Правка шлифовальных кругов — Инструменты и методы выравнивания
- Главная страница
- Информация
- Статьи
- Правка шлифовальных кругов
Правка шлифовальных кругов – процесс удаления загрязнений между зернами абразива, восстановление остроты режущих кромок и геометрии диска. Во время работы инструмент изнашивается, что приводит к ухудшению его технических характеристик. Периодическая правка диска способствует повышению его эксплуатационных свойств и качества шлифовальных работ.
Методы правки абразивных кругов
Периодичность правки шлифовальных кругов определяется условиями и частотой шлифования материалов. Несмотря на кажущуюся простоту процесса, существует несколько способов восстановления первоначальной геометрии шлифкругов и остроты их режущих кромок.
Правку кругов из абразивных материалов осуществляют брусками, дисками, роликами с алмазным или безалмазным напылением. По принципу взаимодействия диска с инструментами можно выделить несколько способов правки:
- обтачивание;
- обкатка;
- шлифовка;
- тангенциальное точение;
- накатывание;
- правка свободным абразивом.
При отсутствии технических условий правку шлифовальных кругов осуществляют с помощью доступных инструментов. Для очистки поверхности круга от опилок могут использоваться остатки других абразивных материалов с твердостью не ниже R и S. Чаще всего для удаления участков залипания используют абразивный брусок, с помощью которого диск очищается от загрязнений во время вращения.
Правка шлифовального круга обтачиванием
Шлифование круга методом обтачивания – это процесс разрушения верхнего слоя абразива и связки шлифкруга инструментами с высокой степенью твердости.
В качестве инструмента для правки абразивных кругов могут использоваться:
- алмазы;
- эльборовые пластины.
Зачищающие материалы устанавливаются в специальную оправу, в которой фиксируются при помощи механического зажима, чеканки или же напайки. Инструмент может иметь различную форму:
- алмазные иглы – длинные стержни с крупным алмазом на вершине;
- алмазные карандаши – металлические цилиндры с расширенной рабочей поверхностью, в которую устанавливаются несколько алмазов;
- шарошки – остро- и тупозубые инструменты в форме звездочек.

Алгоритм правки шлифкруга методом обтачивания
Правку шлифовальных кругов реализуют в следующем порядке:
- Правящий инструмент опирается на подручник;
- Рабочая поверхность карандаша (шарошки, иглы) вводится в контакт с диском, который вращается;
- При использовании иглы ее подают под углом к обтачиваемой поверхности в горизонтальной или вертикальной плоскости;
- В процессе работы правящий инструмент медленно поворачивают вокруг своей оси для того, чтобы при шлифовке были задействованы все его режущие грани;
- Во время правки абразивных кругов для обдирки скорость вращения заготовки увеличивают для получения достаточно грубой абразивной поверхности.
Правка обтачиванием позволяет выровнять геометрическую форму круга и удалить с его поверхности области засаливания. Чтобы оценить качество проделанной работы, достаточно приложить к диску линейку. Если она полностью прилегает к поверхности, значит, правка выполнена качественно. При наличии больших зазоров между кругом и линейкой желательно повторить обработку.
Осуществлять правки абразивных шлифовальных кругов можно с помощью брусков из кремния или карбида с зернистостью P125-50. Для обтачивания алмазных дисков рекомендуется брать бруски с такой же зернистостью, как и на заготовке. В случае перерасхода точильного бруска можно воспользоваться специальным абразивным кругом.
Правка абразивного круга обкатыванием
Скалывание затупившихся зерен и удаление опилок при обкатывании осуществляется инструментами круглой формы. Для выравнивания абразивных кругов используются прочные материалы:
- стальные круги с закаленным покрытием;
- ролики из твердых сплавов;
- шарошки;
- карбидокремниевые диски.
Шарошки для правки абразивных дисков применяются чаще всего, что связано с высоким качеством выполняемой работы и несущественным расходом материалов. Рабочая поверхность звездочек выполнена из износостойких сплавов. Во время контакта с вращающимся диском шарошки тоже начинают вращаться. Их зубья скользят по покрытию круга, за счет чего происходит удаление верхнего затертого слоя абразива и выравнивание профиля рабочего инструмента.
Правка обкатыванием может выполняться с помощью 5 и более шарошек, закрепленных на неподвижном основании. За счет этого обтачивание абразивных материалов можно осуществлять при помощи шлифмашинок. Единственным недостатком данного способа является недостаточная точность обработки и избыточное пылеобразование.
К преимуществам метода обкатывания кругов можно отнести отсутствие областей с заглаженной поверхностью. Если абразивный круг планируется использоваться для обдирочных работ, правка с помощью шарошек станет самым оптимальным вариантом.
Правка шлифованием
Как и предыдущем случае, правка шлифовальных кругов осуществляется с помощью вращающихся правящих инструментов. Но в данном случае инструмент вращается не от контакта с заготовкой, а от собственного привода. Для обработки дисков используются:
- эльборовые диски;
- твердосплавные диски из вольфрама и карбида;
- карбидокремниевые диски;
- алмазные круги или ролики.
В процессе шлифования ось вращения инструмента либо параллельна, либо перпендикулярна оси вращения шлифкруга. В первом случае оси вращения инструмента и диска одинаковы, но их направления могут быть противоположными.
В первом случае оси вращения инструмента и диска одинаковы, но их направления могут быть противоположными.
Во время правки шлифовальный круг должен вращаться с небольшой скоростью – до 25 м в минуту, что в 60-65 раз меньше его рабочей скорости. При шлифовке обрабатываемый диск должен закрепляться стационарно. В противном случае на его поверхности будет множество неровностей.
В домашних условиях для правки кругов методом шлифования можно использовать УШМ с алмазным диском. С помощью данного способа легко выравниваются поверхности как алмазных, так и электрокорундовых кругов. Перед работой на УШМ необходимо закрепить металлическое приспособление для упора. В большинстве случаев его фиксируют с помощью болта на месте рукоятки.
Правка методом тангенциального точения
Данный метод предполагает срезание затупившихся абразивных зерен с помощью точильного бруска. Правка осуществляется на плоскошлифовальном станке во время его продольного перемещения по рабочей поверхности обрабатываемого диска.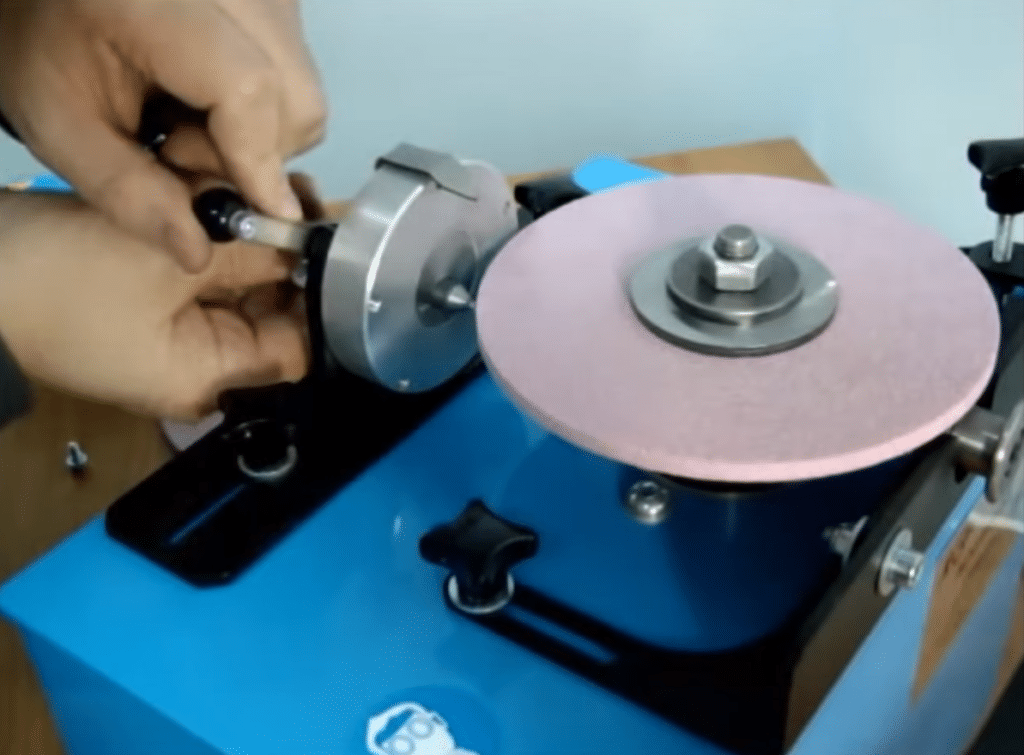
- Точильный брусок закрепляется на плоскошлифовальном станке за шлифовальным кругом;
- Во время подачи алмазного бруска поверхность заготовки соприкасается с его профилем;
- В процессе тангенциального точения наружный слой абразива срезается, за счет чего происходит выравнивание геометрии круга.
Для повышения качества правки шлифовальных дисков обработку осуществляют на шлицешлифовальных станках. Турбинные лопатки оснащены елочным замком, благодаря чему стабилизируется и повышается качество обработки рабочей поверхности заготовки.
При тангенциальном точении в качестве обрабатываемых кругов используются эльборные и алмазные круги. Они могут иметь как керамическую, так и органическую связку. Для шлифования эльборных дисков применяются бруски из карбида кремния или алмазов, а для выравнивания алмазных кругов чаще используют бруски из электрокорунда или зеленого карбида.
Правка методом накатывания
Накатывание – процесс выравнивания поверхности круга за счет дробления абразивных гранул посредством накатного диска или ролика. Этот способ может использоваться для правки только профильных дисков. В качестве инструмента для заточки применяются:
Этот способ может использоваться для правки только профильных дисков. В качестве инструмента для заточки применяются:
- фасонный ролик;
- металлический накатной круг.
Скорость вращения инструмента при обработке круга не превышает 1.5 м/с. В процессе шлифования вращению подвергается либо сам ролик, либо обрабатываемый круг. Взаимное вращение инструментов при увеличивающемся давлении в области их соприкосновения обеспечивает разрушение изношенного слоя абразива. Правку осуществляют до тех пор, пока диск не приобретет геометрическую форму, идентичную форме профиля детали.
Важные моменты:
- Вращение ролика должно обеспечиваться работой электродвигателя;
- Для эффективного дробления абразивных зерен на круге желательно использовать ролики из стали марки 40 с твердостью закалки до HRC 60-64;
- Скорость вращения ролика должна находиться в пределах 1-1.5 м/с.
Диаметр ролика должен подбираться с учетом диаметра обрабатываемого круга. Его ширина должна соответствовать длине профиля. Только в таком случае при накатывании шлифовальный круг приобретет правильную геометрическую форму.
Его ширина должна соответствовать длине профиля. Только в таком случае при накатывании шлифовальный круг приобретет правильную геометрическую форму.
Правка свободным абразивом
В данном случае правку кругов производят при свободном вращении инструмента во время его соприкосновения с вращающейся заготовкой. Не исключена обработка дисков и при вращении инструмента для заточки под действием электропривода. Правка свободным абразивом реализуется так:
- Через специальное отверстия в притире на область шлифования подается вязкая смесь из глины и абразивных частиц;
- Во время вращения обрабатываемого круга в зазор между притиром и заготовкой попадает абразивная суспензия, которая впоследствии увлекается наружной поверхностью круга;
- Ось инструмента располагают к оси обрабатываемого круга под углом до 6° по вертикали и 15°– по горизонтали во время внутреннего шлифования;
- При вращении заготовки свободный абразив удаляет с поверхности круга затупившиеся зерна.


К недостаткам этого метода можно отнести недостаточную избирательность правки. Во время обработки шлифовальных кругов качество материала может ухудшиться в случае попадания на поверхность круга гранул абразива.
Заключение
Правка кругов – эффективный способ улучшения технических и эксплуатационных характеристик инструмента для зачистки и шлифования. В зависимости от степени износа дисков, правка осуществляется разными способами – накатывание, тангенциальное точение, обтачивание, шлифование и т.д. Выбор способа правки зависит от степени твердости обрабатываемого диска и дальнейших целей его применения.
Оснастка и правка абразивных кругов
- …
- Каталог
- Абразивный инструмент
- Оснастка и правка абразивных кругов
20 товаров40 товаров60 товаров80 товаров100 товаров
По новизнеПо наименованиюПо цене по возростаниюПо цене по убыванию
Ролик ДО-40 для правки кругів
Артикул: 20126
Бренд:
Цена нал. : 75 грн Цена с НДС: 75 грн
: 75 грн Цена с НДС: 75 грн
Ролик ДО-75 для правки кругів
Артикул: 20128
Бренд:
Цена нал.: 220 грн Цена с НДС: 220 грн
Ролик ДО-40 з оправкою для правки кругів
Артикул: 20127
Бренд:
Цена нал.: 270 грн Цена с НДС: 270 грн
Ролик ДО-75 з оправкою для правки кругів
Артикул: 22647
Бренд:
Цена нал.: 540 грн Цена с НДС: 540 грн
Шарошка зірочка для правки 40мм х 10
Артикул: 24864
Бренд:СССР
Цена нал.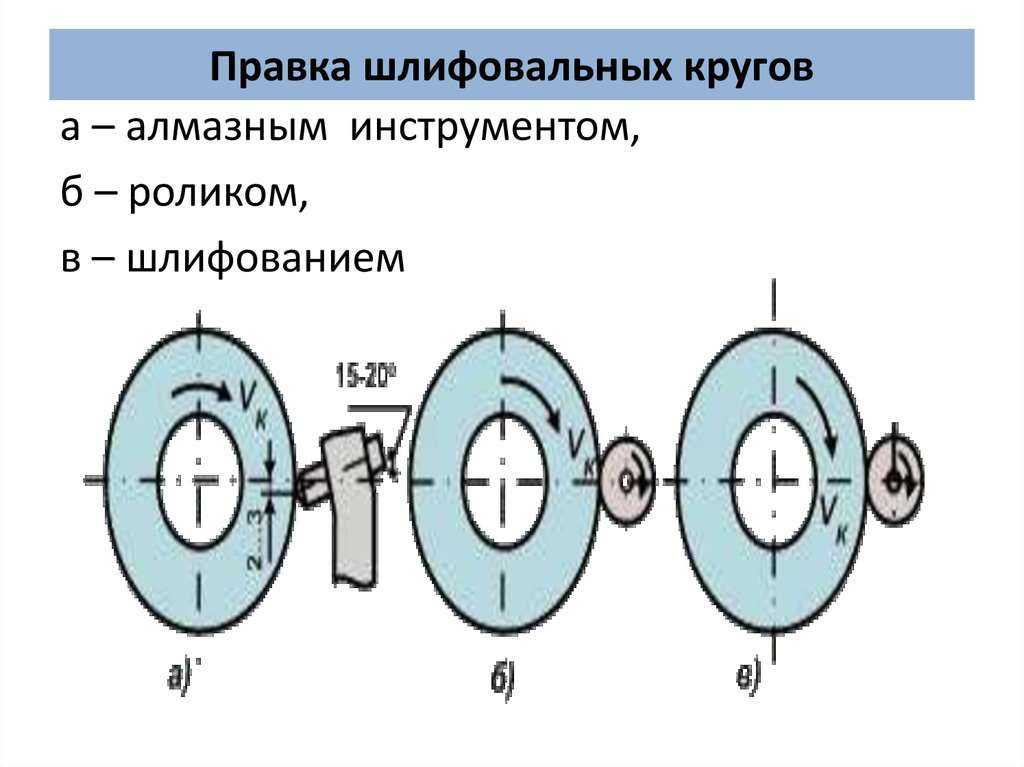 : 41 грн Цена с НДС: 41 грн
: 41 грн Цена с НДС: 41 грн
Шарошка зірочка для правки 50мм х 14
Артикул: 24865
Бренд:СССР
Цена нал.: 20 грн Цена с НДС: 20 грн
Шарошка зірочка для правки 60мм х 12
Артикул: 30008
Бренд:СССР
Цена нал.: 22 грн Цена с НДС: 22 грн
Шарошка зірочка для правки 60мм х 15
Артикул: 30009
Бренд:СССР
Цена нал.: 22 грн Цена с НДС: 22 грн
Шарошка зірочка для правки 60мм х 20
Артикул: 24867
Бренд:СССР
Цена нал. : 22 грн Цена с НДС: 22 грн
: 22 грн Цена с НДС: 22 грн
Шайба перехідная 12,7х32
Артикул: 24854
Бренд:
Цена нал.: 30 грн Цена с НДС: 30 грн
Шайба перехідная 16х32
Артикул: 24855
Бренд:
Цена нал.: 30 грн Цена с НДС: 30 грн
Шарошкоримач для «зірочок» 50х14мм
Артикул: 41042
Бренд:
Цена нал.: 439 грн Цена с НДС: 439 грн
Шарошкоримач для «зірочок» 60х15мм
Артикул: 50846
Бренд:
Цена нал. : 1 000 грн Цена с НДС: 1 000 грн
: 1 000 грн Цена с НДС: 1 000 грн
Шарошка зірочка для правки 50мм х 20
Артикул: 50854
Бренд:СССР
Цена нал.: 15 грн Цена с НДС: 15 грн
Правящие круги — Advanced Superabrasives
Advanced Superabrasives, Inc. имеет в наличии различные правящие круги, чтобы ваши алмазные и эльборовые шлифовальные круги оставались острыми и свободными при резке для оптимальной эффективности. Наши правящие круги изготавливаются из оксида алюминия или карбида кремния и различаются по зернистости, твердости и структуре зерна. Мы также предлагаем стержни для правки/правки из тяжелого металла для бесцентрового и плоского шлифования.
Наши правящие круги выравнивают поверхность алмазного или эльборового шлифовального круга, возвращая кругу его первоначальную круглую форму, удаляя пригоревшую или поврежденную связку с круга, а также создавая другой профиль на алмазном или эльборовом шлифовальном круге .
При выборе шлифовального круга мы рекомендуем проконсультироваться со специалистом Advanced Superabrasives, Inc., поскольку, если шлифовальный круг слишком мягкий или слишком твердый, или размер зерна неправильный, у вас могут возникнуть следующие проблемы:
- Чрезмерный износ правящего круга
- болтовня
- Вытягивание кристалла (вырывание кристаллов алмаза или CBN из связки)
- Выкрашивание или микровыкрашивание кромки алмазного/эльборового круга
- Биение алмазного или эльборового круга, введенного из правящего круга
При использовании наших правящих кругов наши клиенты увидят следующие преимущества:
- Правка алмазного или эльборового шлифовального круга сделает его концентричным по отношению к отверстию (удалив любое биение на наружном диаметре круга). Это улучшит качество поверхности и предотвратит пригорание.
- Truing восстановит округлость алмазного и эльборового шлифовального круга, что уменьшит вибрацию во время шлифования.
- После операции правки необходимо использовать одну из правящих палочек ASI, чтобы должным образом заточить круг, обнажив алмаз или кристалл CBN.

Если ваша компания использует большое количество правящих кругов, пожалуйста, обратитесь к нашему соглашению об удержании для освобождения и/или соглашению об общем заказе. Эти соглашения могут гарантировать, что Advanced Superabrasives, Inc. всегда будет иметь под рукой нужные вам правящие круги, готовые к отправке, что сократит время выполнения заказа.
Получить предложение сегодня
«Из всех шлифовальных кругов, которые я пробовал, ASI прослужили дольше».
Scott Collins – Heacock Metal & Machine
MT-30
Компания Advanced Superabrasives, Inc. разработала и производит систему фильтрации охлаждающей жидкости, которая быстро удаляет твердые частицы, кермет, литые металлы, стекло и керамические шлифовальные частицы из масла. и/или синтетические охлаждающие жидкости на водной основе.
Hybrid
Гибридные алмазные и эльборовые шлифовальные круги Advanced Superabrasives, Inc. (ASI) были разработаны для улучшения качества, стабильности и производительности наших шлифовальных кругов для наших клиентов.
Полимерная связка
Круги ASI на полимерной связке идеально подходят для шлифования закаленной стали, карбида вольфрама, PCD, PCBN, оптического стекла, рубина, керамики и многих других материалов.
Не знаете, какой продукт вам подходит? В ASI мы предлагаем свой опыт, чтобы помочь создать идеальную настройку для вашего бизнеса.
Как шлифовать: Часть 40080
Это четвертая часть серии статей о шлифовке:
Часть 1: Введение + Когда шлифовать.
Часть 2: Технология шлифования&запятая; Шлифовальные машины&запятая; и шлифовальные круги.
Часть 3: Химия и номенклатура шлифовального круга.
Часть 4. Подготовка шлифовального круга для охлаждения.
Часть 5: Шлифовка полости.
Часть 6: Ремонт поврежденной кромки без сжигания стали.

Когда вы впервые устанавливаете круг на шлифовальный станок, первое, что нужно сделать, это убедиться, что при постукивании круг издает приятный звенящий звук. Аккуратно постучите по колесу удобным куском стали; он должен звучать довольно ярко. Если в колесе есть дефект, вы не получите четкого тона. Теперь, чтобы быть справедливым, в целом современные колеса очень безопасны, и вы редко получаете неработающие. У меня точно никогда не было такого несчастья. Я использую только новые диски от известного производителя. Старое колесо с Ebay; колесо марки X; или колесо, которое поставляется без защитной упаковки, будет гораздо более подвержено поломке. Если вы не слышите четкого звука при нажатии на колесо, не используйте его.
Вы хотите убедиться, что диаметр колеса соответствует вашему шпинделю. Для этих колес 3X Norton поставляет пластиковую втулку, чтобы колесо подходило к шпинделям различных диаметров. Небольшой отстой все же есть, но не так много — в основном это не имеет значения. Когда вы зажимаете круг в шлифовальном станке (конечно, сначала отключите шлифовальный станок), круг оказывается зажатым между двумя фланцами. По обеим сторонам колеса картонные шайбы. В этом случае шайба приклеена к колесу и содержит клеймо. Эти шайбы очень важны. Зажим между картоном устраняет любые незначительные неровности фланцев или колеса и предотвращает растрескивание колеса при зажиме из-за незначительной неровности колеса.
Когда вы зажимаете круг в шлифовальном станке (конечно, сначала отключите шлифовальный станок), круг оказывается зажатым между двумя фланцами. По обеим сторонам колеса картонные шайбы. В этом случае шайба приклеена к колесу и содержит клеймо. Эти шайбы очень важны. Зажим между картоном устраняет любые незначительные неровности фланцев или колеса и предотвращает растрескивание колеса при зажиме из-за незначительной неровности колеса.
Пара многоточечных алмазных шлифовальных кругов Когда вы впервые получаете новый круг или хотите получить наилучшие характеристики от уже имеющегося круга, правка круга имеет жизненно важное значение. Неизбежно колесо не будет идеально сидеть на шпинделе. Если он установлен немного не по центру, выровняйте колесо, чтобы оно было по центру. Этот шаг важен для плавного хода колеса. Я знаю, что некоторые продавцы продают комплекты для балансировки, но мне они никогда не нужны. Я также собираюсь установить остальные примерно перпендикулярно колесу и довольно близко к нему. Квадратный, потому что я хочу, чтобы комод приближался к колесу под прямым углом, и довольно близко, потому что я хочу, чтобы комод (или что-то еще) не попал в зазоры между движущимся колесом и отдыхом. Убедившись, что мой упор надежно закреплен и колесо может свободно вращаться рукой, я опускаю защитный кожух, надеваю защитные очки и включаю шлифовальный станок.
Квадратный, потому что я хочу, чтобы комод приближался к колесу под прямым углом, и довольно близко, потому что я хочу, чтобы комод (или что-то еще) не попал в зазоры между движущимся колесом и отдыхом. Убедившись, что мой упор надежно закреплен и колесо может свободно вращаться рукой, я опускаю защитный кожух, надеваю защитные очки и включаю шлифовальный станок.
Всякий раз, когда я включаю кофемолку, я отхожу в сторону, поскольку она набирает скорость и работает несколько секунд. Причина в том, что на всякий случай, если в колесе есть изъян, или чип выбит, или что-то зацепит в щитках, я бы предпочел не оказаться на линии огня, если случится беда.
Что касается нового колеса, я хочу крепко прижать свой комод к остальным и толкнуть его вперед, чтобы оно коснулось колеса. Пока мой комод держится устойчиво относительно остальных, любые высокие или низкие места на колесе будут сняты. Не зажимайте его; вам нужно иметь возможность двигать его вперед, и давления вашей руки более чем достаточно. Через несколько секунд колесо будет двигаться по кругу и плавно. Вы можете заметить колебание слева направо при вращении колеса. Этому есть две возможные причины. Первая (и более распространенная причина) заключается в том, что фланцы не плоские. Baldor и многие другие производители не обрабатывают фланцы, а просто отливают их под давлением. Мы видели много шатающихся фланцев на протяжении многих лет, поэтому один из способов, который мы делаем на наших нестандартных шлифовальных станках, — это обработка фланцев. Литые фланцы могут привести к биению колеса. (Мы не продаем литые фланцы.) Небольшое колебание слева направо не имеет большого значения. Не беспокойтесь об этом. Ни при каких обстоятельствах не пытайтесь заправить боковые стороны колеса. Колеса не предназначены для этого. Они могли взорваться. В любом случае вы, вероятно, сделаете дело еще хуже. Если вы столкнулись с сильными вибрациями, большим биением, это может быть вызвано неровным, плохо сделанным колесом. В таком случае верните его.
Через несколько секунд колесо будет двигаться по кругу и плавно. Вы можете заметить колебание слева направо при вращении колеса. Этому есть две возможные причины. Первая (и более распространенная причина) заключается в том, что фланцы не плоские. Baldor и многие другие производители не обрабатывают фланцы, а просто отливают их под давлением. Мы видели много шатающихся фланцев на протяжении многих лет, поэтому один из способов, который мы делаем на наших нестандартных шлифовальных станках, — это обработка фланцев. Литые фланцы могут привести к биению колеса. (Мы не продаем литые фланцы.) Небольшое колебание слева направо не имеет большого значения. Не беспокойтесь об этом. Ни при каких обстоятельствах не пытайтесь заправить боковые стороны колеса. Колеса не предназначены для этого. Они могли взорваться. В любом случае вы, вероятно, сделаете дело еще хуже. Если вы столкнулись с сильными вибрациями, большим биением, это может быть вызвано неровным, плохо сделанным колесом. В таком случае верните его. Это невозможно исправить.
Это невозможно исправить.
После того, как колесо будет прикручено, вы можете облегчить нагрузку на остальные.
Теперь мы хотим превратить наименьшую выпуклость или корону в колесо. С выпуклостью мы можем быть уверены, что каждый раз, когда прикасаемся инструментом к колесу, мы вступаем в контакт где-то в центре инструмента. Если ваш круг прямой, и ваш инструмент в основном прямой, поверхность круга всегда будет соприкасаться с инструментом с той или иной стороны — если только ваше лезвие не будет на 100% перпендикулярно колесу, что почти невозможно сделать от руки. С выпуклым кругом вам не нужно шлифовать углы вашего инструмента, пока вы не отшлифуете середину, что более безопасно. В середине инструмента тепло от шлифования может идти в обе стороны и обратно в корпус инструмента. В углу тепло не может уйти с одной стороны, что быстро приведет к перегреву и возгоранию угла. С выпуклым кругом у вас есть контролируемая точка контакта, и по мере того, как вы подаете инструмент в круг, вы получаете все больше и больше контакта — вы не шлифуете только эту точку на круге. Мы поговорим об этом в следующей главе, когда будем точить инструмент. А пока достаточно сказать, что нам нужно сделать на колесе наименьшую возможную выпуклость.
Мы поговорим об этом в следующей главе, когда будем точить инструмент. А пока достаточно сказать, что нам нужно сделать на колесе наименьшую возможную выпуклость.
Мой процесс правки круга: Включите шлифовальный станок, подождите, пока он не наберет скорость, а затем коснитесь моего правящего круга и проведите им по очень широкой дуге вокруг круга. При этом я все смотрю на глаза. Основной шаг — коснуться колеса в центре комодом, а затем повернуть его в любую сторону. Как видно на видео, процесс занимает около 10 секунд.
Теперь, когда заправка завершена, мы готовы к шлифовке. Я повторяю процесс правки почти каждый раз, когда шлифую, и всякий раз, когда мне кажется, что колесо нагревается слишком быстро. Конечно, колеса CBN никогда не нуждаются в правке, а имеющиеся у нас колеса имеют встроенную коронку.
В следующий раз мы установим остальную часть под прямым углом и обновим полость на инструменте.
Колесо, правильно отшлифованное до очень легкой выпуклости.
Присоединяйтесь к беседе
25.01.2017 Ян МакЛеннан
Читая это, я еще больше радуюсь тому, что выбрала Tormek. Безопасный, чистый, простой в использовании и чрезвычайно универсальный. Стоит дополнительных денег и очень добр к моему
ценных режущих инструмента. Вытачивание зазубрин, изменение формы и т. д. занимает немного больше времени, но мне редко приходится это делать.
25.01.2017 Эрик Раш
Отличный цикл статей Джо.
Большое спасибо.
25.01.2017 HKimsey
Хорошее резюме и много полезной информации! Спасибо!
15.02.2017 Риши Шарма
Спасибо за этот замечательный блог. Хорошее резюме использования шлифовальной машины.
Комментарии закрыты.
Последний
Следующий
Мнения, высказанные в этом блоге, принадлежат автору и гостям блога и никоим образом не отражают точку зрения Tools for Work Wood. |
