Метод мембранного пресса
Принцип и конструкция мембранного пресса разработаны Дж. Ричардсом (1938, 1947). В настоящее время существует много вариантов этого метода. В основу приводимого положен способ выравнивания потенциалов ненасыщенной почвы и свободной воды путем повышения внешнего давления над почвой. При этом на приборе измеряется разность давления АР, необходимая для выравнивания ц,п и лв.[ …]
В керамических мембранах АР не больше 2—3 атм, в пленочно-целлофановых или ацетатцеллюлозных достигает десятков атмосфер.[ …]
Навеска абсолютно сухой почвы, равно как и величина исходной капиллярной влажности, должна быть известна. В зависимости от площади мембраны и почвенного кольца берут один или несколько образцов почвы, которые устанавливают на мембранном прессе. Перед определением должна быть проверена герметичность установки.[ …]
Давление в нижней камере постоянно и равно 101 кПа. Его при измерении принимают за нулевое. Конец вывода трубки (внизу) опускают в измерительную бюретку.[ …]
Начинают с минимального давления 5,05 кПа, при этом цп = = 5 Дж/кг. Поддерживают заданное давление до прекращения выделения воды. Замеряют в бюретке объем выделившейся воды V, затем с помощью, сжатого азота создают разное давление (50,5; 101; 303; 505; 1010; 1515 кГ1а и т. д.) и измеряют каждый раз объем выделившейся воды (Уа, У3, К,…, Уп) и остаточную влажность почвы №з, 1 4, • ■ ■, У?п)- Последнюю определяют по объему выделившейся воды или методом сушки (каждый раз как меняется давление).[ …]
Данные измерений вносят в таблицу и строят график зависимости потенциала от влажности.[ …]
Мембранный пресс позволяет измерять влажность при давлениях почвенной влаги в пределе 101—3030 кПа.[ …]
Модификация мембранного пресса. Предложенный мембранный тензиометр (Мичурин, 1975) измеряет капиллярно-адсорбционное давление в пределе 100—1500 кПа. Основные его части— пресс, баллон с сжатым воздухом, газовый редуктор ДКП-1-65, баллон-ресивера для сглаживания колебания давлений в камере высокого давления, перепускной кран, регулирующий давление в обоих направлениях (рис. 49).[ …]
Нижняя плита (15) с латунной сеткой (1) и пористой мембраной, трубкой (16) соединена с устройством для удаления газа (17) (шприц емко-костью 20 см3 и сменная микробюретка) . Верхняя часть бюретки соединена с компенсационным сосудом (9). В специальные совмещающие канавки на плитах укладывают две резиновые уплотнительные прокладки. Из них одна (3) служит для герметизации камеры высокого давления, другая (2) предотвращает вытекание жидкости из подмем-бранного пространства. В качестве мембраны используется смоченная целлофановая пленка.[ …]
Перед работой в полость плиты укладывают две латунные опорные сетки. В верхней сетке размер ячеек 0,25 мм, что предохраняет от разрыва мембрану, в нижней сетке размер ячеек 0,5 мм, чем обеспечивается свободное движение жидкости в подмембранном пространстве. Образцы почвы в металлическом кольце (4) устанавливают в центральной части мембраны. Затем укладывают уплотнительную прокладку (2), накладывают верхнюю плиту с прокладкой (3), прижимают плиты друг к другу червячным домкратом. В камеру с помощью редуктора и баллона-ресивера дают невысокое давление, не повреждающее мембрану при прокачке жидкости.[ …]
Рисунки к данной главе:
Вернуться к оглавлениюru-ecology.info
Пресса — общее назначение — Большая Энциклопедия Нефти и Газа, статья, страница 1
Пресса — общее назначение
Cтраница 1
Прессы общего назначения позволяют выполнять большинство технологических операций листовой штамповки. [1]
Прессы двойного действия, как и прессы общего назначения, выпускают различных конструктивных модификаций. Техническая характеристика прессов двойного действия предусматривает дополнительные параметры для наружного ползуна: номинальное усилие, длину хода, наибольшее расстояние между столом и ползуном, величину регулировки штамповой высоты и размеры рабочей плоскости. [2]
В качестве оборудования могут быть использованы как прессы общего назначения ( в основном механические и гидравлические прессы простого действия), так и специальные прессы или станки. В первом случае необходимая быстрота переналадки достигается за счет конструкций штампов. Во втором случае переналадка производится либо сменой или переналадкой инструмента, либо использованием принципов группового метода, для чего служит комплект инструментов, позволяющий обработать без переналадки целую группу деталей. Состав оборудования определяется конкретными условиями производства ( конструкциями штампуемых деталей, величиной партий и пр. [3]
Специализированные кривошипные прессы применяют в тех случаях, когда выполнение операций на
Специализированные кривошипные прессы применяют в тех случаях, когда выполнение операций на прессах общего назначения затруднительно или невозможно. [6]
При выборе муфт рекомендуется пользоваться следующими положениями: кулачковые муфты как наиболее простые в изготовлении следует применять в тихоходных прессах; пальцевые муфты включения, имеющие небольшие подвижные массы и простые в изготовлении, следует применять в прессах с автоматическими подачами, где не требуется частых включений и выключений; муфты с поворотной шпонкой следует применять в прессах общего назначения, работающих в основном на одиночных ходах при большем числе включений. [7]
По технологическому признаку различают прессы общего и специального назначения. Прессы общего назначения, имеющие наибольшее распространение в приборостроении, являются прессами простого действия. Эти прессы имеют один ползун и применяют для всех основных операций холодной штамповки. К прессам специального назначения относят прессы двойного и тройного действия, имеющие соответственно два или три ползуна и предназначенные для выполнения комбинированных операций и сложных вытяжных работ. [9]
По технологическому признаку прессы подразделяются на два типа: общего и специального назначения. К прессам общего назначения относятся универсальные кривошипные прессы простого действия, а к прессам второго типа — вытяжные прессы двойного и тройного действия, многопозиционные прессы, прессы-автоматы, чеканочные и др. Прессы общего назначения предназначаются для выполнения самых разнообразных, но в основном простых работ, а прессы специального назначения — для более сложных вытяжных и других работ. По числу шатунов прессы подразделяются на одно -, двух — и четы-рехшатунные. [10]
Далее детали классифицируют по применяемому оборудованию, которое может быть универсальным или специализированным. К универсальному оборудованию относят прессы общего назначения — механические кривошипные и гидравлические, так как на них можно выполнять самые разнообразные штамповочные операции. [11]
По технологическому признаку прессы подразделяются на два типа: общего и специального назначения. К прессам общего назначения относятся универсальные кривошипные прессы простого действия, а к прессам второго типа — вытяжные прессы двойного и тройного действия, многопозиционные прессы, прессы-автоматы, чеканочные и др. Прессы общего назначения предназначаются для выполнения самых разнообразных, но в основном простых работ, а прессы специального назначения — для более сложных вытяжных и других работ. По числу шатунов прессы подразделяются на одно -, двух — и четы-рехшатунные. [12]
Необходимо указать три группы машин ( прессов) для штамповки листовой, объемной и порошковых масс. Прессы для листовой штамповки по сравнению с прессами для объемной штамповки должны быть более универсальными, а их штамповое пространство и величина хода — достаточно большими. Для объемной штамповки характерны большие сопротивления деформации и сравнительно небольшие размеры штампов и деформируемых тел. При горячей штамповке необходима кратковременность процесса деформации, поэтому прессы должны быть быстроходными. Для обеспечения требуемой точности и минимума энергетических затрат прессы для объемной штамповки должны обладать высокой жесткостью. В каждой группе прессов можно выделить две подгруппы:
Страницы: 1
www.ngpedia.ru
Принцип работы, основные части и узлы координатно-пробивного пресса

1. Принцип действия дыропробивных прессов с ЧПУ
(на примере пресса серии MP7 YANGLI)
1.1 Главный привод пробивного станка с ЧПУ
В координатно-револьверных пробивных прессах с ЧПУ серии MP7 предусмотрен механический главный привод, в состав которого входят электродвигатель и маховик, соединенные клиноременной передачей. После получения от ЧПУ команды на выполнение пробивки активируется главный клапан, отключается стопорное устройство, срабатывает муфта сцепления, маховик приводит в движение коленчатый вал, а тот перемещает в нижнее положение ползун и боек, который ударяет по пуансону штампа, укрепленного на револьверной головке. Затем коленчатый вал возвращает данные элементы в верхнее положение. В этот момент ЧПУ дает команду останова пробивки. По достижении ползуном верхнего конечного положения включается стопорное устройство, разъединяется муфта сцепления, а оси X и Y перемещаются в следующее заданное положение для выполнения очередного цикла пробивки.
1.2 Функционирование револьверной головки пресса
Назначение револьверной головки заключается в выборе и установке требуемых штампов. Револьверная головка включает в себя серводвигатель, зубчатый редуктор, цепи, барабаны и установочную шпильку. Когда ЧПУ дает команду выбора определенного штампа, барабан, управляемый серводвигателем, поворачивается в заданное положение, а установочная шпилька входит в соответствующее гнездо барабана, обеспечивая соосность пуансона и матрицы. Данная револьверная головка представляет собой механизм европейского типа; она имеет облегченное исполнение, но в то же время позволяет применять штампы с длинными направляющими, благодаря оснащению втулочным узлом особой конструкции. Сдвоенная система, реализованная в револьверной головке, гарантирует соосность пуансона и матрицы, значительно продлевая срок службы штампов. Втулочный узел упрощает устройство револьверной головки и способствует ее долговечности. В станке могут использоваться штампы с длинными направляющими любого мирового производителя, поскольку они взаимозаменяемы.
1.3 Механизм подачи дыропробивного пресса

В координатно-пробивном прессе с ЧПУ типа MP7 длина хода каждой из осей X и Y составляет 1250 мм. Механизм подачи состоит из серводвигателя, высокоточных шарико-винтовых пар, направляющей качения, пневматического зажима и др. Крупногабаритный рабочий стол в стандартной комплектации имеет ширину 2700 мм. Покрытие стола выполнено из технического пластика. Для поддержки листового материала используется система щеток из нейлона высокой плотности и пневмозажим.
Подача оси Y осуществляется посредством шарико-винтовой пары, приводимой в действие серводвигателем через редуктор.
Шарико-винтовая пара придает движение траверсе с зажимом.

Заготовка, удерживаемая зажимом, перемещается вперед-назад, занимая заданное положение для пробивки отверстий.
Подача оси X осуществляется посредством шарико-винтовой пары, приводимой в действие серводвигателем через передачу с зубчатым синхронизирующим ремнем. Шарико-винтовая пара придает движение каретке с зажимом, которые перемещают заготовку вправо-влево, в заданное положение для пробивки отверстий.
1.4 Механизм повторного позиционирования пресса
Для обработки крупногабаритных листов без потери точности в координатно-револьверном дыропробивном прессе с ЧПУ предусмотрен механизм повторного позиционирования. После однократного повторного позиционирования точность обработки остается неизменной.
2. Основные части и узлы револьверного пробивного пресса
2.1 Состав револьверной головки дыропробивного пресса
Револьверная головка состоит из верхнего и нижнего барабанов, а также привода.

Назначение револьверной головки заключается в размещении штампов и выборе из них штампа, требуемого для пробивки.
2.1.1 Привод револьверной головки координатно-пробивного станка
Для достижения надлежащих скорости и момента вращения револьверная головка оснащена зубчатым редуктором. С целью синхронизации барабанов в верхнем из них используется цепная передача, в нижнем – натяжная втулка. Привод работает следующим образом.
Серводвигатель переменного тока через зубчатый редуктор передает вращение к осям, синхронизируя поворот верхнего и нижнего барабанов посредством цепной передачи. Для натяжения цепи приводной вал снабжен регулировочными винтами и контргайками.
2.1.2 Верхний и нижний барабаны револьверной головки
Верхний и нижний барабаны предназначены для размещения штампов и выбора тех из них, которые требуются в процессе работы.
Барабаны движутся под действием привода, сообщающего вращение их осям через зубчатый редуктор и звездочки.
2.2 Состав главного привода пробивного пресса
Для соединения и разъединения кинематической связи между электродвигателем и ползуном предусмотрены муфта сцепления и стопорное устройство. Для накопления энергии на холостом ходу электродвигателя используется маховик. Станок предназначен, главным образом, для работы в режиме единичных циклов пробивки.
Электродвигатель передает вращение на маховик посредством ременной передачи с малым шкивом. Механическая блокировка муфты сцепления и стопорного устройства позволяет осуществлять перемещение ползуна или его останов.
2.3 Узел подачи дыропробивного пресса с ЧПУ
Узел подачи состоит из подвижных частей X, Y и зажимов. Основное его назначение - установка координат отверстий на листе в направлениях X и Y. Кинематические схемы подвижных частей X и Y идентичны.
Зажимы используются для удерживания заготовки.

Механизм привода представляет собой серводвигатель переменного тока, передающий вращение через редуктор к шарико-винтовой паре, осуществляющей подачу двух зажимов в направлении Y.
Смазка гнезд подшипников и винтовых гаек осей X и Y полностью автоматизирована и не требует вмешательства пользователя.
Для предотвращения прогиба листов при высокоскоростной подаче рабочий стол оснащен щеточной системой поддержки.
Для задания исходного положения листа в направлении X установлены два автоматических ограничительных устройства контроля ноля. Если используется лист большого размера, задействуется палец контроля ноля в центральной части, если лист малого размера – палец, расположенный на краю. Смена пальцев контроля ноля выполняется с помощью переключателя, находящегося на траверсе.
Исходное положение листа в направлении Y задается раствором губок двух зажимов.
Зажимы используются для удерживания заготовки. Механизм привода представляет собой серводвигатель переменного тока, передающий вращение через распределительную коробку к шарико-винтовой паре, осуществляющей подачу двух зажимов в направлении Y.
Оба зажима укреплены на каретке. Их положение можно свободно изменять в соответствии с размером листа. После того как положение должным образом отрегулировано зажимы фиксируют на каретке нажатием рукоятки.
2.4 Воздухопроводы револьверно-пробивного станка (пневмосистема)
В станке должен использоваться чистый и сухой сжатый воздух. Давление в воздухопроводах – 0,55 МПа, расход воздуха составляет 1500 л/мин. Воздушная линия оборудована защитой по давлению: если давление воздуха упадет ниже 0,45 МПа, станок сразу же остановится.
Для осушки и очистки воздуха имеются водоотделитель и воздушный фильтр, требующие регулярного дренажа.
Трубопровод оснащен смазочным маслораспылителем. Количество масла необходимо контролировать. Если масла слишком мало, его следует добавить. В качестве смазочного масла используется машинное масло марки 32.
При использовании воздушного компрессора он должен иметь следующие параметры:
Расход масла не менее 1,5 м3/мин
Рабочее давление не менее 0,7 МПа
2.5 Смазочная система координатно-пробивного пресса с ЧПУ
Смазочная система состоит из подсистем автоматической концентрированной смазки и точек ручной смазки.

Автоматическая концентрированная смазка предназначена, в основном, для подшипников шарико-винтовых пар, направляющей качения и нижнего основания. Она выполняется периодически по команде ЧПУ. Когда количество масла, поступающего из масляного резервуара, оказывается недостаточным, включается реле давления и станок прекращает работу.
stanok-kpo.ru
Координатно-пробивной пресс, принцип и особенности работы
Координатная пробивка и листовая штамповка, что по сути одно и то же, представляют собой обработку листового металла на специальном оборудовании — координатно-пробивном прессу. Эта технология позволяет получать из листа металла толщиной до шести миллиметров практически любые детали. Раскрой листа при помощи координатной пробивки металла чаще всего применяется для производства корпусных деталей, листовых деталей механизмов, крепежных пластин, кронштейнов и прочей продукции.
Координатно-пробивной пресс – это целый ряд преимуществ в производстве изделий из металла: он обладает высокой производительностью и точностью, обладает быстрой сменой пробивочного оборудования. Современные координатно-пробивные прессы выполнены по европейским технологиям, с учетом всех современных технологий. Современные координатно-пробивные прессы отличаются высокой производительностью и точность операций вырубки, пробивки и формовки. Управляемые ЧПУ установки обеспечивают выполнение всех операций по раскрою в автоматическом режиме и с минимальным участием оператора. Координатно-пробивные прессы с электромеханическим сервоприводом благодаря высокой точности вертикального движения пуансона позволяют выполнять операции по формообразованию.
Как работает координатно-пробивной пресс
Итак, координатная пробивка металла на современном станке выглядит следующим образом. Лист укладывается на стол станка. Оператор, пристыковывая лист к специальному выдвижному упору, нажимает специальную клавишу на станке. Выезжают захваты и зажимами накрепко цепляют лист. Позиционирующий механизм состоит из приводов, двигающих захваты вместе с листом по двум осям. Скорость передвижения столь велика, что для работы с тонколистовым металлом ее приходится специально занижать, так как от резких толчков, на металле возникают «волны», от чего теряется точность, мнется лист.
Лист движется по столу довольно быстро. Толстый металлический лист имеет довольно большой вес (до 50кг и более). Для облегчения движения листа используют два основных типа покрытия рабочего стола станка – щеточное и шариковое либо комбинированное. Щетки отлично подходят для работы с тонким и легким листом. Щетки представляют собой расположенные сеткой пучки жесткой нейлоновой щетины. Шариковый стол – запрессованные в оправки металлические шарики, расположенные также в виде сетки. Шарики позволяют работать с толстым и тяжелым листом металла.
Координатная пробивка металла при спозиционированном листе происходит следующим образом. Вначале специальное прижимное кольцо на верхней части пробивного инструмента прижимает лист к матрице (нижней части пробивного инструмента). Далее пуансон с огромным усилием (до двухсот тонн) бьет по листу, пробивая его. Затем пуансон под воздействием мощных возвратных пружин возвращается в исходное положение, прижимное кольцо отпускает лист, который тут же двигается для следующей операции.
Современные высокопроизводительные станки производят до десяти и более ударов в секунду. Конечно, в реальных условиях эти показатели, как правило, ниже, но не намного. Представьте себе все описанные движения тяжелого листа металла и деталей пробивного инструмента по 3-7 раз в секунду и поймете, насколько совершенны современные координатно-пробивные станки. Работающий в режиме перфорации пробивной станок издает звук, напоминающий автоматную очередь. При этом лист металла уверенно «дергаясь» проходит весь путь согласно заданной программе.
Возможности современного координатно-пробивного оборудования:
- На высокой скорости и с максимальной точностью производить перемещение листа в процессе координатной пробивки под позицию вырубки;
- Осуществлять высокоточное позиционирование и пробивку металла за счет шлифованных закаленных продольных и поперечных направляющих;
- Выполнять полную обработку листа, размеры которого лежат в пределах зоны обработки, и обработку листа большего размера с автоматическим перехватом за счет программируемого съемника;
- Значительно сокращать время перемещения и выгрузки готовых деталей за счет присутствия откидного лотка и желоба для мелких деталей ;
- Достигать высокого постоянства усилия вырубки отверстий за счет применения электрогидравлического привода штосселя и адаптивного управления числом ходов;
- Производить быстрый поворот инструмента на любой угол во время позиционирования листа, сокращать количество применяемых инструментов и время их установки;
- Обеспечивать высокую стойкость инструмента за счет автоматического контроля глубины погружения в листовой металл;
Координатная пробивка металла позволяет осуществлять обработку с высочайшей точностью и производительностью. Точность может достигать 0,05мм. По сравнению с лазерной резкой на некоторых деталях сравнимые по стоимости с лазером пробивные машины способны достигать более чем десятикратной производительности.
vitcompany.com.ua
Пресс-подборщик — принцип работы и назначение
Пресс-подборщики используются в сельскохозйственной сфере для того, чтобы собирать валки из подсушенной травы для последующего прессования. Затем тюк или рулон обматывается связывающим материалом и выталкивается наружу на лоток сброса. Использование этих машин позволяет существенно повысить качество соломы и сена, также существенно уменьшается количество тяжелого ручного труда. Влажность сена не должна быть больше 25%. При этом тюки и рулоны могут продолжать досушиваться в амбаре. В зависимости от способа формования соломенной или сенной массы, пресс-подборщики разделяют на два семейства: рулонные и тюковые.
1. Тюковые пресс-подборщики
— Принципиальное устройство и особенности использования.
Этот вид сельскохозяйственных машин, в зависимости от модификации, может использоваться как в больших хозяйствах, так и в малых фермерствах. Особенно ощутима при их использовании экономия, ведь в отличие от уборки вилами вручную не происходят потери на поле и при транспортировке. Как показывает опыт, любой пресс-подборщик может пройти дополнительную комплектацию, после чего его возможности могут существенно расшириться.
Система для упаковки тюков у каждого производителя. Благодаря новым материалам и способам вязки каждый год пресс-подборщики становятся более экономичными. Уплотнение в тюках равномерно настолько, что каждая упаковка имеет стандартизованную массу и размеры, при условии, что сено будет состоять только из одной культуры растений. При такой прессовке продукция не теряет своих полезных качеств
Некоторые модели пресс-подборщиков также позволяют связывать тюки в пакеты, что значительно ускоряет погрузку/разгрузку на месте назначения. Подборщик собирает сено практически дочиста благодаря кривым зубьям, закрепленным на специальных валах. Даже у тюкового подборщика имеется рулонный агрегат подобный тому, который установлен в рулонных пресс-подборщиках. Поток сена, захватываемый зубьями, направляется под прижимные вальцы, высота которых над лотком позволяет менять толщину слоя, сворачиваемого в тюк. Прессующе-захватный элемент может базироваться не только на вальцах, есть также варианты исполнения на ременном транспортере и на пластинчатом транспортере. Существенных отличий в плотности упаковки или качестве формования массы сена нет, есть только разница в обслуживании. Все конструкции примерно равноценны по сложности и стоимости ремонта.
Захват обычно производится по ширине в 2-2.5 метра. Такое ограничение связано с тем, что обычно валки имеют ширину не более 1 метра, но при этом вокруг может быть много разбросанного сена, которое также подбирается. Ещё лимитированная ширина сбора обусловлена областью обзора тракториста. Периодически необходимо следить за состоянием машины, что очень удобно делать при помощи установленной сверху кабины камеры заднего вида.
Камера, где формуется тюк может быть постоянного или изменяемого размера. После того, как тюк набит (контроль производится по массе), специальное устройство обвязывает его. Обычно скорость перемещения по полю колеблется в пределах 10-15 км/ч. Существуют также особо быстрые пресс-подборщики, которые используются для срочной уборки полей. Их рабочая скорость может достигать 40 км/ч. Повысить скорость любого пресс-подборщика можно, если установить на него тандемную ось с пружинами.
В каждом таком агрегате есть специальный отсек, в который загружаются катушки или шпули со связывающим материалом. Это может быть шпагат, капроновая веревка или даже мягкая проволока. Натяжение обеспечивается специальным натяжным аппаратом, а выполняет обвязку и вяжет узлы вязальный аппарат.
Технические особенности функционирования тюковых пресс-подборщиков.
Прессование в тюковых модификациях происходит посредством возвратно-поступательного движения. Проще говоря, он скатывает слои так же, как мы скатываем бумагу ладонями в шар. Длина, ширина и высота тюков регулируется прессующими стенками в специальной камере. Она может быть как постоянного размера, так и изменяемого. Обычно для связывания применяется синтетическая бечевка. Всё управление размерами тюка и его плотностью может осуществляться как из кабины, так и при помощи специального пульта, который находится сбоку агрегата.
Управление скоростью и траекторией осуществляется непосредственно трактористом во время движения при помощи гидрораспределительного рычага. Все механизмы подборщика приводятся в действие посредством жесткой ременной передачи, которая работает без смазывания.
На поле часто попадаются палки, мусор, выброшенный людьми, металлолом. Поэтому на каждой из таких машин установлена специализированная защита от попадания в массу сена инородных предметов. Может работать либо аварийный сброс, либо частичный сброс. В случае заклинивания шкивы с рабочими ремнями сводятся ближе друг к другу, чтобы ремень проскальзывал и не передавал усилие. Есть ещё один защитный механизм, который основан на защитной обгонной муфте. Он стоит между карданом и маховиком, передавая усилие между ними. Если что-то жестко блокирует работу подборщика, то он муфта расцепляется, а маховик моментально останавливается башмаком фрикционного тормоза. На некоторых моделях пресс-подборщиков есть специальный контейнер, который может накапливать любые включения, отличные от сена или соломы. Это гарантирует исключительное качество продукции.
Во всех пресс-подборщиках имеется защита от переполнения бункера, которая срабатывает при помощи особого тензодатчика, расположенного в верхней стенке прессовальной камеры.
2. Рулонные пресс-подборщики.
Они практически ничем не отличаются от тюковых пресс-подборщиков по принципу сбора сена или соломы на поле. Основное отличие – в прессовальной камере. Шпагат для вязки рулонов всегда находится в напряжении при помощи натяжного устройства. Как только с транспортера слой спрессованного сена попадает в камеру, его с боков подхватывают две вилки, которые начинают закручивать рулон. Прессовальная камера имеет форму барабана с направляющими ребрами, которые позволяют более плотно укладывать травинки. Вращение на вилки передаётся посредством прессующего ремня. Как только масса рулона достигает определенного показателя, поток поступающего сена прекращается, и барабан делает несколько десятков быстрых оборотов для уплотнения при помощи центробежной силы. На последних оборотах из шпули выпускается шпагат, который обматывает сено по спирали. Вязальная головка делает крепкие узлы, после чего тюк выталкивается поршнем на поле или же на специальный прицеп.
Заключение.
Часто начинающие фермеры не знают, какой пресс-подборщик лучше выбрать – рулонный или тюковый. Всё зависит от поставленных задач. Максимально уплотнить сено в грузовике или на лафете можно только в тюках. Зато рулоны можно легко закатывать на платформы при помощи ручной силы или же при помощи техники. Размеры рулона могут быть очень большими, поэтому освободить поле удастся значительно быстрее. Тюки более удобно складываются штабели и скирды, рулоны же приходится хранить стоя для того, чтобы в них хорошо циркулировала влага. Также можно точно сказать, что рулоны больше подходят для крупных хозяйств, а для мелких больше подходят тюки.
www.kstovo-st.ru
Описание рабочего процесса пресс-подборщика | Подробно о тракторах и сельскохозяйственной технике
Формирование и обвязка тюков происходят в прессовальной камере. Основные элементы, участвующие в этом процессе, смотрите на изображении ниже.
Прессовальная камера пресс-подборщика, прямоугольная в сечении и сужающаяся к выходу, расположена горизонтально. Внутри камеры движется возвратно-поступательно поршень, приводимый в действие шатуном кривошипно-шатунного механизма.
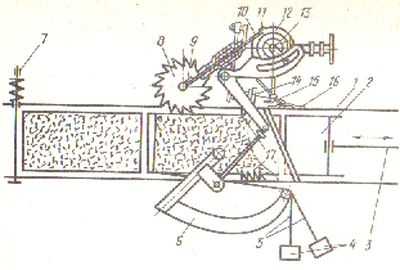
Прессовальная камера с вязальным аппаратом: 1 – прессовальная камера; 2 – поршень; 3 – шатун; 4 – кассеты; 5 – проволока или шпагат; 6 – игла; 7 – регулятор плотности; 8 – мерное колесо; 9 – палец; 10 – рычаг включения; 11 – собачка; 12 – муфта; 13 – вал; 14 – нож-зажим; 15 – крючок-вязатель; 16 – направляющая проволочки; 17 – пазообразователь.
Для обвязки тюков в дна обхвата на прессовальной камере установлен вязальный аппарат. Он включает в себя:
- две кассеты с проволокой или шпагатом
- две иглы
- мерительное колесо
- муфту включении привода вязального аппарата
- два ножа-зажима
- два крючка-вязателя
- направляющую проволоки.
Принцип работы
Перед началом формирования очередного тюка, проволока, концы которой закреплены в ножах-зажимах, огибая пальцы направляющей, проходит через прессовальную камеру и ролики игл к кассетам.
При каждом рабочем ходе поршня количество сена в прессовальной камере увеличивается. Оно давит на ранее сформированный и увязанный тюк, продвигая его к выходу. Проволока, вытягиваясь из кассет, охватывает тюк с трех сторон. Спрессованная масса при обратных ходах поршня удерживается в спрессованном состоянии зубьями пазообразователей.
При движении в прессовальной камере, масса сена поворачивает мерительное колесо, которое, сделав один оборот, пальцев воздействует на рычаг включения муфты привода вязального аппарата.
Как только выступ-упор, расположенный на внутренней поверхности ведущей части муфты, подойдет к ролику собачки, начинает вращаться кривошипный вал. Иглы из нижнего положения перемещаются в прессовальную камеру. Пройдя через окна в прессовальной камере и пазы поршня, они укладывают проволоку на крючки-вязатели и в пазы ножей зажимов и, тем самым охватывают проволокой тюк ос стороны поршня.
Крючки-вязатели пресс-подборщика поворачиваются и захватывают оба конца проволоки. Проволока, уложенная иглами в пазы зажимов, зажимается и перерезается. При этом концы проволоки, ветви которых идут к иглам, оказываются зажатыми, а концы ветвей, охватывающих тюк — свободными.Вращающиеся крючки-вязатели закручивают их в узлы. Иглы возвращаются, а крючки предохранителей отводят соединенную с ними проволоку, предотвращая попадание ее на крючки-вязатели.
После того как крючки-вязатели сделают по два оборота, а крючки предохранителей возвратятся в исходное положение, привод вязальною аппарата отключается. Закрученная в узлы проволока стягивается с крючков-вязателей тюком, продвигающимся при последующих рабочих ходах поршня.
Тюки обвязываются шпагатом с помощью аппаратов шпагатной вязки, установленных вместо вязально-проволочных. Основным элементом этих механизмов служит узловязатель, состоящий из:
- зажима
- клюва
- ножа.
Зажим представляет собой два диска, сжимаемые пружиной. Клюв состоит из неподвижной нижней и подвижной верхней челюстей. Перемещение подвижной челюсти происходит за счет перекатывания ролика, закрепленного на втором ее конце, по направляющим дорожкам. За период обвязки тюка шпагатом клюв поворачивается на 360º. Пока верхняя челюсть опущена, на ней лежат обе нити шпагата, охватывающего тюк.
По мере поворота клюва шпагат обматывается вокруг челюстей, образуя петлю. Когда верхняя челюсть поднимается, обе нити входят в открывшийся зев. После того как клюв закрывается и прочно зажимает нити, нож перерезает их за образовавшейся петлей. При этом конец нити, проходящей сквозь ушко иглы, защемляется зажимом.
При перемещении тюка зажатые клювом концы шпагата проходят сквозь петлю, образуя узел. Движущийся тюк стягивает и затягивает узел.
Регулировка
Положение игл относительно прессовальной камеры и пазов зажимов регулируют изменением тяги механизма привода игл.
В исходном положении зазор между носиками игл и камерой устанавливают равным 20 мм. При этом в крайнем верхнем положении оси роликов будут выходить за плоскость зажимов на 65-75 мм.
Движение игл и поршня должно быть согласовано так, чтобы в момент входа игл в камеру, ребра прорезей поршня прошли место входа игл в камеру на 10-20 мм.
При движении, иглы должны проходить по центрам прорезей прессовальной камеры и над центрами пазов челюстей зажимов, а расстояние роликов игл до гребней зажимов не должно превышать 2 мм.
Гребни зажимов в крайних положениях не должны перекрывать паз более чем на 1 мм. Чтобы сено не набивалось между угольниками поршня и направляющими, зазор между ними должен быть не более 0,8 мм. Плотность прессования регулируется винтовым устройством.
tractor-server.ru
Прессы принцип действия — Энциклопедия по машиностроению XXL
Специализированные прессы. Принципы действия большинства гидравлических прессов аналогичны. Их конструктивные различия связаны с проведением специфических операций при получении изделий особого вида. К таким прессам относятся специализированные прессы [14]. В зависимости от назначения и конструктивных особенностей гидравлические прессы для пластмасс подразделяют на литьевые, прессы профильного прессования, угловые, этажные, блок-прессы. Несмотря на конструктивные особенности принцип действия, методы расчета этих прессов общие. [c.680]Обрезку заусенца и пробивку пленок выполняют с помощью штампов. устанавливаемых на кривошипных прессах, по принципу действия аналогичных кривошипным штамповочным прессам. [c.94] Молоты с винтом (винтовые фрикционные прессы). По принципу действия фрикционные винтовые прессы относятся к группе молотов, т. е. установившееся за ними в практике название не отвечает сути их рабочего процесса. Применяются как для горячей,- так и для холодной листовой штамповки, чеканки, холодной и горячей гибки, холодной правки деталей из ковкого чугуна и стального литья. [c.417]
Сохраняя всегда приведенный принцип действия, гидравлические прессы для штамповки котельных днищ различаются конструктивными формами. Главное различие —в конструктивном оформлении станин (детали 5, 2 и 1) и цилиндров (детали 6 я 7), а также в числе рабочих и возвратных цилиндров и в их расположении. [c.76]
Электроконтактные манометры типа ЭКМ (рие. 5, а) предназначены для измерения давления в гидросистеме пресса, для выдачи сигнала при достижении минимального или максимального рабочего давления, а также для автоматического двухпозиционного регулирования. По принципу действия эти приборы аналогичны обычным манометрам с одновитковой трубчатой пружиной 1. Для выдачи сигнала при достижении пределов рабочего давления служат электрические контакты 2 и 3, связанные с двумя указателями (минимальным 4 и максимальным 5), которые могут быть установлены вручную на два заданных значения в пределах всей шкалы. Указатели с контактами электрически изолированы друг от друга и от рабочей стрелки прибора. Установка подвижных контактов прибора на заданное давление производится вручную при помощи ключа, для чего на наружной стороне стекла, защищающего шкалу прибора, крепится специальная головка 6. [c.8]
Принцип действия указанного устройства (рис. 22) следующий. На станине пресса вертикально устанавливается винт J с таким расчетом, чтобы при движении траверсы лучи от излучателя I, закрепленного на подвижной траверсе пресса, все время попадали на каретку, перемещающуюся вместе с гайкой [c.45]
МН. Принцип их действия не отличается от принципа действия ковочных гидропрессов, но штамповочные прессы имеют более жесткую конструкцию, снабжены выталкивателями, механизмами для установки и смены штампов и др. [c.332]
Обрезку облоя после штамповки в открытых штампах и пробивку отверстий производят с помощью штампов на кривошипных прессах, аналогичных по принципу действия кривошипным штамповочным прессам. Схема обрезки облоя и пробивки отверстий представлена на [c.334]
Типы прессов, применяемых для опрессовки наконечников (МИ-2, МГП-12а, РМП-7), их устройства, принцип действия, правила работы с ними. Устройство, принцип действия пресса взрывного действия типа ТОЗ и правила пользования им. Пресс-клещи. [c.323]
Конструкция прессов с торсионным силоизмерителем принципиально не отличается от конструкции прессов с манометрическим силоизмерителем. Принцип действия торсионного силоизмерителя заключается в следующем при закручивании (в пределах упругих деформаций) жестко закрепленного одним концом цилиндрического стального стержня механизм приводит во вращение стрелку на шкале, которая градуируется в килограмм-силах или тонна-силах, так как угол закручивания стержня пропорционален усилию, действующему на образец. [c.94]
Гидравлические прессы с маятниковым силоизмерительным устройством применяются главным образом для испытания отдельных элементов строительных конструкций. Их принцип действия не отличается от принципа действия универсальной машины. [c.94]
Сформулируйте закон Паскаля. Опишите принцип действия гидравлического пресса. [c.268]
Эти станки предназначены для обработки плоских профилей (кулачков, шаблонов и т. п.) и пространственно-сложных объемных поверхностей (штампов, пресс-форм и т. п.) в мелкосерийном и серийном производстве. Конструктивной особенностью копировально-фрезерных станков является следящий привод, который перемещение щупа копировального устройства согласует с перемещением инструмента. По принципу действия станки разделяют на станки прямого и следящего действия. В станках прямого действия инструмент перемещается от шаблона или копира. [c.206]
На рис. 199 показан многооперационный последовательно действующий штамп для вытяжки изделий малых и средних размеров, работающий по принципу действия штампа первого типа. Этот штамп выполняет последовательно шесть вытяжных операций по изготовлению конического изделия средних размеров. Штамп работает от пресса простого действия. Изделие в нем штампуется дном кверху, что позволяет более удобно фиксировать заготовки, иметь зажим неизменяемого фланца во втором и третьем переходах и сохранить фланец неизменным до самого последнего перехода, в котором производится вырубка готового изделия. [c.354]
Ковка на молотах. Механическая ковка осуществляется с помощью мащин — орудий, к которым относятся молоты и прессы. Молоты действуют на металл ударами, а прессы производят постепенное и длительное давление на поковку. Механические молоты характеризуются весом падающих частей и по принципу действия делятся на приводные и паровоздушные. [c.268]
Штамповка на прессах. Гидравлические штамповочные прессы по принципу действия не отличаются от ковочных, но характеризуются быстроходностью и развивают усилие до 30 ООО т чаще всего они имеют индивидуальный насосный привод. На гидравлических прессах осуществляют штамповку крупных поковок. За последние годы широко применяются горячештамповочные кривошипные прессы. По сравнению с молотами у кривошипных прессов более высокая производительность, изделия, изготовленные на них, отличаются высокой точностью. [c.277]
Прессы для листовой штамповки. По принципу действия прессы разделяют на механические, гидравлические, электромагнитные [c.418]
Гидравлический пресс предназначен для создания больших усилий, необходимых в ряде производственных процессов. На рис. 6 дана схема гидравлического пресса. Принцип его работы следующий. В рабочий цилиндр 2 поршнем 1 насоса подается под давлением рабочая жидкость, например масло. Давление, создаваемое поршнем 1 р = где — сила, действую- [c.15]
Прессование выполняют на вертикальных или горизонтальных гидравлических прессах. По принципу действия они аналогичны гидравлическим ковочным прессам, описанным ниже. Для прессования используют прессы с усилиями 3—25 Мн и более. [c.122]
Принцип действия валковой подачи (рис. 128) состоит в том, что лента или полоса I, помещенная между парами валков 2 и 5 при их периодическом вращении перемещается на шаг подачи силами трения. Для привода подачи используют роликовые обгонные муфты, соединенные с ползуном или валом пресса. Валковые подачи различают по шагу и точности подачи и габаритам ленты. [c.167]
Применяются также гидравлические листовые ножницы с наклонным ножом (37). Их принцип действия аналогичен принципу действия гидравлических штамповочных прессов. Кроме ножниц с наклонным ножом, применяются высечные (45), предназначенные для прямой и фигурной резки листового металла. К ним также относятся кривошипные машины, разрезающие лист путем непрерывно повторяющихся возвратно-поступательных движений ползуна с верхним ножом относительно нижнего ножа, закрепленного на столе. [c.10]
Принцип работы этих прессов такой же, как открытых прессов простого действия, и также основан на работе кривошипно-шатунного механизма. Передача движения ползуну пресса может осуществляться одним, двумя, четырьмя шатунами (одно-, двух- и четырехкривошипные прессы). Число эксцентриковых валов при этом соответствует числу шатунов. Общий вид прессов показан на рис, 17. [c.48]
Принцип действия этих прессов также основан на работе криво-шипно-шатунного механизма. Их существенным отличием является то, что в выполнении технологической операции принимают участие два ползуна — внутренний и наружный. Их совместная работа производится в определенной последовательности, обеспечивая следующие этапы движения опускание наружного ползуна опускание внутреннего ползуна стояние наружного ползуна в НМТ при продолжении опускания внутреннего ползуна подъем внутреннего и наружного ползунов. [c.55]
Рамные прессы двойного действия. Рамные прессы двойного действия предназначены главным образом для выполнения операции глубокой вытяжки. Их принцип работы аналогичен принципу работы кривошипных прессов двойного действия. Разница лишь в приводе. [c.147]
Назначение 150 — Общая характеристика 150 — Сущность операции 150 Выталкиватель механический закрытых прессов двойного действия — Назначение 61 — Принцип работы 61 —нижний винтовых прессов — Конструкция 120 —нижний кривошипно-коленных чеканочных прессов — Принцип работы 72 —верхний кривошипно-коленных чеканочных прессов — Принцип работы 72 Вытяжка — Понятие 7 —с утонением — Понятие 7 [c.212]
Муфты закрытых прессов двойного действия — Принцип работы 56 [c.213]
Блез Паскаль (1623—1662) — выдающийся французский математик, физик и философ. Кроме ряда математических работ написал Трактат о равновесии жидкостей , в котором решил некоторые задачи гидростатики, в частности сформулировал принцип действия гидравлического пресса. [c.66]
Заготовку листов для миканитов толщиной свыше 0,25 мм обычно производят на башенной машине, принцип действия которой заключается в том, что щепаная слюда, засыпаемая вместе со смоляным порошком определенными порциями сверху башни, раздувается струей воздуха и оседает внизу более или менее ровным слоем одновременно она опудри-вается склеивающим материалом. Эти заготовки после спекания в печах и ручной поправки прессуются на этажерочных прессах. Как правило, материалы из мусковита при сравнимых условиях имеют большую электрическую прочность и меньший tg б, чем материалы из флогопита. [c.220]
Трёхдисковые прессы (фиг. 168) по принципу действия одинаковы с двухдисковыми прессами. Различие между ними заклю- [c.418]
Обычно кузнечные машины делятся на группы по отличиям в принципе действия — молоты, гидравлические прессы, механические кривошипные машины, ротационные машины. Можно различать машины по типу привода, по энергоносителям, но технологическому назначению, по конструкции. А как все-таки лучше, правильнее Что общего у всех машин, работающих в кузнечном производстве Что нас тянет заглянуть в будущее Редкий человек не любит пофантазировать про себя или вслух на эту вечную тему. Одни гадают на картах или кофейной гуще. Другие ишут научные обоснования прогнозам. [c.54]
Как истинный педагог, Анатолий Иванович на лекциях, консультациях, в беседах всегда стремился раскрыть физическую сущность предмета обсуждения, принцип действия, основную идею. Именно поэтому он был инициатором введения для студентов пятого курса спецкурсов Теория колебаний и Гидродинамика в приложениях к особенностям динамики кузнечных машин. В течение нескольких лет А. И. Зимин читал эти курсы, раскрывая тонкости динамических процессов, возникающих в молотах, гидроимпульсных молотах и пресс-моло- [c.94]
Основным классификационным признаком средств контроля скорости прессования можно считать конструкцию датчика, фикси-)ующего перемещение или скорость движения пресс-плунжера. 1о принципу действия датчики можно подразделить на 11 групп фотоэлектрические (инфракрасные) скорости и перемещения индуктивно-частотные скорости и перемещения угловые потенциометрические перемещения магнитоэлектрические линейные скорости магнитоэлектрические угловые скорости тахогенераторные скорости электро- и миллисекундные (в том числе с использованием электросекундомера) емкостный перемещения и скорости ультразвуковой скорости реохордный перемещения механический скорости. [c.158]
Форматоры-вулканизаторы являются наиболее распространенным видом оборудования для вулканизации покрышек пневматических шин. Поскольку операции формования и вулканизации покрышек совмещены в одной машине, то исключается необходимость в установке многих вспомогательных механизмов, как в случае вулканизации в автоклав-прессах и индивидуальных вулканизаторах. Современные конструкции форматоров-вулканизаторов механизированы и автоматизированы, поэтому все процессы в них производятся автоматически с помощью специальных приборов и средств автоматики по заданной профамме. По принципу действия форматоры-вулканизаторы делятся на три группы [40] с выдвигающейся диафрагмой (типа бег-о-матик ), с убирающейся диафрагмой (типа автоформ ) и без-диафрагменные. [c.741]
Тип и принцип действия преобразователя в значительной мере определяется характером и точностью требуемого перемещения салазок и видом измерителя обратной связи. Так, в тех случаях, когда перемещение салазок является установочным и имеет целью переместить заготовку в рабочее положение для ее обработки (сверлильные, координатносверлильные станки, прессы) преобразователь создает непрерывное напряжение, действующее до тех нор, пока 116 [c.116]
Необходимость передачи давлевия и энергии — часто встречающаяся в технике задача. Если такая передача осуществляется машинами с помощью жидкости, скорость движения которой мала (следовательно, пренебрежимо малы, и потери энергии на ее перемещение), то такие машины (условно назовем их простыми) рассчитывают по законам гидростатики. К ним относят гидравлический пресс, гидравлический домкрат (подъемник), мультипликатор и др. Рассмотрим устройство и принцип действия некоторых машин такого типа. [c.46]Каково устройство и принцип действия гидравлического пресса [c.50]
Крючковая подача не сложна по конструкции, экономична, универсальна и может быть выполнена как узел пресса или как узел штампа. Принцип действия крюч- ковой подачи следующий. При ходе ползуна пресса вверх крючок тянет ленту за перемычку в сторону подачи. При ходе ползуна вниз крючок, встречая своей скошенной частью перемычку, отжимается от ленты и перемещается в исходное положение. Привод крючка осуществляется от ползуна пресса или от верхней части штампа при помощи систем рычагов и тяг. [c.168]
Винтовые прессы подразделяются на фрикционные (12) и дугостаторные (17). И те и другие предназначены как для листовой, так и для объемной штамповки. Принцип действия винтовых прессов основан на передаче движения ползуну от вращающегося винта. Во фрикционных прессах вращение винту передается от маховика, воспринимающего движение от вращающихся фрикционных дисков. В дугостаторном — движение винту передается непосредственно от ротора электродвигателя. При этом ротор электродвигателя играет роль маховика. [c.9]
Для заготовительных операций листовой штаповки широко используются листовые ножницы (Н). Наибольшее применение находят ножницы с наклонным ножом (гильотинные). В основном это кривошипные машины трех разновидностей (31), (32) и (33). Их принцип действия не отличается от принципа действия кривошипных прессов ползун с закрепленным на нем верхним ножом перемещается вертикально в направляющих станины под действием шатунов кривошипный вал размещается над или под ползуном. Нижний нож закреплен в станине на уровне стола. [c.10]
Принцип действия кривошипного пресса состоит в том, что вращательное движение вала преобразуется в поступательное движение ползуна при помощи кривошипно-шатунного механизма. За один оборот вала происходит один ход ползуна вниз и вверх (один двойной ход). Кинематическая схема однокривошипного пресса с валом, размещенным параллельно фронту пресса, показана на «рис. 3, а. Движение от электродвигателя 1 через ременную передачу 2 передается на маховик 3, свободно вращающийся на валу 13. При срабатывании пневмоцилиндра 4 происходит сцепление маховика с валом через муфту. Вал вращается и приводит в возвратно-поступательное движение ползун 6. Движение последнему передается через шатун 12, посаженный на вал 13 через механизм регулирования эсцентриситета 14. Винт шатуна 12 может вращаться трещоткой 5. Ползун соединен с уравновешивателями 11. Наклонение станины 10 осуществляется механизмом 8. [c.31]
Принцип действия винтовых фрикционных прессов, конструкция и методы их наладки подробно освещены в работе [10], В настоящем справочнике приводятся соответствующие сведения лишь о винтовых прессах с дугостаторным приводом. [c.116]
mash-xxl.info