени. Это может создать большую зону теплового воздействия или зону термического влияния (ЗТВ).
6. Является ли мощность самой важной частью качественной контактной сварки?
Нет. Чтобы получить качественную контактную сварку, наилучшая комбинация, которую следует учитывать, включает мощность, время, размер самородка и давление сжатия.
Изображение предоставлено: Pixabay
7. Важна ли документация по качеству сварки?
Вы всегда будете нести ответственность за свою работу и качество сварки. Ответственность также распространяется на магазин и техника. Таким образом, всегда распечатывайте и документируйте все качество сварки.
8. Важна ли сила между электродами?
Использование надлежащего сварочного усилия снизит сопротивление материала поверхности, тем самым предотвратив выталкивание или заусенцы.
Заключительные мысли
Сварка сопротивлением необходима для соединения одинаковых или разнородных металлов с использованием тепла. Этот метод также можно использовать для сварки различных металлов под давлением, что делает этот процесс универсальным. Как новички, так и сезонные сварщики могут использовать эту технику из-за ее простоты. Требуется только изучить основы сварки, и после этого все готово.
Как новички, так и сезонные сварщики могут использовать эту технику из-за ее простоты. Требуется только изучить основы сварки, и после этого все готово.
Авторы избранного изображения: Дмитрий Калиновский, Shutterstock
- Как работает контактная сварка?
- Какие существуют виды контактной сварки?
- 1
- 1. Сварочный ток
- 2. Время сварки
- 3. Сила сварки
- 4. Контактное сопротивление
- 5. Свойства материала
- 6. Покрытие поверхности
Размеры и геометрия - 7.0
- 1
- Применение контактной сварки
- Преимущества контактной сварки
- Недостатки контактной сварки
- Часто задаваемые вопросы (FAQ)
- 1. Зачем мне контролировать перемещение?
- 2. Зачем мне контролировать толщину заготовки?
- 3. Как решить проблему захвата материала только одним колесом шовной сварки?
- 4. Зачем мне контролировать проводимость?
- 5. Какие электрические требования необходимы для контактной сварки?
- 6. Является ли мощность самой важной частью качественной контактной сварки?
- 7. Важна ли документация по качеству сварки?
- 8. Важна ли сила между электродами?
- Заключительные мысли
 Какие электрические требования необходимы для контактной сварки?
Какие электрические требования необходимы для контактной сварки?Особенности, принцип работы и применение
В доисторический период областью применения сварки была кузнечная сварка, при которой этот процесс следовал за нагревом металла и последующей пайкой. Но усовершенствования и инновации технологий показали развитие в эпоху сварки, что к концу 19 го века люди стали более модернизированными, и их методы сварки также адаптировались к изменениям. Дуговая сварка, сварка сопротивлением и газовая сварка являются основными методами сварки, используемыми во многих отраслях промышленности. Впоследствии многие другие формы сварки, такие как методы сварки трением, лазерной, ультразвуковой и плазменной сварки, получили известность и стали применяться. В наши дни многие методы сварки используются во многих организациях, и они стали признаком успеха многих предприятий. Эта статья показывает четкую концепцию этой сварки и многое другое.
В наши дни многие методы сварки используются во многих организациях, и они стали признаком успеха многих предприятий. Эта статья показывает четкую концепцию этой сварки и многое другое.
Одна из наиболее широко применяемых технологий сварки, применяемых в производственных производствах для соединения металлических деталей и других листов. Здесь соединение осуществляется за счет прохождения тока через металлические компоненты, которые нагревают и расплавляют компоненты в ограниченных местах. До и после подачи тока давление прикладывается для ограничения места контакта на границах сварного шва и, в некоторых случаях, для развертывания заготовок. Принцип работы сварки сопротивлением заключается в том, что приложение тока и силы через свариваемые детали создает сопротивление и, таким образом, создает самородок в расплавленном соединении. Даже при прохождении большого количества тока не происходит поражения электрическим током, поскольку прикладывается минимальное напряжение.
Сварка сопротивлением работает по закону нагревания Джоуля, при котором выделение тепла зависит от сопротивления, времени и силы тока и выражается как выделяемое тепло
«I» представляет величину тока, проходящего через металлические компоненты
«R» представляет собой сопротивление границ контакта и основных металлов
«t» представляет время, необходимое для прохождения тока
Это простой принцип работы сварка сопротивлением. В общем, существует множество параметров, влияющих на результат. Несколько параметров
- Сила сварки
- Контактное сопротивление
- Свойства материалов
- Поверхностные покрытия
- Атрибуты сварочного аппарата
- Размеры и геометрия
Характеристики
Характеристики:
- Сварка сопротивлением подходит для больших объемов, поскольку этот процесс можно выполнить за минимальное время.
- Никакого дополнительного оборудования не требуется, достаточно нажатия кнопок для ускорения автоматизации процесса.
- Не требуется флюса, такого как пайка, поэтому припаянные детали можно просто использовать повторно. Наиболее вероятны брызги и ультрафиолетовые лучи; поэтому предпочтительнее новое рабочее место.
- Визуальный осмотр кажется несколько сложным, так как места сварки не видны с внешней стороны.

В зависимости от формы металла, размеров и формы электродов существует несколько видов сварки сопротивлением, и несколько основных процессов описаны ниже:
Точечная сварка сопротивлениемТочечная сварка Это наиболее распространенный метод сварки, при котором металлические листы соединяются прямым приложением противоположных сил электродами с острыми концами. Полученное тепло и электричество основаны на форме электродов. Размер сварного шва обычно характеризуется площадью контакта кончика электрода.
точечная сварка
- Это распространенный метод сварки в автомобилестроении для соединения автомобильных деталей и крупных компонентов.
- Широко используется в производстве бытовых и мебельных инструментов.
Здесь сварные соединения формируются путем соединения металлических листов или элементов с тиснением посредством прямого приложения противоположных сил, где электроды специально изготовлены для соответствия форме металлических компонентов. Выработка тепла и электроэнергии определяется формой заготовки либо за счет естественного дизайна, либо за счет специально разработанной формы. В этой процедуре могут возникнуть огромные деформации или поломки в области проекции, что подразумевает продолжительные подводные течения машины или процесса.
Выступающая сварка
Этот метод широко применяется в автомобилестроении, производстве электротехники, строительных компаниях, производстве датчиков, электронике, насосных системах и многих других.
Сплошные выступы часто используются в случае приваривания металлических компонентов. Ярким примером этого метода является сварка поперечной проволокой. Здесь соединение проводов создает тепло и сопротивление. Тогда провода будут иметь другие формы, создающие соединение.
Здесь соединение проводов создает тепло и сопротивление. Тогда провода будут иметь другие формы, создающие соединение.
Шовная сварка
Это другой вид контактной сварки, при котором металлические компоненты или листы соединяются непрерывным образом, вероятно, настолько жестким, что соединения образуются за счет приложения противоположных сил электродами, имеющими вращающиеся колеса. Выработка тепла и электроэнергии определяется периферийными конструкциями электродных колес.
шовно-сварочный
Данная технология применяется при разработке радиаторов, теплопередающих устройств, контейнеров и мн.
Стыковая сварка оплавлением
Стыковая сварка представляет собой метод контактной сварки, при котором прочные металлические листы или стержни соединяются по краям за счет приложения силы, противоположной силе электродов, таким образом фиксируя заготовки. Процедура ковки выполняется после того, как заготовки изготовлены с помощью процедуры нагрева. Вероятно, плавления не будет, чтобы можно было образовать прочный сварной шов.
стыковая сварка оплавлением
Этот метод применяется при разработке железнодорожных путей, проволочных соединений и кромок колес.
Существует множество других процедур контактной сварки, таких как
- Серийная точечная сварка
- Микросварка сопротивлением
- Сварка сопротивлением
- Односторонняя сварка
- Непрямое пятно
Сварка сопротивлением Преимущества и недостатки
Наряду с обширными преимуществами сварки сопротивлением, у нее есть и недостатки. Давайте обсудим преимущества и недостатки этого процесса.
Преимущества
Преимущества:
- Минимальный и максимальный диапазоны сварки: 0 мм и 20 мм
- Они могут иметь высокую скорость сварки
- Процедуры контактной сварки легко автоматизированы
- Процесс сварки можно проводить как для одного, так и для разных видов металлов
- Создает повышенную производительность
- Нет необходимости в дополнительном оборудовании, таком как флюс, защитные газы и присадочные материалы
- Техника настолько оптимизирована и полностью автоматизирована, что не требует дополнительных трудозатрат
Недостатки
Недостатки
- Процесс несколько экономичный
- Ширина заготовки ограничена из-за потребности в электроэнергии
- Минимально эффективен для больших токопроводящих элементов.
- Требуется больше электроэнергии.
- Сварные соединения имеют минимальную усталостную способность и меньше растягиваются при воздействии усилий
- Огромная мощность, нестабильная нагрузка на сеть, что может привести к сложным проблемам

Области применения
Применения сварки сопротивлением многочисленны, и лишь немногие из них будут обсуждаться:
- Сварка сопротивлением широко используется в автомобильных компаниях для соединения металлических деталей.
- Сварка сопротивлением имеет множество повседневных применений, таких как сварка almirahs, железных ворот, стальных стержней и многих других
- Этот метод сварки обеспечивает герметичную сварку, необходимую для котлов и резервуаров
- Также используется в трубопроводных системах и трубах.
Часто задаваемые вопросы
1). Сварка MIG – это контактная сварка?
Да, металл в среде инертного газа — это разновидность контактной сварки с использованием электрода, инертного газа и присадочного элемента.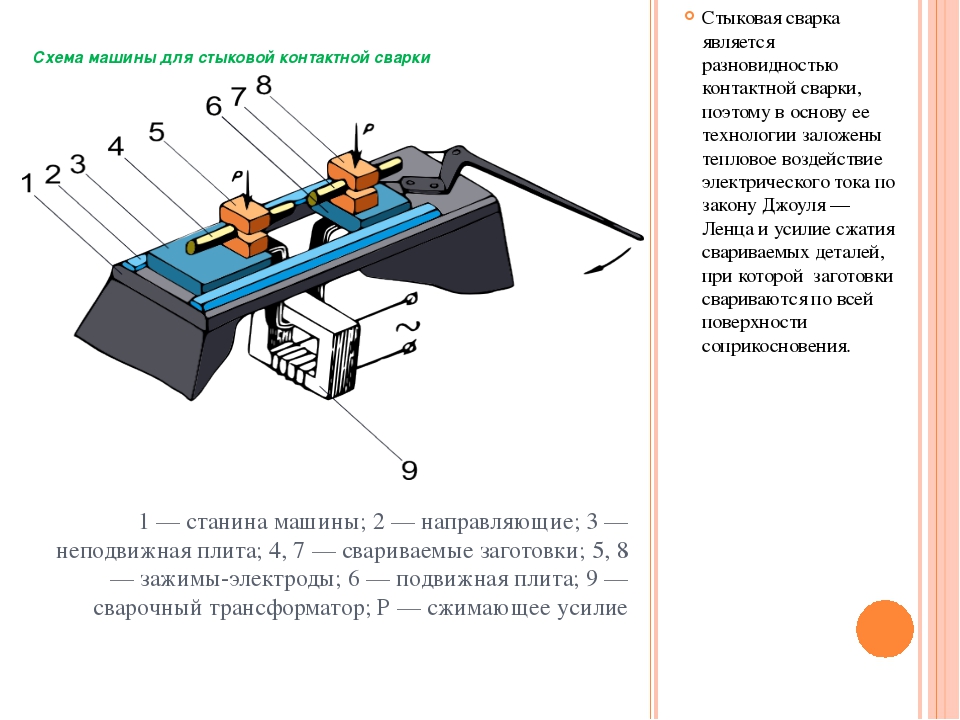
2). Что такое выступающий шов?
Это разновидность сварки сопротивлением, при которой конструкция элемента используется для создания тонких точечных контактов для выработки электроэнергии.
3). Что такое ультразвуковая сварка?
Здесь сварные соединения формируются за счет применения ультразвуковых акустических колебаний огромной частоты к металлическим компонентам.
4). Какой толщины можно выполнять точечную сварку?
Точечная сварка может применяться для металлов толщиной 3 мм.
5). Что такое единица сопротивления?
Единицей сопротивления является ом и обозначается как (Ом).
Таким образом, это обзор контактной сварки, несмотря на то, что у контактной сварки много недостатков, их можно преодолеть и внедрить в любой отрасли промышленности. Сварочный монитор текущего дня имеет возможность рассчитать различные параметры, и комбинация этих параметров в различных композициях может показать качество сварки.