|
Номинальное усилие пресса, кН |
2500 |
|
Ход ползуна, мм |
710 |
|
Наибольшее расстояние между столом и ползуном, мм. |
1250 |
|
Размеры стола: Слева-направо Спереди-назад |
1120 1000 |
|
Усилие нижнего выталкивателя, кН, не менее |
500 |
|
Ход нижнего выталкивателя, мм |
360 |
|
Скорость холостого хода ползуна, мм/с вверх |
200 60 |
|
Скорость рабочего хода ползуна, мм/с, регулируемая: — при усилии до 30 % номинального усилия — при усилии свыше 30 % номинального усилия |
|
|
Скорость рабочего хода выталкивателя регулируемая, мм/с. — при усилии до 30 % номинального усилия — при усилии свыше 30 % номинального усилия |
|
|
Скорость возвратного хода выталкивателя, мм/с |
70 + 5 |
|
Время выдержки под давлением, с |
1…1000 |
|
Температура нагрева прессформы, К*3
(диапазон регулирования) |
373…523 |
|
Точность поддержания заданной температуры прессформы, % (по шкале в кельвинах) |
+ 0,4 |
|
Габаритные размеры, мм. Слева-направо Спереди-назад Высота |
2720 1430 4500 |
|
Масса пресса, кг |
10 285 |
ekrpm.ru
Пресс гидравлический для пластмасс ДГ2434
Если Вам необходимо купить Пресс гидравлический для пластмасс ДГ2434 звоните по телефонам:
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Пресс гидравлический для пластмасс ДГ2434 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Гидравлический пресс ДГ2434 (ДЕ2434) — euro-stanok.ru
Гидравлический пресс ДГ2434 (ДЕ2434) — промышленное оборудование, предназначенное для механической обработки заготовок из металла путем сжатия.Гидравлический пресс ДГ2434 (ДЕ2434) предназначен для формования изделий из реактопластов методами прямого и трансферного (литьевого) прессования, для изготовления изделий из резины, неметаллических материалов и изделий из тонколистового металла.
Имеется силовая и контрольно-регулирующая аппаратура для подключения обогрева пресс-формы.
Режимы работы:
— наладочный, полуавтоматический.
Циклы работы:
— с выталкивателем и без выталкивателя,
— с подпрессовками и без подпрессовок,
— с отключением двигателя во время выдержки и без отключения.
Дополнительное оборудование, инструмент к гидравлическому прессу ДЕ2432, который можно приобрести отдельно:
— Оснащение пресса греющими плитами
Устройство пресса ДЕ2434 (ДГ2434)
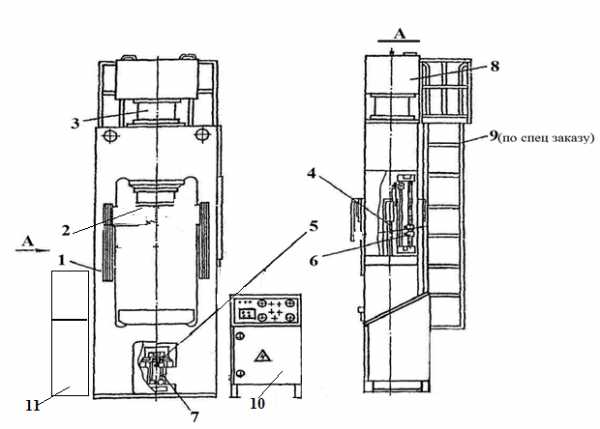
Конструктивно все основные узлы пресса ДЕ2434, ДГ2434 располагаются на станине: в ее верхнюю поперечину встроен главный цилиндр с баком и клапаном наполнения, в нишах расположены цилиндры возврата, трубопроводы, механизм конечных выключателей ползуна. Выталкиватель, с механизмом конечных выключателей, закреплен в нижней поперечине станины.
Электроаппаратура пресса размещена в отдельном шкафу.
Гидроагрегат установлен слева от станины.
Номинальное усилие пресса, кН
2500
Ход ползуна(стола), мм
710
Макс, расстояние между столом и ползуном, мм
1250
Размеры стола, мм
1120х1000
Макс. ход выталкивателя в ползуне, мм
360Тип системы управления
электрическая
Тип привода
гидравлический
Напряжение питания, В
3×380
15
Габаритные размеры, мм
2720/1430/4500
www.euro-stanok.ru
Пресс гидравлический ДГ2434
Пресс гидравлический ДГ2434 необходим для производства различной продукции из пластмасс, резины, неметаллических (невзрывоопасных) материалов, а также тонкого листового металла методом литьевого и прямого прессования. Станок обладает номинальным усилием 250 тонн, благодаря чему может быть установлен, как на крупных, так и на малых предприятиях, которые специализируются на выпуске военной продукции, деталей для приборостроения, машиностроения.
Преимущества ДГ2434
Механизм гидравлический для прессования изделий из терморективных пластмасс считается бесшумным и экономичным оборудованием. Пресс ДГ2434, характеристики которого позволяют выполнять качественное и точное прессование изделий, удобен и прост в управлении. Перед тем, как приступить к рабочему процессу, оператору необходимо детально изучить инструкцию по эксплуатации и пройти инструктаж по технике безопасности. Пресс гидравлический ДГ2434 при своей небольшой мощности обладает широким диапазоном регулировки рабочего усилия.
Особенности кострукции пресса ДГ2434
Благодаря универсальности конструкции, пресс ДГ2434 можно оснастить дополнительным оборудованием, которое позволит ускорить рабочий процесс и сделать его более комфортным и качественным.
Таким дополнительным оснащением может быть:
- Гидровыталкиватель;
- Вентиляционная вытяжка;
- Плиты нагрева и охлаждения;
- Система управление и др.
Конструкция станка базируется на сварной станине рамного типа, на которой располагаются основные узлы, а именно:
- Гидробак;
- Клапан;
- Рабочий цилиндр;
- Выталкиватель;
- Ползун;
- Стол со специальными Т-образными пазами для установки пресс-формы;
- Выталкиватель;
- Трубопровод.
Прессовый агрегат гидравлический ДГ2434, имеет наладочный и полуавтоматический режимы работы. Станок возможно использовать на предприятиях, расположенных в различных климатических зонах. Для установки оборудования в производственном помещении требуется обеспечить бесперебойное питание, а именно переменный трёхфазный ток, напряжение которого 380 В.
stanew.ru
Пресс гидравлический ДГ2434, ДЕ2434 от завода-производителя
Режимы работы:
— наладочный, полуавтоматический.
Циклы работы:
— с выталкивателем и без выталкивателя,
— с подпрессовками и без подпрессовок,
— с отключением двигателя во время выдержки и без отключения.
Дополнительное оборудование, инструмент к гидравлическому прессу ДЕ2432, который можно приобрести отдельно:
— Спец оснастка по заказу клиента
— Оснащение пресса греющими плитами
. 
Основные узлы пресса ДЕ2434:
- Станина
- Ползун
- Главный цилиндр
- цилиндр возврата
- Выталкиватель
- Механизм конечных выключателей ползуна
- Механизм конечных выключателей выталкивателя
- Бак наполнения
- Лестница с площадкой -(по заказу за отдельную плату)
- Электрошкаф
- Гидроагрегат
Комплект поставки пресса ДЕ2434
- Пресс в сборе ДЕ2434
- Запасные части
- Кольцо ГОСТ 9833
- 005-008-19-2 9шт
- 011-014-19-2 3шт
- 012-016-25-2 6шт
- 016-020-25-2 2шт
- 017-021-25-2 4шт
- 021-025-25-2 1шт
- 030-034-25-2 6шт
- 037-045-46-2 2шт
- 040-044-25-2 6шт
- 070-080-58-2 2шт
- 080-090-58-2 2шт
- 130-140-58-2 2шт
- 345-360-85-2 1шт
- Манжеты ГОСТ 14896
- Рукав высокого давления 7шт
- Шприц рычажно-плунжерный 1шт
- Кольцо ГОСТ 9833
- Документы
- Руководство по эксплуатации пресса ДЕ2434 1шт
- Руководство по эксплуатации Гидроагрегат ГПДА 1шт
- Руководство по эксплуатации 2ТРМ1 1шт
- Инструкция Н3СR 3шт
- Инструкция RITTAL 1шт
Устройство составных частей пресса ДЕ2434, ДГ2434
Конструктивно все основные узлы пресса ДЕ2434, ДГ2434 располагаются на станине: в ее верхнюю поперечину встроен главный цилиндр с баком и клапаном наполнения, в нишах расположены цилиндры возврата, трубопроводы, механизм конечных выключателей ползуна. Выталкиватель, с механизмом конечных выключателей, закреплен в нижней поперечине станины.
Электроаппаратура пресса размещена в отдельном шкафу.
Гидроагрегат установлен слева от станины.
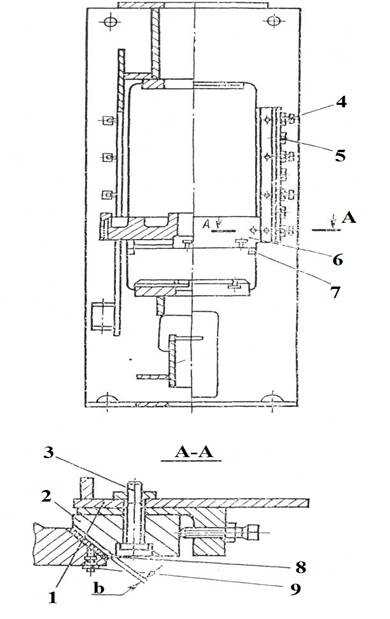
Станина пресса ДЕ2434, ДГ2434
Станина 1 – рамного типа, сварная. На стойках станины расположены закрепленные винтами 3клиновые направляющие 2. С помощью регулировочных винтов 4 и 5 устанавливается зазор между рабочими поверхностями направляющих станины и ползуна.
Ползун гидравлического пресса ДЕ2434, ДГ2434
Ползун пресса 6 представляет собой массивную чугунную плиту, опирающаяся проушинами на плунжеры цилиндров возврата, которые через прорези в боковых листах выходят в ниши станины. Направляющие ползуна снабжены текстолитовыми накладками 8. Для их смазки установлены пресс масленки 9.
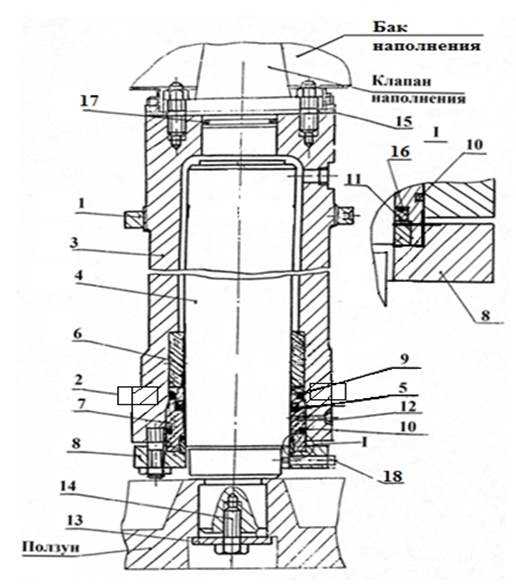
Гидроцилиндры пресса ДЕ2434, ДГ2434
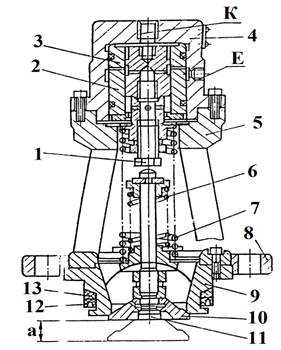
Гидроцилиндры (выталкиватель, цилиндры возврата) выполнены в соответствии с требованиями отраслевого стандарта. Главный цилиндр – плунжерного типа. С помощью гайки 1 и полуколец 2 корпус цилиндра 3 закреплен в верхней поперечине станины. Уплотнение плунжера 4 осуществляется манжетой 5. Втулка 6 служит для обеспечения необходимого направления плунжеру и удерживается втулкой 7 с уплотнением 9 и фланцем 8. Уплотнения 10 и 11 предотвращают утечки рабочей жидкости. Утечки через отверстие 12 по трубке направляются в бак гидроагрегата. Плунжер соединяется с ползуном при помощи шайбы 13 и болта 14. Винт 18 служит для фиксации плунжера в верхнем положении при транспортировке и ремонтах. Винт 18 сблокирован с конечным выключателем, что исключает возможность включение цилиндра ползуна на ход вниз при зафиксированном плунжере. На верхнем торце цилиндра пресса ДЕ2434, ДГ2434 закреплены клапан наполнения и бак наполнения. Герметизация соединения бака и цилиндра обеспечивается резиновой прокладкой 15. Уплотнительные манжеты 5,9,17 имеют защитные капроновые кольца.
Главный цилиндр пресса ДЕ2434, ДГ2434
Цилиндр возврата и цилиндр выталкивателя пресса ДЕ2434, ДГ2434
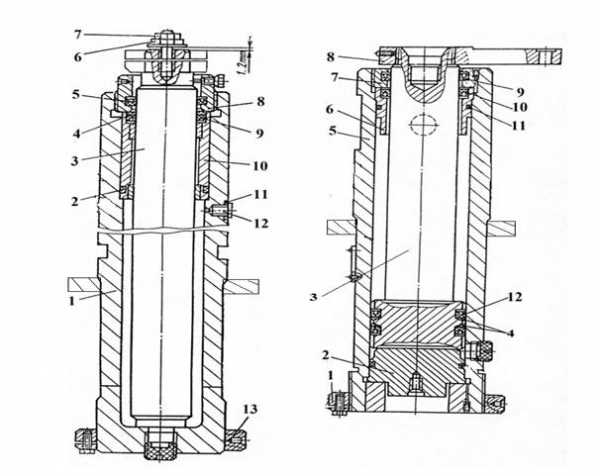
Цилиндры возврата: корпус цилиндра крепится в специальной поперечине, расположенной в стойке станины, при помощи гайки 13. Уплотнение плунжера 3 осуществлено манжетой 9. Гайка 6 и контргайка 7 закреплены таким образом, что плунжер имеет возможность ограниченного перемещения в проушине ползуна для компенсации погрешности хода. Втулка 10 служит для обеспечения необходимого направления плунжеру и закреплена гайкой 8. Отверстие, закрытое пробкой 12 с прокладкой 11, служит для удаления воздуха из полости цилиндра. Для очистки плунжера от пыли и прочих инородных частиц установлена манжета 5.
Цилиндр выталкивателя представляет собой цилиндр поршневого типа. Его корпус 5 крепится в нижней поперечине станины при помощи гайки 1. Днищем цилиндра служит крышка 2. В верхней части корпуса установлена направляющая втулка 6. Уплотнение по наружному диаметру втулки 6 достигается резиновым кольцом 11, а по внутреннему диаметру манжетой 10. Уплотнение поршня 3 обеспечивается манжетами 12, которые предохраняются от преждевременного износа защитными кольцами 4. Поводок 8 служит для закрепления подвижной штанги механизма конечных выключателей выталкивателя. Для очистки поршня 3 от пыли и инородных частиц в гайке 7 установлена манжета 9.
Бак наполнения пресса ДЕ2434, ДГ2434
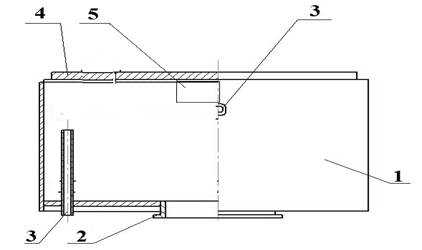
Бак наполнения 1 изготовлен из листового проката. Он крепится к главному цилиндру пресса ДЕ2434, ДГ2434 при помощи фланца 2. В баке имеется патрубок 3, через который осуществляется соединение с баком гидроагрегата. Труба для слива масла из бака наполнения находится в правой нише станины и выведена на заднюю ее стенку. От гидроагрегата к баку наполнения подведена труба, через которую осуществляется слив масла из линии управления гидросистемы. На передней стенке бака расположен маслоуказатель 6, на крышке – воздухоочиститель 5. В баке размещен радиатор для охлаждения масла.
Клапан наполнения пресса ДЕ2434, ДГ2434
Предназначен для пропуска больших объемов масла из бака наполнения в полость главного цилиндра и обратно во время холостых ходов, а также герметичного разделения полостей цилиндра и бака во время рабочего хода пресса. Управление клапаном наполнения пресса ДЕ2434, ДГ2434 осуществляется от основного потока линии цилиндров возврата.
При подаче давления в подпоршневую полость управляющего цилиндра 4 оба поршня 2 и 3 начинают двигаться вниз и через промежуточные детали открывают разгрузочный клапан штока 11. При открытии разгрузочного клапана происходит быстрый и плавный сброс давления. Поршень 2, служащий для открытия разгрузочного клапана, выбрав ход, останавливается.
Электрооборудование пресса ДЕ2434, ДГ2434
Насос гидросистемы пресса ДЕ2434, ДГ2434 приводится во вращение асинхронным трехфазным коротко замкнутым электродвигателем. Для управления гидроаппаратами служат шесть электромагнитов постоянного тока 24В. Ограничение движений механизмов и блокировки выполняется семью бесконтактными преобразователями положения.
Выполнение операций управления прессом ДЕ2434, ДГ2434 в соответствии с циклограммой осуществляется с помощью командоконтроллера, принцип работы которого основан на циклическом опросе состояния датчиков и выполнения команд в соответствии с записанной в управляющей памяти контролера программой. В программе все электромагниты, оперативные памяти и другие исполнительные аппараты включаются согласно логическим формулам. Схема позволяет контролировать длительность паузы перед подпрессовками и время выдержки изделия под давлением (выдержка прессования).
При выполнении условий, накладываемых программой, включается соответствующий исполнительный аппарат, что в свою очередь приводит к движению какого-либо механизма пресса ДЕ2434, ДГ2434 .
Электрическая схема обеспечивает работу пресса ДЕ2434, ДГ2434 в следующих режимах:
- Наладочном
- Полуавтоматическом:
- прямого прессования
- трансферного прессования
Управление работой пресса ДЕ2434, ДГ2434 осуществляется с панели пульта электрошкафа Соединение электрошкафа с электрооборудованием пресса осуществляется штепсельными разъемами.
Панель пульта пресса ДЕ2434, ДГ2434
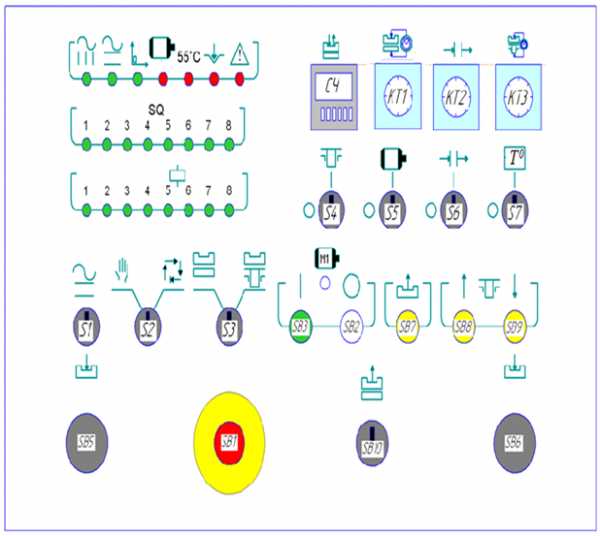
Расшифровка символов пульта пресса ДЕ2434, ДГ2434

Подготовка гидравлического пресса ДЕ2434, ДГ2434 к первоначальному пуску
- Для удаления влаги из изоляции обмоток электродвигателя, из электроаппаратуры и проводов перед пуском пресс ДЕ2434, ДГ2434 должен находиться в сухом помещении не менее 3-х суток.
- Подсоединить маслоохладитель к водопроводной сети и канализации;
- После подключения к силовой электросети надежно заземлить пресс ДЕ2434, ДГ2434, присоединив его к общей системе заземления.
- Выполнить все требования, относящиеся к первоначальному пуску и изложенные в соответствующих руководствах по эксплуатации электрооборудования и гидроагрегата.
- Произвести заливку рабочей жидкости в бак наполнения и в бак гидроагрегата.
Настройка и наладка пресса ДЕ2434, ДГ2434
- Все работы по регулировке и настройке пресса ДЕ2434, ДГ2434 производить в режиме «НАЛАДКА»
- Произвести настройку гидросистемы и режимов работы в соответствии с руководством к гидроагрегату и электрооборудованию.
- Величины ходов ползуна и выталкивателя установить в зависимости от высоты пресс-формы, высоты прессуемого изделия, марки и предварительной подготовки пресс-материала с помощью соответствующих конечных выключателей. Величина хода определяется ходом толкателей пресс-формы.
- Отрегулировать скорость холостого хода вниз (не менее 35,0 мм /сек.)
- Отрегулировать требуемое усилие прессования.
- Сомкнуть пресс-форму и проверить по манометру при каком давлении пресс ДЕ2434, ДГ2434 отключается (встает на выдержку), сравнить это давление с требуемым, и соответственно поднять или отпустить регулировочную стрелку.
- Установив режим работы «ПОЛУАВТОМАТ», приступить к работе.
ЗАПРЕЩАЕТСЯ:
- допускать к работе и обслуживанию пресса ДЕ2434, ДГ2434 лиц, не аттестованных в установленном порядке;
- эксплуатировать пресс ДЕ2434, ДГ2434 при его неисправности;
- производить обслуживание и ремонт пресса в процессе ДЕ2434, ДГ2434 его работы;
- производить смену пресс-форм при плунжере не закрепленном в верхнем положении;
- оставлять работающий пресс ДЕ2434, ДГ2434 без защитных кожухов и ограждений, предусмотренных конструкцией.
vmstanki.ru
Пресс гидравлический ДГ2434
Переработка и формовка изделий производится прессом данной модели по нескольким циклам: с наличием/отсутствием выталкивателя, с наличием/отсутствием подпрессовок, выдержка под давлением с включенным/отключенным двигателем.
В базовую комплектацию гидравлического пресса ДГ2434 входит сварная станина, на которой расположены основные детали и узлы: рабочий цилиндр, клапан, бак наполнения, выталкиватель, ползун и стол с Т-образными пазами для крепления пресс-форм, цилиндры возврата, выключатели ползуна и выталкивателя и трубопровод.
Справа от пресса отдельно устанавливается электрошкаф с системой управления прессом, с левой — гидроагрегат. Режим работы пресса наладочный полуавтоматический. Род тока питающей сети переменный трехфазный, частота 50±1 Гц, напряжение 380 В.
Используемая рабочая жидкость — масло индустриальное И-20А, И-40А ГОСТ 20799; ВНИИ НП-403 ГОСТ 16728; ИГП-18, ИГП-30, ИГП-38 ТУ38101413 класса частоты не менее 13.
Система смазки ручная марки солидол С ГОСТ 4366, расход которой составляет 0,7 кг/нед.
Конструкция прессов позволяет обеспечить поддержание необходимой температуры нагрева пресс-форм в диапазоне 100-250оС, автоматизировать подпрессовки от 1 до 9, при усилии 20-80% номинального. Высокие скорости смыкания позволяют производить высокотемпературный предварительный подогрев пресс-материала до 120-130оС, прессовать низкие тонкостенные изделия в форме нагретой до 200-220оС.
Стоит отметить такие возможности пресса как предварительное нагружение усилием 20-80% номинального и выдержка при этом усилии от 0 до 90 сек, а также сохранение стабильного давления при больших выдержках. Специальная двуручная система управления ходом ползуна вниз, подвижное ограждение штампового пространства; встроенный уловитель вредных газовыделений, а также система аварийного отключения и блокировок обеспечивают высокую степень безопасности работы. Отдельно можно приобрести плиты нагрева и спецоснастку.
Изготавливаемые нами прессы соответствуют требованиям технических условий и комплекту документации согласно спецификации ДЕ2434.00.001.
Пресс гидравлический ДГ2434 поставляется в упаковке, предохраняющей от механических повреждений, обеспечивающей сохранность оборудования при транспортировке, погрузке и разгрузке. Пресс устанавливается на деревянную станину (на брусья), упаковывается в полиэтиленовую пленку повышенной прочности. Маркировка, консервация, окраска, упаковка, транспортировка, гарантии в соответствии с ГОСТ 19569-89, ГОСТ Р 51908-2002, ГОСТ Р 51909-2002. Перед отгрузкой всё Оборудование в местах, где это необходимо, подвергнуто соответствующей консервации, обеспечивающей предохранение его от порчи во время транспортировки и хранения.
В базовую комплектацию ДГ2434 входит:
- Пресс в сборе;
- Гидростанция;
- Электрошкаф управления.
Дополнительное оборудование:
- Нагревательные плиты.
stankogid.ru