ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ Общее устройство ленточных конвейеров 1
 ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ • Общее устройство ленточных конвейеров 1
ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ • Общее устройство ленточных конвейеров 1
 • Ленточный конвейер — (англ. belt conveyor) транспортирующее устройство непрерывного действия с объединённым грузонесущим и тяговым органом в виде замкнутой (бесконечной) гибкой ленты. 2
• Ленточный конвейер — (англ. belt conveyor) транспортирующее устройство непрерывного действия с объединённым грузонесущим и тяговым органом в виде замкнутой (бесконечной) гибкой ленты. 2
 • Лента приводится в движение силой трения между ней и приводным барабаном; • Она опирается по всей длине на стационарные роликоопоры. 3
• Лента приводится в движение силой трения между ней и приводным барабаном; • Она опирается по всей длине на стационарные роликоопоры. 3
 • В шахтах и карьерах ленточные конвейеры служат для транспортирования полезных ископаемых и породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горных предприятий, подъёма их на поверхность и последующего перемещения к обогатительной фабрике или погрузочному пункту внешнего транспорта, а породы — в отвал. 4
• В шахтах и карьерах ленточные конвейеры служат для транспортирования полезных ископаемых и породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горных предприятий, подъёма их на поверхность и последующего перемещения к обогатительной фабрике или погрузочному пункту внешнего транспорта, а породы — в отвал. 4
 • Ленточные конвейеры применяют также для доставки полезных ископаемых от горного предприятия непосредственно к потребителю (например, угля на теплоэнергоцентраль или руды на металлургический завод). В шахтах специально приспособленные ленточные конвейеры используются иногда для перемещения людей по наклонным выработкам. 5
• Ленточные конвейеры применяют также для доставки полезных ископаемых от горного предприятия непосредственно к потребителю (например, угля на теплоэнергоцентраль или руды на металлургический завод). В шахтах специально приспособленные ленточные конвейеры используются иногда для перемещения людей по наклонным выработкам. 5
 6
6
 • По области применения, конструкции и параметрам подземные ленточные конвейеры подразделяются на пять групп. 7
• По области применения, конструкции и параметрам подземные ленточные конвейеры подразделяются на пять групп. 7

 9
9
 • Ленточными конвейерами можно перемещать грузы на расстояния как от нескольких десятков метров, так и до нескольки километров. Ярким примером может служить конвейер построенный в Африке, длина которого достигает 15 километров. Это было в 90 е годы прошлого столетия. 10
• Ленточными конвейерами можно перемещать грузы на расстояния как от нескольких десятков метров, так и до нескольки километров. Ярким примером может служить конвейер построенный в Африке, длина которого достигает 15 километров. Это было в 90 е годы прошлого столетия. 10
 • Сейчас существуют ленточные конвейеры гиганты, длина которых может достигать 50 километров. Такие конвейеры находятся в США. Трасса конвейера может выполнена по различным схемам, включая в себя повороты и изгибы, подъемы и спуски, это позволяет приспосабливаться к условиям местности и к условиям производства. 11
• Сейчас существуют ленточные конвейеры гиганты, длина которых может достигать 50 километров. Такие конвейеры находятся в США. Трасса конвейера может выполнена по различным схемам, включая в себя повороты и изгибы, подъемы и спуски, это позволяет приспосабливаться к условиям местности и к условиям производства. 11
 • Крутонаклонный ленточный конвейер 12
• Крутонаклонный ленточный конвейер 12
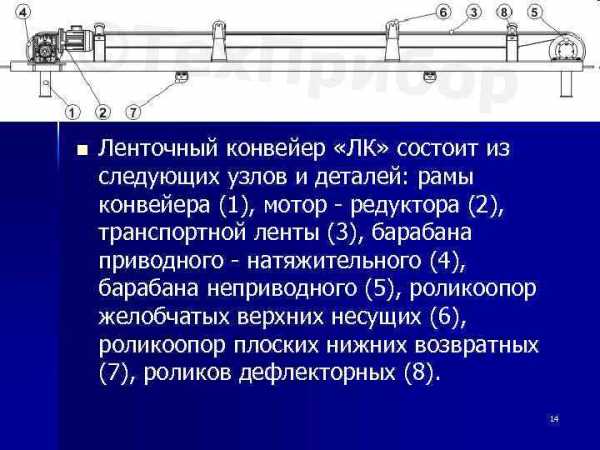
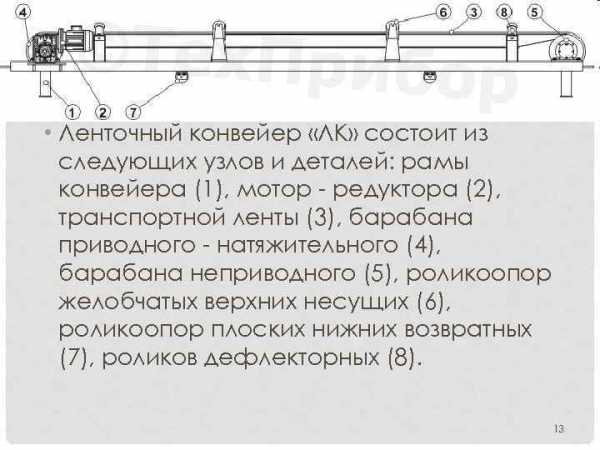 • Ленточный конвейер «ЛК» состоит из следующих узлов и деталей: рамы конвейера (1), мотор редуктора (2), транспортной ленты (3), барабана приводного натяжительного (4), барабана неприводного (5), роликоопор желобчатых верхних несущих (6), роликоопор плоских нижних возвратных (7), роликов дефлекторных (8). 13
• Ленточный конвейер «ЛК» состоит из следующих узлов и деталей: рамы конвейера (1), мотор редуктора (2), транспортной ленты (3), барабана приводного натяжительного (4), барабана неприводного (5), роликоопор желобчатых верхних несущих (6), роликоопор плоских нижних возвратных (7), роликов дефлекторных (8). 13
 14
14
 15
15
 16
16 Конвейер ленточный передвижной 17
Конвейер ленточный передвижной 17
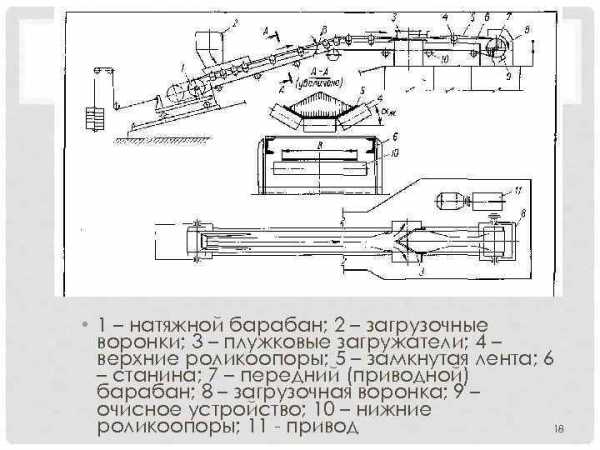 • 1 – натяжной барабан; 2 – загрузочные воронки; 3 – плужковые загружатели; 4 – верхние роликоопоры; 5 – замкнутая лента; 6 – станина; 7 – передний (приводной) барабан; 8 – загрузочная воронка; 9 – очисное устройство; 10 – нижние роликоопоры; 11 привод 18
• 1 – натяжной барабан; 2 – загрузочные воронки; 3 – плужковые загружатели; 4 – верхние роликоопоры; 5 – замкнутая лента; 6 – станина; 7 – передний (приводной) барабан; 8 – загрузочная воронка; 9 – очисное устройство; 10 – нижние роликоопоры; 11 привод 18
 • По расположению на местности ленточные конвейеры разделяют на стационарные и подвижные, передвижные и переносные, переставные (для карьеров открытых разработок) и надводные, плавающие на понтонах. 19
• По расположению на местности ленточные конвейеры разделяют на стационарные и подвижные, передвижные и переносные, переставные (для карьеров открытых разработок) и надводные, плавающие на понтонах. 19
 • По конструкции и назначению различают ленточные конвейеры общего назначения и специальные: подземные, для пищевой, мукомольно крупяной и комбикормовой промышленности и поточного производства в приборостроительной, радиотехнической и легкой промышленности. 20
• По конструкции и назначению различают ленточные конвейеры общего назначения и специальные: подземные, для пищевой, мукомольно крупяной и комбикормовой промышленности и поточного производства в приборостроительной, радиотехнической и легкой промышленности. 20
 • По типу ленты конвейеры бывают с прорезиненной, стальной цельнопрокатной и проволочной лентой. • Наибольшее распространение получили конвейеры с прорезиненной лентой. 21
• По типу ленты конвейеры бывают с прорезиненной, стальной цельнопрокатной и проволочной лентой. • Наибольшее распространение получили конвейеры с прорезиненной лентой. 21
 • По конструкции прорезиненной ленты, опорных ходовых устройств и передаче тягового усилия различают ленточные конвейеры, у которых лента является грузонесущим и тяговым элементом (основной тип), ленточно канатные и ленточно цепные, у которых лента служит только грузонесущим элементом, а тяговым элементом являются два каната или одна цепь. 22
• По конструкции прорезиненной ленты, опорных ходовых устройств и передаче тягового усилия различают ленточные конвейеры, у которых лента является грузонесущим и тяговым элементом (основной тип), ленточно канатные и ленточно цепные, у которых лента служит только грузонесущим элементом, а тяговым элементом являются два каната или одна цепь. 22
 • Опорные устройства. • Для опоры ленты на участке между концевыми барабанами устанавливают роликоопоры или настил — сплошной (из дерева, стали, пластмассы) или комбинированный (чередование настила и роликоопор). • Наибольшее распро странение имеют роликоопоры различных типов и конструкций. 23
• Опорные устройства. • Для опоры ленты на участке между концевыми барабанами устанавливают роликоопоры или настил — сплошной (из дерева, стали, пластмассы) или комбинированный (чередование настила и роликоопор). • Наибольшее распро странение имеют роликоопоры различных типов и конструкций. 23
 • По расположению на конвейере роликоопоры разделяют на верхние (для опоры грузонесущей ветви ленты) и нижние (для опоры обратной ветви). 24
• По расположению на конвейере роликоопоры разделяют на верхние (для опоры грузонесущей ветви ленты) и нижние (для опоры обратной ветви). 24
 • Верхние роликоопоры бывают прямыми — для плоской формы ленты и желобчатыми — на двух, трех и пяти роликах. 25
• Верхние роликоопоры бывают прямыми — для плоской формы ленты и желобчатыми — на двух, трех и пяти роликах. 25
 • Привод. • В ленточном конвейере движущая сила передается на ленту трением при огибании ею приводного барабана. 26
• Привод. • В ленточном конвейере движущая сила передается на ленту трением при огибании ею приводного барабана. 26
 • Барабанный привод состоит из барабана, передаточных механизмов (муфт и редукторов) и двигателя, В приводах наклонных конвейеров устанавливают также стопорное устройство (останов) и тормоз. 27
• Барабанный привод состоит из барабана, передаточных механизмов (муфт и редукторов) и двигателя, В приводах наклонных конвейеров устанавливают также стопорное устройство (останов) и тормоз. 27
 28
28
 • Натяжные устройства. • В ленточных конвейерах используют винтовые, гидравлические, грузовые, грузолебедочные и грузопружинные натяжные устройства. 29
• Натяжные устройства. • В ленточных конвейерах используют винтовые, гидравлические, грузовые, грузолебедочные и грузопружинные натяжные устройства. 29
 30
30
 • Очистные устройства. • Очистка ленты от прилипших частиц транспортируемого груза — важная задача обеспечения надежной и экономичной эксплуатации ленточных конвейеров. 31
• Очистные устройства. • Очистка ленты от прилипших частиц транспортируемого груза — важная задача обеспечения надежной и экономичной эксплуатации ленточных конвейеров. 31
 • Частицы груза, прилипшие к ленте, напрессовываются на поверхность роликов обратной ветви, вызывают сбег ленты на сторону, ссыпаются с ленты под конвейер, образуя завалы груза. • На уборку груза из под конвейера и очистку роликов требуются большие затраты ручного труда. 32
• Частицы груза, прилипшие к ленте, напрессовываются на поверхность роликов обратной ветви, вызывают сбег ленты на сторону, ссыпаются с ленты под конвейер, образуя завалы груза. • На уборку груза из под конвейера и очистку роликов требуются большие затраты ручного труда. 32
 • Для очистки наружной (грузонесущей) поверхности ленты от прилипших частиц груза применяют при сухих и влажных, но не липких грузах — одинарные или двойные скребки, • а при влажных и липких грузах — вращающиеся щетки 33
• Для очистки наружной (грузонесущей) поверхности ленты от прилипших частиц груза применяют при сухих и влажных, но не липких грузах — одинарные или двойные скребки, • а при влажных и липких грузах — вращающиеся щетки 33
 34
34

 36
36
 • Контрольные и предохранительные устройства. Для обеспечения надежной работы конвейера, сокращения обслуживающего персонала и приближения к автоматизации управления на современном конвейере устанавливают комплект контрольных и предохранительных устройств: 37
• Контрольные и предохранительные устройства. Для обеспечения надежной работы конвейера, сокращения обслуживающего персонала и приближения к автоматизации управления на современном конвейере устанавливают комплект контрольных и предохранительных устройств: 37
 • датчики контроля скорости движения, поперечного сдвига, продольного порыва ленты, целостности тросов в резинотросовой ленте, функционирования системы подачи смазки к редукторам привода и др. • При отклонении работы конвейера от нормальной датчики автоматически останавливают конвейер и дают предупредительные сигналы. 38
• датчики контроля скорости движения, поперечного сдвига, продольного порыва ленты, целостности тросов в резинотросовой ленте, функционирования системы подачи смазки к редукторам привода и др. • При отклонении работы конвейера от нормальной датчики автоматически останавливают конвейер и дают предупредительные сигналы. 38
 • Презентацию выполнили студенты гр. ТГВ 42 : Оразбай Мадина, Балташ Максат и Амангалиева Диана 39
• Презентацию выполнили студенты гр. ТГВ 42 : Оразбай Мадина, Балташ Максат и Амангалиева Диана 39
present5.com
презентация конвейеры | Образовательный портал EduContest.Net — библиотека учебно-методических материалов
Чтобы посмотреть презентацию с картинками, оформлением и слайдами, скачайте ее файл и откройте в PowerPoint на своем компьютере.
Текстовое содержимое слайдов презентации:
КонвейерыМДК 01.02. Электрооборудование промышленных и гражданских зданийГПОУ «Читинский политехнический колледж» Широкое применение в крупносерийном производстве нашли поточно-транспортные системы (ПТС), представляющие собой комплекс технологического оборудования, механизмов и устройств, предназначенных для транспортировки материала, заготовок, деталей . Основным транспортным оборудованием ПТС являются различного рода конвейеры малой и большой протяженности.Достоинство конвейеров – это непрерывность их действия без остановок на загрузку и выгрузку, кроме того, конвейеры проще по устройству и в эксплуатации, а также имеют большую производительность, чем работающие периодически краны и подъемники. Классификация:1.В зависимости от направления перемещения объектов конвейеры делят на:-горизонтальные-вертикальные-наклонные.2. В зависимости от типа груза:-насыпные-штучные.3. В зависимости от выполняемых функций:-транспортировочные-сборочные-сортировочные. 5. В зависимости от грузонесущей конструкции (с тяговым органом):-ленточный гладкийпрофилированныйкарманный-пластинчатый,- люлечный,- скребковый,- ковшовый. Ленточные конвейеры широко применяются для добычи угля и других полезных ископаемых в подземных горных выработках, где рабочее пространство ограниченно. Такой конвейер не требует большой высоты, а потому хорошо подходит для угольных шахт. Роликовый конвейер предназначен для транспортировки массовых штучных грузов. Такие конвейеры хороши тем, что способны участвовать в сложных длинных системах с многочисленными разветвлениями. Пластинчатый конвейер используют для транспортировки насыпных кусковых грузов. Преимущество этих конвейеров в способности транспортировать специальные (крупные, острые, горячие) грузы, которые способны повредить ленту. Недостаткам
Транспортирующие машины — презентация к уроку Окружающий мир
Презентация на тему: Транспортирующие машиныСкачать эту презентацию
Скачать эту презентацию
№ слайда 1 Описание слайда:
Описание слайда:Транспортирующие машины
№ слайда 2 Описание слайда:
Описание слайда:Конвейер, транспортер – машина непрерывного действия для перемещения сыпучих, кусковых или штучных грузов. Основной классификационный признак конвейера – тип тягового и грузонесущего органов. Различают конвейеры с ленточным, цепным, канатным и другими тяговыми органами и конвейеры без тягового органа (винтовые, инерционные, вибрационные, роликовые). *
№ слайда 3 Описание слайда:
Описание слайда:По типу грузонесущего органа конвейеры могут быть: ленточные, пластинчатые, скребковые, подвесные грузонесущие, толкающие, тележечные, ковшовые и люлечные, а также винтовые, инерционные, вибрационные, роликовые. По принципу действия различают конвейеры, перемещающие груз на непрерывно движущейся сплошной ленте или настиле, в непрерывно движущихся ковшах, подвесках, платформах, тележках; по неподвижному желобу или трубе непрерывно движущимися скребками. По назначению различают конвейеры стационарные и передвижные для сыпучих, штучных грузов, по направлению перемещения грузов – с вертикально замкнутой, горизонтально замкнутой и пространственной трассами. *
№ слайда 4 Описание слайда:
Описание слайда:По конструкции конвейеры делят на ленточные, ковшовые, винтовые и вибрационные. У ленточных и ковшовых конвейеров транспортируемый материал перемещается бесконечной лентой или цепью; у винтовых и вибрационных — вращением или колебанием жесткого рабочего органа в виде винта или желоба. *
№ слайда 5 Описание слайда:
Описание слайда:Ленточные конвейеры. Применяют для непрерывного транспортирования различных материалов в горизонтальном или наклонном направлениях. Они обеспечивают высокую производительность (до нескольких тысяч тонн в час) и значительную дальность транспортирования (до нескольких десятков километров). В строительстве используют передвижные и стационарные ленточные конвейеры, перемещающие грузы на сравнительно небольшие расстояния. *
№ слайда 6 Описание слайда:
Описание слайда:* Принципиальная схема ленточного конвейера а – схема конструкции; б – роликоопоры; в – схема усилий на приводном барабане; 1 – грузового натяжного устройство; 2 – натяжной барабан; 3 – воронка; 4 – бесконечная прорезиненная лента; 2 – приводной барабан; 5 – верхние роликоопоры; 6 – приводной барабан; 7 – отклоняющий барабан; 8 – нижние роликоопоры; 9 – электродвигатель; 10 — редуктор
№ слайда 7 Описание слайда:
Описание слайда:Основным транспортирующим и тяговым органом ленточного конвейера является бесконечная прорезиненная лента 4, огибающая два барабана – приводной 6 и натяжной 2. Вращение барабан получает от приводного электродвигателя 10 через редуктор 9. Для увеличения тягового усилия рядом с приводным барабаном устанавливают отклоняющий барабан 7, увеличивающий угол обхвата а верхняя рабочая и нижняя холостая ветви поддерживаются верхними 5 и нижними 8 роликоопорами. В целях получения наибольшей производительности конвейеров их верхние роликоопоры делают желобчатой формы, при прохождении по которым лента той же ширины способна нести больше материала по сравнению с плоской. Для предотвращения провисания ленты между роликоопорами, а также для увеличения тягового усилия лента предварительно натягивается посредством винтового или грузового натяжного устройства 1. Загрузка транспортируемого материала на ленту производится через специальную воронку 3. Съем материала может производиться через приводной барабан или в промежуточных пунктах с помощью специальных сбрасывающих устройств. *
№ слайда 8 Описание слайда:
Описание слайда:Производительность ленточных конвейеров (т/ч) П=3600 F v , где F – площадь поперечного сечения потока материала, м2; v – скорость движения материала, м/с; – плотность материала, т/м3. МТУ *
№ слайда 9 Описание слайда:
Описание слайда:Пластинчатые конвейеры *
№ слайда 10 Описание слайда:
Описание слайда:При транспортировании материалов с острыми кромками, перемещения горячих материалов, деталей и изделий применяют пластинчатые конвейеры, у которых тяговым органом являются две бесконечные цепи, огибающие приводные и натяжные звездочки. К тяговым цепям прикрепляют металлические пластины, перекрывающие друг друга и исключающие просыпание материала между ними. Недостатками пластинчатых конвейеров являются: ‒ большая масса настила и цепей и их высокая стоимость; ‒ наличие большого количества шарниров цепей, требующих дополнительного обслуживания; ‒ сложность замены изношенных катков тяговых цепей; большие сопротивления движению. *
№ слайда 11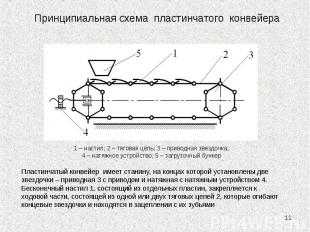 Описание слайда:
Описание слайда:* 1 – настил; 2 – тяговая цепь; 3 – приводная звездочка; 4 – натяжное устройство; 5 – загрузочный бункер Пластинчатый конвейер имеет станину, на концах которой установлены две звездочки – приводная 3 с приводом и натяжная с натяжным устройством 4. Бесконечный настил 1, состоящий из отдельных пластин, закрепляется к ходовой части, состоящей из одной или двух тяговых цепей 2, которые огибают концевые звездочки и находятся в зацеплении с их зубьями Принципиальная схема пластинчатого конвейера
№ слайда 12 Описание слайда:
Описание слайда:* Скребковые конвейеры
№ слайда 13 Описание слайда:
Описание слайда:* Принципиальная схема скребкового конвейера Скребковый конвейер состоит из открытого желоба 5, укрепленного на станине 4, вдоль которого движется вертикально замкнутая тяговая цепь (или две цепи) 1 с укрепленными на ней скребками 2, огибающая концевые (приводную и натяжную) звездочки. Движение тяговая цепь получает от привода 3, а первоначальное натяжение – от натяжного устройства 6. Транспортируемый груз засыпается в желоб конвейера в любом месте по eго длине и проталкивается скребком по желобу. Разгрузка конвейера может производиться в любом месте по его длине через отверстия в дне желоба, перекрываемые шиберными задвижками или затворами.
№ слайда 14 Описание слайда:
Описание слайда:* Преимущества Применение конвейеров скребковых позволяет: а) производить транспортировку материалов с высокими (до 500 С) температурами; б) производить благодаря герметичности транспортировку пылящих материалов; в) применение износоустойчивых материалов в конструкции изделия обеспечивает высокую надежность и долговечность конвейера.
№ слайда 15 Описание слайда:
Описание слайда:* Ковшовые конвейеры (нория)
№ слайда 16 Описание слайда:
Описание слайда:* Ковшовые конвейеры перемещают материал в ковшах в вертикальном или наклонном (под большим углом) направлениях на высоту до 50 м. Ковшовый конвейер представляет собой замкнутый тяговый орган 1 в виде ленты или двух цепей, огибающий приводной и натяжной барабаны (при цепном органе — звездочки), на котором закреплены ковши 2 с шагом d. Рабочий орган вместе с ковшами размещен в металлическом кожухе . Загрузка материала осуществляется через загрузочный 8, а разгрузка – через разгрузочный 6 башмаки.
№ слайда 17 Описание слайда:
Описание слайда:Производительность ковшового конвейера (т/ч) П =0,6 q kн n, где q – вместимость одного ковша, л; kн – коэффициент наполнения ковша, принимаемый для мелких 0,6, для глубоких – 0,8 и для остроугольных ковшей – 0,8; – плотность материала, т/м3; n = 60 v/T – число разгрузок в минуту, v – скорость ковшей, м/с, Т – шаг расстановки ковшей, м. *
№ слайда 18 Описание слайда:
Описание слайда:* Винтовые конвейеры
№ слайда 19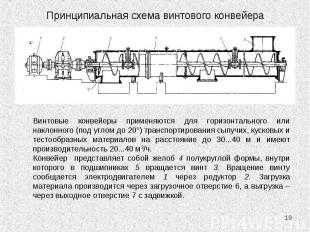 Описание слайда:
Описание слайда:* Принципиальная схема винтового конвейера Винтовые конвейеры применяются для горизонтального или наклонного (под углом до 20°) транспортирования сыпучих, кусковых и тестообразных материалов на расстояние до 30…40 м и имеют производительность 20…40 м3/ч. Конвейер представляет собой желоб 4 полукруглой формы, внутри которого в подшипниках 5 вращается винт 3. Вращение винту сообщается электродвигателем 1 через редуктор 2. Загрузка материала производится через загрузочное отверстие 6, а выгрузка – через выходное отверстие 7 с задвижкой.
№ слайда 20 Описание слайда:
Описание слайда:* Конструкция винта, частота его вращения, а также коэффициент заполнения желоба зависят от вида транспортируемого материала. Сплошной винт (рис. б) применяют для хорошо сыпучих материалов (цемента, мела, песка, гипса, шлака, извести в порошке) при коэффициенте заполнения желоба kн = 0,25…0,45 и частоте вращения винта 90…120 мин-1. Ленточный и лопастной винты (рис. в, д) применяют для транспортирования кусковых материалов (крупного гравия, известняка, негранулированного шлака) при kн = 0,25…0,40 и частоте 60…100 мин-1. Для транспортирования тестообразных, слежавшихся и влажных материалов (мокрой глины, бетона, цементного раствора) применяют фасонный и лопастной винты (рис. г, д) при частоте вращения 30…60 мин-1 и kн = 0,15…0,30
№ слайда 21 Описание слайда:
Описание слайда:Производительность горизонтального винтового конвейера (м3/ч) П = 3600 3,14 D2 kн v / 4, где D – диаметр винта, м; v – скорость движения материала вдоль оси конвейера, м/с$ kн ‒ коэффициенте заполнения желоба. В случае перемещения материалов при угле наклона конвейера 5° производительность его снижается на 10 %, при угле наклона 10° – на 20 %, при угле наклона 20° – на 35 %. Диаметры винтов стандартизированы и составляют 0,15…0,6 м. Шаг винта t = D для горизонтальных и t = 0,8D для наклонных конвейеров. При частоте вращения двигателя n и шаге винта t = D (где D – диаметр винта) скорость движения материала (м/с) вдоль оси v = t n /60. *
№ слайда 22 Описание слайда:
Описание слайда:* Пневматические транспортирующие установки Пневматические транспортирующие установки — транспортирующие машины, предназначенные для перемещения грузов при помощи потока воздуха. В зависимости от того, каким способом создаётся поток воздуха, пневматические транспортирующие установки разделяют на два типа: установки нагнетательного типа ‒ когда поток воздуха создаётся компрессорами, нагнетающими воздух под давлением 0,4-0,7 МПа;
№ слайда 23 Описание слайда:
Описание слайда:* установки всасывающего типа ‒ когда поток воздуха создаётся вакуум-насосом, всасывающим воздух за счёт разрежения 0,01-0,04 МПа. Пневматические транспортирующие установки позволяют транспортировать многие типы сыпучих грузов: цемент, гипс, алебастр и др.
№ слайда 24 Описание слайда:
Описание слайда:* Принципиальная схема установки всасывающего действия Загрузка и транспортирование материала производятся в результате разрежения воздуха в транспортном трубопроводе 2, создаваемого вакуум-насосом 8. Материал в транспортный трубопровод поступает через сопла 1. При этом возможны загрузка материала из нескольких мест и транспортировка его в одно место. Из транспортного трубопровода материал поступает в осадительную камеру 5, где частицы материала выпадают из потока в результате резкого снижения скорости воздуха при расширении выходного сечения и через шлюзовой затвор 4 высыпаются в бункер 5. Воздух проходит дальнейшую очистку в фильтрах 6 и в очищенном от материала виде поступает в вакуум- насос 8 и далее в атмосферу через трубу 7. Разряжение воздуха в трубопроводе уменьшается по направлению движения материала. Соответственно изменяется и скорость воздуха.
№ слайда 25 Описание слайда:
Описание слайда:* Принципиальные схемы установки нагнетательного действия В таких установках перемещение материала происходит под действием избыточного давления,создаваемого компрессором 10. Материал из бункера подается в загружатель 13, откуда он через затвор 12 под давлением сжатого воздуха по транспортному трубопроводу 14 поступает в осадительную камеру 15 и через шлюзовой затвор 16 в бункер 17. Воздух, пройдя фильтры 18, выбрасывается в атмосферу. Засасываемый компрессором из атмосферы воздух через воздухоприемник 9 очищается от пыли и далее поступает в воздухосборник 11, который предназначен для определенного запаса сжатого воздуха и равномерного перемещения материала по трубам.
№ слайда 26 Описание слайда:
Описание слайда:* Недостатк и пневматического транспорта: – большой удельный расход воздуха – высокая энергоемкость процесса (1…5 кВт ч/т) – повышенный износ элементов оборудования при транспортировании абразивных материалов. Нагнетательные установки удобны тогда, когда материал из одного пункта перемещается в несколько приемных пунктов. Всасывающие установки удобны тем, что они работают без пылевыделения и способны забирать сыпучий материал из нескольких пунктов и передавать его в единый сборник-накопитель. В них используется вакуум (40-90 кПа). Каждая пневмотранспортная установка включает в себя следующие основные узлы: питатель — устройство для ввода материала или аэросмеси в трубопроводы, — системы транспортирующих воздухопроводов и материалопроводов, разгрузители с фильтром для воздуха, герметизирующее устройство – шлюзовой затвор; воздуходувную машину, приемник.
№ слайда 27 Описание слайда:
Описание слайда:* Эжекторные загрузочные устройства предназначены для перекачки сыпучих материалов в системах пневмотранспорта, с помощью сжатого воздуха или другого инертного газа. СХЕМА РАБОТЫ ЭЖЕКТОРА ВНЕШНИЙ ВИД ЭЖЕКТОРА В конфузор подаётся воздух, скорость которого под заслонкой увеличивается. Размер сечения воздушного потока с помощью заслонки подбирают так, чтобы не было утечки воздуха из загрузочной воронки. Эжектор присоединяют с помощью фланцевых соединений к пневмопроводам и промежуточному бункеру с продуктами.
ppt4web.ru
Ленточные конвейеры n Общее устройство ленточных конвейеров 1
 Ленточные конвейеры n Общее устройство ленточных конвейеров 1
Ленточные конвейеры n Общее устройство ленточных конвейеров 1
 n Ленточный конвейер — (англ. belt conveyor) транспортирующее устройство непрерывного действия с объединённым грузонесущим и тяговым органом в виде замкнутой (бесконечной) гибкой ленты. 2
n Ленточный конвейер — (англ. belt conveyor) транспортирующее устройство непрерывного действия с объединённым грузонесущим и тяговым органом в виде замкнутой (бесконечной) гибкой ленты. 2
 Лента приводится в движение силой трения между ней и приводным барабаном; n Она опирается по всей длине на стационарные роликоопоры. n 3
Лента приводится в движение силой трения между ней и приводным барабаном; n Она опирается по всей длине на стационарные роликоопоры. n 3
 n В шахтах и карьерах ленточные конвейеры служат для транспортирования полезных ископаемых и породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горных предприятий, подъёма их на поверхность и последующего перемещения к обогатительной фабрике или погрузочному пункту внешнего транспорта, а породы — в отвал. 4
n В шахтах и карьерах ленточные конвейеры служат для транспортирования полезных ископаемых и породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горных предприятий, подъёма их на поверхность и последующего перемещения к обогатительной фабрике или погрузочному пункту внешнего транспорта, а породы — в отвал. 4
 n Ленточные конвейеры применяют также для доставки полезных ископаемых от горного предприятия непосредственно к потребителю (например, угля на теплоэнергоцентраль или руды на металлургический завод). В шахтах специально приспособленные ленточные конвейеры используются иногда для перемещения людей по наклонным выработкам. 5
n Ленточные конвейеры применяют также для доставки полезных ископаемых от горного предприятия непосредственно к потребителю (например, угля на теплоэнергоцентраль или руды на металлургический завод). В шахтах специально приспособленные ленточные конвейеры используются иногда для перемещения людей по наклонным выработкам. 5
 6
6
 n По области применения, конструкции и параметрам подземные ленточные конвейеры подразделяются на пять групп. 7
n По области применения, конструкции и параметрам подземные ленточные конвейеры подразделяются на пять групп. 7
 1. для примыкающих к лавам транспортных выработок с углом наклона от 3 до +6°. 2. для горизонтальных и слабонаклонных выработок. 3. для уклонов с углом до 18°. 4. для бремсбергов с углом до 16°. 5. для наклонных стволов и главных уклонов с углом от 3 до 18°. 8
1. для примыкающих к лавам транспортных выработок с углом наклона от 3 до +6°. 2. для горизонтальных и слабонаклонных выработок. 3. для уклонов с углом до 18°. 4. для бремсбергов с углом до 16°. 5. для наклонных стволов и главных уклонов с углом от 3 до 18°. 8
 9
9
 n Ленточными конвейерами можно перемещать грузы на расстояния как от нескольких десятков метров, так и до нескольки километров. Ярким примером может служить конвейер построенный в Африке, длина которого достигает 15 километров. Это было в 90 е годы прошлого столетия. 10
n Ленточными конвейерами можно перемещать грузы на расстояния как от нескольких десятков метров, так и до нескольки километров. Ярким примером может служить конвейер построенный в Африке, длина которого достигает 15 километров. Это было в 90 е годы прошлого столетия. 10
 n Сейчас существуют ленточные конвейеры гиганты, длина которых может достигать 50 километров. Такие конвейеры находятся в США. Трасса конвейера может выполнена по различным схемам, включая в себя повороты и изгибы, подъемы и спуски, это позволяет приспосабливаться к условиям местности и к условиям производства. 11
n Сейчас существуют ленточные конвейеры гиганты, длина которых может достигать 50 километров. Такие конвейеры находятся в США. Трасса конвейера может выполнена по различным схемам, включая в себя повороты и изгибы, подъемы и спуски, это позволяет приспосабливаться к условиям местности и к условиям производства. 11
 n Крутонаклонный ленточный конвейер 12
n Крутонаклонный ленточный конвейер 12
 13
13
 n Ленточный конвейер «ЛК» состоит из следующих узлов и деталей: рамы конвейера (1), мотор редуктора (2), транспортной ленты (3), барабана приводного натяжительного (4), барабана неприводного (5), роликоопор желобчатых верхних несущих (6), роликоопор плоских нижних возвратных (7), роликов дефлекторных (8). 14
n Ленточный конвейер «ЛК» состоит из следующих узлов и деталей: рамы конвейера (1), мотор редуктора (2), транспортной ленты (3), барабана приводного натяжительного (4), барабана неприводного (5), роликоопор желобчатых верхних несущих (6), роликоопор плоских нижних возвратных (7), роликов дефлекторных (8). 14
 15
15
 16
16
 17
17
 Конвейер ленточный передвижной 18
Конвейер ленточный передвижной 18
 n 1 – натяжной барабан; 2 – загрузочные воронки; 3 – плужковые загружатели; 4 – верхние роликоопоры; 5 – замкнутая лента; 6 – станина; 7 – передний (приводной) барабан; 8 – загрузочная воронка; 9 – очисное устройство; 10 19 – нижние роликоопоры; 11 привод
n 1 – натяжной барабан; 2 – загрузочные воронки; 3 – плужковые загружатели; 4 – верхние роликоопоры; 5 – замкнутая лента; 6 – станина; 7 – передний (приводной) барабан; 8 – загрузочная воронка; 9 – очисное устройство; 10 19 – нижние роликоопоры; 11 привод
 n По расположению на местности ленточные конвейеры разделяют на стационарные и подвижные, передвижные и переносные, переставные (для карьеров открытых разработок) и надводные, плавающие на понтонах. 20
n По расположению на местности ленточные конвейеры разделяют на стационарные и подвижные, передвижные и переносные, переставные (для карьеров открытых разработок) и надводные, плавающие на понтонах. 20
 n По конструкции и назначению различают ленточные конвейеры общего назначения и специальные: подземные, для пищевой, мукомольно крупяной и комбикормовой промышленности и поточного производства в приборостроительной, радиотехнической и легкой промышленности. 21
n По конструкции и назначению различают ленточные конвейеры общего назначения и специальные: подземные, для пищевой, мукомольно крупяной и комбикормовой промышленности и поточного производства в приборостроительной, радиотехнической и легкой промышленности. 21
 По типу ленты конвейеры бывают с прорезиненной, стальной цельнопрокатной и проволочной лентой. n Наибольшее распространение получили конвейеры с прорезиненной лентой. n 22
По типу ленты конвейеры бывают с прорезиненной, стальной цельнопрокатной и проволочной лентой. n Наибольшее распространение получили конвейеры с прорезиненной лентой. n 22
 n По конструкции прорезиненной ленты, опорных ходовых устройств и передаче тягового усилия различают ленточные конвейеры, у которых лента является грузонесущим и тяговым элементом (основной тип), ленточно канатные и ленточно цепные, у которых лента служит только грузонесущим элементом, а тяговым элементом являются два каната или одна цепь. 23
n По конструкции прорезиненной ленты, опорных ходовых устройств и передаче тягового усилия различают ленточные конвейеры, у которых лента является грузонесущим и тяговым элементом (основной тип), ленточно канатные и ленточно цепные, у которых лента служит только грузонесущим элементом, а тяговым элементом являются два каната или одна цепь. 23
 24
24
 n n n Опорные устройства. Для опоры ленты на участке между концевыми барабанами устанавливают роликоопоры или настил — сплошной (из дерева, стали, пластмассы) или комбинированный (чередование настила и роликоопор). Наибольшее распро странение имеют роликоопоры различных типов и конструкций. 25
n n n Опорные устройства. Для опоры ленты на участке между концевыми барабанами устанавливают роликоопоры или настил — сплошной (из дерева, стали, пластмассы) или комбинированный (чередование настила и роликоопор). Наибольшее распро странение имеют роликоопоры различных типов и конструкций. 25
 n По расположению на конвейере роликоопоры разделяют на верхние (для опоры грузонесущей ветви ленты) и нижние (для опоры обратной ветви). 26
n По расположению на конвейере роликоопоры разделяют на верхние (для опоры грузонесущей ветви ленты) и нижние (для опоры обратной ветви). 26
 27
27
 n Верхние роликоопоры бывают прямыми — для плоской формы ленты и желобчатыми — на двух, трех и пяти роликах. 28
n Верхние роликоопоры бывают прямыми — для плоской формы ленты и желобчатыми — на двух, трех и пяти роликах. 28
 Привод. n В ленточном конвейере движущая сила передается на ленту трением при огибании ею приводного барабана. n 29
Привод. n В ленточном конвейере движущая сила передается на ленту трением при огибании ею приводного барабана. n 29
 n Барабанный привод состоит из барабана, передаточных механизмов (муфт и редукторов) и двигателя, В приводах наклонных конвейеров устанавливают также стопорное устройство (останов) и тормоз. 30
n Барабанный привод состоит из барабана, передаточных механизмов (муфт и редукторов) и двигателя, В приводах наклонных конвейеров устанавливают также стопорное устройство (останов) и тормоз. 30
 31
31
 Натяжные устройства. n В ленточных конвейерах используют винтовые, гидравлические, грузовые, грузолебедочные и грузопружинные натяжные устройства. n 32
Натяжные устройства. n В ленточных конвейерах используют винтовые, гидравлические, грузовые, грузолебедочные и грузопружинные натяжные устройства. n 32
 33
33
 Очистные устройства. n Очистка ленты от прилипших частиц транспортируемого груза — важная задача обеспечения надежной и экономичной эксплуатации ленточных конвейеров. n 34
Очистные устройства. n Очистка ленты от прилипших частиц транспортируемого груза — важная задача обеспечения надежной и экономичной эксплуатации ленточных конвейеров. n 34
 Частицы груза, прилипшие к ленте, напрессовываются на поверхность роликов обратной ветви, вызывают сбег ленты на сторону, ссыпаются с ленты под конвейер, образуя завалы груза. n На уборку груза из под конвейера и очистку роликов требуются большие затраты ручного труда. n 35
Частицы груза, прилипшие к ленте, напрессовываются на поверхность роликов обратной ветви, вызывают сбег ленты на сторону, ссыпаются с ленты под конвейер, образуя завалы груза. n На уборку груза из под конвейера и очистку роликов требуются большие затраты ручного труда. n 35
 Для очистки наружной (грузонесущей) поверхности ленты от прилипших частиц груза применяют при сухих и влажных, но не липких грузах — одинарные или двойные скребки, n а при влажных и липких грузах — вращающиеся щетки n 36
Для очистки наружной (грузонесущей) поверхности ленты от прилипших частиц груза применяют при сухих и влажных, но не липких грузах — одинарные или двойные скребки, n а при влажных и липких грузах — вращающиеся щетки n 36
 37
37
 n Для разгрузки конвейера применяется свободная разгрузка или дополнительные плужные сбрасыватели 38
n Для разгрузки конвейера применяется свободная разгрузка или дополнительные плужные сбрасыватели 38
 39
39
 n Контрольные и предохранительные устройства. Для обеспечения надежной работы конвейера, сокращения обслуживающего персонала и приближения к автоматизации управления на современном конвейере устанавливают комплект контрольных и предохранительных устройств: 40
n Контрольные и предохранительные устройства. Для обеспечения надежной работы конвейера, сокращения обслуживающего персонала и приближения к автоматизации управления на современном конвейере устанавливают комплект контрольных и предохранительных устройств: 40
 n n датчики контроля скорости движения, поперечного сдвига, продольного порыва ленты, целостности тросов в резинотросовой ленте, функционирования системы подачи смазки к редукторам привода и др. При отклонении работы конвейера от нормальной датчики автоматически останавливают конвейер и дают предупредительные сигналы. 41
n n датчики контроля скорости движения, поперечного сдвига, продольного порыва ленты, целостности тросов в резинотросовой ленте, функционирования системы подачи смазки к редукторам привода и др. При отклонении работы конвейера от нормальной датчики автоматически останавливают конвейер и дают предупредительные сигналы. 41
present5.com
Транспортирующие машины. Конвейер, транспортер — презентация онлайн
1 Транспортирующие машины Конвейер, транспортер – машина непрерывного действия для перемещения сыпучих, кусковых или штучных грузов.Основной классификационный признак конвейера – тип тягового и грузонесущего органов.
Различают конвейеры с ленточным, цепным, канатным и другими тяговыми органами и конвейеры без тягового органа (винтовые, инерционные, вибрационные, роликовые).2 По типу грузонесущего органа конвейеры могут быть: ленточные, пластинчатые, скребковые, подвесные грузонесущие, толкающие, тележечные, ковшовые и люлечные, а также винтовые, инерционные, вибрационные, роликовые.
По принципу действия различают конвейеры, перемещающие груз на непрерывно движущейся сплошной ленте или настиле, в непрерывно движущихся ковшах, подвесках, платформах, тележках;
по неподвижному желобу или трубе непрерывно движущимися скребками.
По назначению различают конвейеры стационарные и передвижные для сыпучих, штучных грузов, по направлению перемещения грузов – с вертикально замкнутой, горизонтально замкнутой и пространственной трассами.3 По конструкции конвейеры делят на ленточные, ковшовые, винтовые и вибрационные.
У ленточных и ковшовых конвейеров транспортируемый материал перемещается бесконечной лентой или цепью;
у винтовых и вибрационных — вращением или колебанием жесткого рабочего органа в виде винта или желоба.4 Ленточные конвейеры.
Применяют для непрерывного транспортирования различных материалов в горизонтальном или наклонном направлениях.
Они обеспечивают высокую производительность (до нескольких тысяч тонн в час) и значительную дальность транспортирования (до нескольких десятков километров).
В строительстве используют передвижные и стационарные ленточные конвейеры, перемещающие грузы на сравнительно небольшие расстояния.56 Принципиальная схема ленточного конвейера а – схема конструкции;
б – роликоопоры;
в – схема усилий на приводном барабане;
1 – грузового натяжного устройство;
2 – натяжной барабан;
3 – воронка;
4 – бесконечная прорезиненная лента;
2 – приводной барабан;
5 – верхние роликоопоры;
6 – приводной барабан;
7 – отклоняющий барабан;
8 – нижние роликоопоры;
9 – электродвигатель;
10 — редуктор Основным транспортирующим и тяговым органом ленточного конвейера является бесконечная прорезиненная лента4, огибающая два барабана – приводной6 и натяжной2.
Вращение барабан получает от приводного электродвигателя10 через редуктор9.
Для увеличения тягового усилия рядом с приводным барабаном устанавливают отклоняющий барабан 7, увеличивающий угол обхвата а верхняя рабочая и нижняя холостая ветви поддерживаются верхними 5 и нижними8 роликоопорами.
В целях получения наибольшей производительности конвейеров их верхние роликоопоры делают желобчатой формы, при прохождении по которым лента той же ширины способна нести больше материала по сравнению с плоской.
Для предотвращения провисания ленты между роликоопорами, а также для увеличения тягового усилия лента предварительно натягивается по-средством винтового или грузового натяжного устройства1.
Загрузка транспортируемого материала на ленту производится через специальную воронку3.
Съем материала может производиться через приводной барабан или в промежуточных пунктах с помощью специальных сбрасывающих устройств.7 Производительность ленточных конвейеров (т/ч) П=3600 F v, где F – площадь поперечного сечения потока материала, м2;
v – скорость движения материала, м/с;ρ – плотность материала, т/м3.
МТУ8 Пластинчатые конвейеры9 При транспортировании материалов с острыми кромками, перемещения горячих материалов, деталей и изделий применяют пластинчатые конвейеры, у которых тяговым органом являются две бесконечные цепи, огибающие приводные и натяжные звездочки.
К тяговым цепям прикрепляют металлические пластины, перекрывающие друг друга и исключающие просыпание материала между ними.
Недостатками пластинчатых конвейеров являются:‒ большая масса настила и цепей и их высокая стоимость;‒ наличие большого количества шарниров цепей, требующих дополнит
ppt-online.org
Лекция 4 проектирование АТК. Расчет ленточных конвейеров
Обратная связь
Если не удалось найти и скачать доклад-презентацию, Вы можете заказать её на нашем сайте. Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Email: [email protected]
Мы в социальных сетях
Социальные сети давно стали неотъемлемой частью нашей жизни. Мы узнаем из них новости, общаемся с друзьями, участвуем в интерактивных клубах по интересам
ВКонтакте >
Что такое Myslide.ru?
Myslide.ru — это сайт презентаций, докладов, проектов в формате PowerPoint. Мы помогаем учителям, школьникам, студентам, преподавателям хранить и обмениваться своими учебными материалами с другими пользователями.
Для правообладателей >
myslide.ru
Конвейеры — презентация
Конвейер ленточный (транспортер) стационарный и передвижной- машина непрерывного действия, несущим тяговым органом которого является гибкая лента.Ленточные конвейеры предназначены для горизонтального и плоско-наклонного перемещения сыпучих, кусковых и штучных грузов на короткие, средние и дальние расстояния. Ленточные конвейеры классифицируются по следующим признакам: 1. По области применения: на конвейеры общего назначения специальные ( для погрузочных машин, транспортирования людей, передвижные и др.) подземные 2. . По форме трассы: простые, с одним прямолинейным участком сложные — с ломаной трассой, состоящие из горизонтальных и наклонных участков, соединенных перегибами криволинейные , изгибающиеся в плоскости ленты (пространственные) 3. По направлению движения груза: подъемные , с уклоном вверх спусковые (бремсберговые) — с уклоном вниз 4. По форме ленты и размещению груза на ней: с плоской и желобчатой лентой с верхней ( основной тип) с нижней или с обеими несущими ветвями 5. По типу тягового элемента: с резинотканевой лентой с резинотрассовой лентой со стальной лентой с проволочной лентой 6. По углу наклона трассыгоризонтальные пологонаклонные крутонаклонные вертикальные 4 — лента, 1-рама 4-лента2-натяжной барабан 5-роликоопоры 3-приводной барабан 6-загрузочный бункер Пластинчатые конвейеры- конвейеры у которых тяговым органом является цепь (одна или две), а грузонесущем органом – жесткий металлический или, реже деревянный, пластмассовый, резинотканевый настил (полотно), состоящий из отдельных пластин, которые закреплены на цепях, движущихся по направляющим путям Преимущества пластинчатых конвейеровбольшая приспособленность для транспортирования крупнокусковых, острокромочных, горячих и других подобных грузов, вызывающих повреждение ленты;возможность транспортирования более широкого ассортимента насыпных, навалочных и штучных грузов;большое разнообразия трасс транспортирования ( включая горизонтально-замкнутые и пространственные с более крутым подъёмом ( до 60 градусов) и меньшим радиусом переходов с одного направления на другое, что обеспечивает компактность конвейера;большая площадь сечения груза на полотне (при лотковой форме настила) и высокая производительность при относительно небольшой скорости движения Недостатки пластинчатых конвейеровбольшая масса, сложность изготовления и высокая стоимость ходовой части (пластинчатый настил с цепями), меньшая скорость движения полотна по сравнению со скоростью ленточного конвейера;сложность промежуточной разгрузки конвейера с бортовым настилом;усложнение эксплуатации из-за большого числа шарнирных соединений, требующих постоянного наблюдения и ухода (очистки, смазывания) и подверженных повышенному износу;сложность замены изношенных катков;значительно большие сопротивления движению (по сравнению с ленточным конвейером, в связи с большой собственной массой несущего полотна Скребковые конвейеры- конвейеры тяговым органом которых являются цепи, а перемещение груза осуществляется волочением по желобу или настилу при помощи скребков, прикреплённых к цепям.
Эти машины применяют тогда, когда необходимо распределить груз между несколькими технологическими агрегатами, или для перемещения грузов под большим углом наклона (например, для подачи сыпучих грузов из штабеля в автомобиль-самосвал) Простота конструкции Малая высота Безопасность Возможность транспортирования разнообразных грузов (хорошо сыпучих, порошкообразных, острокромчатых, химически активных, горячих и при низкой температуре) по сложным трассам без перегурзки Герметичность Отсутствия пыления, пожаро-и взрывоопасности, потерь и загрязнения груза Простота автоматизации и разгрузки во многих точках трассы.
Измельчение грузов (в меньшей степени у конвейеров сплошного волочения с низкими скребками)Значительный расход энергии Повышенный износ движущихся частей и желобов ( особенно при перемещении абразивных грузов)Шум, создаваемый при трении груза и заклинивания скребкового полотна в конвейерах с закрытым желобом, а также возможность «всплывания» скребков над грузом.
Элеватор ленточный ковшовый Элеваторы ковшовые ленточные применяют для перемещения насыпных грузов — пылевидных, зернистых/ кусковых грузов (цемента, химикатов, песка, зерна, муки, угля, торфа и т.п.) на высоту до 36 метров.
На предприятиях химической, металлургической и машиностроительной промышленности (в литейных цехах), в производстве строительных материалов и огнеупоров, в зернохранилищах, пищевых комбинатах и т.п.
Элеватор используют только для подъема грузов от начального до конечного пункта без промежуточной загрузки и разгрузки. 1-конвейерная лента2-ковшы3-приводной барабан4-5-6-разгрузочный башмак7-натяжной барабан Работа элеватора происходит следующим образом:
Насыпной груз поступает в нижнюю часть элеватора через загрузочную воронку, засыпается в ковши, поднимается вверх и выдается за счёт центробежной силы через разгрузочный патрубок, расположенный в верхней части.
При подаче материала в загрузочный носок нижней секции необходимо обеспечить равномерность подачи материала.
Перегрузка элеватора транспортируемым материалом не допускается.
Производительность агрегата подающего в элеватор материал не должна превышать максимальной производительности элеватора в соответствии с данным руководством по эксплуатации.
Неравномерная, превышающая производительность элеватора подача материала может привести к заклиниванию натяжного барабана и останову элеватора.
freedocs.xyz