Консольно-фрезерные станки 6М82, 6М82Г и 6М82ГБ
- Главная
- Видеотека
- Естествознание
- Физика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание — как наука
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
СФ-15 станок консольно-фрезерный вертикальный с поворотной головкойсхемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка СФ-15
Вертикальный консольно-фрезерный станок СФ-15 производил Луганский станкостроительный завод (с 1935 по 1958 год и с 1970 по 1990 год — Ворошиловоградский станкостроительный завод им В.И. Ленина).
Луганский станкостроительный завод одним из первых в бывшем Советском Союзе освоил крупносерийное производство фрезерных станков с цикловой и числовой системами программного управления. Заводом были разработаны и запущены в производство особо сложные высокопроизводительные станки с автоматической сменой инструмента и числовым программным управлениям моделей СВМ1Ф4 и СФ68Ф3П. На заводе освоен выпуск малогабаритных токарных МС-03 и МС-04, фрезерных МС-51, МС-54, СВФ1 и сверлильных станков СВС1-010.
Станки, выпускаемые Луганским станкостроительным заводом
Станки консольно-фрезерные. Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | СФ-15, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
СФ-15 станок консольно-фрезерный вертикальный. Назначение, область применения
Фрезерный станок СФ-15 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
Вертикальные консольно-фрезерные станки моделей СФ-15 представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Применение станка в автоматическом цикле при обработке различных ступенчатых деталей, фрезеровании внутренних и наружных рамок и т. д. в условиях мелко и крупносерийного производства, позволяет решать задачи роста его эффективности.
Работа станка СФ15 (6С12) обеспечивает высокую точность фрезерования. Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен автоматический отвод детали от инструмента при ускоренных перемещениях стола и возврат ее в исходное положение при переходе на рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом и сокращает машинное время.
Гидравлический механизм выбора люфта в паре винт-гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. Благодаря этому можно широко применять на станке прогрессивный метод попутного фрезерования. Наличие на станке поворотной шпиндельной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами.
Кнопками одновременно можно осуществлять движение стола в 2-х—3-х направлениях, а также толчковый режим (движение стола только при нажатой кнопке).
В зависимости от потребностей возможны следующие варианты управления:
- Управление от рукояток
- Управление кнопочное
- Управление полуавтоматическое (маятниковый и скачкообразный циклы)
На станке СФ-15 могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, расширяющих технологические возможности станков.
Класс точности станков Н.
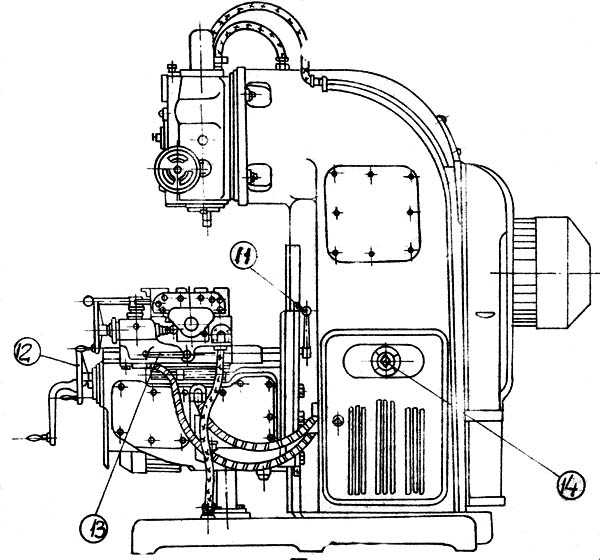
Общий вид вертикального консольно-фрезерного станка СФ-15

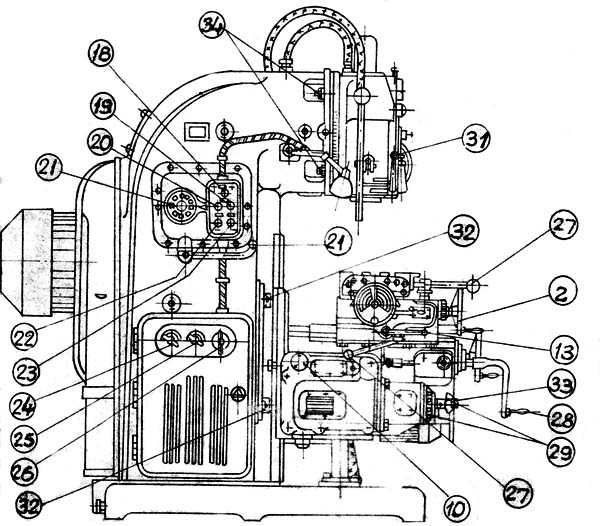
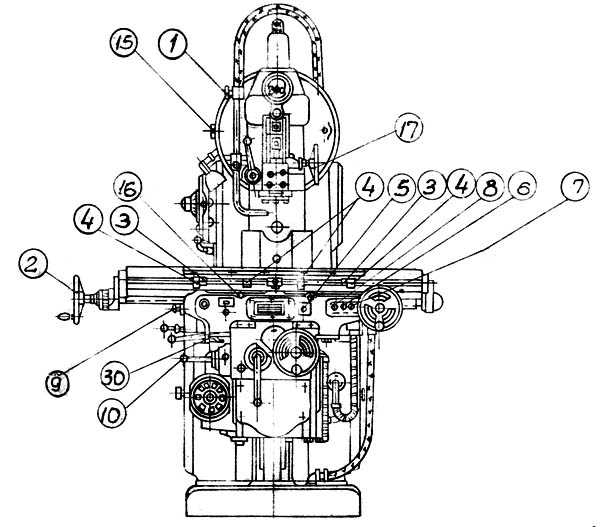
Расположение органов управления консольно-фрезерным станком СФ-15
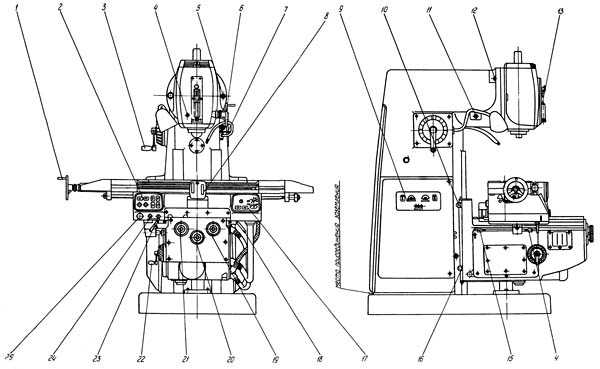
Расположение органов управления консольно-фрезерным станком СФ-15. Смотреть в увеличенном масштабе
Перечень органов управления консольно-фрезерным станком СФ-15
- Рукоятка продольного перемещения стола
- Пульт управления «Левый»
- Рукоятка переключения скоростей
- Винт зажима пиноли
- Фиксатор нулевого положения головки
- Рукоятка перемещения пиноли
- Кран СОЖ
- Блок путевых конечных выключателей «Продольно»
- Панель электрическая
- Ограничительные кулачки
- Винт поворота головки
- Гайка зажима головки
- Упор выдвижения пиноли
- Ограничительные кулачки
- Ограничительные кулачки
- Ограничительные кулачки
- Пульт управления «Правый»
- Рукоятка зажима салазок
- Лимб продольного перемещения
- Лимб вертикального перемещения
- Лимб поперечного перемещения
- Рукоятка переключения подач
- Кнопка «Ускоренная подача»
- Кнопка «Пуск шпинделя»
- Кнопка «Общий стоп»
Перечень составных частей консольно-фрезерного станка СФ-15
- Пульт управления левый — СФ1.06.00.000
- Шпиндельная головка — СФ15.02.00.000
- Станина с коробкой скоростей — СФ2.01.00.000
- Пульт управления правый — СФ2.07.03.003
- Механизм переключения скоростей СФ1.23.03.000
- Стол-салазки — СФ2.04.00.000
- Консоль — СФ2.03.00.000
- Коробка подач — СФ2.06.00.000
- Электрооборудование — СФ15.12.00.000
- Блок конечных путевых переключателей — СФ2.08.00.000
- Механизм подъема и опускания консоли — СФ1.21.00.000
Схема кинематическая консольно-фрезерного станка СФ-15
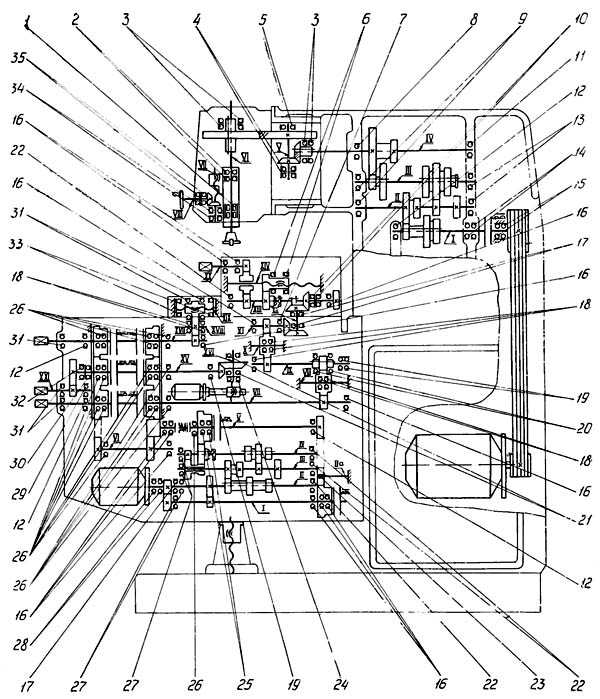
Схема кинематическая консольно-фрезерного станка СФ-15. Смотреть в увеличенном масштабе
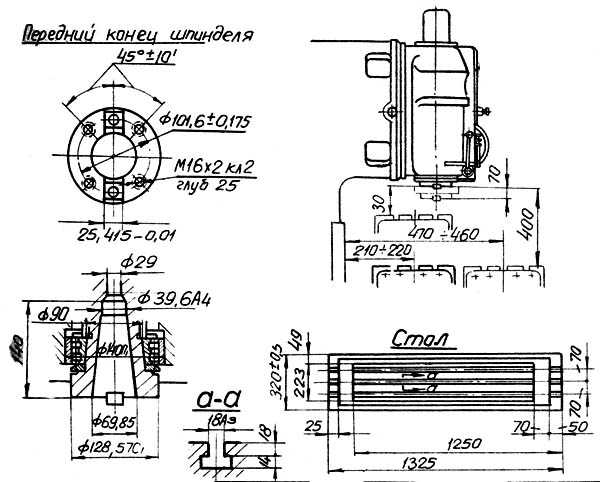
Шпиндельная головка консольно-фрезерного станка СФ-15

Шпиндельная головка консольно-фрезерного станка СФ-15. Смотреть в увеличенном масштабе
Перечень составных частей шпиндельной головки консольно-фрезерного станка СФ-15
- подшипники горизонтального вала
- винты регулировочные
- подшипники промежуточного вала
- трубка для смазки
- шайба
- подшипники
- винт
- гайка
- кронштейн
- шестерни конические
- гайка
- винт
- гайка подвижная
- шестерня
- подшипники
- пиноль
- роликоподшипник радиальный А—3182118
- шпиндель
- полукольца
- шарикоподшипник радиально-упорный СА—36214
- кольцо
- вал промежуточный
- стаканы
- болт
- стаканы
- винт
Описание шпиндельной головки станка
Поворотная шпиндельная головка представляет собой фасонную чугунную отливку, в расточках которой смонтированы:
- подвижная пиноль 17
- шпиндель 19
- промежуточный вал 23 с зубчатой передачей
Передней опорой шпинделя служит двухрядный радиальный роликоподшипник А3182118. Задней опорой является два радиально-упорных шарикоподшипника СА 36214. Натяжение подшипника задней опоры шпинделя осуществляется подшлифовкой колец 22, а подшипника А3182118 — полуколец 20.
Шпиндель — разгруженный. Осевые и радиальные нагрузки, возникающие на шестерне 14, воспринимаются непосредственно корпусом через подшипники.
Механизм перемещения пиноли состоит из кронштейна с гайкой 8, жестко закрепленных на пиноли и винта 7, получающего вращение через коническую пару 10, при повороте маховика. При перемещении пиноли необходимо отпустить зажимной винт, расположенный на передней стороне шпиндельной головки.
Поворот шпиндельной головки осуществляется при помощи червячной передачи, вмонтированной во фланцевую часть станины.
Монтаж и демонтаж шпиндельной головки станка
Монтаж головки производится при снятом червяке. Вставив головку в станину на 50% ее посадки, провернуть шпиндель 19 для совмещения шлицев, затем полостью головку установить и закрепить.
Ввернуть червяк с втулкой и застопорить его винтом и коническим штифтом.
Регулировка зацепления конических шестерен
Регулировку зацепления конических шестерен вести перемещением стаканов 24 и 26. Для этого необходимо отпустить 3 винта 27 и 3 болта 25. При перемещении винтов 27 производить регулировку.
Боковой зазор между зубьями конической передачи должен быть в пределах 0,17 — 0,24 мм. Длина пятна контакта не менее 50% длины зуба, ширина — не менее 50% рабочей высоты зуба.
Регулировка подшипников
Регулировка всех радиально-упорных подшипников производится за счет подшлифовок колец. Подшипники 21 верхней опоры шпинделя устанавливаются с предварительным натягом.
Предварительный натяг нижнего подшипника 18 должен обеспечиваться посадкой подшипника на коническую шейку шпинделя за счет подшлифовки полуколец 20.
Осевой люфт подшипников промежуточного вала 23 должен быть в пределах 0,02—0,03 мм.
Регулировка люфта в паре винт-гайка
Для выбора люфта в паре винт-гайка отпустить гайку 11 и винт 12, затем поворотом подвижной гайки 13 устранить люфт и законтрагаить ее.
Технические характеристики консольного фрезерного станка СФ-15
| Наименование параметра | СФ-15 | 6Р12 | 6Т12 |
|---|---|---|---|
| Основные параметры станка | |||
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 460 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 400 | 350 | 380 |
| Рабочий стол | |||
| Наибольший продольный ход стола (X), мм | 950 | 800 | 800 |
| Наибольший поперечный ход стола (Y), мм | 300 | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 410 | 420 | 420 |
| Перемещение стола на одно деление лимба продольное (X), поперечное (Y), мм | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба вертикальное (Z), мм | 0,01 | 0,01 | 0,01 |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 20..2500 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 8..400 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 22 | 22 |
| Скорость быстрых перемещений продольных (X), поперечных (Y), м/мин | 2,5 | 4 | 4 |
| Скорость быстрых перемещений вертикальных (Z), м/мин | 1 | 1,330 | 1,330 |
| Усилие, допускаемое механизмом подач для продольной подачи (X), кг | 1400 | ||
| Усилие, допускаемое механизмом подач для поперечной подачи (Y), кг | 410 | ||
| Усилие, допускаемое механизмом подач для вертикальной подачи (Z), кг | 740 | ||
| Шпиндель | |||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 80 | 70 | 70 |
| Конус фрезерного шпинделя | 50 ГОСТ 15945-70 | № 3 ГОСТ 836-62 | |
| Конец шпинделя | 50 | ||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 |
| Механика станка | |||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть |
| Электрооборудование, привод | |||
| Количество электродвигателей на станке | 4 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 5,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,5 | 2,2 | 3 |
| Электродвигатель насоса механизма выбора люфта, кВт | 0,08 | — | — |
| Электродвигатель зажима инструмента, кВт | — | — | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 10,87 | |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2000 х 2230 х 2030 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3120 | 3250 |
Связанные ссылки
Каталог справочник консольно фрезерных станков и их аналогов
Паспорта и схемы к консольно фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
6С12 станок консольно-фрезерный вертикальный с поворотной головкойсхемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6С12
Вертикальный консольно-фрезерный станок 6С12 производил Луганский станкостроительный завод (с 1935 по 1958 год и с 1970 по 1990 год — Ворошиловоградский станкостроительный завод им В.И. Ленина).
Луганский станкостроительный завод одним из первых в бывшем Советском Союзе освоил крупносерийное производство фрезерных станков с цикловой и числовой системами программного управления. Заводом были разработаны и запущены в производство особо сложные высокопроизводительные станки с автоматической сменой инструмента и числовым программным управлениям моделей СВМ1Ф4 и СФ68Ф3П. На заводе освоен выпуск малогабаритных токарных МС-03 и МС-04, фрезерных МС-51, МС-54, СВФ1 и сверлильных станков СВС1-010.
Станки, выпускаемые Луганским станкостроительным заводом
Станки консольно-фрезерные. Общие сведения
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6С12, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
6С12 станок консольно-фрезерный вертикальный. Назначение, область применения
Фрезерный станок 6С12 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
Вертикальные консольно-фрезерные станки моделей 6С12 представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Применение станка в автоматическом цикле при обработке различных ступенчатых деталей, фрезеровании внутренних и наружных рамок и т. д. в условиях мелко и крупносерийного производства, позволяет решать задачи роста его эффективности.
Работа станка СФ15 (6С12) обеспечивает высокую точность фрезерования. Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен автоматический отвод детали от инструмента при ускоренных перемещениях стола и возврат ее в исходное положение при переходе на рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом и сокращает машинное время.
Гидравлический механизм выбора люфта в паре винт-гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. Благодаря этому можно широко применять на станке прогрессивный метод попутного фрезерования. Наличие на станке поворотной шпиндельной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами.
Кнопками одновременно можно осуществлять движение стола в 2-х—3-х направлениях, а также толчковый режим (движение стола только при нажатой кнопке).
В зависимости от потребностей возможны следующие варианты управления:
- Управление от рукояток
- Управление кнопочное
- Управление полуавтоматическое (маятниковый и скачкообразный циклы)
На станке 6С12 могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, расширяющих технологические возможности станков.
Класс точности станков Н.
Все фрезерные станки в иллюстрированном каталоге
Модификации вертикального консольного фрезерного станка 6С12
682 – первая модель фрезерного станка, выпущенная Горьковским заводом в 1932 году
6Б12 – следующая модель серии, станок выпускался с 1937 года
6Н12 – следующая модель серии, станок выпускался с 1951 года
6Н13ПР — станок получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году
6Н13Ф3-2 консольно-фрезерный станок с ЧПУ Контур 3П-68
6М12 – следующая модель серии, станок выпускался с 1960 года
6М12П – станок повышенной точности, станок выпускался с 1961 года
6М12ПБ – станок быстроходный с увеличенными числами оборотов и увеличенными подачами, станок выпускался с 1961 года
6С12П – станок повышенной точности
6С12Ц – станок фрезерный с цикловым управлением
6Р12 – следующая модель серии, станок выпускался с 1972 года, заменил станок 6М12
6Р12Б – станок быстроходный с повышенной мощностью
6Р13РФ3 – станок с ЧПУ Н33-1М и револьверной головкой
6Р12К-1К-1 – станок с копировальным устройством, принят к серийному производству в 1978 году
6Т12-1 – следующая модель серии, станок выпускался с 1985 года
6Т12 – следующая модель серии, станок выпускался с 1991 года
Российские и зарубежные аналоги станка 6С12
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
Подбор аналогов к любому станку
Общий вид вертикального консольно-фрезерного станка 6С12

Расположение органов управления консольно-фрезерным станком 6С12
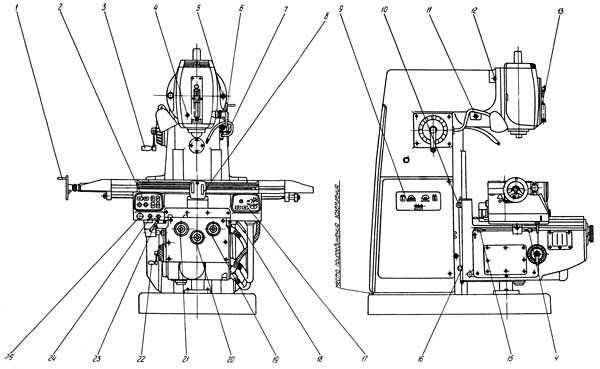
Расположение органов управления консольно-фрезерным станком 6С12. Смотреть в увеличенном масштабе
Перечень органов управления консольно-фрезерным станком 6С12
- Рукоятка продольного перемещения стола
- Пульт управления «Левый»
- Рукоятка переключения скоростей
- Винт зажима пиноли
- Фиксатор нулевого положения головки
- Рукоятка перемещения пиноли
- Кран СОЖ
- Блок путевых конечных выключателей «Продольно»
- Панель электрическая
- Ограничительные кулачки
- Винт поворота головки
- Гайка зажима головки
- Упор выдвижения пиноли
- Ограничительные кулачки
- Ограничительные кулачки
- Ограничительные кулачки
- Пульт управления «Правый»
- Рукоятка зажима салазок
- Лимб продольного перемещения
- Лимб вертикального перемещения
- Лимб поперечного перемещения
- Рукоятка переключения подач
- Кнопка «Ускоренная подача»
- Кнопка «Пуск шпинделя»
- Кнопка «Общий стоп»
Перечень составных частей консольно-фрезерного станка 6С12
- Пульт управления левый — СФ1.06.00.000
- Шпиндельная головка — СФ15.02.00.000
- Станина с коробкой скоростей — СФ2.01.00.000
- Пульт управления правый — СФ2.07.03.003
- Механизм переключения скоростей СФ1.23.03.000
- Стол-салазки — СФ2.04.00.000
- Консоль — СФ2.03.00.000
- Коробка подач — СФ2.06.00.000
- Электрооборудование — СФ15.12.00.000
- Блок конечных путевых переключателей — СФ2.08.00.000
- Механизм подъема и опускания консоли — СФ1.21.00.000
Схема кинематическая консольно-фрезерного станка 6С12
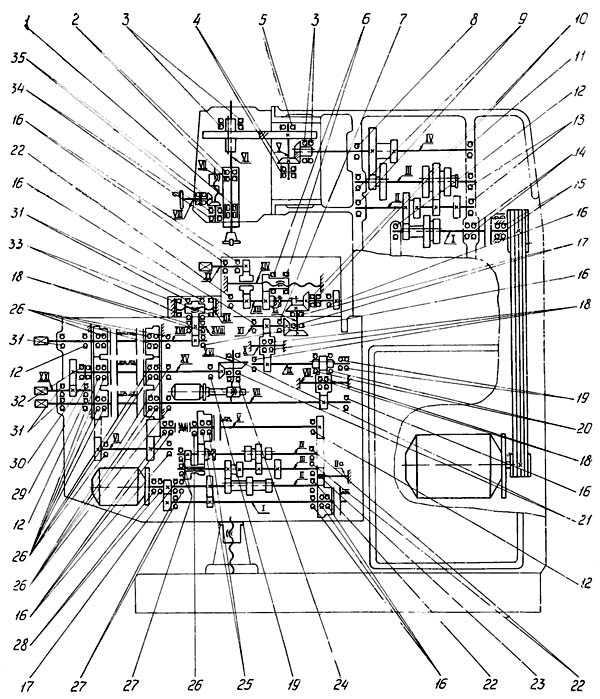
Схема кинематическая консольно-фрезерного станка 6С12. Смотреть в увеличенном масштабе
Шпиндельная головка консольно-фрезерного станка 6С12

Шпиндельная головка консольно-фрезерного станка 6С12. Смотреть в увеличенном масштабе
Перечень составных частей шпиндельной головки консольно-фрезерного станка 6С12
- подшипники горизонтального вала
- винты регулировочные
- подшипники промежуточного вала
- трубка для смазки
- шайба
- подшипники
- винт
- гайка
- кронштейн
- шестерни конические
- гайка
- винт
- гайка подвижная
- шестерня
- подшипники
- пиноль
- роликоподшипник радиальный А—3182118
- шпиндель
- полукольца
- шарикоподшипник радиально-упорный СА—36214
- кольцо
- вал промежуточный
- стаканы
- болт
- стаканы
- винт
Описание шпиндельной головки станка
Поворотная шпиндельная головка представляет собой фасонную чугунную отливку, в расточках которой смонтированы:
- подвижная пиноль 17
- шпиндель 19
- промежуточный вал 23 с зубчатой передачей
Передней опорой шпинделя служит двухрядный радиальный роликоподшипник А3182118. Задней опорой является два радиально-упорных шарикоподшипника СА 36214. Натяжение подшипника задней опоры шпинделя осуществляется подшлифовкой колец 22, а подшипника А3182118 — полуколец 20.
Шпиндель — разгруженный. Осевые и радиальные нагрузки, возникающие на шестерне 14, воспринимаются непосредственно корпусом через подшипники.
Механизм перемещения пиноли состоит из кронштейна с гайкой 8, жестко закрепленных на пиноли и винта 7, получающего вращение через коническую пару 10, при повороте маховика. При перемещении пиноли необходимо отпустить зажимной винт, расположенный на передней стороне шпиндельной головки.
Поворот шпиндельной головки осуществляется при помощи червячной передачи, вмонтированной во фланцевую часть станины.
Монтаж и демонтаж шпиндельной головки станка
Монтаж головки производится при снятом червяке. Вставив головку в станину на 50% ее посадки, провернуть шпиндель 19 для совмещения шлицев, затем полостью головку установить и закрепить.
Ввернуть червяк с втулкой и застопорить его винтом и коническим штифтом.
Регулировка зацепления конических шестерен
Регулировку зацепления конических шестерен вести перемещением стаканов 24 и 26. Для этого необходимо отпустить 3 винта 27 и 3 болта 25. При перемещении винтов 27 производить регулировку.
Боковой зазор между зубьями конической передачи должен быть в пределах 0,17 — 0,24 мм. Длина пятна контакта не менее 50% длины зуба, ширина — не менее 50% рабочей высоты зуба.
Регулировка подшипников
Регулировка всех радиально-упорных подшипников производится за счет подшлифовок колец. Подшипники 21 верхней опоры шпинделя устанавливаются с предварительным натягом.
Предварительный натяг нижнего подшипника 18 должен обеспечиваться посадкой подшипника на коническую шейку шпинделя за счет подшлифовки полуколец 20.
Осевой люфт подшипников промежуточного вала 23 должен быть в пределах 0,02—0,03 мм.
Регулировка люфта в паре винт-гайка
Для выбора люфта в паре винт-гайка отпустить гайку 11 и винт 12, затем поворотом подвижной гайки 13 устранить люфт и законтрагаить ее.
Технические характеристики консольного фрезерного станка 6С12
| Наименование параметра | 6С12 | 6Р12 | 6Т12 |
|---|---|---|---|
| Основные параметры станка | |||
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 460 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 400 | 350 | 380 |
| Рабочий стол | |||
| Наибольший продольный ход стола (X), мм | 950 | 800 | 800 |
| Наибольший поперечный ход стола (Y), мм | 300 | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 410 | 420 | 420 |
| Перемещение стола на одно деление лимба продольное (X), поперечное (Y), мм | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба вертикальное (Z), мм | 0,01 | 0,01 | 0,01 |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 20..2500 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 8..400 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 22 | 22 |
| Скорость быстрых перемещений продольных (X), поперечных (Y), м/мин | 2,5 | 4 | 4 |
| Скорость быстрых перемещений вертикальных (Z), м/мин | 1 | 1,330 | 1,330 |
| Усилие, допускаемое механизмом подач для продольной подачи (X), кг | 1400 | ||
| Усилие, допускаемое механизмом подач для поперечной подачи (Y), кг | 410 | ||
| Усилие, допускаемое механизмом подач для вертикальной подачи (Z), кг | 740 | ||
| Шпиндель | |||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 80 | 70 | 70 |
| Конус фрезерного шпинделя | 50 ГОСТ 15945-70 | № 3 ГОСТ 836-62 | |
| Конец шпинделя | 50 | ||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 |
| Механика станка | |||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть |
| Электрооборудование, привод | |||
| Количество электродвигателей на станке | 4 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 5,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,5 | 2,2 | 3 |
| Электродвигатель насоса механизма выбора люфта, кВт | 0,08 | — | — |
| Электродвигатель зажима инструмента, кВт | — | — | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 10,87 | |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2000 х 2230 х 2030 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3120 | 3250 |
Связанные ссылки
Паспорта и схемы к консольно фрезерным станкам и оборудованию
Каталог справочник консольно фрезерных станков и их аналогов
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
6М12П станок консольно-фрезерный вертикальный с поворотной головкойсхемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6М12П
Производитель фрезерных станков 6М12П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
История вертикального консольного фрезерного станка 6м12
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т82-1, 6Т13-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т13, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш,.
Классификация, обозначение и основные характеристики фрезерных станков
Классификация металлорежущих станков
Ремонт фрезерных станков
6М12П станок консольно-фрезерный вертикальный с поворотной шпиндельной головкой повышенной точности. Назначение, область применения
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Вертикальные консольно-фрезерные станки моделей 6М12П и 6М12БП представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
Станки предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Класс точности станков Н.
Российские и зарубежные аналоги станка 6М12П
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
Габаритные размеры рабочего пространства, посадочные и присоединительные базы вертикального консольно-фрезерного станка 6М12П
Габаритные размеры рабочего пространства фрезерного станка 6М12П
Фото вертикального консольно-фрезерного станка 6М12П

Фото вертикального консольно-фрезерного станка 6М12П

Фото вертикального консольно-фрезерного станка 6М12П

Фото вертикального консольно-фрезерного станка 6М12П
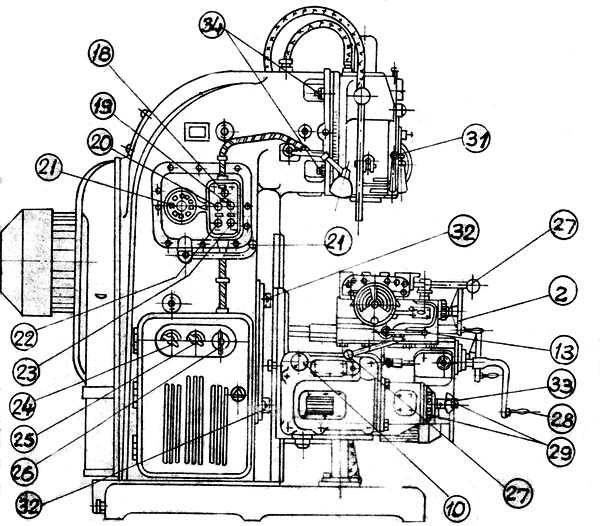
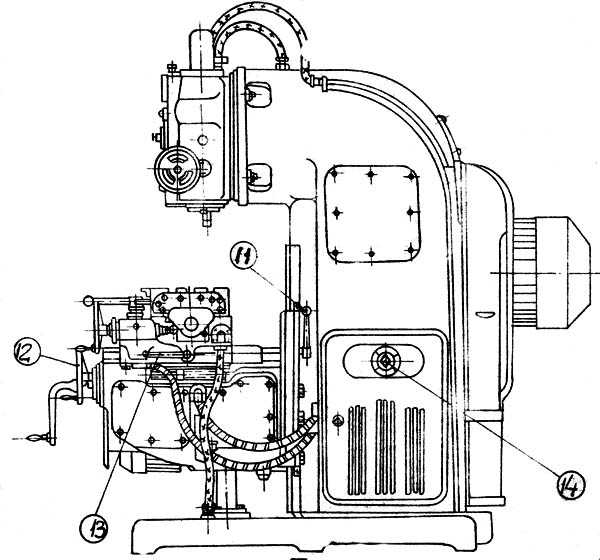
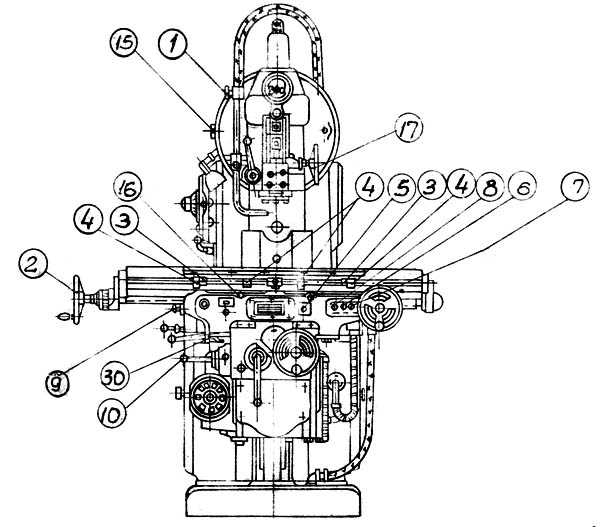
Расположение органов управления консольно-фрезерным станком 6М12П
Расположение органов управления консольно-фрезерным станком 6М12П
Расположение органов управления консольно-фрезерным станком 6М12П
Расположение органов управления консольно-фрезерным станком 6М12П
Перечень составных частей консольно-фрезерного станка 6М12П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6М12П
- Кран регулирования интенсивности охлаждения
- Маховичек ручного продольного перемещения стола
- Кулачки ограничения продольного хода стола в крайних положениях или реверса стола в полуавтоматическом и автоматическом циклах
- Кулачки переключения стола с подачи на быстрый ход или с быстрого хода на подачу
- Переключатель на автоматический цикл или ручное управление станка
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Кнопка «Быстро»
- Рукоятка ручного насоса смазки стола
- Рукоятка включения вертикальной или поперечной подачи стола
- Рукоятка зажима консоли на направляющих станины
- Маховичек ручного поперечного перемещения стола
- Рукоятка зажима салазок на направляющих консоли
- Переключатель управления столом: автоматический цикл — ручное управление — работа с круглым столом
- Шестигранник поворота фрезерной головки
- Винты зажима стола на салазках
- Маховик перемещения гильзы шпинделя
- Переключатель освещения «Включено — выключено»
- Кнопка «Стоп шпиндель»
- Кнопка «Пуск шпинделя»
- Рукоятка и лимб для переключения скоростей шпинделя
- Кнопка «Импульс шпинделя»
- Кнопка «Быстро стол»
- Вводной переключатель «Включено — выключено»
- Переключатель насоса охлаждения «Включено — выключено»
- Переключатель направления вращения шпинделя «Влево — вправо»
- Рукоятка управления продольным перемещением стола
- Рукоятка подъема консоли
- Грибок и лимб для переключения подач стола
- Кулачки ограничения поперечного хода стола
- Рукоятка зажима гильзы шпинделя
- Кулачки ограничения вертикального хода стола
- Кнопка включения фиксации механизма переключения подач
- Гайки зажима поворотной фрезерной головки
Схема кинематическая консольно-фрезерного станка 6М12П

Кинематическая схема консольно-фрезерного станка 6М12П
Схема кинематическая консольно-фрезерного станка 6М12П. Смотреть в увеличенном масштабе
Цепь главного движения консольно-фрезерного станка 6М12П
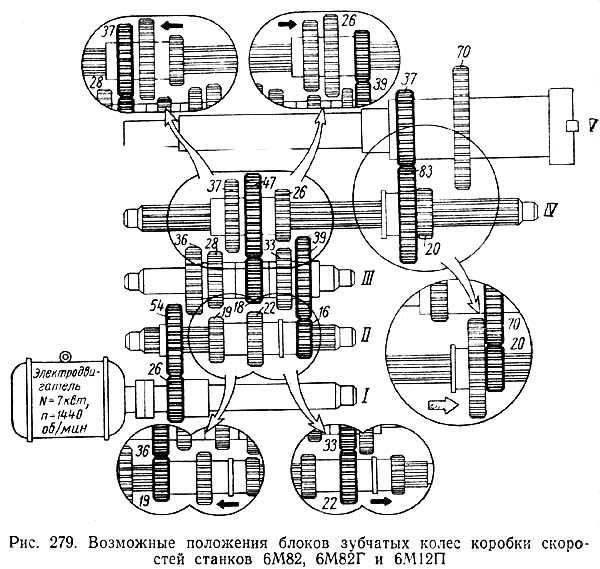
Станок 6М12П имеет две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 кВт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
Коробка скоростей и шпиндель консольно-фрезерного станка 6М12П
Коробка скоростей и шпиндель фрезерного станка 6М12П
Коробка скоростей консольно-фрезерного станка 6М12П
Коробка скоростей фрезерного станка 6М12П
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
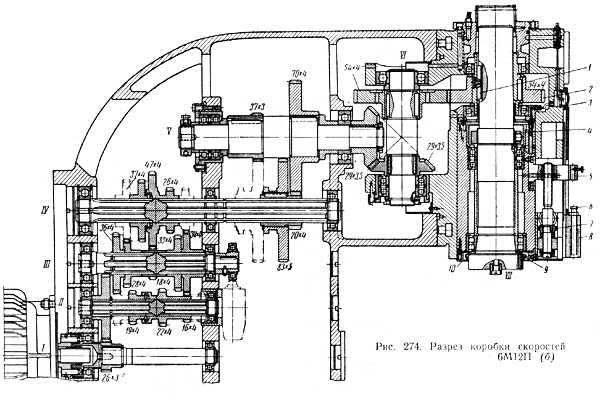
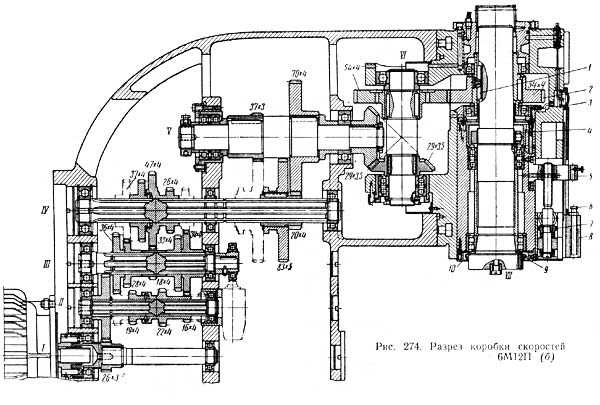
Шпиндель (вал VII) станка 6М12П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 (рис. 275) закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Для увеличения жесткости шпинделя во время работы предусмотрен зажим рукояткой 4, которая стягивает корпус поворотной головки, имеющей разрез 5 (рис. 275).
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М12П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М12П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III и IV — шлицевые для возможности передвижения зубчатых блоков.
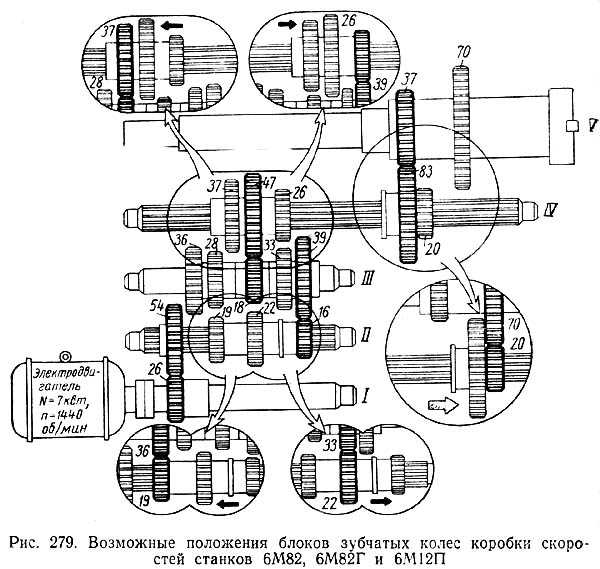
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом (рис. 276). На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка указатель и кнопочная станция 2 с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка 3.
Скорости переключаются следующим образом:
- рукоятку 3 опускают вниз, при этом ее шип выводится из фиксирующего паза, и отводят на себя до отказа;
- поворачивают лимб 1 вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем; при этом щелчок фиксатора указывает, что лимб установлен в заданном положении;
- нажимают кнопку «толчок», что дает кратковременный импульс на электродвигатель привода шпинделя для провертывания зубчатых колес коробки скоростей, во избежание того, чтобы торцы зубьев блоков колес не уперлись друг в друга при переключении скоростей;
- досылают плавным движением рукоятку 3 в первоначальное положение, при этом она обязательно должна быть заперта шипом в фиксирующем пазу.
- При этих операциях с рукояткой и лимбом блоки зубчатых колес коробки скоростей перемещаются и устанавливаются в положениях, соответствующих выбранному числу оборотов шпинделя.
Механизм подач консольно-фрезерного станка 6М12П
Механизм подач фрезерного станка 6М12П
Цепь подач консольно-фрезерного станка 6М12П
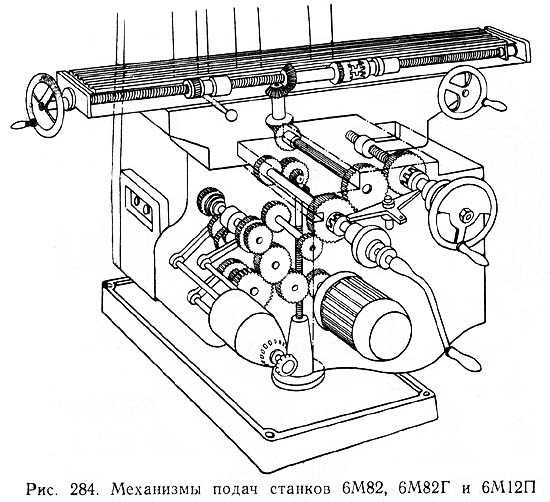
Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещений стола сообщаются 18 различных подач в пределах от 25 до 1250 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8,3 до 416,6 мм/мин.
Вал I коробки подач (см. рис. 272) приводится во вращение непосредственно электродвигателем; от него вращение передается валу II зубчатой парой 26 : 50, валу III — зубчатой парой 26 : 57, валу IV — зубчатыми парами 18 : 36, или 27 : 27, или 36 : 18, валу V — зубчатыми парами 18 : 40, или 21 : 37, или 24 : 34 и далее валу VI через перебор 13 : 45 — 18 : 40 или непосредственной зубчатой передачей 40 : 40.
Консоль фрезерного станка 6М12П
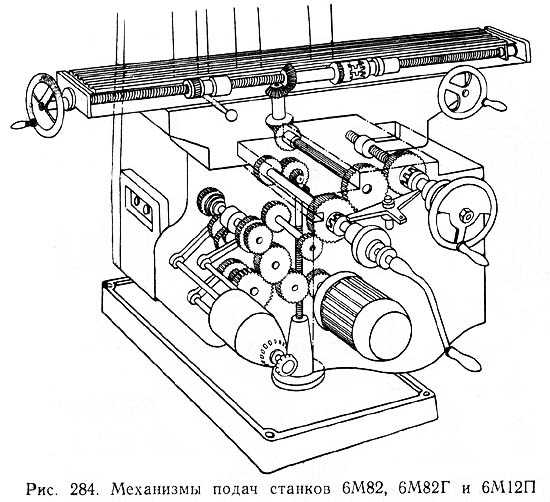
В консоли расположены все узлы цепи подач. На рис. 284 схематически показана консоль фрезерных станков 2-й гаммы с механизмами передачи движения от электродвигателя к столу, салазкам и самой консоли.
Консоль имеет чугунный корпус с развитыми направляющими профиля «ласточкин хвост» под станину и перпендикулярные к ним прямоугольные направляющие под салазки. Консоль несет на себе следующие органы управления:
Схема электрическая принципиальная фрезерного станка 6М12П
Электрическая схема принципиальная фрезерного станка 6М12П
Схема электрическая принципиальная консольно-фрезерного станка 6М12П. Смотреть в увеличенном масштабе
Описание электрооборудования станка 6М12П
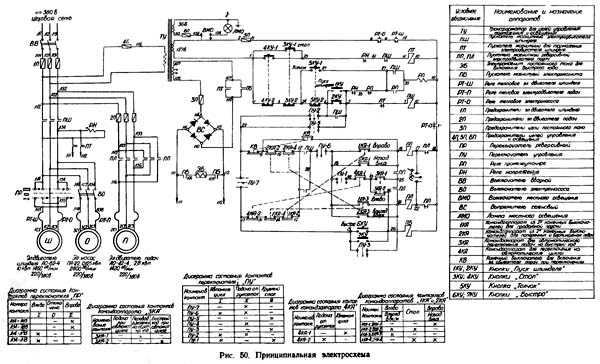
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и ЗКА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат ЗКА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т. е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт ЗКА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт ЗКА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата ЗКА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате ЗКА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя ЗКА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате ЗКА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт ЗКА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.
- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1KA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.
Установочный чертеж фрезерного станка 6М12П
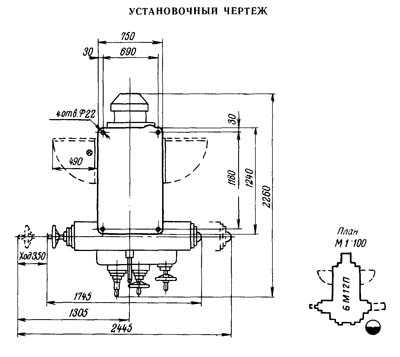
Установочный чертеж фрезерного станка 6М12П
6М12П станок консольно-фрезерный вертикальный с поворотной головкой. Видеоролик.
Технические характеристики консольного фрезерного станка 6М12П
| Наименование параметра | 6М12П | 6Р12 | 6Т12 |
|---|---|---|---|
| Основные параметры станка | |||
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 |
| Расстояние от торца шпинделя до стола, мм | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 380 |
| Рабочий стол | |||
| Наибольший продольный ход стола (X), мм | 700 | 800 | 800 |
| Наибольший поперечный ход стола механический/ ручной (Y), мм | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 370 | 420 | 420 |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 25..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 22 | 22 |
| Скорость быстрых перемещений продольных (X), поперечных (Y), м/мин | 3 | 4 | 4 |
| Скорость быстрых перемещений вертикальных (Z), м/мин | 1 | 1,330 | 1,330 |
| Шпиндель | |||
| Мощность привода главного движения, кВт | 7,5 | 7,5 | 7,5 |
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | |
| Конус фрезерного шпинделя по ГОСТ 836-62 | № 3 | № 3 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | ||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 |
| Механика станка | |||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть |
| Электрооборудование, привод | |||
| Количество электродвигателей на станке | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 2,2 | 2,2 | 3 |
| Электродвигатель зажима инструмента, кВт | — | — | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 10,87 |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3120 | 3250 |
Связанные ссылки
Паспорта и схемы к консольно фрезерным станкам и оборудованию
Каталог справочник консольно фрезерных станков и их аналогов
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
6М13П станок консольно-фрезерный вертикальный с поворотной головкой схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6М13П
Производитель фрезерных станков 6М13П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
История вертикального консольного фрезерного станка 6м13п
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т82-1, 6Т13-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т13, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш,.
Классификация, обозначение и основные характеристики фрезерных станков
Классификация металлорежущих станков
Ремонт фрезерных станков
6М13П станок консольно-фрезерный вертикальный с поворотной шпиндельной головкой повышенной точности. Назначение, область применения
Вертикальные консольно-фрезерные станки моделей 6М13П и 6М12БП представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
Станки предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Класс точности станков Н.
Все фрезерные станки в иллюстрированном каталоге
Подбор аналогов к любому станку
Фото вертикального консольно-фрезерного станка 6М13П

Фото вертикального консольно-фрезерного станка 6М13П

Фото вертикального консольно-фрезерного станка 6М13П

Фото вертикального консольно-фрезерного станка 6М13П
Расположение органов управления консольно-фрезерным станком 6М13П
Расположение органов управления консольно-фрезерным станком 6М13П
Расположение органов управления консольно-фрезерным станком 6М13П
Расположение органов управления консольно-фрезерным станком 6М13П
Перечень составных частей консольно-фрезерного станка 6М13П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6М13П
- Кран регулирования интенсивности охлаждения
- Маховичек ручного продольного перемещения стола
- Кулачки ограничения продольного хода стола в крайних положениях или реверса стола в полуавтоматическом и автоматическом циклах
- Кулачки переключения стола с подачи на быстрый ход или с быстрого хода на подачу
- Переключатель на автоматический цикл или ручное управление станка
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Кнопка «Быстро»
- Рукоятка ручного насоса смазки стола
- Рукоятка включения вертикальной или поперечной подачи стола
- Рукоятка зажима консоли на направляющих станины
- Маховичек ручного поперечного перемещения стола
- Рукоятка зажима салазок на направляющих консоли
- Переключатель управления столом: автоматический цикл — ручное управление — работа с круглым столом
- Шестигранник поворота фрезерной головки
- Винты зажима стола на салазках
- Маховик перемещения гильзы шпинделя
- Переключатель освещения «Включено — выключено»
- Кнопка «Стоп шпиндель»
- Кнопка «Пуск шпинделя»
- Рукоятка и лимб для переключения скоростей шпинделя
- Кнопка «Импульс шпинделя»
- Кнопка «Быстро стол»
- Вводной переключатель «Включено — выключено»
- Переключатель насоса охлаждения «Включено — выключено»
- Переключатель направления вращения шпинделя «Влево — вправо»
- Рукоятка управления продольным перемещением стола
- Рукоятка подъема консоли
- Грибок и лимб для переключения подач стола
- Кулачки ограничения поперечного хода стола
- Рукоятка зажима гильзы шпинделя
- Кулачки ограничения вертикального хода стола
- Кнопка включения фиксации механизма переключения подач
- Гайки зажима поворотной фрезерной головки
Схема кинематическая консольно-фрезерного станка 6М13П

Кинематическая схема консольно-фрезерного станка 6М13П
Схема кинематическая консольно-фрезерного станка 6М13П. Смотреть в увеличенном масштабе
Цепь главного движения консольно-фрезерного станка 6М13П
Станок 6М13П имеет две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 кВт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
Коробка скоростей и шпиндель консольно-фрезерного станка 6М13П
Коробка скоростей и шпиндель фрезерного станка 6М13П
Коробка скоростей консольно-фрезерного станка 6М13П
Коробка скоростей фрезерного станка 6М13П
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Шпиндель (вал VII) станка 6М13П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 (рис. 275) закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Для увеличения жесткости шпинделя во время работы предусмотрен зажим рукояткой 4, которая стягивает корпус поворотной головки, имеющей разрез 5 (рис. 275).
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М13П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М13П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III и IV — шлицевые для возможности передвижения зубчатых блоков.
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом (рис. 276). На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка указатель и кнопочная станция 2 с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка 3.
Скорости переключаются следующим образом:
- рукоятку 3 опускают вниз, при этом ее шип выводится из фиксирующего паза, и отводят на себя до отказа;
- поворачивают лимб 1 вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем; при этом щелчок фиксатора указывает, что лимб установлен в заданном положении;
- нажимают кнопку «толчок», что дает кратковременный импульс на электродвигатель привода шпинделя для провертывания зубчатых колес коробки скоростей, во избежание того, чтобы торцы зубьев блоков колес не уперлись друг в друга при переключении скоростей;
- досылают плавным движением рукоятку 3 в первоначальное положение, при этом она обязательно должна быть заперта шипом в фиксирующем пазу.
- При этих операциях с рукояткой и лимбом блоки зубчатых колес коробки скоростей перемещаются и устанавливаются в положениях, соответствующих выбранному числу оборотов шпинделя.
Механизм подач консольно-фрезерного станка 6М13П
Механизм подач фрезерного станка 6М13П
Цепь подач консольно-фрезерного станка 6М13П
Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещений стола сообщаются 18 различных подач в пределах от 25 до 1250 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8,3 до 416,6 мм/мин.
Вал I коробки подач (см. рис. 272) приводится во вращение непосредственно электродвигателем; от него вращение передается валу II зубчатой парой 26 : 50, валу III — зубчатой парой 26 : 57, валу IV — зубчатыми парами 18 : 36, или 27 : 27, или 36 : 18, валу V — зубчатыми парами 18 : 40, или 21 : 37, или 24 : 34 и далее валу VI через перебор 13 : 45 — 18 : 40 или непосредственной зубчатой передачей 40 : 40.
Консоль фрезерного станка 6М13П
В консоли расположены все узлы цепи подач. На рис. 284 схематически показана консоль фрезерных станков 2-й гаммы с механизмами передачи движения от электродвигателя к столу, салазкам и самой консоли.
Консоль имеет чугунный корпус с развитыми направляющими профиля «ласточкин хвост» под станину и перпендикулярные к ним прямоугольные направляющие под салазки. Консоль несет на себе следующие органы управления:
Схема электрическая принципиальная фрезерного станка 6М13П

Электрическая схема принципиальная фрезерного станка 6М13П
Схема электрическая принципиальная консольно-фрезерного станка 6М13П. Скачать в увеличенном масштабе
Описание электрооборудования станка 6М13П
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и ЗКА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат ЗКА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т. е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт ЗКА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт ЗКА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата ЗКА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате ЗКА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя ЗКА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате ЗКА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт ЗКА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.
- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1KA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.
6М13П станок консольно-фрезерный вертикальный с поворотной головкой. Видеоролик.
Технические характеристики консольного фрезерного станка 6М13П
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30..520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
Связанные ссылки
Каталог справочник фрезерных станков
Паспорта и руководства по эксплуатации фрезерных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
6Н13П станок консольно-фрезерный вертикальный с поворотной головкой схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6Н13П
Производитель консольных фрезерных станков 6Н13, 6Н13П Горьковский завод фрезерных станков, основанный в 1931 году.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Станок 6н13п выпускался, также, на предприятии Воткинский машиностроительный завод ВМЗ.
Выпуск вертикальных консольно-фрезерных станков на Воткинском машиностроительном заводе наначался в 1956 году, а в 1959 году стали выпускаться фрезерные станки с ЧПУ.
История вертикального консольного фрезерного станка 6Н13п
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т82-1, 6Т13-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т13, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш,.
Классификация, обозначение и основные характеристики фрезерных станков
Классификация металлорежущих станков
Ремонт фрезерных станков
6Н13П вертикальный консольно-фрезерный станок универсальный. Назначение, область применения
Универсальные фрезерные станки серии Н (6Н12, 6Н13, 6Н82, 6Н83) выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1951 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Б.
Фрезерный станок 6н13п предназначен для фрезерования деталей средних размеров и веса из стали, чугуна и цветных металлов имеет размер рабочего стола — 400 х 1600 (типоразмер 3) в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станок может успешно использоваться на работах операционного характера в поточных и автоматических линиях.
На станке можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса торцевыми, цилиндрическими, концевыми, радиусными фрезами.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данном станке с применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Класс точности станков Н.
Принцип работы универсального вертикально-фрезерного станка 6н13п
Движения в станке:
- Движение резания — вращение шпинделя с фрезой
- Движения подач — прямолинейные поступательные перемещения стола в продольном, поперечном и вертикальном направлениях
- Вспомогательными движениям и являются все указанные перемещения стола, выполняемые на быстром ходу или вручную
- Ручное перемещение шпиндельной гильзы вдоль оси шпинделя
- Поворот шпиндельной головки в правую или левую сторону на угол до 45°.
Крупные детали закрепляются непосредственно на столе станка с помощью прижимных устройств. Небольшие детали устанавливаются в тисках или специальных приспособлениях. Торцовые, концевые, пальцевые фрезы и фрезерные головки укрепляются в шпинделе.
При обработке небольшой партии деталей управление продольной подачей и быстрым перемещением стола производится вручную.
В серийном производстве станок может быть настроен для работы по полуавтоматическому, маятниковому или скачкообразному циклам. Для этой цели в боковом пазу стола устанавливаются в определенной последовательности упоры и кулачки, которые в нужные моменты воздействуют на звездочку управления продольной подачи, быстрого перемещения и остановки стола.
При полуавтоматическом цикле работы после включения станка стол совместно с обрабатываемой деталью быстро перемещается, пока обрабатываемая деталь не подойдет к фрезе, затем включается рабочая подача.
По окончании обработки стол быстро возвращается в исходное положение и автоматически останавливается. Рабочий снимает обработанную деталь, закрепляет заготовку и вновь включает станок. Цикл повторяется.
При маятниковом цикле обрабатываемые детали устанавливаются попеременно то с правой, то с левой стороны стола. Последний непрерывно совершает замкнутый цикл движений — быстрое перемещение влево, рабочая подача влево, быстрое перемещение вправо, рабочая подача вправо. Снятие обработанной детали и закрепление заготовки производятся рабочим во время фрезерования детали, расположенной на другой стороне стола.
Скачкообразный цикл применяется для одновременного фрезерования комплекта деталей, у которых обрабатываемые поверхности расположены на значительных расстояниях друг от друга. В этом случае стол автоматически получает то быстрые, то медленные перемещения в соответствии с расположением обрабатываемых поверхностей деталей.
Класс точности станков П.
Пределы использования станков по мощности и силовым нагрузкам
При работе на высоких и средних числах оборотов пределы использования станков ограничиваются, главным образом, допустимыми значениями скоростей для фрез и мощностью электродвигателя главного движения, которая не должна быть больше 10—12,5 кВт по ваттметру. Таким образом, в зоне высоких чисел оборотов может быть допущена кратковременная перегрузка электродвигателя по мощности 25% в течение 1 мин.
Во всех случаях обработки, где возможно применение скоростного фрезерования, рекомендуется использовать станки на скоростных режимах, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станков.
Возможности использования станков при фрезеровании сталей быстрорежущими фрезами ограничиваются не возможностью поломок в механизмах станка, а возникновением вибраций, связанных с неточностью изготовления и заточкой фрез, и невозможностью дать надлежащую подачу на зуб из-за наступающей поломки зубьев фрезы: так как станок в основном предназначен для скоростного фрезерования, использовать его для фрезерования быстрорежущими фрезами нерационально.
При работе станка на тяжелых режимах резания, как правило, лимитирующим фактором являются стойкость и прочность режущего инструмента.
С этой точки зрения можно рекомендовать в качестве предельных режимов фрезерования следующие:
Работа торцевыми фрезами по стали:
- диаметр фрезы — 200 мм
- число зубьев фрезы — 14
- глубина фрезерования — 6 мм
- подача — 190 мм/мин
- мощность по ваттметру — 6 кВт
- ширина фрезерования — 100 мм
- число оборотов шпинделя — 60 об/мин
- подача на зуб — 0,2 мм/зуб
Работа торцевыми фрезами по чугуну:
- диаметр фрезы — 200 мм
- число зубьев фрезы — 16
- глубина фрезерования — 9 мм
- подача — 375 мм/мин
- мощность по ваттметру — 7 кВт
- ширина фрезерования — 120 мм
- число оборотов — 60 об/мин
- подачи на зуб — 0,39 мм/зуб
С точки зрения правильного использования станков, наиболее рациональным будет выбор полной мощности электродвигателя на средних скоростях, кратковременная перегрузка по мощности (в течение не более 1 мин) до 25—50% на высоких числах оборотов и снижение мощности на нижних 4—5 ступенях чисел оборотов на 25—30% от номинальной.
Общий вид вертикального консольно-фрезерного станка 6Н13П

Фото вертикального консольно-фрезерного станка 6Н13П

Фото вертикального консольно-фрезерного станка 6Н13П
Расположение составных частей и органов управления консольно-фрезерным станком 6Н13П

Расположение составных частей и органов управления фрезерным станком 6Н13П

Расположение составных частей и органов управления фрезерным станком 6Н13П
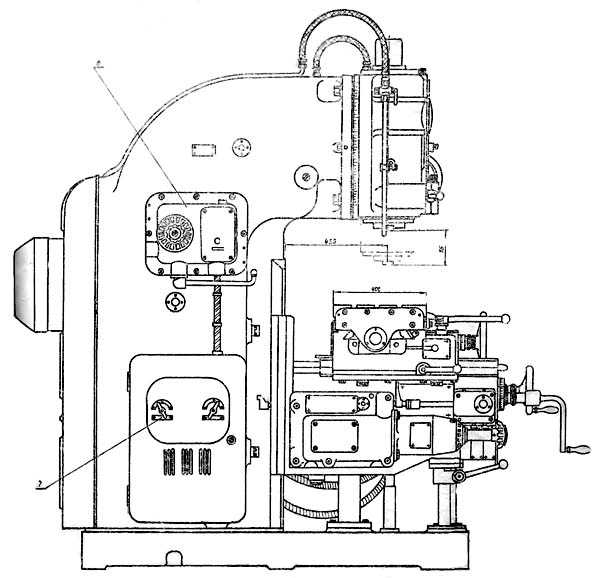
Расположение составных частей и органов управления фрезерным станком 6Н13П
Перечень составных частей консольно-фрезерного станка 6Н13П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6Н13П
- Маховик ручного перемещения стола
- Включение поперечной и вертикальной подач
- Включение продольной подачи стола
- Рукоятки зажима салазок на консоли
- Вертикальный ручной подъем консоли
- Маховик ручного поперечного перемещения салазок
- Переключение скоростей
- Переключение подач
- Указатель подач
- Указатель скоростей
- Маховик ручного перемещения шпинделя
- Рукоятка зажима шпинделя
Схема кинематическая консольно-фрезерного станка 6Н13П
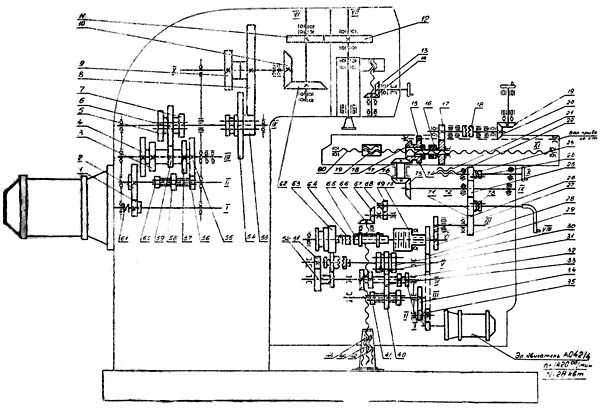
Кинематическая схема консольно-фрезерного станка 6Н13П
Схема кинематическая консольно-фрезерного станка 6Н13П. Смотреть в увеличенном масштабе
Описание конструкции консольно-фрезерного станка 6Н13П
Станина станка
Станина выполнена раздельно от основания. Крепление к основанию осуществляется болтами сверху, через электрошкаф и платики, спереди и сзади станины, что дает возможность сборки без дополнительного переворота основания. Станина пирамидальной формы коробчатого сечения, в нижней части, с боков ее, расположены две ниши (шкафа), в которых размещается электрооборудование.
В верхней части станины имеется круглый фланец, к которому четырьмя болтами крепится поворотная головка. Поворот головки осуществляется вручную.
Внутри основания расположен резервуар для охлаждающей жидкости. С задней стороны станины смонтирован фланцевый электромотор. С левой стороны станины помещена коробка переключения скоростей селективного типа. С правой стороны имеется окно, закрытое крышкой, при снятии которой открывается доступ к масляному насосу и коробке скоростей.
В станину необходимо залить 18—20 литров машинного масла марки «Л» или веретенного марки «2».
Коробка скоростей консольно-фрезерного станка 6Н13П
Коробка скоростей смонтирована внутри станины. Все валы ее смонтированы на шарикоподшипниках. Коробка скоростей получает привод от фланцевого электродвигателя, передающего движение четырем валам, смонтированным в верхней части станины.
На этих валах перемещаются шестерни, различные комбинации которых дают шпинделю 18 скоростей в пределах 30—1500 об/мин.
Поворотная головка станка 6Н13П
Движение от коробки скоростей в поворотную головку поступает через пару конических и пару цилиндрических шестерен на втулку, смонтированную на двух радиальных шариковых подшипниках, разгружающую шпиндель от действия изгибающих моментов. От этой втулки, через скользящее шпоночное соединение, движение поступает на шпиндель.
Жесткость опор шпинделя обеспечивается применением двухрядного роликового подшипника с конусом на внутренней обойме и двух радиально-упорных подшипников. Это позволило сделать сечение шпинделя без резких переходов с усилением его задней шейки до 90 мм.
Шпиндель смонтирован в гильзе, имеющей ручное осевое перемещение. Движение гильзы осуществляется маховиком, расположенным сбоку головки, от винта через коническую пару шестерен. Для фрезерования или сверления на поворотной головке предусмотрен регулирующий упор, а для большей точности при обработке может быть установлен индикатор, связанный с этим упором. Смазка шестерен и подшипников в поворотной головке предусмотрена жидкая от плунжерного маслонасоса, расположенного в станине.
Поступление масла в подшипники шпинделя регулируется с помощью спецвинта, расположенного на передней стенке в верхней части головки. Головка имеет поворот вправо и влево до 45° и скрепляется со станиной четырьмя болтами, находящимися в Т-образном пазу. Для нулевого вертикального положения шпинделя предусмотрен конический штифт.
Шпиндель имеет 18 скоростей с диапазоном от 30—1500 об/мин.
Коробка подач станка 6Н13П
Коробка подач представляет собой самостоятельный узел и монтируется к консоли с левой стороны. Она получает движение от электромотора подач, помещенного в консоли. Коробка состоит из 4-х валов, вращающихся в подшипниках скольжения. При помощи трех подвижных блоков шестерен, путем различного их сцепления, достигается получение 18 различных подач. Переключение подач производится от маховичка, находящегося на переднем торце коробки, в следующем порядке:
Маховичок с валиком выдвигается из коробки подач, поворачивается совместно с лимбом подач до совпадения цифры, соответствующей устанавливаемой величине подачи, на лимбе со стрелкой на корпусе коробки и затем маховичок вдвигается обратно. На противоположном конце вала маховичка находится диск с большим числом отверстий.
При осевом перемещении диск передвигает три пары реек, на которых насажены вилки. для передвижения шестерен. Каждая пара реек сцепляется между собой промежуточными шестернями.
Фиксация вала, передвигающего диск переключения в осевом направлении, осуществляется посредством 3-х шариков и конуса.
Фиксация лимба, при повороте его, производится по коническим засверловкам на окружности втулки лимба.
При крайнем выдвинутом положении диска, конечный выключатель сообщает вращение электродвигателю подач, что облегчает переключение шестерен.
Включение, выключение и реверсирование подач в поперечном и вертикальном направлениях производится с помощью одной рукоятки.
Коробка переключения скоростей станка 6Н13П
Переключение скоростей осуществляется рукояткой, помещенной снизу. На передней стороне коробки находится лимб, на котором обозначены 18 различных скоростей.
При повороте рукоятки на себя, диск переключения выходит из сцепления с тягами, со смонтированными на них вилками переключения. Установив лимб на любую из 18 скоростей (одновременно устанавливается и диск с отверстиями, в которые входят тяги), необходимо возвратить рукоятку переключения в первоначальное положение. При этом диск, нажимая на концы тяг-реек, ставит их в положение, соответствующее требуемой скорости.
Каждая пара реек сцеплена между собой промежуточной шестерней. При обратном движении рукоятки нажим конечного выключателя дает электродвигателю шпинделя импульс, облегчающий переключение скоростей.
Лимб с числами оборотов шпинделя имеет фиксацию шариком.
Стрелка, прикрепленная около лимба, указывает установленное число оборотов. В станке предусмотрено торможение шпинделя постоянным током, которое осуществляется при нажатии кнопки «стоп».
Снятие коробки со станка можно производить лишь при показаниях лимба 30 об/мин.
Консоль фрезерного станка 6Н13П
Консоль имеет коробчатую форму с прямоугольными горизонтальными направляющими. Вертикальные направляющие выполнены в виде ласточкина хвоста. Для увеличения жесткости, вертикальные направляющие удлинены вверх в виде козырька.
В передней нижней части консоли помещается фланцевый электродвигатель подач мощность 2,8 кВт. С левой стороны консоли крепится коробка подач, с правой стороны, в нише, помещен электромагнит. Движение подачи идет от электродвигателя через коробку подач на шестерню, сидящую на VII валу.
На другом конце этого вала на шпонке смонтирована шестерня, которая передает движение на вертикальную продольную и поперечную подачи.
Включение кулачковых муфт вертикальной и поперечной подачи сблокировано между собой от одновременного включения, а также с включением рукоятки для подъема консоли и маховичка для поперечной подачи.
Управление этими кулачковыми муфтами выведено на левую сторону консоли и происходит от рукоятки. Рукоятка имеет пять различных положений. Среднее положение рукоятки соответствует ручному перемещению консоли и салазок.
Переключение рукоятки вверх — включает подачу вверх. При включении рукоятки на себя — салазки идут на себя, включение рукоятки от себя — салазки идут от себя.
Подачи вертикальные и поперечные включаются поочередно. Впереди, с левой стороны; консоли, помещены 2 конечных выключателя, дающих реверс электромотору или остановку его при включении вертикальной и поперечной подачи.
В эксплуатации необходимо следить за четкостью работы конечных выключателей, необходимо, чтобы в выключенном положении ролик выключателя был свободен от нажима лопатки, а при подходе к нижнему включенному положению давал щелчок включения.
Если этого нет, необходимо изменить положение лопаток по высоте. Управление конечными выключателями связано с ручкой управления через валик управления.
На валике управления имеются стоповые рычаги. Воздействие кулачков, находящихся на салазках и станине, на стоповые рычаги валика управления дает отключение механических подач. Быстрый ход получается при включении механических подач и включении фрикционной муфты.
Смазка механизма консоли — принудительная, от плунжерного насоса, расположенного в нижней части консоли. От этого же насоса смазывается коробка подач.
Вертикальный ходовой винт и колонка защищены от масляных брызг стальной трубой.
Зажим консоли на направляющих станины производится рукояткой с правой стороны консоли.
Выбор люфта консоли производится подтяжкой бокового клина и перешабровкой прижимных планок.
В консоль необходимо залить 6 литров машинного масла марки «Л» или веретенного масла марки «2».
При заливке масла в консоль необходимо следить за тем, чтобы его уровень не заходил за верхнюю черту в маслоуказателе, в противном случае неизбежны маслоподтеки на коробке переключения подач и консоли.
Стол и салазки фрезерного станка 6Н13П
Салазки перемещаются по прямоугольным направляющим консоли от винта поперечной подачи через гайку, закрепленную в кронштейне.
Закрепление салазок на консоли производится двумя эксцентриковыми зажимами.
Продольный ход стола осуществляется ходовым винтом с трапецеидальной резьбой при включении кулачковой муфты.
Реверс осуществляется изменением направления вращения электродвигателя подач.
Для продольного ручного перемещения стола предусмотрен маховичок с переднего торца салазок (с правой стороны).
Коническая шестерня с кулачками получает вращение от шлицевого вала консоли посредством конических шестерен, смонтированных в кронштейне.
Для выбора люфта между гайками и ходовым винтом имеется компенсирующее устройство.
Закрепление стола производится двумя винтами, действующими через стержни со скосом на клин.
Смазка направляющих салазок осуществляется от ручного насоса через маслораспределитель, в нишу которого необходимо залить 1 литр веретенного масла марки № 2.
Особенности органов управления столом фрезерного станка 6Н13П
Рукоятка продольного хода имеет три положения: «подача вправо», «подача влево» и «стоп».
Установка рукоятки продольного хода в положение «стоп» дает выключение правой или левой подачи, правого или левого быстрого хода во всех случаях, независимо от настройки станка на автоматический цикл или ручное управление, за исключением случаев, когда для автоматического перехода стола на обратный ход утопляется штифт, расцепляющий рычаги выключения кулачковой муфты продольного хода.
Величина продольного хода ограничена кулачком № 4 (останов левого хода стола) и кулачком № 5 (останов правого хода стола). Назначение кулачков (см. в табличке на переднем торце салазок) передвижение кулачков по пазу, в процессе их установки, ограничено двумя винтами внутри паза. В случае, когда для автоматизации работы необходимо остановить стол не в крайних точках его движения, рекомендуется ограничительные кулачки переставлять в необходимое положение.
Стол может настраиваться на полуавтоматический и ручной циклы работы, для чего на дверке правого электрошкафа необходимо поставить рукоятку в соответствующее положение: управление от кулачков» «включено или «выключено».
Как показывает практика работы, на положение этой рукоятки не все потребители обращают должное внимание, что в некоторых случаях может привести к поломке станка.
Когда станок настроен на автоматическую работу, рукоятка продольного хода дает только включение или выключение механического хода (за исключением случаев утопления штифта), тогда как все остальные движения получаются автоматически за счет кулачков. Таким образом, при включенном автоматическом цикле ни в коем случае нельзя пользоваться рукояткой продольного хода в целях реверсирования или переключения с быстрого хода на подачу.
При работе на автоматическом цикле станок должен быть тщательно настроен на соответствующий цикл с установкой необходимых кулачков, в противном случае, в связи с отсутствием реверса, в рукоятке продольного хода и возможностей несогласованности ее положения с направлением движения, стол может выйти за ограничительные кулачки.
На станках чаще всего производятся работы в условиях ручного управления, что соответствует положению переключателя на правой дверке электрооборудования «управление от кулачков выключено».
Для того, чтобы при этом положении схемы перейти на автоматическую работу, необходимо отключить станок, включить переключатель на управление от кулачков, подключить станок к сети и после этого начать настройку станка на автоматический цикл работы.
Кнопочная станция, расположенная с передней правой стороны салазок, состоит из кнопок «стоп», «шпиндель», «быстро». Кнопка «стоп» дает отключение всех движений в станке.
Если рукоятки механических подач (продольной, поперечной или вертикальной) стоят не в нулевом положении, то с включением кнопки «шпиндель» одновременно включается соответствующая подача.
Для отключения шпинделя при пуске подачи, что может понадобиться при наладке станка на автоматическую и другие работы, необходимо рукоятку включения шпинделя на дверке электрошкафа поставить в среднее нулевое положение, в отличие от других двух положений: «шпиндель вправо» и «шпиндель влево». Кнопка «быстро» включает быстрый ход стола, салазок или консоли при условии, если соответствующие рукоятки включены в нужном направлении, если же рукоятки подач (продольной, поперечной и вертикальной) находятся в нулевом (среднем) положении, — включения быстрого хода не происходит. Кнопка «быстро» работает только при наличии нажатия на нее, при снятии нажима быстрый ход отключается.
В условиях автоматического цикла нажатие кнопки «быстрый ход» при движении подачи включения быстрого хода не дает, если же в дальнейшем автоматически включается быстрый ход от кулачков, нажатие кнопки «быстро» никакого действия также не производит.
Две рукоятки зажима на консоли дают возможность увеличить жесткость салазок при тяжелом силовом режиме на предельной подаче. Пользоваться этими рукоятками приходится редко, так как при обычных условиях вполне достаточна жесткость салазок без зажима. Включать поперечный ход при поджатых рукоятках зажима салазок нельзя: механизм подачи будет работать в таком случае под большой перегрузкой.
Охлаждение фрезерного станка 6Н13П
Резервуар с охлаждающей жидкостью находится в основании станка. Электронасосом, смонтированным сзади станка, охлаждающая жидкость подается через трубы в резиновый шланг, на конце которого находится кран и наконечник. Краном регулируется количество подаваемой охлаждающей жидкости. При работе станка без охлаждения насос отключается соответствующим выключателем, находящимся на крышке электрошкафа с правой стороны станка.
Кулачки, применяемые в станке для автоматизации движений продольного хода
Остановка правого и левого ходов стола, согласно табличке, помещенной на крышке спереди салазок, производится соответствующими кулачками № 4 и № 5, воздействующими на выступы рукоятки переключения продольного xoда.
Эти два кулачка никогда не должны сниматься со станка, так как они ограничивают ход стола.
Переключение с подачи на быстрый ход или с быстрого хода на подачу, согласно таблице, производится кулачком № 1, воздействующим на звездочку быстрого «хода».
Наличие 4-х типов кулачков в необходимом количестве позволяет настраивать станок на нижеследующие циклы:
- Автоматический маятниковый цикл: быстро вправо — подача вправо — быстро влево — подача влево — быстро вправо и т. д.
- Полуавтоматический скачкообразный цикл: быстро вправо — подача вправо — быстро вправо подача вправо — быстро назад (влево) — стоп.
Указанный цикл при желании может быть установлен в левую сторону.
В случаях длительной остановки станка (на период свыше 10 мин.) необходимо нажать кнопку «стоп» для отключения тока. При настройке станка на автоматический цикл надо иметь в виду следующее:
- переключение с подачи на быстрый ход или с быстрого хода на подачу осуществимо в любом положении при любом направлении движения и ограничивается лишь возможностью установки кулачка в данной точке.
При настройке станка на автоматические циклы необходимо пользоваться прилагаемой: схемой «Настройка на автоматический цикл».
Работа фрикционного вала
Фрикционный вал передает полученные обороты подач и быстрого хода в консоль, находясь в сцеплении с шестерней вала VII консоли.
При демонтаже и монтаже необходимо проверять затяжку гаек, так как наличие зазора между торцами втулок может привести к проскальзыванию и заеданию втулок на валу, а, также, к недопустимому нагреву иголок предохранительной муфты. Конструкция вала обеспечивает возможность удобного демонтажа и монтажа фрикционной и предохранительной муфт.
Предохранительная муфта фрикционного вала
При перегрузке механизма подач двенадцать шариков, находящихся в контакте с отверстиями фланцевой кулачковой втулки, сжимают пружины и выходят из контакта с отверстиями фланца, вследствие чего шестерня 40×2,5 начинает проскальзывать относительно фланцевой кулачковой втулки, и рабочая подача прекращается.
В осевом направлении предохранительная муфта стянута гайкой и зафиксирована замковой шайбой. Кольцо, застопоренное штифтом на хвостовике фланцевой втулки, устраняет скольжение по торцу нажимной гайки в периоды срабатывания предохранительной муфты и, таким образом, ликвидирует случаи свертывания гайки и поломки.
При регулировке предохранительной муфты снимается крышка фрикциона. Стальной стержень вставляется в одно из отверстий, засверленных на наружной поверхности гайки и, таким образом, стопорит ее.
Правой рукой через окно крышки фрикциона подвертывается за зубья шестерня. Регулировка считается правильной, если при цилиндрическом встречном фрезеровании с диаметром фрезы 110 мм и числом зубьев 8, удается фрезеровать сталь 45 при ширине фрезерования 100 мм, глубине фрезерования 12 мм; с числом оборотов 47,5 в минуту и подачей 118 мм/мин. При этом режиме муфта должна периодически прощелкивать, и дальнейшая подтяжка ее не нужна.
Округленно (с запасом) можно рекомендовать регулировку муфты на крутящий момент 1600 кг/см.
Технические характеристики консольного фрезерного станка 6Н13
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30..520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
6Р12 станок консольно-фрезерный вертикальный общего назначения Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6р12, 6р12Б
Производитель серии универсальных фрезерных станков 6р12, 6р12Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
История вертикального консольного фрезерного станка 6Р12
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т82-1, 6Т13-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т13, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш,.
Классификация, обозначение и основные характеристики фрезерных станков
Купить фрезерный станок. Действующие производители фрезерных станков
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
Посадочные и присоединительные базы фрезерного станка 6Р12Б
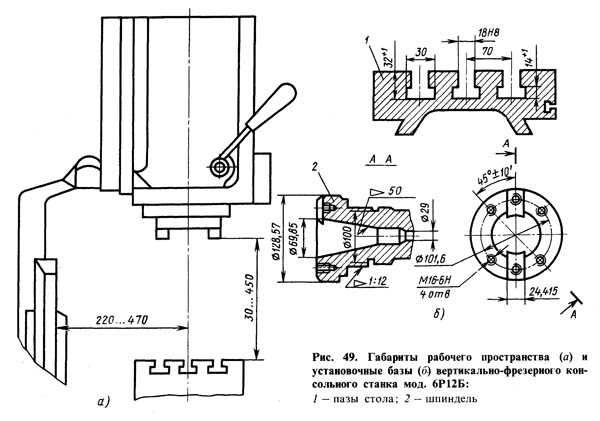
Посадочные и присоединительные базы фрезерного станка 6Р12Б
6Р12 Общий вид вертикального консольно-фрезерного станка
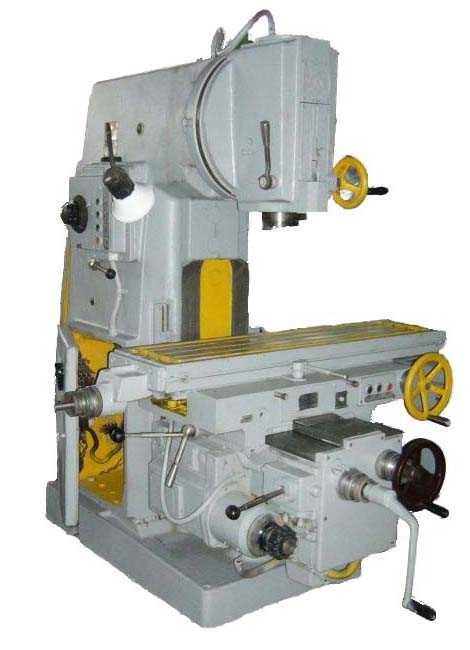
Фото вертикального консольно-фрезерного станка 6Р12
6Р12 Расположение составных частей консольно-фрезерного станка
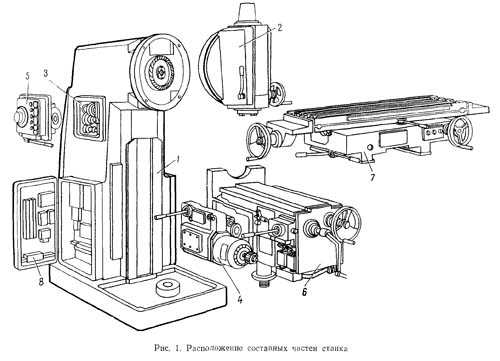
Расположение составных частей фрезерного станка 6Р12
Перечень составных частей консольно-фрезерного станка 6Р12
- Станина — 6Р12-1
- Поворотная головка — 6Р12-31
- Коробка скоростей — 6М12П-3
- Коробка подач — 6Р82-4
- Коробка переключения — 6Р82-5
- Консоль — 6Р12-6
- Стол и салазки — 6Р82Г-7
- Электрооборудование — 6Р12-8
Расположение органов управления консольно-фрезерным станком 6Р12
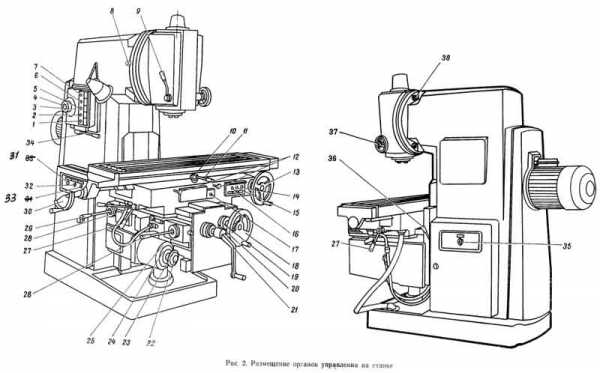
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп» (дублирующая)
- Кнопка „Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол» (дублирующая)
- Кнопка „Импульс шпинделя»
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол»
- Кнопка „Пуск шпинделя»
- Кнопка „Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо»
- Переключатель насоса охлаждения „включено выключено»
- Переключатель ввода „включено-выключено»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Схема кинематическая консольно-фрезерного станка 6Р12
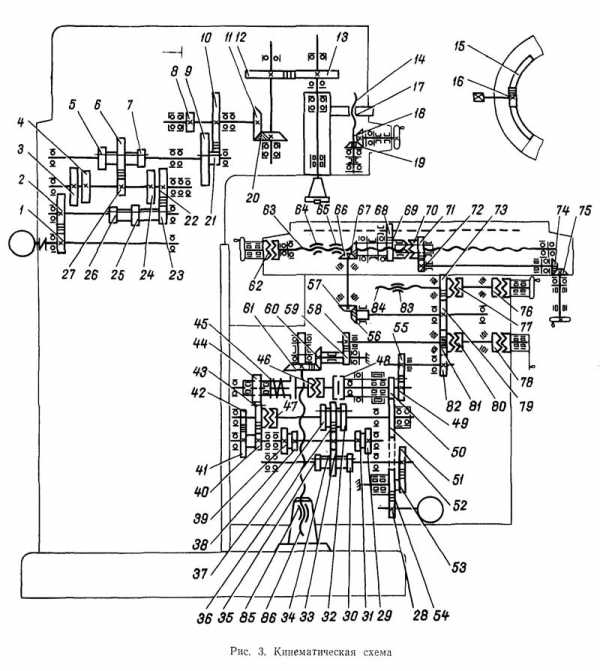
Кинематическая схема консольно-фрезерного станка 6Р12
Схема кинематическая консольно-фрезерного станка 6Р12. Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р12
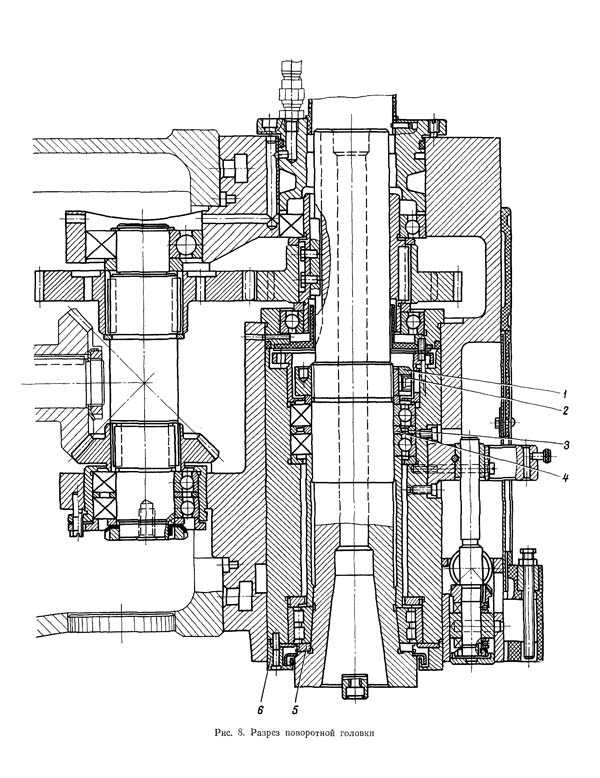
Чертеж поворотной головки консольно-фрезерного станка 6Р12
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Коробка подач фрезерного станка 6Р12, 6Р12Б
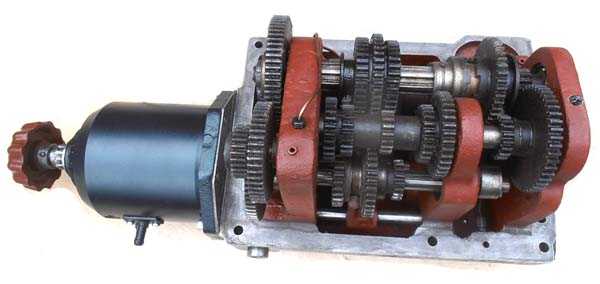
Фото коробки подач консольно-фрезерного станка 6Р12
Коробка подач фрезерного станка 6Р12. Скачать в увеличенном масштабе
Схема электрическая принципиальная фрезерного станка 6Р12
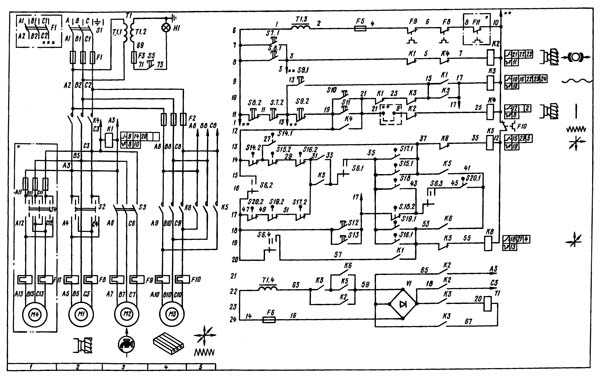
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная консольно-фрезерного станка 6Р12. Скачать в увеличенном масштабе
Примечания
- * — только для станков 6Р82Ш, 6Р83Ш
- ** — в электросхему механизма зажима инструмента
- *** — только для станков 6Р13Б
Электрооборудование станка 6Р12
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Консольно-фрезерный станок 6Р12. Видеоролик.
Технические характеристики консольного фрезерного станка 6Р12
| Наименование параметра | 6Н12 | 6М12 | 6Р12 | 6Т12 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30..400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | — | — | — | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
6Р12, 6Р12Б Паспорт консольно-фрезерного станка, (djvu) 1,2 Мб, Скачать
stanki-katalog.ru