расшифровка, характеристики кривошипных горячештамповочных прессов
Аббревиатурой КГШП называют горячештамповочный пресс кривошипного типа. Исключительно высокая мощность отдельных моделей такого оборудования делает его оптимальным выбором для предприятий, занимающихся переработкой металлического лома.

Горячештамповочный кривошипный пресс номинальной силой 14000 тс. Используется для горячей штамповки коленчатых валов массой до 200 кг в составе современной роботизированной линии
Использование КГШП, в частности, позволяет успешно решать такую насущную для данных предприятий проблему, как пакетирование лома металлов, обладающих невысокой пластичностью (алюминиевые и титановые сплавы, бронзы и др.). Между тем приобретение пресса данного типа является для преимущественного большинства таких предприятий непозволительной роскошью. Основной сферой применения КГШП, которые представлены на современном рынке в большом разнообразии модификаций, является оснащение производства, выпускающего свою продукцию крупными, средними и мелкими сериями.
На видео ниже можно увидеть в работе кривошипный горячештамповочный пресс K8540.
Конструктивные особенности
Поскольку штамповка на станках данной категории выполняется при высоких температурах (1000–1200°), их конструкция отличается некоторыми особенностями.
- Для оснащения КГШП средней и невысокой мощности используются асинхронные двигатели, а на оборудование, развивающее большие усилия (свыше 31,5 МН), могут устанавливаться синхронные агрегаты и даже двигатели, работающие на постоянном токе.
- От электродвигателя вращение на конструктивные элементы станка передается посредством мощной клиноременной передачи.
- Принимающий вращение вал, установленный в подшипниках скольжения, с одной стороны оснащен маховым колесом, а вторым концом соединяется с элементами открытой понижающей передачи, вращение от которой передается на эксцентриковый вал.
- На одном конце эксцентрикового вала устанавливается тормоз ленточного типа, а на втором – муфта включения, работающая за счет наличия в ее конструкции нескольких фрикционных дисков.
- На станке установлена система, обеспечивающая в зависимости от необходимости включение либо муфты, либо тормоза. Конструктивно такая система связана и с узлом торможения махового колеса.
- На кривошипно-шатунном механизме установлены верхние направляющие ползуна. Нижняя часть ползуна соединяется с подвижной частью штампа, установленного на прессе.
- Для регулировки закрытой высоты КГШП используется специальный клиновой механизм, который монтируется на рабочем столе оборудования.
- Станина, отличающаяся высокой жесткостью, собирается из отдельных конструктивных элементов, соединяемых друг с другом при помощи стяжных шпилек. Чтобы обеспечить требуемый уровень сжимающих напряжений, создаваемых такими шпильками, их затяжку выполняют в нагретом состоянии.
- Нижняя (неподвижная) часть штампа фиксируется на рабочем столе пресса.
- КГШП также оснащаются системами смазки и управления, причем система управления обязательно содержит в своем составе контрольно-диагностическое оборудование.
Применение кривошипного горячештамповочного пресса возможно как в автономном режиме, так и при встраивании в состав специализированных линий, на которых выполняется штамповка.
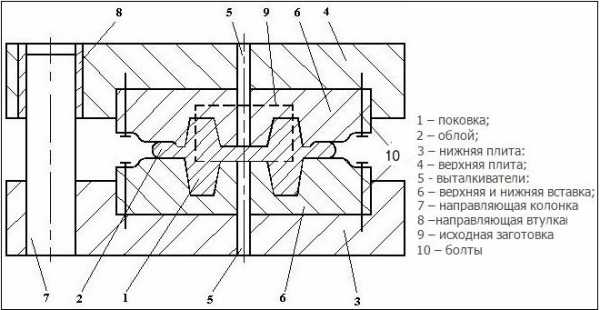
Схема штампа КГШП
Если сравнивать КГШП с обычным кривошипным оборудованием, то в его работе также можно выделить несколько особенностей.
- Для того чтобы штампуемый на таком оборудовании металл не успел остыть, необходима высокая скорость выполняемой обработки.
- Максимальный выход энергии за короткий промежуток времени, в течение которого выполняется горячая штамповка, обеспечивается за счет использования высокомощного привода.
- Шатун пресса нельзя регулировать, что делает его более жестким и прочным.
- Муфта включения имеет в своем оснащении увеличенное количество фрикционных дисков.

Сравнительные данные штамповки на КГШП и молотах
Современные модели станков данной категории еще более усовершенствованы. Так, на них устанавливаются кривошипно-клиновые механизмы, которые пришли на смену конструкциям кривошипно-шатунного типа. Такие механизмы позволяют выполнять штамповку с более высокой точностью, а элементы их конструкции, характеризующейся меньшей площадью поверхности контакта, изнашиваются менее интенсивно.
Характеристики и принцип работы
Оснастить прессом данного типа штамповочное производство целесообразно в том случае, если вас интересует мощное и надежное оборудование, работающее с исключительно высокой производительностью.
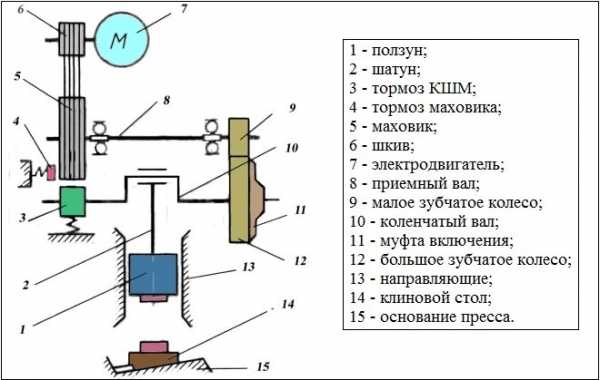
Кинематическая схема кривошипного горячештамповочного пресса
Принцип работы КГШП заключается в следующем.
- От приводного электрического двигателя крутящий момент последовательно передается на следующие элементы – маховое колесо, промежуточный вал и зубчатую передачу.
- После того как количество оборотов махового колеса достигает номинального значения, включается муфта.
- Во фрикционную муфту под большим давлением подается сжатый воздух, и эксцентриковый вал соединяется с механизмом «ползун-шатун».
- В тот момент, когда включается муфта, происходит отключение ленточного тормоза.
- Эксцентриковый вал, соединенный посредством фрикционной муфты с механизмом «ползун-шатун», придает ползуну возвратно-поступательное движение.
- Нижняя часть ползуна, соединенная с подвижной половиной штампа, сообщает движение и ей, за счет чего и выполняется основная технологическая операция по деформированию металла – штамповка.
- В тот момент, когда ползун начинает совершать движение вверх и размыкает половинки штампа, срабатывает механизм выталкивателя, за счет которого готовое изделие извлекается из зоны обработки.
В зависимости от потребностей, которые испытывает штамповочное производство, КГШП могут дополнительно оснащаться и другими узлами, в качестве которых могут выступать микропривод для регулировки угла поворота главного вала, подштамповая плита выдвижного типа, гидрозажимы для инструмента и др.

Подштамповый блок для пресса серии КБ8040
В соответствии с положениями ГОСТа, на которые при выборе оборудования ориентируется любое штамповочное производство, прессы данной категории характеризуются следующими параметрами.
- Развиваемое номинальное усилие – 6300–63000 кН.
- Величина хода ползуна – 200–460 мм.
- Количество непрерывных ходов, совершаемых ползуном, – 100–40 мин-1.
- Расстояние (минимальное) между столом и подштамповой плитой – 560–1150 мм.
- Рабочий ход механизма клиновой регулировки хода – не менее 10 мм.
- Усилие, которое могут развивать выталкиватели, величина их хода.
- Размеры рабочего стола и ползуна.
- Размеры боковых окон, имеющихся в станине.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Прессы кривошипные — Энциклопедия по машиностроению XXL
По способу производства поковки делятся на молотовые, штампуемые на прессах (кривошипных горячештамповочных, гидравлических, винтовых) и горизонтально-ковочных машинах, получаемые специализированными методами штамповки. Поковки каждого вида дополнительно подразделяются на группы, в значительной степени определяющие характер последующего технологического процесса [5]. [c.113]Диаметры исходного материала при высадке колеблются в пределах от 0,5 до 20 мм. Холодная высадка осуществляется главным образом на холодновысадочных автоматах и на различных прессах — кривошипных и фрикционных. Способ холодной высадки обеспечивает [c.417]
Пресс кривошипный усилием 25 т КПЗ 0.5 842 1 80,1
Прессы кривошипные и гидравлические [c.156]
Кривошипно-коленные ножницы 8 — 719 Кривошипно-коленные прессы — см. Прессы кривошипно-коленные Кривошипно — комбинированные машины 8 — [c.123]
Кривошипно-рычажные передачи металлорежущих станков 9—17 Кривошипно-рычажные прессы тройного действия — см. Прессы кривошипно-рычажные тройного действия Кривошипно-шатунные механизмы — см. Механизмы кривошипно-шатунные Кривошипно-шатунные передачи — см. Шатунно-кривошипные передачи Кривошипные валы 2—526 Кривошипные машины 8 345 Приводы 8— 764 Применение 9 — 346 [c.123]
Кривошипные прессы — см. Прессы кривошипные [c.123]
Ползуны — Диаграммы взаимодействия 8 — 597 — Рабочие механиз мы — Кинематические схемы 8 — 598. Ползуны нижние — Приводы — Кинематические схемы 8 — 598 Прессы кривошипные 6 — 423 [c.214]
Прессы кривошипные для нежелезных сплавов 6 — 463 [c.215]
Шатуны с регулируемой длиной 8 — 672 Прессы кривошипные приводные двухстоечные— Кинематические схемы 8 — 650 [c.215]
| Фиг. 2. Пресс кривошипный, одностоечный с усилием 50 /я, с открытым приводом. |  |
| Фиг. 3. Пресс кривошипный, одностоечный, с закрытым приводом. | 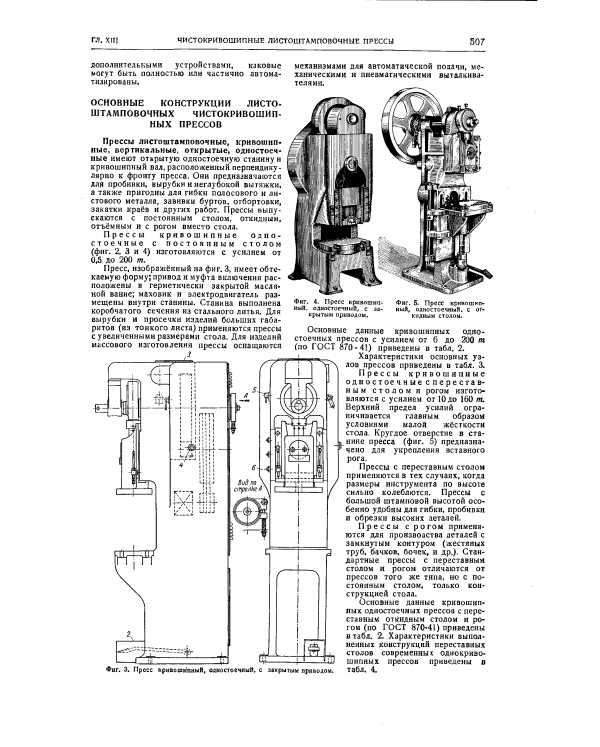 |
| Фиг. 5. Пресс кривошипный, одностоечный, с откидным столом. | 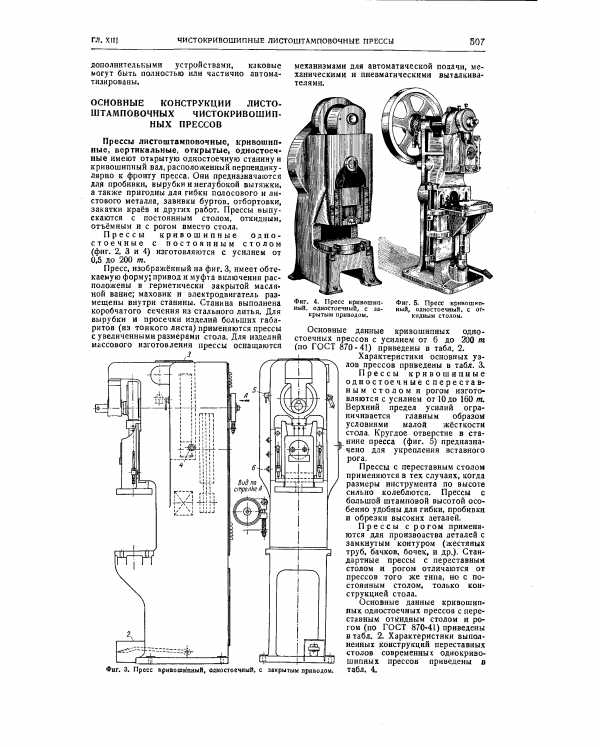 |
Прессы кривошипно-рычажные тройного действия. Прессы тройного действия предназначаются для вытяжки крупных изделий, в частности, деталей кузовов, требующих глубокой обратной вытяжки (фиг. 155). [c.597]
Классифицируя кузнечные машины по кинематическим признакам рабочего хода, А. И. Зимин поначалу выделил четыре их основные вида молоты, гидравлические прессы, кривошипные и ротационные машины. В дальнейшем к ним добавились новые виды (импульсные, с вибрационным, пульсирующим приложением нагрузки, статы и др.). Эта классификация характеризовала первый этап упорядочения кузнечно-прессовых машин. В статье Весовые параметры кузнечных машин А. И. Зимин заложил основы теории конструирования оптимальных кузнечно-прессовых машин. При этом он рассмотрел проблему снижения веса машин с точки зрения влияния на вес принципиальной, энергетической и конструктивных схем и предложил коэффициент веса машин, позволяющий их количественно оценивать и сравнивать. [c.56]
II везде. Сейчас трудно себе представить, как смог он провести столь емкий анализ с варьированием многих параметров при создании уточненной теории паровоздушных и пневматических молотов, теории винтовых фрикционных молотов (прессов), кривошипных и гидравлических прессов, высокоскоростных молотов, машин на принципе использования энергии гидроудара и гидровинтовых пресс-молотов, гидроприводов кузнечных машин, при разработке нового направления — механика и кинематика пластически деформируемых тел, при исследовании соударения тел и многих других вопросов. [c.104]
Штампы прессов (кривошипных горячештамповочных, винтовых фрикционных, гидравлических) состоят обычно из двух частей. При этом они могут быть [c.93]
Штамповка на кривошипных прессах. Кривошипные прессы для горячей штамповки (фиг. 73) отличаются жесткостью конструкции (для снижения [c.119]
Прессы кривошипные одностоечные с усилием от 6,3 до 200 /и………ГОСТ 870-51 [c.248]
Прессы кривошипные, эксцентриковые и фрикционные — подшипники эксцентриковых валов и фрикционов, работающих с удельной нагрузкой до 100 кг/см (в подшипнике). [c.344]
Штамповка на кривошипных горячештамповочных прессах. Кривошипные горячештамповочные прессы (КГШП) вытеснили молоты и получили распространение в крупносерийном и массовом производстве поковок сложной формы массой до несколькнх сот килограммов. Они отличаются более высокой стоимостью, но приспособлены для высокомеханизированного и автоматизированного производства поковок, допускают эксцентричное расположение ручьев в штампе, снабжены нижним и верхним выталкивателями. Нерегулируемый конец рабочего хода КГШП не позволяет деформировать заготовку в одном ручье за несколько ходов. Скорость в момент начала деформации этих прессов не превышает 0,6…0,8 м/с усилие составляет 6,2… 120 МН. [c.130]
Пресс кривошипный усилием 30 т кзоп 0,7 1255 1 89,6 [c.150]
Пресс кривошипный усилием 250 т Пельс 2.3 7276 1 183,2 [c.150]
Прессы кривошипно-коленные 2000 г 8 — 560 — кривошипно-коленные с верхним приводом 8 — 557 —кривошипно-коленные с механизмом регулировки усилия ползуна ЦБКМ 8 — 561 [c.214]
Прессы кривошипные приводные — Валы двухколенчатые— Расчётные зависимости 8 — 664 [c.215]
Технологическое назначение машины и заготовка Молоты Прессы Кривошипные машины Ротацион ные машины [c.346]
Прессы кривошипные одностоечные с переставным столом и рогом изготовляются с усилием от 10 до 160 т. Верхний предел усилий ограничивается главным образом условиями малой жёсткости стола. Круглое отверстие в ста-1, нине пресса (фиг. 5) предназна- чено для укрепления вставного рога. [c.507]
| Фиг. 9. Пресс кривошипный, открытый, двухстоечный, ненаклоняемый, с усилием 114 т. |  |
Замечательный специалист в области кузнечно-прессовых машин, лауреат Ленинской премии В. П. Линц в своем очерке Периодическая система профессора Зимина , посвященном музею кузнечной пауки и техники с пожеланиями развития и расширения работ по пропа-гапде истории кузнечного дела , писал Классификация — это азбука любой дисциплины, и не только в технике. Формально ее значение признается всеми. Она входит в учебники и программы. Но фактическое отношение к ней большинства преподавателей таково, что предметом большой науки ее не считают, относят к примитивному разряду обязательного ассортимента. Анатолий Иванович с самого начала не спешил окончательно отвечать на все вопросы, всплывавшие при обдумывании им классификации кузнечных машин, хотя для многих его коллег эти ответы, причем однозначные, лен али на поверхности. С годами, скрупулезно поверив алгеброй» практически все виды молотов — механических, движимых водой, воздухом или паром, все виды прессов — кривошипных и гидравлических, Зимин пришел к выводу, что в правильно составленной классификации кузнечного оборудования таятся непознанные закономерности их развития, прорисовываются контуры совершенно новых, неизвестных доселе машин. [c.54]
mash-xxl.info
Обрезные кривошипные прессы — Энциклопедия по машиностроению XXL
Облои и пленки у штампованных заготовок удаляют обрезкой или пробивкой (прошивкой) в штампах на обрезных кривошипных прессах. [c.22]Обрезка и зачистка заусенца. Заусенец. образующийся на поковке по линии разъема при штамповке в открытых штампах, удаляется при помощи обрезных штампов, устанавливаемых на обрезных кривошипных прессах. [c.133]
Обрезка и зачистка заусенца. Образующийся при штамповке в открытых штампах на поковке в плоскости разъема заусенец удаляют при помощи обрезного штампа, устанавливаемого на обрезных кривошипных прессах. Мелкие поковки из мало- и среднеуглеродистой сталей обрезаются в холодном состоянии. В горячем Достоянии обычно обрезают поковки, отштампованные на молотах с весом падающих частей свыше 1,5 т. Обрезные прессы в этом случае входят в агрегат с молотом или прессом. Производительность обрезки зависит от производительности штамповки. [c.272]
Крупные и средние поковки правят в горячем состоянии, мелкие поковки можно править в холодном состоянии. Правку осуществляют на штамповочных молотах, в специальном правочном штампе или в окончательном ручье штампа, или на обрезных кривошипных прессах в правочном штампе. [c.273]
Обрезные кривошипные прессы [c.189]
ОБРЕЗНЫЕ КРИВОШИПНЫЕ ПРЕССЫ [c.189]
Обрезные кривошипные прессы (рис. 10, табл. 21 и 22) предназначены для обрезки заусенца, прошивки отверстий и правки штампованных поковок в простых, последовательных и совмещенных штампах. [c.189]
Основные параметры обрезных кривошипных прессов закрытого типа (ГОСТ 10026—62) [c.189]
Обрезные кривошипные прессы могут иметь номинальное усилие порядка до 600 т (6 Мн), а число ходов до 50 в минуту и более. Кривошипный вал такого пресса соединяется зубчатой передачей с валом маховика. Последний вращается электродвигателем при помощи клиноременной передачи. Включение пресса осуществляется фрикционной муфтой пневматического действия. [c.216]
Отштампованные заготовки непосредственно от молота поступают на обрезной кривошипный пресс, где производится горячая обрезка заусенцев и просечка пленок. Тоннаж пресса выбирают, исходя из усилий, необходимых для выполнения этих операций, по следующим формулам для обрезки заусенца [c.318]
Обрезной кривошипный пресс усилием 12 МН……………………2 [c.12]
Максимальный ход обрезного кривошипного пресса номинальным усилием 12,5 МН 0,5 м, закрытая высота штампового пространства [c.228]
Назначение — инструмент (пуансоны, матрицы) горячей высадки крепежа и заготовок из углеродистых и низколегированных конструкционных сталей на горизонтально-ковочных машинах, детали штампов (матрицы, пуансоны, выталкиватели) для горячего прессования и выдавливания этих материалов на кривошипных прессах, гибочные, обрезные и просечные штампы, [c.394]
Горячая правка на кривошипных прессах производится в правочном штампе либо в комбинированном (обрезном и правочном) штампе в тех же случаях, что и на молоте [36 , [1]. [c.133]
Заготовительные ручьи служат для получения благоприятной формы заготовки для штамповки с малым отходом металла в заусенец. Обрезка заусенца выполняется на обрезных и кривошипных прессах. Крупные и средние заготовки с относительно толстым заусенцем обрезают после штамповки в горячем состоянии. Мелкие поковки с тонким заусенцем легко обрезают в холодном состоянии. Производительность холодной обрезки выше, чем горячей. Одновременно с обрезкой заусенца часто выполняют частичную зачистку по штамповочному уклону. [c.141]
Прессы обрезные кривошипные закрытые усилием, тс [c.10]
IV. Штамповка шатуна (рис. 143). 1-я операция — ог резка мерной заготовки на два шатуна 2-я операция — протяжка середины в крайнем правом ручье штампа 3-я операция — набор материала для головок в крайнем левом ручье 4-я операция — предварительная штамповка в черновом ручье 5-я операция — окончательная штамповка в чистовом ручье После нее выполняют все пять операций со второй половиной заготовки и получают два шатуна, соединенных заусенцем 6-я операция — образование заусенцев в обрезном штампе под кривошипным прессом. [c.281]
При мелкосерийном производстве крупных и сложных поковок правку следует производить в чистовом ручье штампа на том же оборудовании, на котором производят штамповку. При крупносерийном и массовом производствах крупных и сложных поковок (типа коленчатых валов автомобилей) правку следует осуществлять в правочном штампе на специальном кривошипном прессе или пресс-молоте, установленных в линии штамповочного агрегата правку средних поковок (шатуны автомобилей) в горячем состоянии — на обрезном прессе в специальном или комбинированном штампе. [c.161]
Наиболее трудно заполняются металлом углы штампа. Их заполнению способствует заусенец 10, образующийся при штамповке. Заусенец удаляют в обрезных штампах на кривошипных прессах. [c.280]
Кинематическая схема кривошипного пресса простого действия, применяемого для листовой штамповки, аналогична схеме кривошипного обрезного пресса. [c.287]
Обрезка заусенцев. Поковка, изготовленная в открытых ручьях многоручьевого штампа (с выходом металла в облой), подается на обрезку заусенцев. Эту операцию осуществляют в обрезном штампе на кривошипном прессе в горячем или холодном состоянии. Обрезку заусенцев в холодном состоянии осуществляют преимущественно у мелких поковок, изготовленных из мягких углеродистых сталей марок 20, 25, латуней, бронзы и алюминиевых сплавов. Холодное удаление заусенцев производят на прессах, установленных на отдельном участке, независимо от штамповочных молотов, куда всю партию отштампованных деталей подают одновременно. В горячем состоянии удаляют заусенцы у крупных поковок, а также поковок из прочных сталей. В этом случае операции штамповки и обрезки тесно связаны и ведутся с одного нагрева. Поковку из чистового ручья передают на обрезку и иногда тут же возвращают обратно на чистовой ручей для правки с того же нагрева. [c.273]
Обрезные прессы предназначены для удаления заусенцев (облоя), образующегося при штамповке по контуру поковок. Конструктивно эти прессы ничем не отличаются от обычных штамповочных кривошипных прессов, кроме способа крепления штампов и увеличенного хода ползуна. [c.97]
Для резки в штампах используют кривошипные прессы, аналогичные по конструкции обрезным прессам. Максимальное усилие этих прессов развивается не в конце хода, а несколько ранее— при недоходе кривошипа до крайнего нижнего положения на угол 20—30°, [c.27]
Обрезку облоя и пробивку отверстий поковок, полученных штамповкой на молотах и прессах, осуществляют в специальных штампах на обрезных кривошипных и реже гидравлических прессах. [c.268]
Облой обычно удаляют сразу же после штамповки, пока поковка еще горячая. Обрезают облой в обрезном штампе на кривошипном прессе. [c.236]
Схема механизации процесса штамповки коленчатого вала мотора КДМ-46 показана на рис. 159. Механизированная линия состоит из методической печи 2, манипулятора 1, рельсового пути 3, молота 4, камерной печи 5, штамповочного молота 6, обрезного пресса 7, стеллажа 8, монорельса 9, кривошипного пресса 10, ограждения 11 и шланга токоведущих проводов 12. [c.264]
Прессы обрезные кривошипные закрытые [c.122]
Облой, образующийся у поковок на поверхности разъема штампа при штамповке в открытых штампах на молотах, КГШП и ковочных вальцах, отделяется от поковок в обрезных штампах на обрезных кривошипных прессах. На этих же прессах в прошивных штампах производится удаление пленок из сквозных отверстий. [c.436]
Облой и пленки между наметками, остающиеся у поковок после штамповки в открытых штампах на молотах, ККШП, в ковочных вальцах и т. д., отделяют путем обрезки и пробивки (прошивкой) в штампах на обрезных кривошипных прессах. [c.215]
Фнг. 333. Типовая схема организации рабочего места у обрезного пресса /—обрезной кривошипный пресс 2— ящик с поковками 3 — рабочее место прессовщика — транспортер, расположенный под прессом, для отвода поковок после их обрезки 5 —наклонный желоб для отвода облоя 5 — общий транспортер для транспортировки облоя 7 — транспортер для подачн поковок к термическим печам или на участок очистки и контроля. [c.737]
Автоматизированный КГШП фирмы «Шмерал » номинальным усилием 25 МН предназначается для производства круглых и близких к ним в плане поковок типа зубчатых колес, фланцев и т. п. Пресс входит в состав технологической линии включающей бункер, нагреватель, конвейер, КГШП, обрезной кривошипный пресс. [c.118]
В зависимости от конструкции колена и коленной шейки коленчатые валы делятся на валы со щеками (нормальные) и бесщёковые (коленчатые валы эксцентрикового типа). Конструктивные разновидности валов эксцентрикового типа показаны на фиг. 26. Валы типа а применяются с одним и двумя эксцентриками валы типов бив применяются только с одним эксцентриком. Валы типа а более жёсткие и применяются главным образом в машинах с малым хо-дом макси-прессы, гибочные прессы, ножницы, ковочные машины и т. д. Валы типа в применяются преимущественно в прессах-автоматах, а валы типа б — в некоторых конструкциях кривошипных прессов (обрезных). [c.663]
| Фиг. 69. Батарея штамповочных кривошипиых и эксцентриковых обрезных прессов для горячей калибровки, правки и обрезки штамповок I — штамповочный кривошипный пресс 2 —нагревательная печь 5 —место укладки деталей 4 — конвейер для транспортировки деталей 5 — наклонный лист между прессо.м и конвейером 6 — столы для нагречых заготовок 7 — место укладки деталей у конвейера 8 — конвейер для транспоршровки деталей 9 — обрезные эксцентриковые прессы Ю— конвейер для транспортировки заусенцев II — лари для укладки необрезанных деталей 72 — место укладки заусенцев в ящики /5 — общецеховой конвейер /4 — корзинка конвейера. | 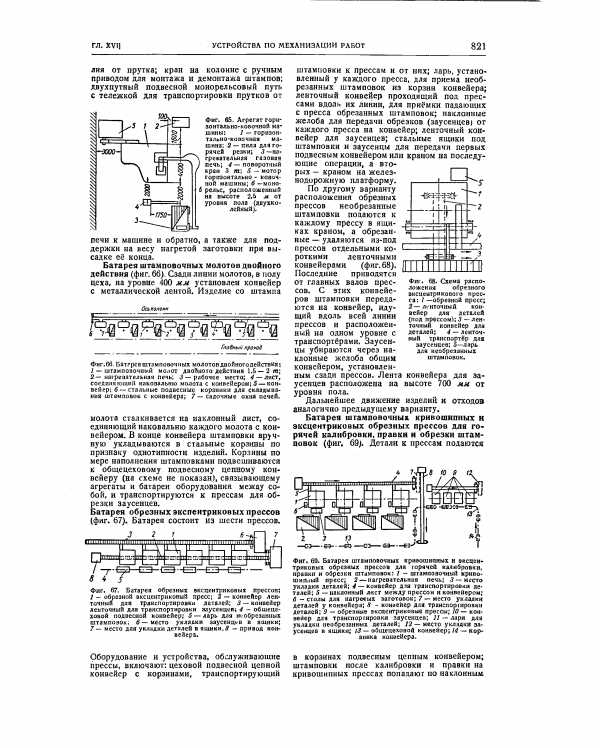 |
Отделка поковок после горячей объемной штамповки. При открытой штамповке на молотах и прессах об-разуюш,иеся заусенцы удаляют на кривошипных прессах обрезными штампами. Если штампуют поковки с отверстиями, то внутри них образуется пленка металла, которую удаляют при обрезке заусенцев. [c.285]
От формы и размеров контура обрезки зависит секционность и размеры матрицы, а следовательно, и способ ее крепления на нижней плите. Размеры контура обрезки с учетом толщины срезаемого заусенца и материала поковки определяют вид обрезки (холодная или горячая) и необходимое усилие. Горячую обрезку производят на обрезных прессах с большой высотой штампового пространства, холодную — как на обрезных, так и на более легких кривошипных прессах общего назначения. Высота штампового пространства определяет необходимую высоту нижней плиты штампа. Высокие нижние плиты (коробчатые) рассчитаны на удаление обрезанных поковок из выгребного окна коробчатой плиты и используются на обрезных прессах с усилием от 100 т и более. Низкие плиты рассчитаны на провал обрезанных поковок сквозь провальные окна в нижней плите штампа и в столе пресса и используются на прессах общего назначения с усилием до 160 т. После выбора типа плиты ее размеры подбирают по габаритным размерам матрицы. [c.276]
mash-xxl.info
Кривошипные прессы общего назначения — Энциклопедия по машиностроению XXL
КРИВОШИПНЫЕ ПРЕССЫ ОБЩЕГО НАЗНАЧЕНИЯ [c.190]Кривошипные прессы общего назначения (рис. 11, табл. 23 и 24) приме- [c.190]
Кривошипные прессы. Кривошипные прессы общего назначения составляют самую многочисленную группу прессов штамповочного производства. Они просты по конструкции, экономичны, быстроходны и сравнительно легко могут быть приспособлены к различным условиям работы. Принцип их действия заключается в том, что вращательное движение маховика посредством кривошипно-шатунного механизма преобразуется в возвратно-поступательное движение ползуна. [c.30]
На кривошипных прессах обш,его назначения выполняют операции вырубки и пробивки, неглубокой вытяжки, гибки и обрезки и другие технологические процессы холодной и горячей штамповки, не требующие применения специализированного оборудования. Несмотря на наличие сравнительно большого числа видов прессов, различных по технологическому назначению, можно утверждать, что 90 % всего парка кривошипных машин составляют кривошипные прессы общего назначения. [c.147]
На рис. 10.1 приведена классификация кривошипных прессов общего назначения или, как их еще называют, универсальных прессов. [c.147]
Специализированные кривошипные прессы применяют в тех случаях, когда выполнение операций на прессах общего назначения затруднительно или невозможно. Например, глубокая вытяжка должна производиться на прессах с большой величиной хода ползуна при незначительной скорости его перемещения, а объемная штамповка—на прессах, которые при сравнительно малых размерах стола и ползуна должны развивать очень большие усилия. [c.34]
Кривошипные прессы. Самой многочисленной группой прессов общего назначения являются кривошипные прессы простого действия. Они просты по конструкции, быстроходны, экономичны и легко могут быть приспособлены к различным условиям работы резке, гибке, вытяжке, мелкой, формовке, объемной штамповке и т. д. К кривошипным прессам относятся также и эксцентриковые прессы. [c.403]
Все узлы прессов двойного действия, за исключением исполнительных механизмов наружного и внутреннего ползунов, существенно не отличаются от аналогичных узлов универсальных кривошипных прессов. Однако станина пресса, изготовляемая, как правило, сваркой, имеет несколько большие габаритные размеры, чем станина прессов общего назначения (особенно по высоте). В некоторых прессах предусматривают выдвижные столы для сокращения времени наладки пресса. [c.156]
Наиболее распространенными из прессов общего назначения являются кривошипные и эксцентриковые. Они просты по конструкции, удобны в эксплуатации и предназначены для выполнения различных штамповочных операций. [c.213]
Чеканочные прессы общего назначения. Эти прессы используют для выполнения различных операций холодной объемной штамповки плоской чеканки, калибровки, рельефной штамповки и др. Основные параметры и размеры чеканочных кривошипно-коленных прессов с 630 кН…31,5 МН приведены в ГОСТ 5384. [c.50]
Несмотря на разницу в функциональных назначениях механизмов отдельных видов, в их строении, кинематике и динамике много общего. Например, механизм поршневого двигателя, механизм кривошипного пресса и механизм привода ножа косилки имеют в своей основе один и тот же кривошипно-ползунный механизм. Механизм привода резца строгального станка, механизм ротативного насоса имеют в своей основе один и тот же кулисный механизм. Механизм редуктора, передающего движение от двигателя самолета к его винту, и механизм дифференциала автомобиля имеют в своей основе зубчатый механизм и т. д. [c.17]
В соответствии с этим кузнечно-штамповочные машины могут быть отнесены к тому или иному технологическому классу [24]. Наибольшее распространение получили кривошипные прессы. Независимо от назначения и конструктивного исполнения, общим для «кривошипных прессов является единообразие привода, состоящего из электродвигателя, ременной и зубчатой передач, сцепных устройств (муфт), тормозов и систем управления. Для привода прессов, регулирования межштампового пространства, насосов и других механизмов обычно применяются асинхронные двигатели с короткозамкнутым ротором как нормального исполнения, так и с повышенным скольжением. [c.99]
По технологическим возможностям КШМ подразделяют на три группы универсальные (общего назначения), специализированные и специальные. Машины первой группы пригодны для выполнения большинства типовых операций данного технологического класса. Так, на паровоздушном ковочном молоте можно осуществить любую операцию ковки. Машины второй группы специализированы по виду технологии, например вытяжные кривошипные прессы. Специализацию машин третьей группы проводят не только в зависимости от технологии, но и от вида изготовляемой продукции, например брикетировочные прессы для штамповки брикетов из металлической стружки. [c.7]
Общий признак кривошипных прессов — единообразие привода, состоящего из индивидуального электродвигателя, ременной и зубчатой передач. В системе привода предусмотрены сцепные устройства (муфты), позволяющие соединять и разъединять валы передач на ходу, и тормозные устройства для остановки механизмов в определенном положении. Кинематическое и конструктивное оформление привода может быть различным в зависимости от назначения и условий работы. [c.16]
Назначение 150 — Общая характеристика 150 — Сущность операции 150 Выталкиватель механический закрытых прессов двойного действия — Назначение 61 — Принцип работы 61 —нижний винтовых прессов — Конструкция 120 —нижний кривошипно-коленных чеканочных прессов — Принцип работы 72 —верхний кривошипно-коленных чеканочных прессов — Принцип работы 72 Вытяжка — Понятие 7 —с утонением — Понятие 7 [c.212]
От формы и размеров контура обрезки зависит секционность и размеры матрицы, а следовательно, и способ ее крепления на нижней плите. Размеры контура обрезки с учетом толщины срезаемого заусенца и материала поковки определяют вид обрезки (холодная или горячая) и необходимое усилие. Горячую обрезку производят на обрезных прессах с большой высотой штампового пространства, холодную — как на обрезных, так и на более легких кривошипных прессах общего назначения. Высота штампового пространства определяет необходимую высоту нижней плиты штампа. Высокие нижние плиты (коробчатые) рассчитаны на удаление обрезанных поковок из выгребного окна коробчатой плиты и используются на обрезных прессах с усилием от 100 т и более. Низкие плиты рассчитаны на провал обрезанных поковок сквозь провальные окна в нижней плите штампа и в столе пресса и используются на прессах общего назначения с усилием до 160 т. После выбора типа плиты ее размеры подбирают по габаритным размерам матрицы. [c.276]
Кривошипные прессы общего назначения по условиям работы цехового парка оборудования часто применяют для штамповки с явным недоиспользова- [c.141]
По технологическому признаку прессы подразделяются на два типа обшего и специального назначения. К прессам общего назначения относятся универсальные кривошипные прессы простого действия, а к прессам второго типа — вытяжные прессы двойного и тройного действия, ыногопозиционные прессы, прессы-автоматы, чеканочные и др. Прессы общего назначения предназначаются для выполнения самых разнообразных, но в основном простых работ, а прессы специального назначения — для более сложных вытяжных и других работ. По числу шатунов прессы подразделяются на одно-, двух- и четырехшатунные. [c.323]
Далее детали классифицируют по применяемому оборудованию, которое может быть универсальным или специализированным. К универсальному оборудованию относят прессы общего назначения — механические кривошипные и гидравлические, так как на них можно выполнять самые разнообразные штамповочные операции. К специализированному оборудованию относят револьверные и вибрационновырезные прессы, листогибочные прессы и станки и вытяжные прессы двойного действия. Эта ступень классификации также может быть дополнена специфичными для данного предприятия типами оборудования вибрационными ножницами, трубогибочными станками и пр. Некоторые из этих типов не выполняют операций штамповки, но их включают в классификатор по признакам общности заготовки и технологического маршрута. [c.19]
Обычно кузнечные машины делятся на группы по отличиям в принципе действия — молоты, гидравлические прессы, механические кривошипные машины, ротационные машины. Можно различать машины по типу привода, по энергоносителям, но технологическому назначению, по конструкции. А как все-таки лучше, правильнее Что общего у всех машин, работающих в кузнечном производстве Что нас тянет заглянуть в будущее Редкий человек не любит пофантазировать про себя или вслух на эту вечную тему. Одни гадают на картах или кофейной гуще. Другие ишут научные обоснования прогнозам. [c.54]
Рассмотрим в качестве примера кривошипно-ползун-ный механизм. Этот механизм широко применяется в различных машинах двигателях внутреннего сгорания, поршневых компрессорах и насосах, станках, ковочных машинах и прессах. В каждом варианте функционального назначения при проектировании необходимо згчитывать специфические требования к механизму. Однако математические зависимости, описывающие структуру, геометрию, кинематику и динамику механизма, при всех различных применениях будут практически одинаковыми. Главное или основное отличие ТММ от учебных дисциплин, изучающих методы проектирования специальных машин, в том, что ТММ основное внимание уделяет изучению методов синтеза и анализа, общих для данного вида механизма, не зависящих от его конкретного функционального назначения. Специальные дисциплины изучают проектирование только механизмов данного конкретного назначения, уделяя основное внимание специфическим [c.3]
mash-xxl.info
Кривошипные ковочно-штамповочные прессы — Энциклопедия по машиностроению XXL
Для объемной штамповки применяют паровоздушные штамповочные молоты двойного действия с массой па-даюш,их частой до 1800 кг (имеют наибольшее распространение), гидравлические и фрикционные прессы, кривошипные ковочно-штамповочные прессы, горизонтальноковочные машины, винтовые фрикционные прессы и др. Паровоздушные штамповочные молоты по своему устрой- [c.317]Цилиндрические колеса с наружным диаметром более 50 лш обычно изготовляют из поковок, получаемых штамповкой на кривошипных ковочно-штамповочных прессах, молотах и горизонтально-ковочных машинах. [c.158]
Заготовками для стальных зубчатых колес являются штампованные поковки и нормальный катаный пруток. Цилиндрические колеса диаметром до 50 мм и плоские колеса без ступицы диаметром до 65 мм целесообразно изготовлять из горячекатаного или холоднотянутого прутка или из штучной заготовки, отрезанной от прутка. Прутковые заготовки поступают на токарные и револьверные станки и многошпиндельные автоматы (крупносерийное и массовое производство), где производится предварительная черновая обработка с отрезкой штучных заготовок. Цилиндрические колеса с наружным диаметром более 50 мм обычно изготовляют из поковок, получаемых штамповкой на кривошипных ковочно-штамповочных прессах, молотах, горизонтально-ковочных машинах. [c.404]
Заготовки. Наиболее эффективной для вала-шестерни типа А является штампованная заготовка, полученная на кривошипных ковочно-штамповочных прессах и горизонтально-ковочных машинах (фиг. 62) для вала-шестерни типа Б — заготовка, полученная штамповкой на горизонтальноковочных машинах (фиг. 63). [c.157]
ШТАМПОВКА НА КРИВОШИПНЫХ КОВОЧНО-ШТАМПОВОЧНЫХ ПРЕССАХ [c.304]
Кривошипные ковочно-штамповочные прессы применяют для горечей штамповки более сложных и больших по массе поковок в одно- и многоручьевых штампах при серийном и массовом производстве. Их выпускают с усилием 630—8000 тс и числом ходов от 35 до 90 в минуту. Штампы обычно имеют верхние и нижние ручьевые вставки, вмонтированные в универсальном блоке. Заменяя вставки, можно штамповать различные поковки. Удаление из штампа поковок осуществляется выталкивателями. Это позволяет изготовлять поковки с меньшими штамповочными уклонами. Кроме того, на этих прессах, благодаря точному соединению половин штампа, при помощи направляющих колонок и втулок обеспечиваются меньшие припуски и допуски у поковок. [c.304]
Штамповочные прессы. Широкое распространение получили кривошипные штамповочные прессы. Общий вид кривошипного ковочно-штамповочного пресса и его кинематическая схема изоб- [c.405]
Штамповка на кривошипных ковочно-штамповочных прессах [c.216]
Объемная штамповка осуществляется на штамповочных молотах, кривошипных ковочно-штамповочных прессах, горизонтальноковочных машинах, гидравлических и фрикционных прессах горизонтально-гибочных машинах, ротационных машинах, ковочных вальцах и др. [c.245]
Кривошипные ковочно-штамповочные прессы относятся К числу наиболее прогрессивных кузнечно-прессовых машин. Внедрение кривошипных прессов в штамповочное производство обеспечивает повышение производительности штамповки в 1,5—3 раза по сравнению со штамповкой на молотах, экономии металла — проката, применяемого в виде заготовки на 10- 30%, а штамповка в закрытых штампах сокращает производственный цикл (уменьшает число операций). Изготовление поковок на этих прессах с наименьшими припусками на механическую обработку позволяет на 15- 30% сэкономить время на их последующую обработку в механических цехах. [c.258]
В отличие от молотов кривошипные ковочно-штамповочные прессы имеют жесткий график движения ползуна. Полный ход (путь) ползуна равен удвоенному радиусу кривошипа, а скорость в крайних точках (внизу и вверху) равна нулю. [c.259]
На кривошипных ковочно-штамповочных прессах можно осуществлять различные виды штамповочных работ, в том числе штамповку в открытых штампах с образованием заусенца в плоскости разъема, штамповку в закрытых штампах, штамповку вы- [c.259]
Штампы для объемной горячей штамповки на кривошипных ковочно-штамповочных прессах. Конструкция и исполнительные размеры. МН 4808-63— МН 4812-63. [c.65]
Кривошипные ковочно-штамповочные прессы отечественного производства с номинальными усилиями от 630 до 8000 Т предназначены для различных штамповочных и калибровочных работ с применением специальных штампов. На рис. 182 показан пресс К-864. Кинематическая схема кривошипного горячештамповочного пресса отличается от кинематической схемы кривошипного ковочного пресса на рис. 173 наличием фрикционного предохранителя и вспомогательного тормоза для остановки зубчатого колеса. Кроме того, ползун пресса увеличен по длине за счет хвостовой части, прилитой к блоку, что повышает точность перемещения ползуна. [c.252]
| Рис. 182. Кривошипный ковочно-штамповочный пресс К-864 |  |
Винтовые фрикционные прессы в основном применяют для горячей и холодной штамповки мелких деталей в серийном и мелкосерийном производстве. По производительности эти прес-сы, однако, уступают штамповочным молотам и кривошипным ковочно-штамповочным прессам. Имеется возможность получать 230 [c.230]
Ниже приводится описание кривошипного ковочно-штамповочного пресса, применяемого для горячей штамповки поковок (рис. 157, 158). Пресс имеет массивную станину /, в которой смонтированы все узлы и детали главный вал 4, шатун 3, ползун 2, приводной и промежуточный валы, шкивы и зубчатые колеса 5, муфта включения 6 с тормозом, механизмы управления и выталкивания поковок. [c.242]
| Рис. 157. Внешний вид кривошипного ковочно-штамповочного пресса | 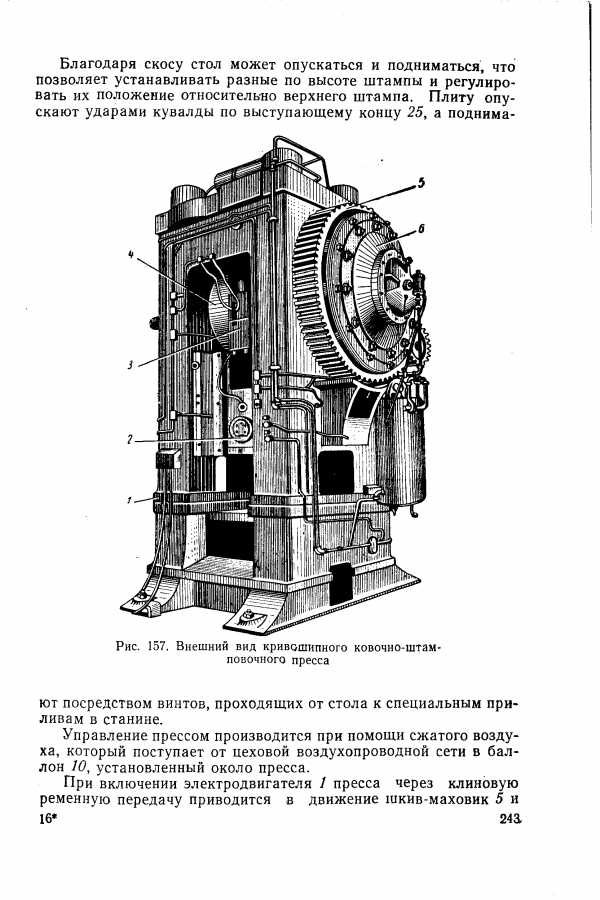 |
Бывают случаи, когда небольшую партию поковок соответствующего веса и конфигурации нужно изготовить только на имеющемся в цехе кривошипном ковочно-штамповочном прессе. Для этого изготовляют набор подкладных штампов и бойков. Все их закрепляют на ползуне и столе пресса. За каждый ход ползуна пресса в них получается какая-либо фигура поковки. Деформируя заготовку в этих штампах и на плоских бойках, можно довольно быстро получить нужную форму поковки. [c.246]
Кривошипные ковочно-штамповочные прессы — очень дорогое оборудование. Они значительно дороже молотов. Поэтому кузнец, работающий на прессе, обязан способствовать долговечной работе пресса, не допуская никакой небрежности в обслуживании и эксплуатации. [c.246]
По конструкции горизонтально-ковочная машина имеет некоторое сходство с кривошипным ковочно-штамповочным прессом, установленным горизонтально. Разница состоит в том, что, кроме главного рабочего ползуна, в машине есть еще зажимной ползун, предназначенный для зажима заготовки во время штамповки. [c.248]
Машина, как и кривошипный ковочно-штамповочный пресс, имеет тормоз 16. Он расположен на конце приводного вала рядом с малой ведущей шестерней и действует при помощи сжатого воздуха. При включенной машине, когда работает только электро- [c.249]
Как используются кривошипные ковочно-штамповочные прессы для свободной ковки [c.251]
К способу штамповки в закрытых штампах относится выдавливание, широко применяемое для таких деталей, как клапаны двигателей внутреннего сгорания (рис. 1, в). Штамповка выдавливанием производится на кривошипных ковочно-штамповочных прессах и другом оборудовании. [c.331]
Процесс штампования на кривошипных ковочно-штамповочных прессах мощностью 1000…5000 тс является более совершенным, чем штамповка на молоте. На прессах можно пойучать заготовки, очень близкие по размерам и форме к готовой детали. При штамповке на прессе одновременно деформируется весь объем металла заготовки, который более интенсивно, чем на молоте, течет от центра к периферии. [c.404]
Процесс штамповании на кривошипных ковочно-штамповочных прессах мощностью 1000—5000 т является более совершенным, чем штамповка на молоте. На прессах мо но получать заготовки, очень близкие по размерам и форме к готовой детали. При штамповке на прессе одновременно деформируется весь объем металла заготовки, который более интенсивно, чем на молоте, течет от центра к периферии, сокращается также расход металла на изготовление заготовок и повышается срок службы штампа в связи с применением небольших штамповочных уклонов (2—4°), что воз1южно благодаря автоматическому принудительному извлечению отшта1шоваиной заготовки из ручья штампа с помощью верхнего и нижнего выталкивателей. [c.236]
Техдологический маршрут. Заготовку получают штамповкой из стали 18ХГТ на кривошипно-ковочных штамповочных прессах и горизонтально-ковочных машинах с припусками под механическую обработку 2,5— 3 мм на сторону и с кольцевыми выемками на торцах глубиной до 10 мм, не требующими дополнительной механической обработки. [c.314]
На рис. 135 показан кривошипный ковочно-штамповочный пресс (ККШП), предназначенный для горячей штамповки поковок в одно-и многоручьевых штампах. Этот пресс имеет кривошипный эксцентриковый вал 4, перемещающий при помощи шатуна 5 ползун 6. Маховик / установлен на промежуточном валу 2 и приводится во вращение электродвигателем 3 при помощи клиноременной передачи. Промежуточный вал соединяется с кривошипным зубчатой передачей 7. Пуск кривошипно-шатунного механизма производится пневматической муфтой 8, кото- [c.304]
Кривошипный ковочно-штамповочный пресс ПККШ-8000 предназначен для горячей штамповки поковок в одно- и многоручьевых штампах при массовом и крупносерийном производстве. [c.406]
| Рис. 159. Кривошипный ковочно-штамповочный пресс усилием 80 Мн (8000 Г) [ПККШ—8000] | 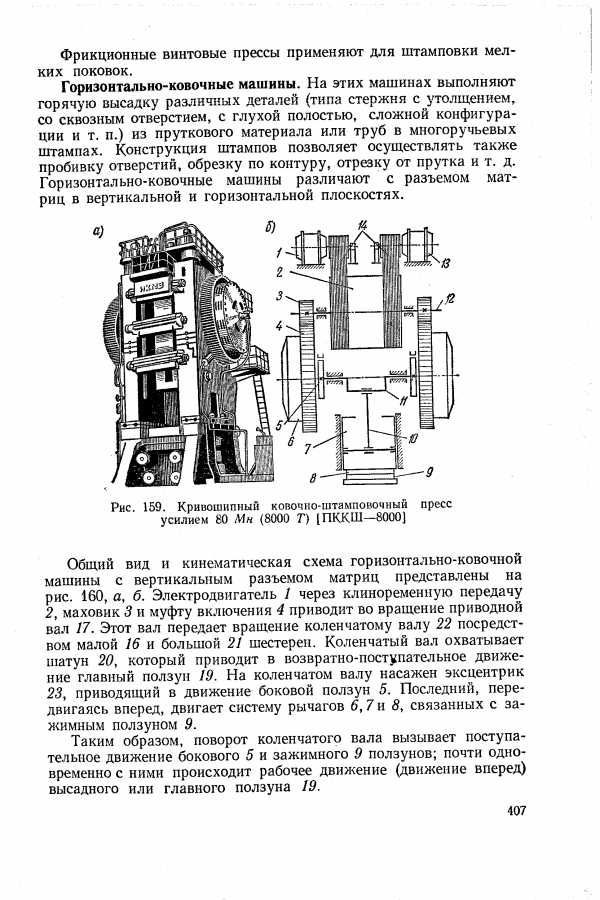 |
На рис. 159 приведен штамп ленинградского кузнеца А. В. По-техина для ковки на кривошипном ковочно-штамповочном прессе поковки крестовины. Как видно, штамп набран из простейших фигур. [c.246]
mash-xxl.info
ИВ1330 Пресс листогибочный кривошипный для гибки листового металлаСхемы, описание, характеристики
Сведения о производителе листогибочного кривошипного пресса ИВ1330
Изготовитель пресса листогибочного кривошипного для гибки листового металла ИВ1330 — Пинский завод литейных и кузнечно-прессовых автоматических линий, КузЛитМаш, основанный в 1971 году.
В 2010 года предприятие преобразовано в Открытое акционерное общество «Кузлитмаш» и вошло в состав ПО «Белорусский автомобильный завод».
Станки, выпускаемые Пинским заводом литейных и кузнечно-прессовых автоматических линий Кузлитмаш
Прессы листогибочные кривошипные. Параметры, основные виды и выбор.
Синонимы: Прессы листогибочные кривошипные — mechanical sheet bending press, crank sheet-bending press, brake press.
Листогибочные прессы предназначены для гибки различных деталей, когда требуется большая длина гиба, а также для изготовления гнутых профилей типа «уголок», «швеллер», «зетовый» из листового и полосового металлопроката за один или несколько переходов. Гибку осуществляют с помощью универсального инструмента (рис. 62). Кроме того, на листогибочных прессах с применением специального инструмента могут выполняться операции пробивки отверстий.
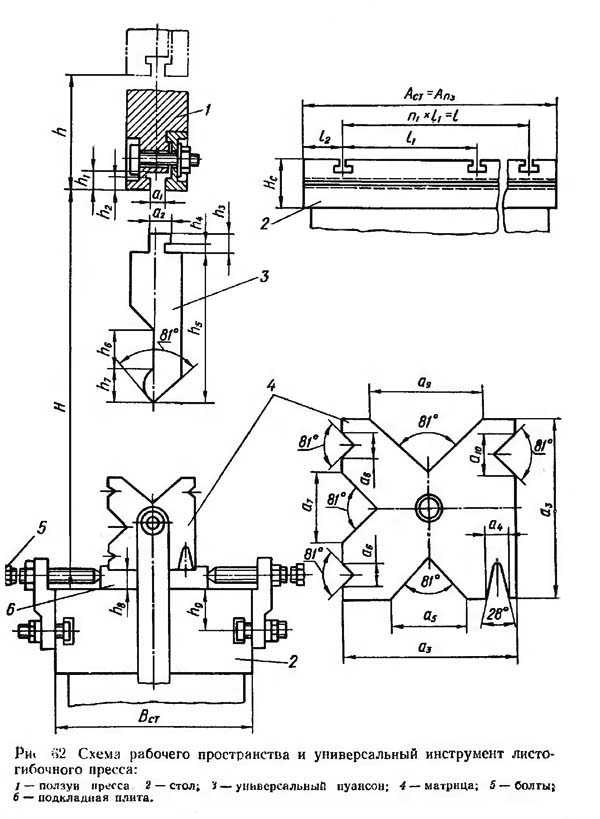
Рис.62 Схема рабочего пространства и универсальный инструмент листогибочного пресса
- Ползун листогибочного пресса
- Рабочий стол
- Универсальный пуансон
- Матрица
- Регулировочные болты
- Подкладная плита
Отечественной промышленностью выпускаются листогибочные прессы двух исполнений: с механическим приводом (кривошипные) и гидравлические.
У кривошипных листогибочных прессов ход не регулируется. Ход гидравлических прессов регулируется в пределах разницы между открытой высотой пресса и закрытой высотой штампа с помощью конечных выключателей.
Выбор листогибочных прессов определяется геометрическими параметрами изгибаемой детали — длиной гиба, шириной и высотой ее полок, необходимым для выполнения операции усилием и соответствующими им требуемыми технологическими и конструктивными параметрами пресса (вылет, закрытая высота, величина хода, номинальное усилие). Ориентировочно можно определить потребное усилие гибки в зависимости от геометрических параметров заготовки и матрицы. Примеры последовательности гибки показаны на рис. 63.
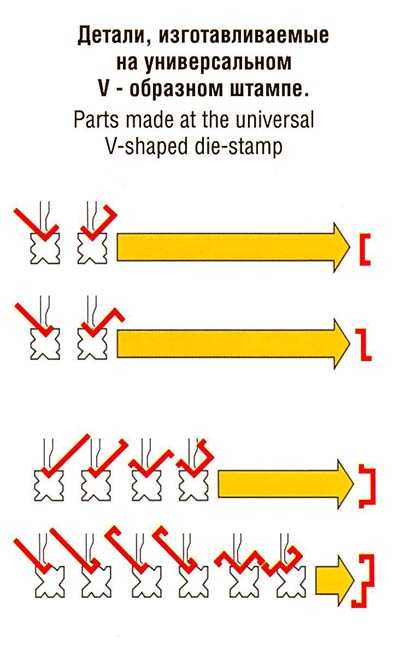
Рис.63 Примеры использования универсальных пуансона и матрицы (V — образный универсальный штамп) для получения профилей.
- Последовательность получения П — образного профиля
- Последовательность получения Z — образного профиля
- Последовательность получения профиля с полками
- Последовательность получения сложного профиля
Особенностью методики выбора листогибочного пресса является то, что для него не проектируется специальный штамп, а используется универсальный (см. рис. 62). В связи с этим в основе выбора пресса лежит технологическая проработка его возможностей для гибки той или иной детали. При этом могут применяться различные варианты специальных пуансонов, сменные матрицы с универсальным матрицедержателем в виде горизонтальной подкладной плиты или вертикальной стойки.
Универсальность листогибочных прессов обеспечивается также различными вариантами упоров 1, которые перемещаются на кронштейне и крепятся на нем винтовым зажимом 2.
Профиль матрицы для V-образной гибки зависит от размеров профиля изгибаемой детали. Размеры матрицы можно ориентировочно определить без учета усилия пресса по данным табл. 15.
Таблица определения усилия гибки (в тоннах) при длине гиба L = 1000 мм и σB = 40 МПа.
ИВ1330 Пресс листогибочный кривошипный для гибки листового металла. Назначение и область применения
Машина ИВ1330 разработана в 1985 году взамен модели И1330 и серийно выпускалась с 1986 года. Разработчик ПО КПО г. Азов. Изготовитель — Пинский завод литейных и кузнечно-прессовых автоматических линий, КузЛитМаш.
Пресс листогибочный кривошипный ИВ1330 двухстоечный открытого типа предназначен для изготовления гибкой и профилированием деталей из листового и полосового проката методом гибки в универсальном V-образном штампе, поставляемом в комплекте с прессом.
Пресс ИВ1330 применяется в автостроении, судостроении, приборостроении, сельхозмашиностроении и в других отраслях промышленности.
В универсальном V-образном штампе можно произвести гибку большого числа различных деталей. С применением специального инструмента пресс может быть использован для резки, вырубки, пробивки отверстий и других операций.
При использовании специальных штампов может выполняться гибка сложных детален за один переход, гибка по радиусу, пробивка отверстий и штамповка.
Основные параметры машины листогибочной ИВ1330 (ИВ-1330):
Машина ИВ1330 (ИВ-1330) разработана в 1984 году вместо модели И1330 и серийно выпускалась с 1986 года.
Разработчик ПО КПО г. Азов.
Изготовитель — Азовский завод КПО Донпрессмаш г. Азов.
Пресс изготовляется с основными параметрами по ТУ 2-041-485—87, ГОСТ 7879—65.
- Номинальное усилие пресса — 1000 кН (100 т)
- Ход ползуна — 80 мм
- Расстояние от оси ползуна до станины (вылет) — 250 мм
- Частота ходов ползуна — 10..40 мин-1
- Размеры рабочего стола — 200 х 2500 мм
- Мощность привода — 11,8 кВт
- Вес машины полный — 9,3 т
Станина пресса ИВ1330 — сварная, двухстоечная открытого типа. Стойки — коробчатого сечения, соединены между собой столом и двумя распорками.
На горизонтальной распорке установлены главный привод и пневмооборудование.
Стол — сварной, крепится к станине шпильками и винтами.
Ползун представляет собой стальную плиту, перемещающуюся в стальных литых с накладками из антифрикционного материала направляющих. В нижней части ползуна выполнен паз для крепления пуансона. Перемещение ползуна по высоте для регулировки межштампового пространства осуществляется от индивидуального электродвигателя через червячный редуктор, червячные и винтовые пары.
Привод пресса состоит из электродвигателя повышенного скольжения, клиноременной передачи, жесткосблокированной муфты-тормоза, встроенной в маховик, редуктора главного привода, имеющего две скорости.
Переключение скоростей привода производится рычажным механизмом вручную.
Ползун представляет собой стальную плиту, перемещающуюся в стальных литых с накладками из антифрикционного материала направляющих.
Ползун перемещается с помощью кривошипно-шатунного механизма.
Регулировка и настройка ползуна в зависимости от толщины изгибаемого листового материала производится с помощью червячной винтовой передачи, приводимом и движение приводом перемещения ползуна. Величина настройки контролируется по счетчику.
Пресс имеет задний механизированный упор с приводом от электродвигателя.
Необходимый размер настройки заднего упора определяется по счетчику, установленному па лицевой стороне стола.
Расстояние между столом и ползуном контролируется по шкале, установленной у рабочего места.
Муфта включения — фрикционная дисковая с пневматическим включением. Взаимодействие муфты с дисковым тормозом обеспечивается электропневматической блокировкой.
Электросхема обеспечивает работу пресса на одиночных и автоматических ходах, а также в наладочном режиме.
Управление прессом ИВ1330 — педальное и кнопочное.
Режимы работы: автоматический, наладочный.
Смазка основных узлов пресса — централизованная.
Габариты пресса листогибочного кривошипного
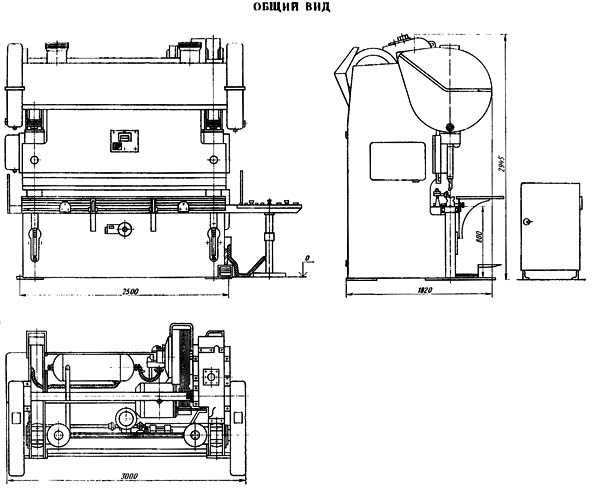
Габариты листогибочного кривошипного пресса ив1330
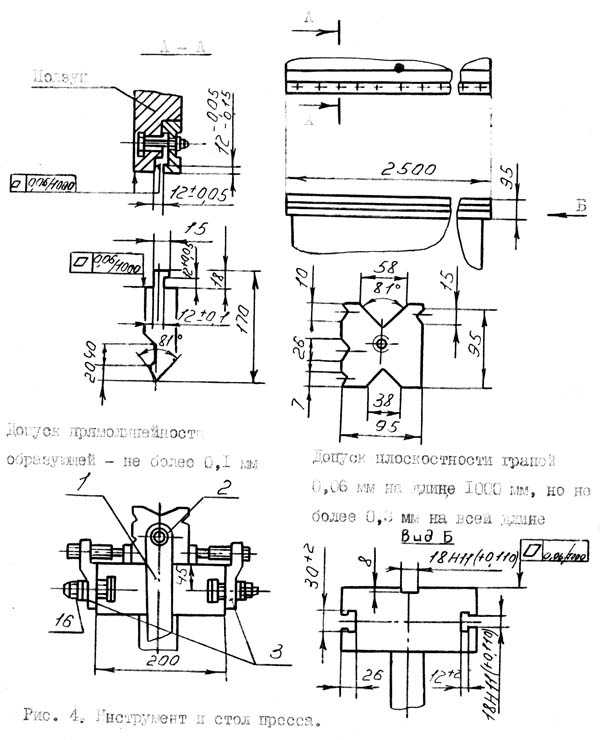
Инструмент и стол листогибочного пресса ив1330
Инструмент и стол листогибочного пресса ив1330. Смотреть в увеличенном масштабе
ИВ1330 Общий вид листогибочного кривошипного пресса

Фото листогибочного пресса ив1330
ИВ1330 Расположение составных частей листогибочного кривошипного пресса
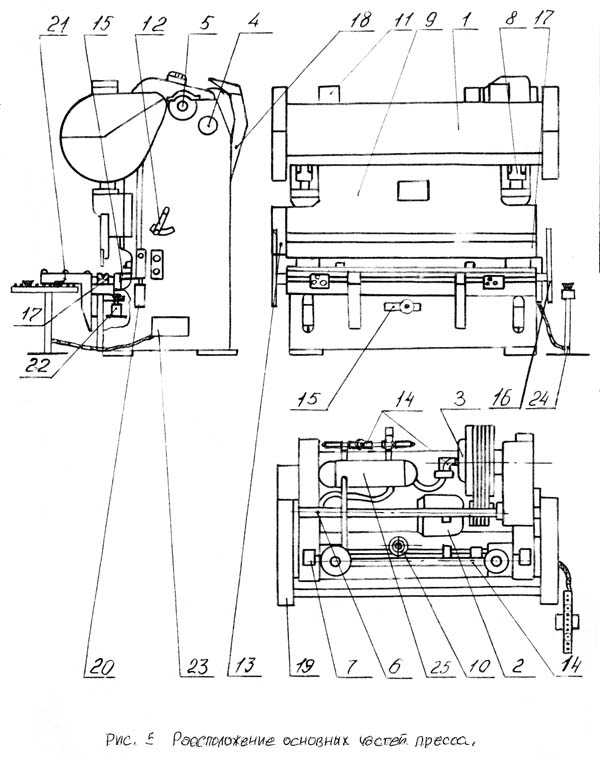
Расположение составных частей листогибочного пресса ив1330
Расположение составных частей листогибочного кривошипного пресса ив1330. Смотреть в увеличенном масштабе
Перечень составных частей листогибочного кривошипного пресса ив1330
- Станина — и1330.10.000
- Привод маховика — и1330.20.000
- Муфта-тормоз — и1330.21.000
- Вал приемный — ив1330.22.000
- Вал промежуточный короткий — ив1330.23.000
- Вал промежуточный длинный — и1330.24.000
- Вал эксцентриковый — и1330.25.000
- Шатуны — и1330.26.000
- Ползун — и1330.27.000
- Привод механизма регулировки — и1330.28.000
- Уравновешиватель — и1330.29.000
- Механизм переключения ходов — и1330.30.000
- Маслопровод — и1330.40.000
- Пневмооборудование — и1330.50.000
- Упор задний механизированный — ив1330.57.000
- Ограждение — ив1330.58.000
- Инструмент — и1330.60.000
- Ограждение — и1330.62.000
- Картеры — и1330.63.000
- Предохранитель машины от перегрузки — и1330.64.000
- Упор передний — и1330.65.000
- Подставка — и1330.75.000
- Размещение электрооборудования на машине — и1330.80.000
- Пульт управления-переносной — и1330.80.000
- Ресивер — У69.00.000
ИВ1330 Расположение органов управления листогибочным кривошипным прессом
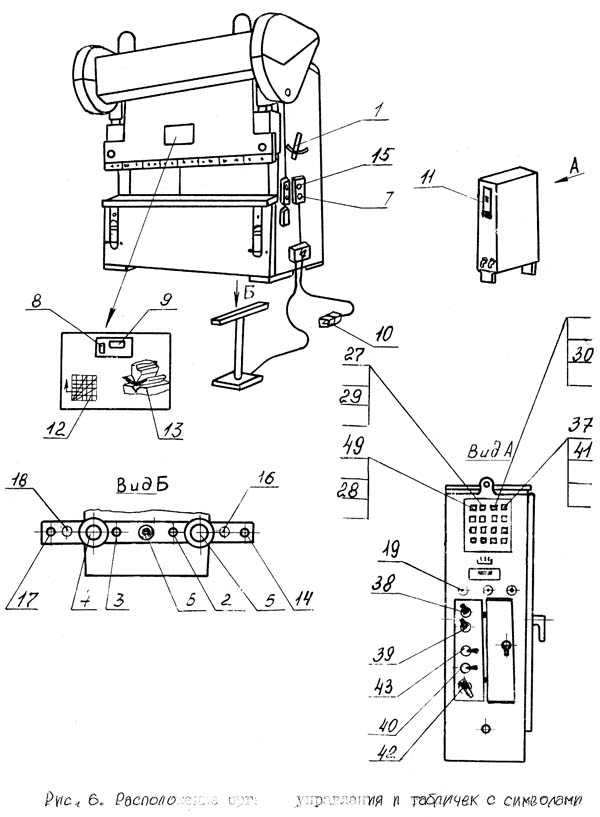
Расположение органов управления листогибочным прессом ив1330
Перечень органов управления листогибочным кривошипным прессом ив1330
- Рукоятка переключения числа ходов пресса
- Кнопка регулировки положения ползуна «Вверх»
- Кнопка регулировки положения ползуна «Вниз»
- Сдвоенные кнопки «Пуск» одиночного хода
- Сдвоенные кнопки «Пуск» одиночного хода
- Кнопка «Общий стоп»
- Кнопка «Общий стоп»
- Рычажок сброса показаний указателя, поз.9.
- Указатель измерения величины межштампового пространства
- Педаль
- Вводный выключатель
- Номограмма определения ширины ручья матрицы
- Схема гибки листа в ручье матрицы
- Стоп автомат
- Переключатель местного освещения
- Кнопка «Пуск мотора»
- Кнопка «Упор вперед»
- Кнопка «Упор назад»
- Ручная прокачка
ИВ1330 Кинематическая схема листогибочного кривошипного пресса

Кинематическая схема листогибочного пресса ив1330
Кинематическая схема листогибочного пресса ив1330. Смотреть в увеличенном масштабе
Станина
Станина пресса (рис. 8) состоит из двух стоек 1 и 2, соединённых столом 3 и двумя распорками 4 и 6. Распорка 4 служит также площадкой для установки привода и воздухораспределительных устройств. Стойки со столом соединяются шпонками 7 с цилиндрическими взаимно перпендикулярными поверхностями.
На участках стоек, работающих на растяжение, между стенками вварены тяги 8, в верхней части правой стойки 2 расположен корпус редуктора.
Опорные направляющие ползуна 9 имеют прямоугольную форму и изготовлены из материала сталь 45 ГОСТ 1050-74.
Привод
Привод пресса (рис. 9) состоит из электродвигателя повышенного скольжения, клиноременной передачи, муфты-тормоза, вмонтированной в маховик, и зубчатых колёс, расположенных на приёмном валу, двух промежуточных и эксцентриковых валах.
Зубчатая муфта, расположенная на промежуточном коротком валу, позволяет иметь две скорости хода ползуна.
Переключение скоростей производится рычажным механизмом, рукоятка которого выведена на лицевую сторону правой стойки поз. 12 (рис.5)
ВНИМАНИЕ
Запрещается переключать скорости на ходу. Переключение должно производиться только при затухавших оборотах маховика в режиме «Толчок».
Для уменьшения шума и повышения срока службы все зубчатые колеса редуктора находятся в масляной ванне.
Быстроходные пары выполнены косозубыми.
Муфта-тормоз
Муфта-тормоз (рис. 10) жёстко сблокированная многодисковая фрикционная муфта с пневматическим включением.
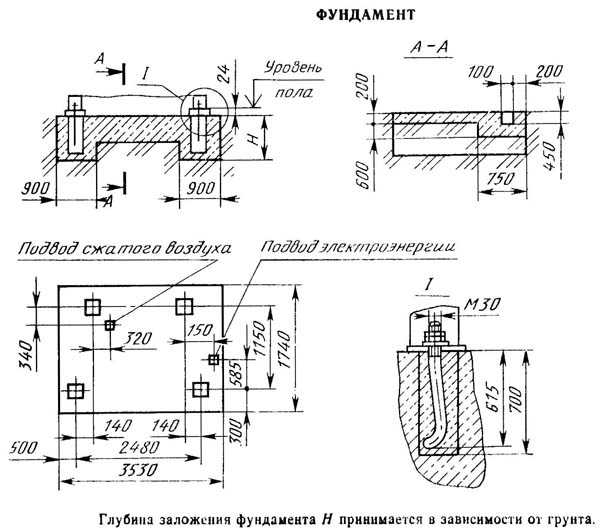
ИВ1330 Чертеж фундамента листогибочного кривошипного пресса
И1330 Листогиб кривошипный для гибки листового металла. Видеоролик.
Технические характеристики листогибочного кривошипного пресса ИВ1330
| Наименование параметра | И1330 | ИВ1330 |
|---|---|---|
| Основные параметры пресса | ||
| Номинальное усилие, кН (тс) | 1000 (100) | 1000 (100) |
| Длина стола и ползуна, мм | 2550 | 2500 |
| Расстояние между стойками в свету, мм | 2050 | 2000 |
| Ширина стола, мм | 200 | 200 |
| Высота стола над уровнем пола, мм | 800 | 790 |
| Ход ползуна, мм | 80 | 80 |
| Наибольшее расстояние между столом и ползуном в его нижнем положении, мм | 320 | 300 |
| Величина регулировки расстояния между столом и ползуном, мм | 100 | 125 |
| Число ходов ползуна в минуту | 10, 30 | 10..40 |
| Тип муфты включения | Пневматический | Пневматический |
| Тип тормоза | Пружинный | Пружинный |
| Электрооборудование и привод пресса | ||
| Количество электродвигателей, кВт | 4 | 4 |
| Электродвигатель главного привода М1, кВт | 14 | 11,8 |
| Электродвигатель привода перемещения (регулировки) ползуна М3, кВт | 1,1 | 1,1 |
| Электродвигатель привода заднего механизирована упора М4, кВт | 0,75 | 0,75 |
| Электродвигатель станции смазки М2, кВт | 0,09 | 0,09 |
| Суммарная мощность электродвигателей, кВт | 15,94 | 13,74 |
| Габарит и масса пресса | ||
| Габарит (длнна х ширина х высота), мм | 3000 х 1820 х 2935 | 3000 х 1820 х 2945 |
| Масса пресса, кг | 9100 | 9400 |
Полезные ссылки по теме
Каталог справочник гидравлических и механических листогибочных прессов
Паспорта и руководства по эксплуатации гидравлических и механических листогибочных прессов
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Прессы кривошипные — Производительность — Энциклопедия по машиностроению XXL
Точность изготовления 117 Прессы кривошипные — Производительность 55 [c.745]Штамповка на прессах. Гидравлические штамповочные прессы по принципу действия не отличаются от ковочных, но характеризуются быстроходностью и развивают усилие до 30 ООО т чаще всего они имеют индивидуальный насосный привод. На гидравлических прессах осуществляют штамповку крупных поковок. За последние годы широко применяются горячештамповочные кривошипные прессы. По сравнению с молотами у кривошипных прессов более высокая производительность, изделия, изготовленные на них, отличаются высокой точностью. [c.277]
При работе на кривошипных прессах необходимы более совершенная очистка заготовок от окалины и введение электронагрева заготовок, при котором окалина практически не образуется. Использование профилей периодического проката существенно повышает производительность прессов. Кривошипные горячештамповочные прессы строят мощностью от 200 до 10 000 г. На рис. 138 дана кинематическая схема кривошипного пресса. Электродвигатель 1 передает движение шкиву 2, сидящему на передаточном валу 3 через шестерню 4 ведущее большое зубчатое колесо 5 свободно сидит на кривошипном валу 6. Кривошипный вал 6 соединяется с зубчатым колесом 5 с помощью фрикционной пневматически действующей муфты 7. Кривошипный вал 6, начиная вращаться, приводит в действие шатун 8, который сообщает возвратнопоступательное движение прикрепленному к нему ползуну 9. Чтобы остановить пресс, выключают муфту 7 и при помощи педального механизма 11 приводят в действие тормоз 10. [c.277]
Прессы разделяются на кривошипные и гидравлические. В массовом и крупносерийном производствах преимущественно используются кривошипные прессы, так как производительность их выше, чем гидравлических прессов. Гидравлические листоштамповочные прессы в основном находят применение в серийном и мелкосерийном производствах. [c.218]
В то же время у кривошипных прессов есть и недостатки недостаточная универсальность, опасность заклинивания при работе и т.д. Однако даже с учетом недостатков механические прессы благодаря своей производительности и удобств в работе применяют достаточно широко. [c.586]
Для листовой штамповки наиболее часто применяют прессы с кривошипно-шатунным механизмом и начинают широко внедрять гидравлические. Эти две основные группы прессов и будут здесь рассмотрены. Фрикционно-винтовые прессы, работающие с ударом, для листовой штамповки, где применяется сложный и хрупкий инструмент, малопригодны. Эти прессы следует отнести к оборудованию цехов горячей штамповки. Использование их в листоштамповочных цехах, в основном, ограничивается чеканочными и калибровочными операциями. Однако они и здесь вытесняются прессами кривошипными как более производительными и обеспечивающими выпуск продукции лучшего качества. [c.5]
Безударная работа прессов не вызывает сотрясения грунта и разрушения фундамента она более безопасна для обслуживающего персонала. Коэффициент полезного действия парогидравлических прессов выше, чем молотов, и достигает 50—60%. До 1950 г. считалось, что ковочные прессы следует применять усилием от 800 т и выше, т. е. для средних и очень крупных по весу поковок. Однако стремление максимально приблизить форму поковки к конфигурации летали привело к созданию технологии ковки под кривошипными прессами путем комбинирования ковки и штамповки. Коэффициент полезного действия кривошипных прессов достигает 70—75%. Работа на кривошипных прессах имеет следуюш,ие преимущества обеспечивается высокая точность изготовления поковки, определяемая кинематикой прессов, более высокая производительность, чем у молотов соответствующей мощности снижается численность бригады улучшаются условия труда и создаются возможности механизации производства. [c.447]
Кривошипные прессы и.меют постоянный ход, равный удвоенному радиусу кривошипа. Поэтому в каждом ручье штампуют за один ход пресса, и производительность штамповки на прессах выше, чем на молотах. Наличие постоянного хода приводит к большей точности поковок по высоте, а высокая жесткость конструкции пресса, отсутствие ударов и сотрясений делают возможным применение направляющих колонок у штампов, что практически исключает сдвиг. Штамповочные уклоны у поковок также меньше, так как на прессах предусмотрены выталкиватели. При штамповке на кривошипных прессах имеются большие возможности для механизации и автоматизации процесса, чем при штамповке на молотах. [c.88]
Точность поковок и производительность штамповки не ниже, чем в случае использования кривошипных горячештамповочных прессов. Несмотря на указанные преимущества горизонтально-ковочные машины менее универсальны (по сравнению с молотами и прессами), имеют более высокую стоимость. [c.91]
Длительное время основным направлением комплексной автоматизации машиностроения было решение задач, связанных с массовым производством, где создано и внедрено множество машин-автоматов и полуавтоматов, автоматических и поточных линий 80—90 % таких деталей, как блоки цилиндров и головки блоков двигателей, валы коробки передач, массовые подшипники и др., обрабатываются на автоматических линиях. Однако это оборудование как правило является специальным, т. е. на обработку других деталей не переналаживается. Поэтому серийное производство длительно базировалось только на универсальном неавтоматизированном оборудовании (токарные станки, кривошипные прессы, сварочные посты и др.), малопроизводительном, но достаточно мобильном (быстро переналаживаемом на обработку других деталей). Переломным моментом в автоматизации серийного производства явилось появление машин с числовым программным управлением, сочетавших высокие производительность и мобильность благодаря наличию систем управления на электронной основе. Первоначально с ЧПУ строились главным образом металлорежущие станки-полуавтоматы токарной, фрезерной, расточной и сверлильной групп. В настоящее время с ЧПУ выпускаются сварочные машины, прессы, станки для электрофизической и электрохимической обработки, термическое оборудование и др. Можно отметить некоторые тенденции развития оборудования с ЧПУ, характерные для современного этапа научно-технического прогресса. [c.9]
Штамповку в закрытых штампах наиболее целесообразно производить на а) ковочных кривошипных прессах б) горизонтально-ковочных машинах в) гидравлических прессах г) фрикционных прессах, так как при штамповке в закрытых штампах на молотах значительно возрастает сопротивление деформации, снижается производительность (в связи с необходимостью применять выталкиватель) и стойкость штампов. [c.279]
Штамповка в открытых штампах на кривошипных прессах является прогрессивным методом штамповки в крупносерийном и массовом производстве и имеет следующ,ие преимущества перед штамповкой на молотах увеличенная точность штамповки, особенно по высоте поковки в связи с фиксацией нижнего положения верхнего штампа самим механизмом пресса возможность уменьшения (см. стр. 95) штамповочных уклонов ввиду наличия выталкивателей, что снижает расход металла и трудоемкость последующей механической обработки высокая производительность, превышающая производительность молота в 1,5—3 раза, так как каждый переход осуществляется за один ход пресса возможность механизации и даже автоматизации подачи заготовок в штамп меньший удельный расход энергии большая безопасность в работе и отсутствие сотрясения при работе пресса. [c.120]
Прессшпан — Сверление 610 Прессы ковочные гидравлические 103, 105 — Производительность 106 — кривошипные горячештамповочные 119 [c.782]
Заготовительные ручьи служат для получения благоприятной формы заготовки для штамповки с малым отходом металла в заусенец. Обрезка заусенца выполняется на обрезных и кривошипных прессах. Крупные и средние заготовки с относительно толстым заусенцем обрезают после штамповки в горячем состоянии. Мелкие поковки с тонким заусенцем легко обрезают в холодном состоянии. Производительность холодной обрезки выше, чем горячей. Одновременно с обрезкой заусенца часто выполняют частичную зачистку по штамповочному уклону. [c.141]
Современное направление в области рационального проведения заготовительных операций заключается в расширении применения наиболее прогрессивного производительного оборудования. Многие технологические преимущества кривошипных ковочных прессов и ковочных вальцев, позволяющие более рационально использовать металл, улучшить условия и культуру труда, а также применить автоматизирующие [c.213]
Штамповка на кривошипно-штамповочных прессах сокращает расход металла (по сравнению с молотовой штамповкой) в среднем на 5—10%, повышает производительность труда на 20—30%. [c.118]
Стальные заготовки рычагов получают ковкой, штамповкой, литьем по выплавляемым моделям и реже сваркой. При штамповке заготовок в небольших количествах применяют подкладные штампы. С увеличением масштаба изготовления заготовок более экономичной становится штамповка в открытых и закрытых штампах. В серийном производстве штамповки выполняют на штамповочных молотах, фрикционных и кривошипных прессах, а в крупносерийном и массовом производствах — на кривошипных прессах и горизонтально-ко-вочных машинах. Для повышения производительности и уменьшения себестоимости штампованных заготовок их предварительное формование в массовом производстве в ряде случаев производят на ковочных вальцах. [c.135]
Ориентировочная производительность штамповочных молотов и кривошипных горячештамповочных прессов [c.55]
В серийном и массовом производстве гибка деталей производится более совершенным и производительным способом — в штампах, установленных на кривошипных, эксцентриковых и фрикционных прессах. Изготовление [c.140]
Так же как и при других способах изготовления заготовок, на снижение отходов оказывает решающее влияние не только способ штамповки, но и конструкция технологической оснастки при одном и том же способе. Наряду с большей точностью заготовок штамповка на кривошипном прессе в 1,5—2 раза производительнее молотовой штамповки. По данным Московского завода малолитражных автомобилей для большинства деталей, ранее штамповавшихся на молотах, переведенных на штамповку под кривошипными прессами, поле допусков уменьшилось в 2 раза. [c.450]
Кривошипные горячештамповочные прессы (рис. 191) благодаря своим преимуществам начинают вытеснять молоты из штамповочных кузниц. Это объясняется их экономичностью и большой производительностью. [c.390]
Производительность кривошипных горячештамповочных прессов при штамповке в одном ручье штампа стальных поковок, шт/ч [c.165]
За рубежом выпускается специальное оборудование для формовки растяжением. В Японии, например, такое оборудование выпускает фирма Аида . На заводе Дженерал моторе (США) организована линия для изготовления формовкой растяжением панелей дверей автомобилей производительностью 1600 деталей в час (по четыре одновременно). Но можно этот процесс, как показывают исследования, проведенные МАМИ совместно с НИИТАвтопромом, осуществлять на обычных кривошипных прессах. Этот процесс внедрен на АЗЛК и В АЗе. [c.217]
Недостаточный выпуск высокопроизводительного кузнечнопрессового оборудования отчасти объясняется тем, что оно обходится дорого, а рациональное использование его в слабо специализированном производстве не всегда возможно. В частности, кривошипные горячештамповочные прессы — один из наиболее передовых видов оборудования — используются в среднем пока еще не более чем на 30—40% (по времени). Поэтому проектанты не рекомендуют устанавливать эти прессы на слабо специализированных мелких предприятиях и в цехах, где объем производства не обеспечивает полную и рациональную их загрузку. О производительности указанного оборудования при разной степени механизации работ свидетельствуют следующие данные [c.131]
Как показывают расчеты, организация комплексно-механизированной поточной линии поковок шестерен обеспечивает снижение себестоимости на 27% по сравнению с себестоимостью молотовой штамповки и на 15% по сравнению с себестоимостью штамповки на кривошипных горячештамповочных прессах. Производительность труда при этом увеличивается соответственно в 1,6 и 2,3 раза. [c.131]
Прессы кривошипные горячештамповочные — Масса поковок 298 — Назначение 290 — Основные параметры 296, 297 — Производительность 298 — двойного действия для штамповки в разъемных матрицах — Назначение 294 — Основные параметры 298 Прессы холодио-штамповочные кривошипно-коленные — Графики Допустимых усилий 304, 308 [c.565]
Для прессования металлокерамических деталей применяют механические (эксцентриковые, кривошипные, кулачковые) и гидравлические прессы. Для повышения производительности целесообразно применять многогнездовые прессформы, позволяющие формовать одновременно несколько деталей. [c.641]
Для производства обычных шамотных изделий в огнеупорной промышленности используют рычажно-кривошипный пресс СМ-143Б двустороннего прессования, развивающий прессовое давление до 425 т. При одновременном прессовании четырех кирпичей малых нормальных размеров удельное давление на массу должно составлять около 400 кг см , фактически оно меньше. Производительность пресса зависит от продолжительности одного цикла прессования. При 10 ударах в 1 мин. и одновременном прессова-НИИ четырех кирпичей его производительность составляет 2500 шт./час, или 8 г/ч. Аналогичной по принципу прессования является модель пресса СМ-301, представляющая как бы сдвоенную модель СМ-143, у которой каждый из двух штемпелей (по четыре коробки) развивает прессовое давление в 270 т. Этот пресс имеет двойную производительность. [c.197]
Тихоходность, и как результат этого—низкая производительность этих прессов,— резко ограничивают их применение в крупносерийном производстве, но зато фрикционные прессы весьма удобны в мелкосерийном производстве. При изготовлении мелких поковок они способны заменить штамповочные молоты, кривошипные прессы и даже горизонтально-ковочные машины. [c.131]
Производительность кривошипных лпстоштамповочных прессов можно повысить оснащением пх устропствамп для подачи материала в штамп п удаления отштампованных деталей и отходов [2, 7]. [c.531]
Штамповка в открытых штампах на кривошипных горячештамповочных прессах (КГШП) обеспечивает изготовление относительно точных поковок без сдвига в плоскости разъема, с малыми припусками и с повышенной по сравнению с молотами производительностью. Типовые заготовки, полученные штамповкой на прессах, приведены на рис. 20. [c.141]
Штамповка в закрытых штампах на кривошипных горячештамповочных прессах (КГШП) в неразъемных матрицах достигается применением более точных заготовок, более точной дозировкой металла, применением обычной заготовки и компенсирующего устройства в штампах для размещения излишка металла (5 — 10% объема заготовки). Точная дозировка металла для штамповки связана с дополнительными затратами из-за более сложного инструмента и меньшей производительности при отрезке. Штамповку в закрытых штампах с разъемной матрицей выполняют обычно с компенсаторами для выхода лишнего металла матрицы имеют горизонтальный разъем. Такие штампы используют для изготовления поковок типа крестовин. [c.142]
Точность изготовления 3.117 Прессы для выполнения продоль-нй-преы овых соединений при сборке 47242— 245 клепальные гидравлические переносные 4.292 i-i —, кривошипные — Производительность 3.55 Приборы газонаполненные — Маркировка 1.139 — газоразрядные см. Приборы ионные электровакуумные [c.644]
Исследование проводилось с целью установления влияния скорости вытяжки V на коэффициент вытяжки m и на напряжение при разрыве (Тд. В результате проведенных экспериментов установлено, что коэффициент вытяжки т = 0,47 удалось получить только до скорости Удах = 45 м/мин. Начало повышения напряжения замечалось, начиная с 15 м/мин коэффициент вытяжки т 0,50 получен до Ушах = 120 м/мин, начало повышения напряжения, начиная с 25 м/мин и т. д. Следовательно, чем меньше коэффициент вытяжки т, т. е. чем выше степень деформации К , тем сильнее сказывается на увеличении максимального усилия вытяжки Р ах повышение максимальных скоростей деформирования. Ориентировочно можно считать, что при w ax до 120 м/мин усилие Р ах увеличивается на 15—16%, что следует учитывать при подборе скорости пресса для вытяжки. Следует отметить, что при пульсирующей вытяжке производительность может быть выше, чем при обычной вытяжке. Пульсирующий пресс позволяет вытяги-. вать изделия значительной глубины при малом радиусе (эксцентриситете) кривошипного вала. Конструкция пресса менее громоздкая. Поэтому этот способ вытяжки при должной разработке конструкции пресса является перспективным. [c.231]
Производительность кривошипных ковочно-штамповочных прессов примерно в 1,5 раза больше паро-воздушных штамповочных молотов. Благодаря ряду преимуществ горячая объемная штамповка на этих прессах может быть отнесена к числу наиболее прогрессивных технологических процессов. В современных кузнечных цехах эти прессы работают в поточных и автоматических линиях. [c.305]
Работа механизма подачи 2 сблокирована с ходом ползуна пресса 4. За каждый ход ползуна пресса механизм подачи проталкивает заготовку в штамп до упора на величину длины одйой заготовки. Производительность кривошипного пресса 4 должна соответствовать производительности двух штамповочных автоматов. [c.189]
Холодная высадка применяется для образования местных утолщений заготовки требуемой формы, например при штамповке головок болтов, заклепок, винтовпт.н. Холодной высадкой изготовляют болты до диаметра М20 и гайки до размера М27. Холодная высадка головки заклепки (рис. 1У.39, з) выполняется в два перехода пруток подается роликами до упора 2, затем матрица 1 перемещается на позицию высадки, отрезая при этом мерную заготовку от прутка. Высадка головки заклепки производится ударом высадочного пуансона 3. Материалом для холодной высадки служат калиброванные путем волочения проволока и прутки из стали и цветных сплавов диаметром от 0,5 до 40 мм. Оборудованием для высадки служат холодновысадочные автоматы, представляющие собой специальные горизонтальные кривошипные прессы. Производительность автоматов достигает 400 шт. в минуту или 160 ООО винтов диаметром 5 мм в смену. Трудоемкость изготовления болтов на холодновысадочных автоматах в 200—400 раз меньше, чем на револьверных станках. [c.229]
mash-xxl.info