Что такое предварительно напряженная арматура
Что такое предварительно напряженная арматураВ строительстве при изготовлении железобетонных конструкций широко применяется предварительно напряженная арматура. Предварительное напряжение заключается в том, что рабочая арматура перед бетонированием натягивается электротермическим способом или специальными домкратами. После затвердения бетона натяжение арматуры снимается. Она при этом стремится занять свое первоначальное состояние и передает окружающему бетону часть сжимающих усилий.
Предварительно напряженные железобетонные конструкции по сравнению с обычными могут выдерживать более значительные нагрузки. Это позволяет уменьшить сечение самой конструкции, а, следовательно, сократить расход арматуры и бетона.
Железобетонные брусья, при изготовлении которых была использована преднапряженная арматура, широко применяются при производстве сборных железобетонных конструкций, которые используются в жилищном и гражданском строительстве (плиты междуэтажных перекрытий, элементы лестниц, балконов), а также для сооружения водонапорных башен, железнодорожных шпал, цилиндрических резервуаров, силосов, сводов оболочек и пр.Плоские или пространственные арматурные каркасы и сетки изготавливаются на арматурно-сварочных заводах или в специальных арматурных мастерских, оснащенных высокопроизводительным современным оборудованием. На этих предприятиях рационально производить укрупненную сборку элементов арматуры, но при этом необходимо учитывать допускаемые габариты транспорта и грузоподъемность монтажных механизмов.
• С помощью сцепления арматурных прутьев с бетоном, усиленного еще дополнительными анкерными устройствами.
• С помощью передачи на бетон усилий натяжения посредством анкерных устройств, расположенных на концах арматурных элементов и без учета сцепления бетона и арматуры.






myremdom.ru
Напряженное армирование
Технология строительных процессов | Лекция 7.3.1 |
Напряженное армирование
В конструкциях, работающих на изгиб (плиты, балки, прогоны и т.п.) под действием нагрузки и собственного веса появляются растягивающие напряжения. Для их восприятия в растягиваемой зоне приходится размещать большое количество арматуры. Несмотря на это и обеспечение для арматурных элементов y, в зонах максимального момента могут наблюдаться трещины.
С целью повышения трещиностойкости и несущей способности железобетонных конструкций, а также более полного использования механических свойств арматурной стали и сокращения ее расхода используют предварительное напряжение арматуры.
Предварительно напряженными называются такие железобетонные конструкции, в которых в предполагаемых зонах растяжения до приложения эксплуатационных нагрузок искусственно создается внутреннее напряженное состояние, выражающееся в обжатии бетона и растяжении арматуры. Прежде чем бетон в конструкции начнет работать на растяжение, в нем должно быть погашено предварительно созданное сжатие.
Предварительно напряженные железобетонные конструкции обладают многими преимуществами по сравнению с обычными железобетонными конструкциями. Их эксплуатационные качества выше, так как благодаря трещиноустойчивости увеличиваются жесткость и долговечность, повышается водонепроницаемость.
В предварительно напряженных железобетонных конструкциях эффективно используются высокопрочные материалы, что дает экономию стали до 40%, позволяет уменьшить размеры поперечного сечения элементов конструкций на 20 – 30% , сократить транспортные затраты.
Следует отметить целесообразность применения в ряде случаев бетонов низких марок, так как предварительное напряжение сближает деформативные свойства высокопрочной арматуры и бетона и обеспечивает их совместную работу во всех стадиях загружения.
При производстве предварительно напряженных элементов необходимы такие технологические процессы, которые позволяют не затрачивать излишний материал в элементах из-заусловий работы конструкций в доэксплуатационный период. Для конструкций, намеченныхк изготовлению, должны быть обеспечены рациональные способы производства, транспортирования и сборки, чтобы в этих стадиях, до того как конструкция включена окончательно в состав здания или сооружения, она не находилась в условиях более тяжелых, чем под последующей эксплуатационной нагрузкой.
Во всех случаях изготовления предварительно напряженных элементов натяжение арматуры производится одним из следующих методов.
Предварительное обжатие. Арматура укладывается и натягивается(на упоры) до укладки бетона. Контроль напряжений в арматуре осуществляется в данном случае до обжатия бетона.
Последующее обжатие. Арматура укладывается в формы до укладки бетона или в каналы элементов в процессе изготовления конструкции, но натягивается(на бетон) после набора бетоном достаточной прочности, для того чтобы передать на него усилия обжатия, создаваемые натяжными устройствами. Контроль натяжения в арматуре в этом случае производится в процессе обжатия бетона.
— 1 —
Технология строительных процессов | Лекция 7.3.1 |
В соответствии с принятыми методами напряженного армирования железобетонных конструкций арматура, применяемая в них, соответственно называется «с предварительным натяжением» и «с последующим натяжением». Для изготовления большинства типов конструкций применяется арматура с предварительным или последующим натяжением. Только в составных конструкциях могут применяться оба вида напряженной арматуры, из которых предварительно напряженная арматура используется при изготовлении отдельных элементов, а арматура с последующим напряжением применяется при сборке конструкции из этих элементов.
При изготовлении железобетонных конструкций с предварительно напряженной арматурой, когда бетонирование производится после натяжения арматуры, должно быть обеспечено начальное сцепление арматуры с бетоном, и контроль натяжения арматуры
должен производиться до обжатия бетона.
В случае применения последующего натяжения после твердения бетона отсутствует сцепление с бетоном арматуры, расположенной внутри или снаружи элемента, контроль натяжения арматуры в этом случае производится после обжатия бетона.
Сцепление между арматурой и бетоном восстанавливается последующим обетонированием арматуры элемента после натяжения арматуры.
По способам анкеровки предварительно напряженная арматура делится на следующие виды:
а) неанкерованная из холоднотянутой высокопрочной проволоки, горячекатаной, холоднотянутой или низколегированной стали периодического профиля;
б) непрерывно навиваемая из холоднотянутой высокопрочной проволоки с закреплением концов.
Арматура с последующим натяжением из одиночных стержней постоянного сечения, пучка проволок из холоднотянутой или низколегированной стали всегда бывает анкерованной.
Способы натяжения арматуры — механический, электротермический и электротермомеханический. Арматурные работы при натяжении состоят из заготовки напрягаемой арматуры и арматурных элементов, соединения, укладки и натяжения арматуры.
ЗАГОТОВКА И СОЕДИНЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ.
Для напрягаемой арматуры длиной до 12м используют стержни из горячекатаной стали классов A-600,А-800,А-1000(А-IV,A-V,A-VI),сталь, упрочненную вытяжкой классаА-400в,термически упрочненную сталь классовАт-600иАт-800,а также высокопрочную проволоку классовВ-II,Вр-IIи стальные канаты классаК-7иК-19.При длине напрягаемой арматуры более 12 м применяют горячекатаную и термомеханически упрочненную арматуру классовА-600,А-800,А-1000,Ат-600сиА-400в,высокопрочную проволоку и канаты, такие же как и для напрягаемой арматуры длиной до 12м. Стержни из стали классаА-400вполучают путем предварительного упрочнения вытяжкой арматуры классаА-400.Упрочнение вытяжкой ведут до величин, соответствующих контролируемым удлинению и напряжению. Для контроля упрочнения вытяжкой от каждой партии стержней отбирают по два образца для испытания на растяжение.
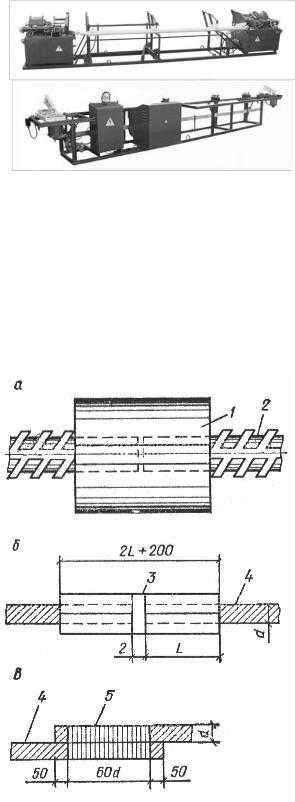
Заготовка арматуры включает соединение стержней в «плеть» длиной до 24 м. На концах таких заготовок высаживают анкерные головки (рис.1, 6), а затем производят упрочнение вытяжкой (рис.2). Подготавливают арматурные заготовки на специальных полуавтоматических линиях, оснащенных машинами для стыковой сварки или обжатия обоймы, станком для резки арматуры, стендом для упрочнения механической вытяжкой (рис.2), гидравлическим домкратом и другим оборудованием. Производительность таких полуавтоматических линий до 7 т арматуры в смену. Линии оборудуют системами пнев-
— 2 —
Технология строительных процессов | Лекция 7.3.1 |
матики и автоматики, обеспечивающими работу в автоматическом и ручном режимах. Обслуживают линию двое — сварщик и оператор.
Рисунок 1. Машина для высадки анкеров СМЖ-128Б
Рисунок 2. Установка для удлинения арматурных стержней СМЖ-129Б
Соединять стержни можно различными способами в зависимости от класса стали и диаметра стержня. Так, стержни из стали A-600иA-800,которые в последующем будут подвергаться упрочнению вытяжкой, соединяют с помощью стыковой контактной сварки. Для стыковки стержней из трудносвариваемой стали классовАт-600,Aт800Aт-1000применяют впрессованные соединительные обоймы (муфты, гильзы) (рис.3а, 4). Соединяют арматурные канаты с помощью опрессованной гильзы (рис.3б), но они могут соединяться и внахлестку, по всей длине которой плотным рядом накладываются витки вязальной проволоки (рис.3в). Соединять арматурную проволоку можно с помощью муфты и пробки. Такое соединение обеспечивает соосный равнопрочный стык (рис.5).
Рисунок 3. Стыкование арматурных элементов. а — стержневой арматуры с помощью опрессованной муфты; б — арматурных канатов прядей с о прессовкой гильзой; в — нахлесточное, арматурных канатов, прядей с обмоткой вязальной проволокой; 1— муфта; 2 — стержень; 3 — гильза; 4 — канат, прядь; 5 — обмотка проволокой
— 3 —
Технология строительных процессов | Лекция 7.3.1 |
Рисунок 4. Соединение арматурных стержней путем обжатия муфтой. Арматура, предназначенная для напряжения, также, как и ненапрягаемая, подвер-
гается предварительной обработке, которая включает чистку, правку, сварку в «плеть» и резку. Кроме того, напрягаемая арматура подвергается дополнительной обработке или обустройству. Это — высадка и устройство анкерных головок. Высадка головок арматурных стержней производится, например, на установке СМЖ-128Б(рис.1). Кроме силовой высадки головок концов стержней и проволочной арматуры можно использовать и другие способы анкеровки арматуры. Различные анкерные устройства на концах арматурных изделий показаны на рисунке 6.
Рисунок 5. Соосный равнопрочный стык. 1 — проволоки; 2 — пробка; 3 — муфта; 4 — насаженные головки.
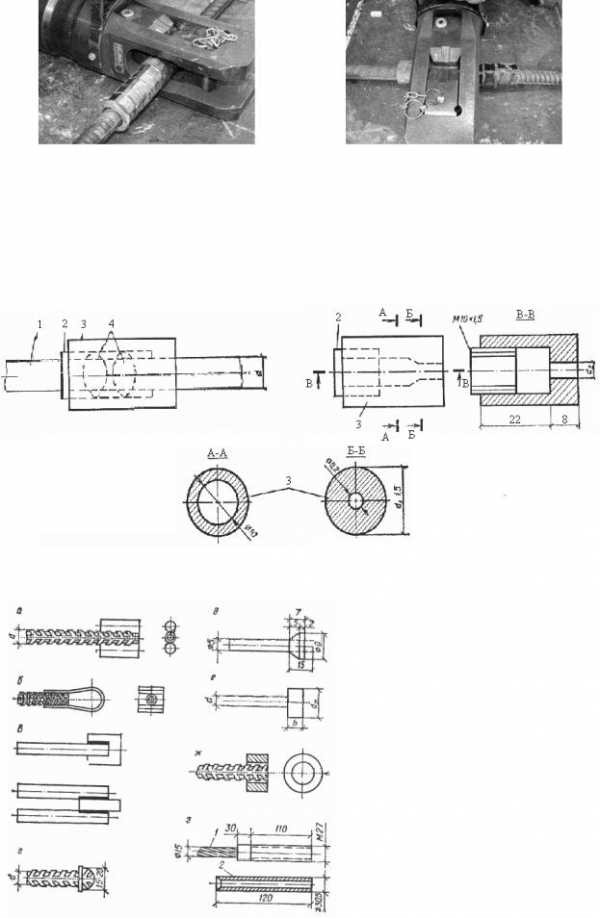
Рисунок 6. Анкерные устройства на концах арматурных изделий. а — с приваренными коротышами: б — с приваренной петлей; в — с приваренной пластиной; г — с высаженной головкой на стержне; д, е — с высаженными головками на высокопрочной проволоке; ж — с напрессованной и обжатой втулкой на стержне; з — с напрессованной трубкой на канате, пряди; 1— канат, прядь с трубкой в сборе; 2 — заготовка трубки.
— 4 —
Технология строительных процессов | Лекция 7.3.1 |
Более сложными в изготовлении и по конструкций являются анкерные элементы для арматуры из трудносвариваемых или несвариваемых сталей, а также для натяжения нескольких прядей одновременно. Так, на стендовых или агрегатно-поточныхтехнологических линиях с использованием высокопрочной термоустойчивой проволоки диаметром3—8мм применяют унифицированные напрягаемые арматурные элементы (УНАЭ), например. конструкции ЦНИИОМТП с прорезной или дырчатой колодкой (рис. 7).
Сложными в изготовлении и по конструкции являются анкерные элементы для арматуры из трудносвариваемых или несвариваемых сталей, а так же для натяжения нескольких прядей одновременно. Так, на стендовых или агрегатно-поточныхтехнологических линиях с использованием высокопрочной термоустойчивой проволоки диаметром3—8мм применяют унифицированные напрягаемые арматурные элементы с прорезной или дырчатой колодкой (рис.7). Предварительно проволоку устанавливают по размерам (длине). В анкерных колодках арматуру закрепляют путем высаживания головок на концах проволоки. В зависимости от числа проволок, закрепленных в колодке, эти арматурные элементы унифицируют по маркам. Для холодной высадки головок арматурной проволоки применяют станкиСМЖ-155илиСМЖ-311.При натяжении арматуры на упоры форм и на бетон используют различные анкерные устройства в зависимости от диаметра и вида арматуры (Таблица 1).
Рисунок 7. Унифицированные напрягаемые арматурные элементы. а — с дырчатой анкерной колодкой; б — с прорезной анкерной колодкой; 1
— анкерная колодка; 2 — высокопрочная проволока; 3 — спиральный хомут; 4 — высаженные головки.
Таблица 1
Тип зажима | Эскиз | Арматура | Назначение |
|
|
|
|
| Для стержневой арматуры |
| |
|
|
|
|
|
| Периодического про- | При натяжении арматуры |
ЦНИИЛ-3 |
| филя диаметром 12 — | |
| на упоры форм | ||
|
| 40 мм | |
|
|
| |
|
|
|
|
ВНИИСтройнефти |
| То же, диаметром, 12 | То же |
| —18мм | ||
|
|
| |
|
|
|
|
Завода «Баррика- |
| То же, диаметром 16 | То же |
да» |
| —18мм | |
|
| ||
|
|
|
|
|
| — 5 — |
|
Технология строительных процессов |
|
| Лекция 7.3.1 | |
|
|
|
|
|
|
| Для проволочной арматуры |
| |
|
|
|
|
|
Клиновой одиноч- |
|
| Высокопрочная прово- | При натяжении на упоры |
|
| лока гладкая и перио- | ||
ный |
|
| форм и стендов | |
|
| дического профиля | ||
|
|
|
| |
|
|
|
|
|
Стержневой груп- |
|
| Высокопрочная прово- | При натяжении на упоры |
|
| лока гладкая и перио- | ||
повой |
|
| стендов | |
|
| дического профиля | ||
|
|
|
| |
|
|
|
|
|
|
|
|
| Для автоматического за- |
НИИЖБ |
|
| Высокопрочная прово- | крепления арматуры при |
|
| лока или прядь | непрерывном армирова- | |
|
|
| ||
|
|
|
| нии |
|
|
|
|
|
Для пучковой ар- |
|
| То же | При натяжении на бетон |
матуры |
|
| ||
|
|
|
| |
|
|
|
|
|
УКЛАДКА И НАТЯЖЕНИЕ АРМАТУРЫ
Существуют два основных способа укладки арматуры в формы, стенды или готовые конструкции, где она в дальнейшем натягивается, а именно: линейный и непрерывный.
Л и н е й н о й укладкой арматуры называют укладку стержней или проволоки конечной длины в устройство для натяжения арматуры.
Одиночные стержни обычно укладываются в формы или стенды и закрепляются в зажимах для одного стержня. Группы стержней или проволок предварительно объединяются в пакеты, в которых концы арматуры закреплены в одном зажимном устройстве для пакета или пучка, пригодного для транспортирования, установки их в предварительно подготовленные каналы железобетонных конструкций или защитные металлические трубки.
Натяжение арматуры в виде одиночных стержней, пучков или пакетов проволоки производится гидродомкратами (рис. 13) разных типов.
Н е п р е р ы в н а я укладка заключается в навивке проволоки с предварительным или окончательным натяжением на штыри или контуры, установленные на поддонах или стендах, в зависимости от схемы расположения арматуры в изделии.
Навивка и натяжение арматуры производится специальными машинами.
При всех способах укладки и методах натяжения арматуры отклонения от заданного контрольного напряжения не должны быть больше 5%.
Для производства изделий небольшой длины (до 12 м) широко применяется способ предварительного натяжения арматуры. Изготовление таких деталей производится на стендах или в формах заводским способом. В ряде случаев при применении этого способа изготавливаются конструкции большей длины.
— 6 —
Технология строительных процессов | Лекция 7.3.1 |
Способ последующего натяжения арматуры целесообразен, эффективен и применяется для изготовления конструкций длиной свыше 12 м. При этом способе успешно изготавливаются составные конструкции, собираемые на месте строительства из блоков.
Л и н е й н а я у к л а д к а и н а т я ж е н и е а р м а т у р ы .
При изготовлении конструкций в формах в основном применяется арматура в виде отдельных стержней. Однако в некоторых случаях при изготовлении конструкций в формах используется арматура в виде пакета или пучка.
Процесс укладки и натяжения арматуры в виде отдельных стержней заключается в том, что предварительно очищенные и выправленные арматурные стержни устанавливаются в зажимы, расположенные на оснастке формы; после их натяжения эти же зажимы закрепляют арматуру на форме, и в таком виде форма следует по всему остальному циклу производства напряженно-армированныхконструкций. Перед снятием готового изделия зажимы разбираются, освобождая стержни напряженной арматуры. При этом происходит обжатие железобетонного элемента.
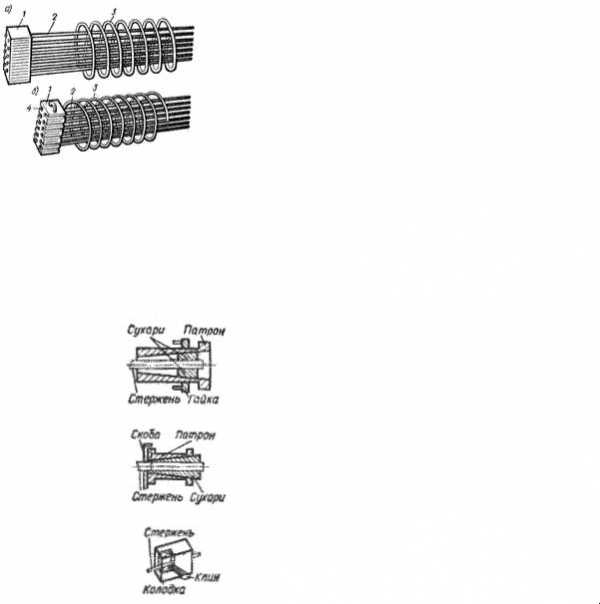
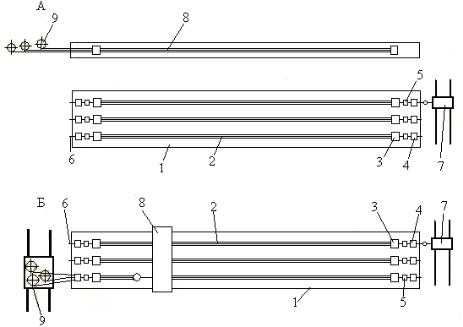
Рисунок 8. Схемы стендов для изготовления предварительно напряженных конструкций: А — схема стенда пакетного;Б —схема стенда протяжного.
Вслучае применения пакета проволок процесс изготовления деталей остается неизменным и отличается тем что после натяжения пакета проволок закрепление его производится установкой металлических прокладок между оснасткой формы и корпусом зажима, объединяющего ряд стержней в один пакет или пучок.
Широкое применение получил способ производства железобетонных конструкций на стендах. Различают два типа – пакетные и протяжные стенды (Рис.8). Принципиальное отличие схем этих стендов заключается в способе заготовки пакета проволок и транспортирования его к формовочной площадке стенда.
Впакетных стендах проволока с бухт 9 поступает на конвейер протаскивания8, где она отрезается на необходимую длину, а затем закрепляется в зажиме3, образуя пакет 2 проволок. Подготовленные пакеты с конвейера протаскивания транспортируются на формовочную площадку1 к упорам4 стенда, где пакет с зажимами закрепляется в упорном6
инатяжном 5 устройствах стенда. Натяжение арматуры производится гидродомкратом 7.
Впротяжном стенде бухты с проволокой устанавливаются на тележке 9, перемещающейся от одного стенда к другому. Число бухт соответствует числу проволок в изделии. Кроме того, на стенде имеется специальная тележка8 для протягивания пакета проволоки вдоль формовочной площадки1 стенда в процессе его образования. После закреп-
-7 —
Технология строительных процессов Лекция 7.3.1
ления одного конца всех проволок в зажим 3 и закрепления зажима на тележке производится протяжка пакета вдоль стенда на длину его рабочей части. Проволока протягивается при движении тележки из одного конца стенда в другой. Когда тележка находится во втором крайнем положении, устанавливается второй зажим, и пакет отрезается от проволок, идущих из бухт.
Пакет устанавливается в натяжное 5 и упорное6 приспособления, установленные в конструкциях4, после чего производится его натяжение гидродомкратом 7. Существуют схемы протяжных стендов, когда несколько раз протягивают четыре проволоки, обеспечивая необходимое число проволок для изделия. Натягиваются последовательно также только четыре проволоки.
Для обеспечения равномерного натяжения в проволоках пакета в пределах допустимых отклонений необходимо иметь надежно работающие зажимы, не допускающие проскальзывания и перекусывания отдельных проволок пакета.
Н е п р е р ы в н а я н а в и в к а и н а т я ж е н и е а р м а т у р ы Непрерывная навивка арматуры производится так же на формах или стендах.
На формах, предназначенных для навивки непрерывной арматуры, установлены штыри или контур с откидными щеками для навивки на них арматуры по заданной схеме.
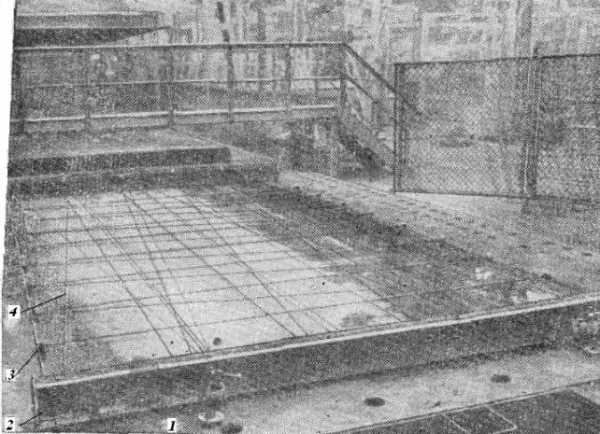
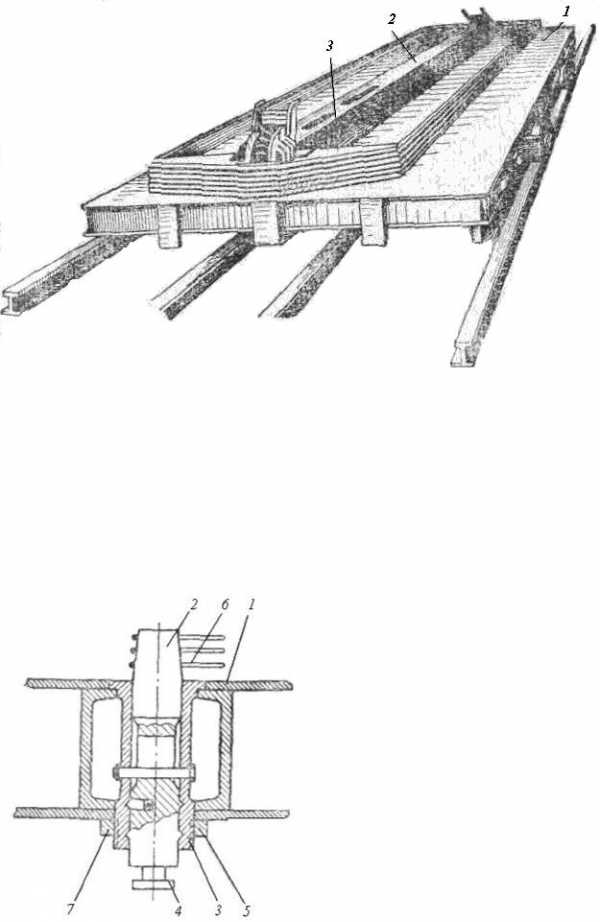
Форма со штырями (рис.9) предназначена для изготовления плоских конструкций, состоит из поддона1, бортовой оснастки2, штырей3, на которые навивается напряженная арматура4 .
Рисунок 9. Форма со штырями для непрерывной навивки предварительно напряженной арматуры.
Форма с контуром (рис.10) предназначена для изготовления балочных конструкций, состоит из поддона 1, стержня контура2 и откидных щек3.
— 8 —
Технология строительных процессов | Лекция 7.3.1 |
Рисунок 10. Форма с контуром для непрерывной навивки напряженной арматуры.
Непрерывная навивка арматуры на штыри или контуры форм производится специальными машинами. Стенды, на которых изготавливают конструкции с непрерывной навивкой арматуры, также оборудуются системой штырей для работы по заданной схеме.
Навивка напряженной арматуры на стендах до настоящего времени широкого распространения не получила.
Штырь для навивки напряженной арматуры (рис.11) представляет собой стакан 3 , в который установлен стержень, с одной стороны заканчивающийся конической частью2, на которую навивается арматура б, и с другой стороны заканчивающийсяТ-образнойголовкой4.
Рисунок 11. Схема штыря.
— 9 —
Технология строительных процессов | Лекция 7.3.1 |
Головка штыря по отношению к зеркалу поддона 1 занимает два положения: верхнее — когда производится навивка арматуры и нижнее — когда после твердения коническая часть штыря извлечена из затвердевшего изделия.
Нижнее и верхнее положения штыря фиксируются пальцем 5 , установленным в стержне штыря. Стакан cо штырем устанавливается в форме и укрепляется гайкой 7.
Навивка напряженной арматуры на формы со штырями производится в такой последовательности. Свободный конец проволоки закрепляется на одном из штырей, после чего производится навивка арматуры по заданной программе. Закончив навивку, закрепляют второй конец арматуры. После твердения штыри удаляются из изделия специальными выпрессовщиками. При этом происходит передача напряжения с арматуры на бетон.
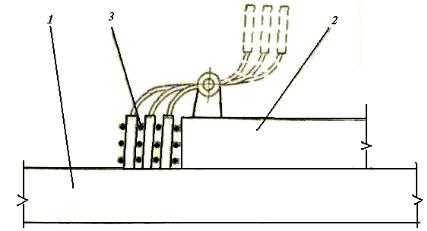
Рисунок 12. Схема контура с откидными щеками для навивки напряженной арматуры
Ригели изготовляются на поддоне 1 со специальным контуром 2 (рис. 12), по концам которого установлены откидные щеки 3 , обеспечивающие одновременную навивку арматуры на два ригеля.
Перед навивкой арматуры откидные щеки находятся в верхнем положении и свободный конец проволоки закреплен на стержне контура.
После навивки первого ряда арматуры сбрасывают по одной щеке с каждой стороны контура и навивают на второй ряд арматуры, и так далее, до окончания навивки с заданным числом рядов арматуры и с определенным количеством проволоки в каждом ряду.
Закрепив второй конец, проволоку обрезают, и поддон с контуром проходит по необходимым формовочным постам и направляется в камеру твердения.
После твердения изделия производят обрезку арматуры, выходящей за пределы бортовой оснастки, и готовое изделие снимают с поддона.
А р м а т у р а п о с л е д у ю щ е г о н а т я ж е н и я Для последующего натяжения арматура подготавливается в виде стержней или
пучков, конструкция которых соответствует применяемым анкерным устройствам в изделиях и оборудованию, применяемому для натяжения.
Существуют два способа последующего натяжения арматуры. Первый — когда сцепление арматуры с бетоном после его твердения не восстанавливается и второй — когда это сцепление восстанавливается последующим обетонированием арматуры. В изделиях, где не восстанавливается сцепление арматуры с бетоном, применяется арматура в виде отдельных стержней.
Процесс укладки и натяжения такой арматуры происходит так. Арматурный стержень, предварительно смазанный битумом, укладывают в форму, после чего производятся укладка, уплотнение, отделка и происходит твердение бетона. После снятия затвердевшего изделия натягивают и закрепляют арматуру. Слой битума предохраняет арматуру от сцепления с бетоном во время формования изделия.
Производство изделий с напряженной арматурой при обязательном восстановлении сцепления между бетоном и арматурой развивается по двум направлениям. Первое —
— 10 —
studfiles.net
Предварительно напряженные железобетонные конструкции: использование
Железобетонные конструкции — основа современного строительства. Однако они имеют существенные изъяны, связанные, в первую очередь, с недостаточной нагрузочной способностью и образованием трещин в камне при эксплуатационных нагрузках. Усовершенствование технологии изготовления изделий из бетона и стальной арматуры привело к созданию преднапряженного железобетона, который обладает рядом преимуществ.

Определение
Предварительно напряженные железобетонные конструкции — строительные изделия, бетон которых на этапе создания принудительно получает начальную расчетную напряженность сжатия. Она создается за счет предварительного формирования напряжения растяжения в рабочей высокопрочной арматуре и обжатия ею бетона на тех участках, которым предстоит испытывать растяжение (прогиб) при эксплуатации. Сжимаясь, арматура не проскальзывает, так как сцеплена с материалом или удерживается анкерным закреплением арматуры на торцах изделий. Таким образом, напряжение растяжения, которое приобретает железобетонный состав с помощью армирования, уравновешивает напряженность заблаговременного обжатия камня.
Вернуться к оглавлениюПреимущества
Предварительно напряженный железобетон долгосрочно отодвигает время начала формирования расколов в изделиях, работающих на прогиб, сокращает глубину их раскрывания. Вместе с тем изделия приобретают повышенную жесткость, не снижая прочности.
Предварительно напряженным железобетонным балкам свойственно хорошо работать на сжатие и прогиб, имея одинаковую прочность по длине, что позволяет увеличивать ширину перекрываемых пролетов. В таких конструкциях уменьшаются размеры поперечного сечения, следовательно, сокращаются объем и вес комплектующих элементов (на 20 – 30%), а также расход цемента. Более рациональное использование свойств стали позволяет сокращать расход арматуры (стержневой и проволочной) до 50%, особенно из высокопрочных марок (A-IV и выше), имеющих значительный предел прочности. Химическая нейтральность бетона к стали способствует предохранению арматуры от коррозии. Вместе с тем повышенная трещиностойкость предохраняет напряженную арматуру от ржавления в сооружениях, которые находятся под постоянным давлением воды, иных жидкостей, газов.
Методы возведения зданий, используемые в строительстве каркаса, базируются на технологии предварительного напряжения конструкций из железобетона в процессе строительства.Напряженная арматура, обжимающая бетон сборочных единиц, обеспечивает практичную их стыковку путем значительного сокращения расходования металла на стыках. Сборные и сборно-монолитные изделия из железобетонных напряженных конструкций могут состоять из стыкуемых частей с одинаковым поперечным сечением, которые по краям выполняются из ненапряженных облегченных (тяжелых) бетонов, а нагружаемый фрагмент — преднапряженный железобетон. Такая продукция имеет повышенную выносливость, компенсируя повторяющиеся динамические воздействия.
Данное свойство позволяет демпфировать изменения напряжений в бетоне и арматуре, вызываемые колебаниями внешних нагрузок. Повышенная сейсмическая стойкость зданий повышается за счет большой конструкционной устойчивости напряженного железобетона, обжимающего отдельные их фрагменты. Конструкция в предварительно напряженном виде обеспечивает большую безопасность, так как ее разрушению предшествует запредельный прогиб, сигнализирующий об исчерпании конструкцией прочности.
Вернуться к оглавлениюНедостатки
Состояние предварительного напряжения в материале достигается спецоборудованием, точными расчетами, трудоемким конструированием и затратным производством. Продукция требует бережного хранения, транспортировки и монтажа, которые не вызывают ее аварийного состояния еще до начала использования.
Сосредоточенные нагрузки могут способствовать возникновению продольных трещин, которые снижают несущую способность. Просчеты в проектировании и технологии производства могут вызывать полное разрушение создаваемого железобетонного изделия на стапеле. Предварительно напряженные конструкции требуют металлоемкой опалубки повышенной прочности, увеличенного расхода стали на закладные и арматуру.
Большие значения звуко– и теплопроводности требуют закладывания в тело камня компенсирующих материалов. Подобными железобетонными конструкциями обеспечивается более низкий порог огнестойкости (ввиду меньшей критической температуры нагрева преднапряженной арматурной стали) по сравнению с обычным железобетоном. На преднапряженную бетонную конструкцию критично воздействуют выщелачивание, растворы кислот и сульфатов, солей, приводящие к коррозии цементного камня, раскрытию трещин и коррозии арматуры. Это может приводить к резкому снижению несущей способности стали и внезапному хрупкому разрушению. Также к минусам стоит отнести значительный вес изделий.
Вернуться к оглавлениюМатериалы для конструкций
Железобетон — многокомпонентный материал, основными составляющими которого являются бетон и стальная арматура. Параметры их качества определяются особыми требованиями при проектировании к элементам конструкций на месте применения.
Вернуться к оглавлениюБетон
Формы для заливки бетона с прутьями для передачи предварительного напряжения.Предварительное напряжение в железобетоне обеспечивается применением тяжелых составов средней плотности от 2200 до 2500 кг/м3, которые имеют классы по прочности на осевое растяжение выше Bt0,8, по прочности от В20 и больше, марки по водонепроницаемости от W2 и выше, по морозостойкости от F50. Требования к продукции гарантируют бетону нормативную прочность не ниже установленной с вероятностью 0,95 (в 95% случаев). Смесь должна набрать возраст не меньше 28 суток до получения материалом предварительных напряжений. На ранних стадиях эксплуатации бетонный камень способен частично утерять напряженное качество за счет общего снижения напряженности стали (до 16%). Коэффициент надежности материала на растяжение и сжатие в предельных состояниях установлен для эксплуатационной пригодности не ниже 1,0.
Вернуться к оглавлениюАрматура
Стальная начинка должна оставаться напряженной в железобетонном изделии на всем интервале эксплуатации, выдерживая без вытяжения длительно приложенные нагрузки. В преднапряженных изделиях из железобетона используется высокопрочная сталь с незначительной текучестью, соответствующей параметрам ползучести бетона.
С целью компенсирования эксплуатационной потери некоторой величины преднапряжения при изготовлении ее значение устанавливают чуть выше, чем предусмотрено строительными требованиями для конструкционного элемента. В продукции применяют горячекатаную упрочненную, холоднодеформированную арматуру, арматурную проволоку (пучки, пакеты, пряди), канаты, сварные каркасы и пр. Поперечное сечение арматуры может быть гладким, периодическим, а укладка проволоки и канатов серповидной и кольцевой.
Сталь должна гарантированно соответствовать установленному классу относительно прочности по преднапряженному растяжению (текучесть металла должна находиться в пределах 0,2% относительного удлинения) с вероятностью от 0,95 и выше. Арматуре необходимо быть пластичной, хладостойкой, свариваемой и пр. Надежное сцепление с бетонной смесью обеспечивается формированием арматурой сложных пространственных поверхностей.
Вернуться к оглавлениюОбласти использования конструкций
Предварительно напряженный бетон позволяет сократить до 50% расхода арматурной стали.Преднапряженные изделия используются, когда применение обычного железобетона нецелесообразно (перерасход материалов, рост веса и стоимости, невозможность обеспечить несущую прочность и пр.). Сферами их использования являются гражданское, промышленное, специальное и гидротехническое строительство. Объекты — каркасы и мосты с широкими пролетами, напорные трубопроводы, плотины, водонепроницаемые емкости и пр.
А также из них создают подпорные стены, ограждающие панели, лестничные марши, подкрановые балки, фундаменты, колонны, столбы ЛЭП, каркасы тоннелей, междуэтажные перекрытия и пр. Такая продукция незаменима и при возведении построек в условиях взрыво- и сейсмоопасности. Особенно эффективна она при формировании сборно-монолитных конструкций, когда отдельные преднапряженные сборные элементы соединяются в проектном положении арматурой так, что работают как одно целое.
Вернуться к оглавлениюВывод
Преднапряженные изделия из железобетона имеют много достоинств. Их недостатки могут быть нивелированы качеством проектирования, производства и монтирования, способствующим длительной эксплуатации.
kladembeton.ru
Предварительные напряжения в арматуре и бетоне
1. Значения предварительных напряжений
Создаваемое искусственно предварительное напряжение в арматуре и бетоне имеет весьма существенное значение для последующей работы элементов под нагрузкой. При малых предварительных напряжениях в арматуре и малом обжатии бетона эффект предварительного напряжения с течением времени будет утрачен вследствие релаксации напряжений в арматуре, усадки и ползучести бетона и других технологических и конструктивных факторов. При высоких напряжениях в арматуре, близких к нормативному сопротивлению, в проволочной арматуре возникает опасность разрыва при натяжении, а в горячекатаной — опасность развития значительных остаточных деформаций. На основании исследований, опыта изготовления и эксплуатации предварительно напряженных элементов значения предварительного напряжения σpиσp` соответственно в арматуре, расположенной в зонах, растянутой и сжатой от действия внешней нагрузки, установлено нормами с учетом предельных отклонений так, чтобы выполнялось условие
Предварительные напряжения в арматуре следует назначать с учетом допустимых отклонений р:
σsp+p≤Rs, ser σsp--p≥0,3Rs, ser
Значения рпри механическом способе натяжения арматуры принимается равным0,05 σsp,а при электротермическом и электротермомеханическом способах определяется по формуле:
p=30+360/l
Rs, ser – расчетные сопротивления растяжению для предельных состояний второй группы (нормативные сопротивления растяжению)
При натяжении арматуры электротермическим способом во избежание потери упрочнения температура нагрева не должна превышать 300 — 350 °С.
Возможные производственные отклонения от заданного значения предварительного напряжения арматуры учитываются в расчетах коэффициентом точности натяжения арматуры
γsp=l±Δγsp, (П. 24)
где Δγsp, — предельное отклонение предварительного напряжения в арматуре; знак плюс принимается при неблагоприятном влиянии предварительного напряжения, например в расчетах на прочность для арматуры, расположенной в зоне, сжатой при действии нагрузки, а также в расчетах для стадии изготовления и монтажа элемента; знак минус — при благоприятном;
Δγsp,=0,5Δσsp,/σsp + (1+1/)
пр — число напрягаемых стержней в сечении элемента.
Передаточная прочность бетона, или кубиковая прочность бетона к моменту обжатия Rbp предусматривается так, чтобы не создавался слишком высокий уровень напряжения σbp/Rbp, который сопровождается значительными деформациями ползучести и потерей предварительного натяжения арматуры. В связи с этим величину передаточной прочности бетона в момент обжатия принимают по расчету но не менее 50% от прочности класса бетона.
Для предварительно напряженных элементов в зависимости от класса напрягаемой арматуры, ее диаметра и наличия анкеров класс бетона устанавливается по СНиП. С увеличением диаметра и расчетного сопротивления арматуры увеличиваются и принимаемые классы бетона.
2. Потери предварительных напряжений в арматуре.
Начальные предварительные потери в арматуре не остаются постоянными, с течением времени они уменьшаются. Различают первые потери предварительных напряжений в арматуре, происходящие при изготовлении элемента и обжатии бетона, и вторые потери, происходящие после обжатия бетона.
Факторы ,вызывающие потери предварительного напряжения арматуры | Значение потерь предварительного напряжения ,МПа, при натяжении арматуры | |
На упоры | На бетон | |
1.Релаксация напряжений в арматуре: при механическом способе натяжения арматуры: а) проволочной б) стержневой при электрометрическом и электромеханическом способах натяжения арматуры: в) проволочной г) стержневой | А.Первые потери (0.22sp /Rs,ser-0.1)sp 0.1sp-20 0.05sp 0.03sp Здесь sp принимается без учёта потерь, МПа. Если вычисленные значения потерь окажутся отрицательными , их следует принимать равными нулю. | |
2.Температурный перепад (разность температур натянутой арматуры в зоне нагрева и устройства, воспринимающего усилия напряжения при прогреве бетона) | Для бетона классов В15-В40 1,25t Для бетона классов В45 и выше 1,0t Где t-разность между температурой нагреваемой арматуры и неподвижных упоров(вне зоны нагрева) воспринимающих усилия натяжения ,С. При отсутствии точных данных принимается t=65С. При подтягивании напрягаемой арматуры в процессе термообработки на величину, компенсирующую потери от температурного перепада , последний принимается равным нулю. | |
3.Деформация анкеров расположенных у натяжных устройств. | (l/l)*Es где l-обжатие опрессованных шайб, смятие высаженных головок и т.п., принимаемого равным 2мм; смещение стержней в инвентарных зажимах определяемое по формуле l=1,25+0,15d d-диаметр стержня в , мм; l-длина натягиваемого стержня (расстояние между наружными гранями упоров формы или стенда),мм. При электротермическом способе натяжения потери от деформаций анкеров в расчете не учитываются , так как они , учтены при определении значения полного удлинения арматуры | ((l1+l2)/ l)*Еs где l1-обжатие шайб или прокладок, расположенных между анкерами и бетоном элемента, принимаемое равной 1мм; l2-деформация анкеров стаканного типа , колодок с пробками ,анкерных гаек и захватов, принимаемое равной 1мм; l-длина натягиваемого стержня (элемента),мм. |
4.Трение арматуры: а) о стенки каналов или о поверхность бетона конструкций б) об огибающее приспособление | sp(1-1/ e^()), где e-основание натуральных логарифмов; -коэффициент, принимаемый равным 0.25; —суммарный угол поворота оси арматуры, рад; sp-принимается без учета потерь | sp(1-1/e^(х+)) где e-основание натуральных логарифмов; ,-коэффициенты, определяемые по табл.6; х-длина участка от натяжного устройства до расчетного сечения, м ; -суммарный угол поворота оси арматуры, рад; sp-принимается без учета потерь |
5.Дефформация стальной формы при изготовлении предварительно напряженных железобетонных конструкций | *(l/l)*Es где — коэффициент, определяемый по формулам: при натяжении арматуры домкратом =(n-1)/2*n при натяжении арматуры намоточной машиной электротермомеханическим способом (50 усилия создается грузом) =(n-1)/4*n, n-число групп стержней, натягиваемых неодновременно l-сближение упоров по линии действия усилияР, определяемое из расчета деформации формы; l— Расстояние между наружными гранями упоров. При отсутствии данных о технологии изготовления и конструкции формы потери от ее деформации принимаются равными 30 МПа. При электротермическом способе натяжение потери от деформации формы в расчете не учитывается ,так как они учтены при определении полного удлинения арматуры | |
6.Быстронатекающая ползучесть для бетона: а) естественного твердения б) подвергнутого тепловой обработке | 40*(bp / Rbp) приbp / Rbp; (40+85)*(bp / Rbp-) приbp / Rbp; где и-коэффициенты , принимаемые : =0.25+0,025*Rbp , но не более 0,8 =5,25-0,185 Rbp,но не более 2,5 и не менее 1,1; bp- определяются на уровне центров тяжести продольной арматурыSиSс учётом потерь по поз.1-5 настоящей таблицы. Для лёгкого бетона при передаточной прочности 11МПа и ниже вместо множителя 40 принимается множитель 60 Потери вычисляются по формулам поз. 6а настоящей таблицы с умножением полученного результата на коэффициент, равный 0,85. | |
7. Релаксация напряжений в арматуре: а) проволочной б) стержневой | Б. Вторые потери | (0.22sp / Rs,ser-0.1)sp 0.1sp-20 (см.пояснения к поз. 1 настоящей таблицы) |
8.Усадка бетона (см. п. 1.26): тяжелого классов: а) В35 и ниже б) В40 в) В45 и выше мелкозернистого групп г) А д) Б е) В Легкого при мелком заполнителе : ж) плотном з) пористом | Бетон естественного твердения | Бетон, подвергнутый тепловой обработке при атмосферном давлении | Независимо от условий твердения бетона | ||
40 50 60 | 35 40 50 | 30 35 40 40 50 40 40 50 | |||
Потери определяются по поз.8а, б настоящей таблицы с умножением на коэффициент , равный 1.3 Потери определяются по поз.8а настоящей таблицы с умножением на коэффициент , равный 1.5 Потери определяются по поз.8а настоящей таблицы как для тяжелого бетона естественного твердения | |||||
50 70 | 45 60 | ||||
9.Ползучесть бетона ( см. п. 1.26): а) тяжелого и легкого при плотном мелком заполнителе | 150**bp / Rbp приbp / Rbp0,75 300**(bp / Rbp-0.375) приbp / Rbp0,75 где bp- тоже , что в поз.6,но с учетом потерь по поз.1-6 -коэффициент , принимаемый равным для бетона: естественного твердения -1,00; подвергнутого тепловой обработке при атмосферном давлении -0,85 | ||||
б) мелкозернистого групп: А Б В в) легкого при пористом мелком заполнителе | Потери вычисляются по формулам поз. 9а настоящей таблицы с умножением полученного результата на коэффициент, равный 1,3 Потери вычисляются по формулам поз. 9а настоящей таблицы с умножением полученного результата на коэффициент, равный 1,5 Потери вычисляются по формулам поз. 9а настоящей таблицы при =0,85 Потери вычисляются по формулам поз. 9а настоящей таблицы с умножением полученного результата на коэффициент, равный 1,2 | ||||
10. Смятие бетона под витком спиральной и кольцевой арматуры (при диаметре конструкций до 3м) | 70-0.22dext где dext – наружный диаметр конструкции, см. | ||||
11.Деформация обжатия стыков между блоками (для конструкций , состоящих из блоков) | (n*l/l)*Es, где n – число швов конструкции и оснастки по длине натягиваемой арматуры; l-обжатие стыка, принимаемое равным для стыков заполненных бетоном, -0,3мм; при стыковании насухо-0,5мм; l-длина натягиваемой арматуры ,мм | ||||
Примечания: 1.Потери предварительного напряжения в напрягаемой арматуре Sопределяется так же, как в арматуреS.
2.Для самонапряжённых конструкций потери от усадки и ползучести бетона определяется по опытным данным.
studfiles.net
Преднапряженная арматура в строительстве

Арматуру — используемую в строительстве подвергают различной классификации. Это необходимо для того, что выбрать именно то, что необходимо под определенную конструкцию и вид работ.
Кроме деления по профилю, диаметру, и классу, существует также деление на ненапрягаемую и напрягаемую арматуру. Этот момент очень важен, поскольку компании, для которых основным бизнесом является продажа металлопроката, часто о нем забывает. Напряжение внутри арматуры достигается при помощи предварительного растяжения арматуры. Важно отметить, что с предварительным напряжением используют горячекатаную арматуру класса от А600 до А1000, а также холоднодеформированную В500 и Вр500, канатную Кр1400. Такая арматура имеет значительный диаметр и значение предела текучести. Это необходимо для того, чтобы арматура в процессе предварительного напряжения не теряла свои прочностные характеристики и не получила предельно допустимы деформации.
Предварительное напряжение в арматуре задается двумя способами.
- Так называемый стендовый метод
- Метод обжатия бетоном.
Стендовый метод
Первый способ разделяется на несколько методов: механический, электротермический, и электротермо-механический, то есть смешанный. Несмотря на кажущиеся различия, технология во многом у этих методов схожа друг с другом. При механическом методе арматуру натягивают на упоры и растягивают, после чего в форму заливают бетон, при наборе передаточной прочности арматуру отпускают. При сжатии бетон затормаживает арматуру, не давая ее окончательно сжаться. В итоге в арматуре появляются сжимающие усилия. Это крайне важно для элементов, работающих на растяжение. Электротермический способ во многом схож с механическим, только в это служат к арматуре подводят электричество и разогревают до высокой температуры, в процессе остывания задаются усилия обжатия арматуры. Смешанный способ является результатом одновременного использования и механического и электротермического.
Метод обжатия бетоном
Метод обжатия бетоном представляет собой метод, при котором элемент полностью набирает свою массу без использования арматуры, однако в нем оставляют отверстия, в которые вставляют пластиковые трубки. Таким образом, арматуру продевают через отверстия и растягивают, задавая напряжение. После этого пространство в отверстиях между арматурой и трубкой замоноличивают бетоном под давлением. Такой способ крайне эффективен для изготовления большепролетных конструкций, например, ферм промышленных и специальных зданий. Элементы с предварительным напряжением позволили расширить возможности строительства.
kayrosblog.ru
Технология преднапряжения канатной арматуры
Суть технологии преднапряжения с натяжением на бетон в построечных условиях (постнапряжение) заключается в том, что напрягаемая арматура натягивается после бетонирования и набора бетоном достаточной прочности. В результате напрягаемая арматура (канат) лучше воспринимает нагрузки, которые оказывают на нее внешние силы в течение всего срока службы сооружения.
Компания Энерпром осуществляет поставки оборудования для преднапряжения железобетона на строительные объекты. Кроме этого мы оказываем техническую и информационную поддержку на всех стадиях работ — начиная от получения проекта и заканчивая сдачей объекта.
Порядок преднапряжения железобетона
Суть метода в том, что между верхней и нижней арматурной сеткой в будущем перекрытии прокладываются стальные канаты. Их размещают с переменной высотой размещения в зависимости от зоны возникновения напряжения растяжения.
Канаты проталкиваются в каналообразователь (пластиковую оболочку) при помощи проталкивателя каната, чтобы исключить сцепление бетона с канатом. После набора бетоном 70-75% от необходимой прочности канаты подвергаются напряжению и анкеруются. Напряжение производится при помощи гидравлических домкратов-натяжителей.
Домкрат закрепляют напротив одного из, размещенных в бетонной конструкции, анкеров каната (активный анкер) и натягивают канат с определенной силой с помощью маслостанции. В результате происходит передача нагрузки изгиба от бетона на канаты. Метод основан на свойственных бетону особенностях – становиться более устойчивым к разрушению при сжатии.
Преднапряженное армирование
Как известно, бетон очень устойчив к силам сжатия и неустойчив к силам растяжения (прочность бетона при растяжении составляет приблизительно 10% от прочности растяжения). Традиционые железобетонные конструкции перекрытия (плита, балка) при воздействии нагрузки приобретают определенный изгиб, в результате нижняя часть (зона растяжения) поперечного сечения приобретает удлинение. Даже незначительное удлинение достаточно для появления трещин. Стальная арматура, которая обычно размещается в зоне растяжения, чтобы ограничить ширину трещин и взять на себя напряжение растяжения, работает как «пассивное» армирование — она не воспринимает воздействие сил (не включается в общую работу конструкции) до момента, когда бетонная конструкция приобретает изгиб, достаточный для образования трещин.
В случае с постнапряженной железобетонной конструкцией ее армирование работает, как «активное» армирование. Так как канаты подвергнуты напряжению, армирование эффективно (включается в общую работу конструкции), даже если трещины в бетоне не появились. Таким образом, постнапряженные железобетонные конструкции при полной нагрузке могут быть запроектированы с минимальным изгибом и образованием трещин.
Существует два типа систем постнапряженного армирования: несвязанные и связанные.
Несвязанная система постнапряженного армирования
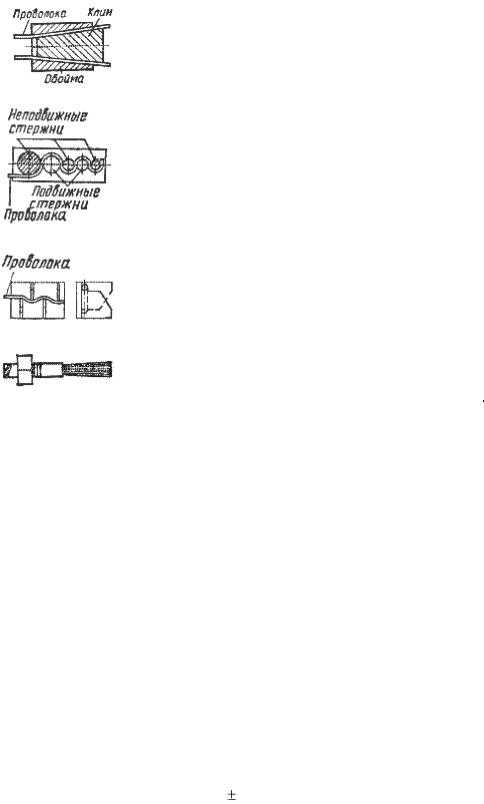
В несвязанной системе постнапряженного армирования канаты с бетоном не находятся в прямой связи. Самые распространенные несвязанные системы постнапряженного армирования – это системы типа одного каната, которые используются для балок и плит перекрытия зданий, для многоэтажных автостоянок и плит на грунте. Элемент системы армирования типа одного каната состоит из семи проволок, покрытых антикоррозийной смазкой и помещенных в пластиковую оболочку и анкеровки, состоящей из литого металлического элемента (анкера) и конического трехлепесткового клина – для заклинивания каната.
Для анкерования каната используются два анкера (на каждом конце по одному), которые передают силу сжатия на конструкцию. Один из анкеров выполняет функцию пассивного анкера, второй — функцию активного анкера. Через активный анкер выполняется растяжение каната, в свою очередь, пассивный анкер обеспечивает анкерование на другом конце каната. В случае длинного элемента системы армирования типа одного каната по длине могут быть введены промежуточные анкеры.
Связанная система постнапряженного армирования
В связанной системе постнапряженного армирования канаты в пластиковой или металлической оболочке расположены два или более каната. Эти канаты подвержены напряжению большими многоарматурными гидравлическими домкратами и заанкерованы в соответствующих анкерах. После выполнения напряжения оболочка каната заполняется цементным раствором, который обеспечивает антикоррозийную защиту, а также связывает канат с бетоном расположенным вокруг оболочки. Связанные системы армирования используются для мостов, вантовых мостов. На стройках эти системы обычно используются только для очень сильно нагруженных балок.
www.enerprom.ru
Методика преднапряжения канатной арматуры в построечных условиях
Транспортировка и разгрузка бухты
| Разгрузка бухты канатной арматуры |
Работы по преднапряжению канатной арматуры начинаются с транспортировки и разгрузки бухты. Стандартная бухта канатной арматуры весит порядка 3ех тонн и имеет в размотке около двух с половиной километров.
Сама канатная арматура состоит из высокопрочной стали класса 1670 на 1860 диаметром 15,7 мм в экструдированной, т.е. бесшовной полиэтиленовой оболочке, отделенной от металла антикоррозийным составом.
Бухту устанавливают в устройство для размотки и с помощью отрезной машинки и измерительной рулетки получают отрез необходимой длины для данной плиты перекрытий. Объем захватки соответствует параметрам одного участка. Данный отрез канатной арматуры длиной 12 метров укладывается в поперечном направлении. На данный объем требуется около полутора бухт и одной рабочей смены количеством 10 человек.
Если двенадцатиметровые канаты по силам двум специалистам, то 144-метровые отрезы весят более 200 кг. Что требует более коллективного подхода. Кран поднимает объем нарезанной канатной арматуры на проектную отметку участка, где на решетчатую основу обычной арматуры, так называемой нижний слой, производится раскладка. Раскладка осуществляется строго по эпюре момента. В пролетной части канатная арматура идет вниз, а в надопорной уходит вверх. Естественно, раскладка осуществляется в поперечных и продольных направлениях. Далее анкеровка. Существует 2 вида анкеровки – глухой и напрягаемый.
Анкеровка канатной арматуры
|
||
|
Анкеровка канатной арматуры представляет собой процесс установки анкерных плит на торцевые части каната. Глухой анкер является своеобразным упором для напрягаемого анкера на противоположном конце.
Для начала, специалист срезает защитную полиэтиленовую оболочку каната и пропускается его металлическую часть через анкерную плиту, вворачивает переходную трубку.
Затем, смазав клиновидный зажим антикоррозийной смазкой, он фиксирует анкерную плиту.
Далее фиксирует и закрепляет заглушку, затягивает ее ключом. Место стыка изолируется армированной лентой. Глухой анкер готов быть упором для напряженного.
Напряженный анкер монтируется подобным образом. Делается надрез защитной оболочки каната. Металлическая часть его пропускается через анкерную плиту, которая устанавливается в переходную трубку, размещенную в высверленном отверстии борта опалубка.
Формообразователь с внешней стороны затягивается гайкой. После раскладки и анкеровки происходит заливка бетоном класса Б30. Смесь, выступающая из рукава, равномерно распределяется по всей площади плиты и уплотняется вибрацией.
Для последующего этапа, а именно напряжения арматуры, необходимо дождаться 80% затвердевания бетонной смеси.
Преднапряжение канатной арматуры
|

Следующий этап – преднапряжение канатной арматуры. Оно начинается с измерения выпусков и внесения данных в протокол натяжения. Процесс начинается с центрального выпуска путем насаживания гидравлического домкрата на металлическую часть.
Для заданного напряжения канатной арматуры нам необходимо достигать определенного давления в каждом подходе. Давление на манометре маслостанции 420 бар соответствует напряжению в канатное арматуре равному 20 тоннам.
Вытягивание производится максимум на 200 мм за один подход. Разница между длиной выпуска до вытяжки после составляет дельту необходимую в расчетах количества подходов для одного процесса. Очередность строго регламентирована – от центрального выпуска к периферии. Итогом работы является омоноличивание стыка выпуска и внесение изменений в протокол натяжения.
Такая система была известна с середины прошлого века. Однако практиковалась в заводских условиях при изготовлении пустотных плит. Сегодня система преднапряжения бетона в построечных условиях применяется непосредственно на стройплощадках.
www.enerprom.ru