
Полуавтомат сварочный — устройство, виды, настройка
Полуавтомат сварочный — это оборудование, относящееся к усовершенствованному виду электрической сварки, значительно ускоряющему рабочий процесс. Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?

Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.

Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки. Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала. Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
|---|---|---|---|---|
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов. Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз. На видео в интернете видна важность поперечно колебательных движений по сторонам. Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
Поделись с друзьями
2
0
0
0
svarkalegko.com
его устройство, включая механизм подачи проволоки и горелку
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
- газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм
 Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
 Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.
 Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
svaring.com
режимы сварки, последовательность работ (видео)
При проведении строительных работ или капитальном ремонте автомобиля практически всегда требуется сварочный аппарат, который используется для соединения между собой металлических элементов какой-либо конструкции. Среди большой разновидности сварочных аппаратов огромной популярностью пользуется полуавтоматическая сварка. Основной положительной чертой такого процесса является возможность создания качественного и надежного соединения как черного, так и цветного металла. Поэтому далее будет рассмотрено, как варить полуавтоматом.
Устройство сварочного полуавтомата.
Принцип работы и состав сварочного полуавтомата
Чтобы разобраться, как правильно пользоваться сварочным полуавтоматом, необходимо знать его принцип работы. При сварке данным агрегатом электроды не нужны, потому что такой процесс осуществляется с помощью специальной сварочной проволоки, которая плавится в газовой среде. Инертный (MIG или Metal Inert Gaz) или углекислый (MAG или Metal Active Gaz) газ должен поступать из газового редуктора (баллона) во время сварки бесперебойно.
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
В процессе сварки тепловая энергия оплавляет поверхности, с которыми осуществляется работа (металл и электрод). В результате этого расплавленный металл склеивает требуемые части изделия между собой, создавая крепкий и очень надежный шов.
Для осуществления сварки полуавтомат должен включать такие узлы, как:
- блок управления;
- блок питания;
- емкость с газом;
- механизм подачи проволоки;
- резервуар с проволокой;
- шланг, по которому поступает газ;
- газовую горелку;
- газовую аппаратуру.
Газовая горелка предназначена для подачи в сварочную зону электродной проволоки и защитного газа. На ее рукоятке, изготовленной из защитного материала, размещена пусковая кнопка. Токоподающий наконечник горелки изготавливается из различных материалов: меди, бронзы и др. Его эксплуатационный срок напрямую будет зависеть от материала изготовления. Подключение горелки к аппарату может выполняться с помощью неразъемного соединения или через специальный разъем.
В роли источника питания может применяться инвертор, трансформатор или выпрямитель. Наилучшим вариантом является инвертор, который позволяет добиться лучшего качества сварного шва.
Схема полуавтомата для сварки алюминия.
Проволока, используемая при сварке, может иметь диаметр от 0,6 до 2,0 мм. Для ее легкой подачи она наматывается на специальные бобины. Электродная проволока может быть изготовлена из различных материалов: обычной и нержавеющей стали, алюминия и меди.
Для осуществления сварки полуавтоматическое оборудование должно иметь следующие характеристики:
- силу тока 40-600 А;
- напряжение на сварочной дуге 16-40 В;
- скорость сварки может достигать 20 мм/сек;
- за 1 сек. может тратиться от 3 до 25 см проволоки;
- расход инертного газа может достигать 60 л/мин, при этом минимальное значение составляет 3 л/мин;
- 1 сварочный баллон может вмещать до 100 л газа.
Режимы и методы полуавтоматической сварки
Основные типы сварных соединений.
Так как сварщику, который эксплуатирует такое оборудование, ежедневно приходится работать одновременно с разными металлами, фирмы-изготовители оснастили свою продукцию разными режимами работы. Поэтому специалист имеет возможность подобрать тот режим, который наилучшим образом справится с поставленными задачами.
Основные режимы работы сварочного полуавтомата:
- с коротким замыканием сварочной дуги;
- без короткого замыкания;
- с разбрызгиванием флюса;
- без разбрызгивания флюса;
- крупно- средне- и мелкокапельные режимы.
Применение того или иного режима работы зависит как от назначения свариваемой детали, так и от материала ее изготовления.
Таблица дефектов сварочных швов.
Чтобы сварщикам было легче ориентироваться в выборе метода сварки, существует более подробная классификация режимов:
- импульсная сварка;
- цикличная с короткой дугой;
- вариант со струйным перемещением обрабатываемого металла;
- точечный вариант;
- работа при непрерывном круговом переносе металла.
Если применяется углекислота, то обычно используется импульсно-дуговой режим с постоянным током обратной полярности. При этом скорость сварки небольшая, зато дуга будет иметь большую стабильность, что позволит добиться более прочного соединения.
Учитывая тот факт, что полуавтоматом можно заварить как толстый (до 40 мм), так и достаточно тонкий (0,5 мм) металл, необходимо знать основные методы такой сварки:
- Стыковая. Часто используется при ремонте автомобилей, когда какой-либо элемент меняется частично. Стыковая сварка — это соединение точечным или сплошным швом. Такой метод требует большой квалификации сварщика.
- Внахлест. Является самым простым методом. При этом на подготовленную поверхность ложится кусок металла, который в большинстве случаев заваривается точечно.
- По готовым отверстиям. Готовую заплатку с просверленными отверстиями приваривают к подготовленной поверхности. В этом случае соединение осуществляется по отверстиям.
Подготовка поверхности металла и аппарата к работе
Углы наклона мундштука горелки при сварке стали различной толщины.
Перед тем как приступать к сварочным работам, необходимо правильно к ним подготовиться. Первым делом следует подготовить поверхность, которая будет свариваться, чтобы на сварочном шве не образовались поры. Для этого с помощью стальной щетки и сухой ветоши с поверхности металла удаляют грязь, пыль, влагу, ржавчину и масло, после чего ее обезжиривают и протравливают.
После того как поверхность будет подготовлена надлежащим образом, можно переходить к подготовке самого аппарата. Для этого нужно:
- Проверить заземление, так как от его качества и надежности будет зависеть безопасность работы со сваркой.
- Проверить питающую сеть по уровню напряжения, потому что данное оборудование сильно восприимчиво к перепаду напряжения и другим отклонениям питающего напряжения от номинальных значений.
- Выбрать режим работы сварки.
- Отрегулировать диаметр наконечника на величину, которая будет немного превышать диаметр используемой проволоки.
- Проверить регулировку подающего устройства и горелки. Если эти элементы плохо отрегулированы, то это может привести к серьезным ошибкам во время выполнения сварочных работ.
- Проверить качество электродной проволоки. Она не должна иметь вмятин, трещин, отслоений и других видимых дефектов.
Последовательность выполнения сварочных работ полуавтоматом
Схема движения электрода.
- С учетом толщины обрабатываемого металла выставьте требуемую силу рабочего тока и характерную ей скорость подачи проволоки. Для этого можно воспользоваться таблицей, которая находится в инструкции к сварочному аппарату.
- Выбор и установка сменных шестерней позволяет настроить требуемую скорость подачи электрода. Для этого также можно воспользоваться таблицей или специальной коробкой скоростей.
- Отрегулируйте блок питания, чтобы он выдавал требуемое напряжение и рабочий ток. Это позволит добиться хорошей дуги, правильного формирования валика и требуемое количество расплавленного флюса.
- Для подачи проволоки соответствующий переключатель установите в положение «Вперед», после чего проволока начнет поступать к месту сварки. Переключив тумблер в положение «Назад», проволока начнет наматываться на катушку.
- Наполните воронку флюсом. После этого направьте держатель таким образом, чтобы конец мундштука оказался над сварочным местом. Отодвинув заслонку флюсовой воронки, нажмите «Пуск» и одновременно с этим начинайте двигать держателем вдоль предполагаемого образования сварочного шва.
Правила безопасности при работе с полуавтоматом
Рассматривая, как правильно варить полуавтоматом, необходимо остановиться на основных правилах безопасности:
- включая сварочное устройство, проверьте исправность рубильника и кнопочного выключателя;
- запуская аппарат, сначала нужно включить рубильник и только после этого можно включать сам блок питания;
- проверьте шланги, по которым поступает защитный газ на наличие возможных повреждений;
- для защиты себя и окружающих уберите мусор с рабочего места, после чего оградите его, наденьте защитные очки;
- после завершения работ отключите питание и подачу газа.
Добиться высокого качества сварки вы сможете только в том случае, если перед работой вы правильно настроите аппарат и подготовите обрабатываемую поверхность металла, а в процессе сварки будете в точности выполнять все правила и рекомендации специалистов.
moyasvarka.ru
Как работать сварочным полуавтоматом: виды, режимы, применение

Среди достаточно большой разновидности аппаратов для сварки, недешевыми, но весьма практичными, удобными и многофункциональными являются сварочные полуавтоматы.
Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку, как цветного, так и черного металлов.
Сварка полуавтоматом осуществляется при помощи углекислого газа либо аргона. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Принцип работы сварочного полуавтомата

Выражаясь техническим языком, полуавтоматическая сварка – это процесс, проходящий в среде защищенных газов при помощи плавящейся проволоки. Последняя обязательно должна быть сплошной.
Углекислый или инертный газ должен поступать из газового редуктора (баллона для сварки полуавтоматом) во время работы бесперебойно, его количество дозируется автоматически или вручную.
Сопротивление электрода намного ниже сопротивления дуги, выделение тепловой энергии оплавляет поверхности, с которыми и проводится работа – металл и непосредственно электрод. Жидкая металлическая масса как бы «склеивает» две части, отчего получается крепкий шов, один из самых надежных.
Если рассказывать все о сварке полуавтоматом, то стоит упомянуть профессиональную классификацию, которая делит этот вид оборудования по трем основным принципам:
По материалу, используемой проволоки:
- Стальная сплошная.
- Алюминиевая сплошная.
- Универсальная, применяется при всех видах сварки.
По принципам защиты сварного шва:
- В среде защитных газов.
- В самозащитной среде, создаваемой порошковой проволокой.
Регулярно работаете с металлом в домашних условиях? Узнайте, какой лучше выбрать сварочный аппарат для дома, чтоб он был компактным и надёжным.
А если нужно просто соединить несколько мелких деталей, будет достаточно холодной сварки. Узнайте по ссылке, как работает холодная сварка.
По размерам и возможности перемещения:
- Стационарные. Это большие по габаритам и мощные сварочные полуавтоматы, используемые в работе промышленных предприятий и на заводах.
- Передвижные. Достаточно немаленькое сварочное оборудование, которое мобильно может быть перемещено из одного цеха в другой.
- Переносные. К этой категории относятся, в основном, те полуавтоматы, которые изготавливают для бытового использования.
Режимы сварки

Режимы полуавтоматической сварки мастер выбирает, ориентируясь на толщину металла. Так, возможность сделать шов на металле, толщина которого от 0,5 до полутора миллиметров, осуществляется электродом с диаметром 6 миллиметров.
Работа с металлом более 5 миллиметров должна делаться, как минимум, в два этапа. Каждый из слоев нужно стараться накладывать строго друг на друга, тогда шов будет более качественным.
Минимальный расход газа при работе с самыми тонкими металлическими частями составляет от 5 до 7 литров в минуту. При работе таким оборудованием, железо, практически, не деформируется.
Это достигается за счет того, что зона теплового влияния необычайно узка, а скорость сварки полуавтоматом, напротив, очень высокая, что выгодно отличает данную технологию от плазменной или точечной сварки.
Как работать сварочным полуавтоматом

Учитывая, что полуавтоматом можно заварить, как очень тонкий металл, до полу миллиметра, так и достаточно толстый, до 4 сантиметров, стоит знать, что существует несколько основных технологий полуавтоматической сварки.
Стыковая. Очень актуальна при ремонтных работах автомобилей, когда какая-либо деталь меняется частично. Важно, чтобы при соединении зазоры между деталями отсутствовали.
В таком случае, как работать сваркой полуавтоматом? Ответ – сварка встык – это соединение точечным сплошным швом. Применяется этот метод при ремонте наружных частей кузовов и требует достаточно высокой квалификации от работника.
Внахлест. Этот способ самый простой. На подготовленную поверхность кладется кусок металла. Его заваривают, скорее всего, методом точечной сварки. Допустимо работать и методом, при котором получается сплошной шов.
По готовым отверстиям. Готовую заплатку с просверленными дырками приваривают к нужной части поверхности. Соединение происходит по подготовленным отверстиям.
В любом случае, что нужно для сварки полуавтоматом? Сам полуавтомат. Защитная маска и перчатки, немного терпения и масса желания. Особенно все это пригодится, когда проводится сварка полуавтоматом вертикальных швов.
При выполнении таких работ, горячий металл стремится скатиться вниз, поэтому нужно выставлять более короткую дугу. Тогда благодаря силе натяжения, металлические капли будут быстрее переходить из электрода в шов. Важно отводить электрод от шва, давая капле застыть.
Работа с полуавтоматическим оборудованием

Работа мастера при помощи полуавтоматического оборудования значительно облегчена. Поджиг дуги происходит быстро, не нужно постоянно менять электроды, нет необходимости затирать уже готовый шов от шлака.
Технология сварки полуавтоматом при помощи газа можно представить так:
- Созданное после включения полуавтомата напряжение проволоки (у нее стабильно одинаковая длина во время всего процесса) дает ей возможность пройти через газовое сопло.
- Происходит ее расплавление под действием электрической дуги.
- После чего осуществляется автоматическая подача тепловой энергии.
В отличие от классических трансформаторных аппаратов сварочный инвертор очень компактен, легок, и может подключаться к комнатной розетке. Читайте детальнее о преимуществах и использовании сварочных инверторов.
Сварка легкосплавных металлов, таких как алюминий, возможна не всеми аппаратами. Читайте подробнее тут, об особенностях сварки алюминия и других цветных металлов.
Для того чтоб защитить глаза во время сварки, рекомендуем использовать щиток сварщика хамелеон, детальнее по адресу.
Настройка работы аппарата

Мастер сам выбирает, как работать полуавтоматической сваркой, а именно скорость работы и высоту шва.
Большинство профессионалов умеют проводить настройку полуавтомата для сварки на слух.
- Газ должен шипеть, но негромко, а однородно.
- При это газ должен обдувать, а не дуть.
- Чтобы дуга не обрывалась, нужно выставлять проволоку вперед.
- Металл шва не должен закипать.
Если настройка проведена правильно, то дуга горит ровно, а процесс проходит почти без брызг.
Техника сварки полуавтоматом без газа несколько отличается от описанной выше. И главное отличие в том, что во время работы необходимо применять порошковую проволоку.
Проволока изготавливается с добавлением марганца или кремния. Ее предназначение – самозащита оборудования. Именно этот металл при нагревании сгорает и образует защитную среду, в которой и происходит создание нужного шва.
Полуавтомат для автомобильной сварки

Перечисленные выше принципы сварки полуавтоматом позволяют говорить об универсальности этого агрегата в нелегком деле ремонта автомобилей.
Кузовная сварка должна проводиться как можно точнее и с меньшими потерями для общей плоскости всего металла. Поэтому заваривать металл при помощи полуавтоматов – дело наиболее благодарное из всех возможных принципов починки кузова.
Углекислый газ, который защищает завариваемую поверхность от кислорода и азота, имеет еще возможность и окислять металл. Дабы минимизировать этот процесс при кузовных работах, используют проволоку, которая содержит медь, а также кремний или марганец.
При сварке кузова, чтобы положительный результат после процесса держался как можно дольше, лучше всего использовать точечный метод проведения работ.
Современные полипропиленовые трубы для водопровода, можно проложить даже самостоятельно. Узнайте, как использовать сварочный аппарат для полипропилена, для соединения труб своими руками.
Во время проведения сварочных работ важно правильно подобрать подходящие расходные материалы. В этой странице описано как происходит сварка сварочной проволокой.
Хотите приобрести сварочный аппарат для работы с разными видами металлов? Тут размещена информация обо всех видах аппаратов для сварки металла.
Специалисты утверждают, что таким образом можно намного продлить жизнь металлу. Заваривание заплатками может происходить разными способами.
Вот один из них, при котором не сложно осуществить сварку полуавтоматом даже для начинающих:
- Очень тщательно зачистить ржавчину, можно даже до настоящих дыр.
- Обработать поверхность преобразователем ржавчины, желательно, чтобы он не содержал кислоты.
- Затем нанести антикоррозийный спрей или грунт.
- Сделать выкройку завариваемой дырки из плотного картона. Важно, чтобы она была с каждой стороны на несколько сантиметров больше завариваемой дырки.
- Вырезать из подходящего металла, кусок по выкройке.
- По периметру готовой металлической заплатки, отступив от края по 1 сантиметру, сделать отверстия, расстояния между ними должны быть в пределах полутора 0 двух сантиметров.
- Наложить заплатку поверх дыры в металле и работать полуавтоматом по дыркам.
Теоретически не нужно даже зачищать готовый шов, а после его остывания можно уже приступать и к покраске «зашитой» части.
Сварочный полуавтомат отнюдь недешевая, но чрезвычайно нужная и доступная в освоении вещь. Полуавтоматом можно заварить, практически, любой вид металла, в том числе и цинк, причем без повреждения поверхности. Он обладает свойствами хорошей, качественной работы даже на загрязненных частях.
Этот вид оборудования снабжен устройством для дуговой сварки, которая дает возможность качественного выполнения всех видов сварочных работ.
Защитная газовая среда даже при нагревании до больших температур электродов и непосредственно металлических частей защищает их от агрессивной внешней среды, что в разы повышает качество шва.
metallmaster.org
Полуавтомат сварочный — принцип работы, технология полуавтоматической сварки, режимы сварки полуавтоматом
Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Что такое сварка и основные принципы работы сварочного полуавтомата
Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование.
Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.

Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение. А также должна быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов.
Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот.
Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.

Из чего состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается.
Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов:
- циклический – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной короткой дугой;
- режим импульсивной сварки;
- режим переноса металла струйного;
- режим ротационного переноса.
Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода.

Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Выбор проволоки и правила работы полуавтоматическим сварочным аппаратом
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.

Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
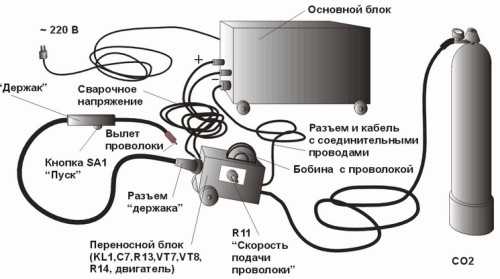
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.

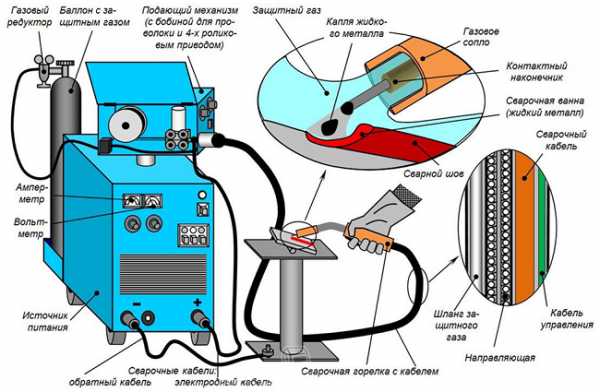
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.

Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
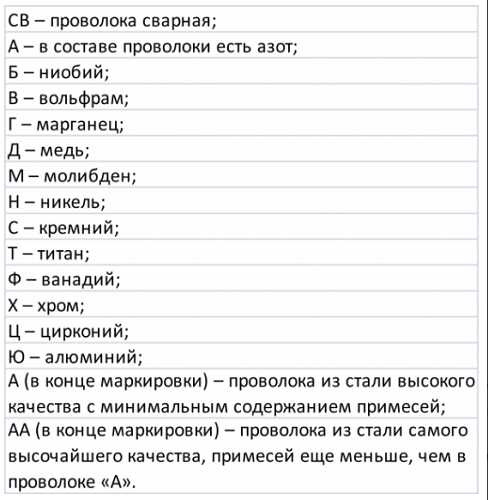
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Совет! Если предстоят работы полуавтоматом в полевых условиях либо на открытом воздухе, то можно использовать порошковую проволоку, которой не требуется обдув защитным газом.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.

При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.

- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.

Совет! Чтобы варить вертикальный шов, горелка ведется сверху вниз со скоростью, достаточной для опережения расплавленного металла. Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.

Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Совет! Для порошковой проволоки, работающей без газа, вылет должен быть в пределах 30-45 мм.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
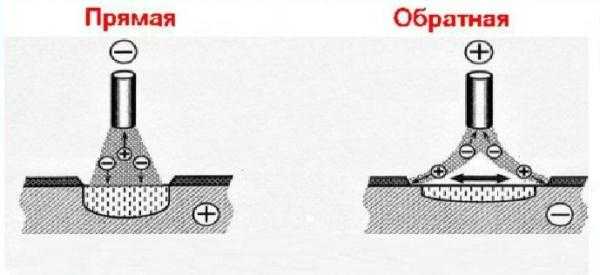
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
tehnika.expert
Как правильно выбрать сварочный полуавтомат для дома
Можно без преувеличения сказать, что без сварочного аппарата не сможет обойтись ни один хозяин частного дома. Время от времени требуется проведение небольшого ремонта металлоконструкций или изготовление новых. В связи с этим возникает вопрос: «Как выбрать сварочный полуавтомат для дома?».- Содержимое:
- Как работает полуавтоматическая сварка
- Какой газ нужен для сварки полуавтоматом
- Как настроить полуавтоматическую сварку
- Как пользоваться сварочным полуавтоматом
- Какой фирмы лучше сварочный полуавтомат
- Какой сварочный полуавтомат выбрать для производства
- Чем отличается сварка автомат от полуавтомата
Следует отметить, что некоторые профессиональные строительные бригады, если проведение сварочных работ требуется не часто, выбирают бытовые модели сварочных полуавтоматов.

Как работает полуавтоматическая сварка
Выбор сварочного полуавтомата для дома станет намного проще, если разобраться в том, как он работает. Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.
Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.
Работает сварочный полуавтомат следующим образом:
- На горелку подается газ, используемый в качестве защитного элемента.
- Специальный механизм направляет сварочную проволоку с необходимой скоростью.
- Электроэнергия подается с помощью источника питания трансформаторного или инверторного типа.
Принцип работы полуавтоматического оборудования для сварных работ заключается в следующем:
- Сварной ток поступает на горелку.
- В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.
- Между обрабатываемым материалом и проволокой образуется дуга, с помощью которой и осуществляется плавление проволоки.
- Одновременно подается газ. Газ обеспечивает защиту вокруг сварной ванны.
Некоторые аппараты способны работать как от однофазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.
Что означают обозначения MIG или MAG, и какое отношение имеют к тому, какой для сварки применяется газ?
- MIG — аббревиатура обозначающая, что при сварке полуавтоматом инертного типа используется газ – Аргон.
- MAG — обозначает, что оборудование настроено на работу с углеродом.
Возможны как комбинации этих газов, так и использование смесей в которых они выступают в качестве основы. От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.
Профессиональные сварщики рекомендуют использовать смесь аргона и углекислого газа в соотношении 80 на 20. Этот состав обеспечивает простоту проведения работ, а также качественный ровный шов, не требующий дополнительной обработки.
Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке. Точно выставленные настройки залог легкого и качественного выполнения работ.
Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:
- Подобрать силу тока — сделать это достаточно просто, если воспользоваться инструкцией по эксплуатации, предоставленной заводом – изготовителем. Обычно в инструкции есть таблицы, помогающие выбрать сварочный ток на полуавтомате в зависимости от толщины обрабатываемого металла.
- Скорость подачи проволоки — регулируется благодаря смене шестеренок, идущих в комплекте с оборудованием.
- Настроить установку, отрегулировать режим сварки на полуавтомате и повысить мощность можно с помощью подключения аппарата к трехфазному напряжению. Инверторные модели оборудования обеспечивают высокую производительность даже во время работы от 220 Вт. Правильно выбранный режим и настройки сварного полуавтоматического аппарата можно определить по устойчивой стабильной дуге и необходимого количества флюса.
Увеличить мощность сварочного полуавтомата можно и с помощью регуляторов мощности установленных на корпусе.
Как пользоваться сварочным полуавтоматом
Чтобы начать работать со сварочным полуавтоматом, надо подготовить как сам обрабатываемый материал, так и используемую установку. Для начала сварочных работ от сварщика потребуется выполнить следующее:
- Зачистить поверхность деталей или металлических заготовок от краски, жира и других материалов, которые могут препятствовать прохождению электрического тока.
- Жирные пятна удаляются растворителем.
- Правильно накладывать сварочный шов полуавтоматом получится не сразу. Если опыта в проведении данных работ нет, следует попрактиковаться на черновой заготовке. Это особенно важно, если планируется обработка алюминиевых деталей. Умение пробить окисную пленку и выполнить правильный шов сварки полуавтомата получится спустя какое-то время.
- Избавиться от брызг при сварке полуавтоматом можно, правильно подобрав газ для работы. Для стали и черных металлов лучше остановить свой выбор на аргонно-углекислой смеси — это позволит избежать брызг. Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
- Можно также варить сварочным полуавтоматом без газа. Для этого приобретается специальная флюсовая или порошковая проволока. Внутри проволоки расположено вещество, при сгорании образующее защитный слой газа. Пользоваться сваркой в таком случае можно только при условии подачи прямого тока или плюса на изделие.
Правильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат
Выбор марки сварочного полуавтомата в основном можно разделить на три основных категории. А именно:
- Китай — оборудование китайских производителей представлено в наиболее приятной ценовой категории. Можно приобрести китайский полуавтомат как заводской, так и кустарной сборки. Некоторые российские модели также на самом деле собираются по лицензии в Китае. Качество во многих случаях оставляет желать лучшего.
- Европа — качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.
- Россия — нечто среднее по ценовой политике со сравнительно хорошим качеством. Единственное условие, чтобы полуавтоматическое оборудование для выполнения сварочных работ изготавливалось непосредственно в России, а не было подделкой. Подойдут модели Энергомаш, Сорокин и т. д.
Какой сварочный полуавтомат выбрать для производства
По сравнению с бытовым оборудованием, к промышленному сварочному аппарату полуавтомату предъявляются более высокие требования. Они затрагивают как мощность и производительность промышленного агрегата, так и дополнительные функциональные возможности. А именно:
- Качество подачи напряжения — производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.
- Скорость проведения работ — этот критерий имеет особое значение при проведении производственных работ. Следует уделить внимание дополнительным функциям, ускоряющим и облегчающим процесс сварки. К ним относится:
- система автоматической подачи проволоки
- контроль над предотвращением прилипания электрода
- возможность горячего запуска
- система автоматической подачи проволоки
- Тип подключения — при выборе сварочного полуавтомата нужно знать параметры электрической сети, которая есть в наличии. Но чаще всего такие установки должны работать от трехфазного напряжения.
Чем отличается сварка автомат от полуавтомата
В основном автоматическая и полуавтоматическая сварка отличаются друг от друга количеством личного участия человека в выполнении работ. При этом у каждого из видов существуют как свои ограничения, так и сфера применения. А именно:
- Полуавтомат — по сути, практически ничем не отличается от обычной сварочной установки. Единственной разницей является то, что подача сварной проволоки осуществляется автоматически (может быть как с механическим, так и электронным приводом). Преимущества полуавтоматической сварки перед автоматической сваркой состоят в том, что квалифицированный специалист может выполнять сложные задачи по обработке тонких металлов, что практически недостижимо при использовании автомата.
- Автомат — в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.

Выбирая, какой именно сварочный аппарат автомат или полуавтомат приобрести, следует обращать внимание на его производительность, возможность использования защитных газов, тип подачи напряжения на горелку, степень автоматизации процесса.
Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
stroy-plys.ru