Прямая и обратная полярность при сварке: как правильно выбирать
Что это такое? Изменение направления тока влияет на процесс сварки. Переключение клемм определяет, что будет нагреваться больше – анодное или катодное тепловое пятно.
На что влияет? Прямая и обратная полярность при сварке позволяют работать с металлами разной толщины и с различным составом сплавов. Очень важно использовать при этом подходящие электроды.
СОДЕРЖАНИЕ
- Режимы полярности при дуговой сварке
- Отличия режимов при сварке
- Правила выбора прямой или обратной полярности при сварке
- Настройка полярности при сварке полуавтоматом
- Прямая и обратная полярность при сварке полуавтоматом
Режимы полярности при дуговой сварке
Для соединения заготовок и всевозможных изделий сварщики применяют оборудование, генерирующее переменный или постоянный ток. Но при этом во втором случае в зависимости от задач выбирают прямую или обратную полярность.
Сварку с применением переменного тока используют нечасто. Объясняется это тем, что при таком методе существенно снижается производительность работы мастера. Сварку заготовок при переменном токе выполняют, если детали сделаны из низколегированной стали. Для соединения металлических элементов применяют электроды с рутиловым напылением.
С помощью сварочного аппарата, подключенного по схеме с прямой полярностью, удастся выполнить высококачественное соединение. Такой вариант является наилучшим, когда осуществляется работа с заготовками большой толщины. При использовании обратной полярности удается избежать появления прожога. Данный дефект часто возникает в ситуациях, когда соединяют тонкие металлические листы.
Соединяя элементы ручной сваркой, выбирают любой режим: или с прямой, или с обратной полярностью. Подключение электрода и детали выполняется к минусовой и плюсовой клеммам, которые находятся на сварочном аппарате. При обратной полярности электрод присоединяется к клемме со знаком «+», а металл – к клемме со знаком «-». Соответственно, при прямой полярности провода меняются местами.
Соответственно, при прямой полярности провода меняются местами.
Чем же отличается сварка прямой и обратной полярности? Разница между двумя вышеописанными способами подключения заключается в том, что при прямой полярности максимально расплавляются металлические элементы, а не электроды. Это явление объясняется законами физики и термодинамики. Данный метод подключения используется в ситуациях, когда нужно соединить элементы с большой толщиной.
Читайте также: «Термическая сварка»
При проведении сварочных работ образуется электрическая дуга (состоит из потока электронов и ионов). Она выступает в качестве источника нагрева. Дуга состоит из трех элементов: столба, анода и катода. Когда дуга горит, появляются активные пятна: то, что расположено в анодной области, называется анодным пятном; пятно на катодной области – катодное.
По сути, дуга представляет собой плазму, нагретую до сверхвысокой температуры. Тепловая энергия выделяется в дуге неравномерно.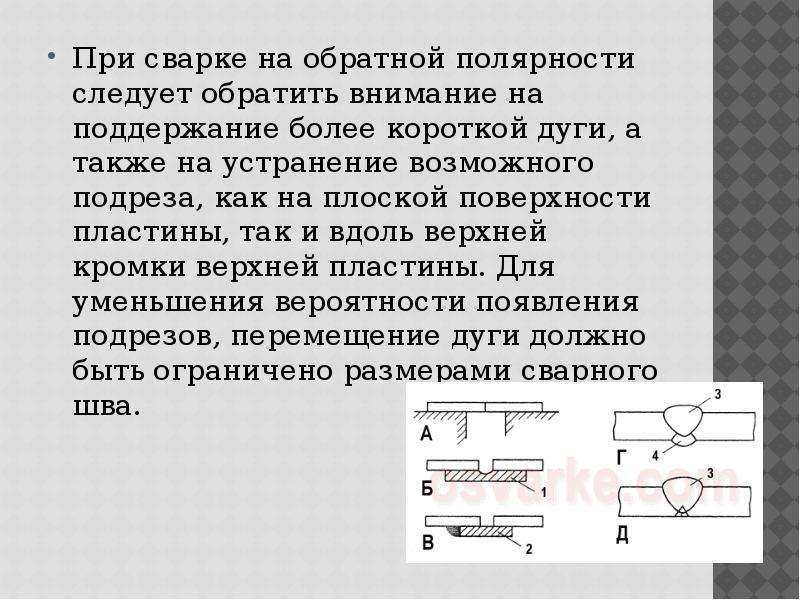 Электроны, достигая анодной области, передают свою энергию. Соответственно, в данной области происходит образование анодного пятна с максимально высокой температурой.
Электроны, достигая анодной области, передают свою энергию. Соответственно, в данной области происходит образование анодного пятна с максимально высокой температурой.
Ионы со знаком заряда «+» перемещаются к катоду. Когда они достигают его, то передают свою энергию, в результате появляется катодное пятно. Так как число электронов значительно превышает количество ионов, анод разогревается до температуры намного большей, чем катод. Таким образом, понимая физику процесса, можно в зависимости от задач выбрать, какая полярность нужна в конкретном случае: обратная или прямая.
Читайте также: «Глаза после сварки»
Если сварка проводится постоянным током при прямой полярности, термоэлектрод подсоединяют к «-», и нагреваться он станет медленнее, чем подключенный к «+» металлический элемент. Это приводит к образованию глубокого соединения, а дуга горит устойчиво. При выборе полярности стоит отдавать предпочтение обратному варианту, если из-за повышенного выделения тепловой энергии качество шва снижается. Такой недостаток возникает при соединении неустойчивых к высоким температурам материалов. К примеру, это могут быть стали, алюминий, тонкие листы металла.
Такой недостаток возникает при соединении неустойчивых к высоким температурам материалов. К примеру, это могут быть стали, алюминий, тонкие листы металла.
При дуговой сварке важны следующие характеристики: размер электрода, его вид и марка, напряжение на образующейся дуге, скорость выполнения работы мастером, местоположение шва. Важно правильно выбрать полярность сварки (прямую или обратную) и понимать разницу между этими видами подключений. Прямая полярность подходит для того, чтобы сваривать изделия из чугуна либо когда нужно добиться эффекта сверхглубокой проплавки металла.
Обратная полярность используется, чтобы соединить тонкие листы либо стальные заготовки. Технология работы специфична: электрод должен расплавляться с высокой скоростью. Выбранная полярность влияет на эстетические характеристики шва, а также на его размеры и форму. Во время сварки постоянным током с обратной полярностью металл проплавится глубже, чем при прямом способе подключения.
Отличия режимов при сварке
Вышеописанные два вида полярности имеют весомые отличия, о которых должен знать каждый опытный сварщик.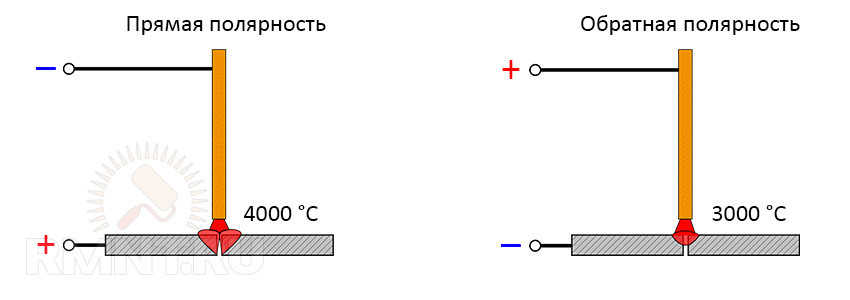
Специфика прямого подключения заключается в следующем:
- можно добиться нужной глубины сварного соединения;
- соединение получается узкое;
- можно сваривать металлические элементы, толщина которых от трех миллиметров;
- для сварки таких металлов, как алюминий, применяются электроды из вольфрама;
- дуга горит стабильно;
- расходники расплавляются с максимальной скоростью;
- для работы требуется большое количество электродов из-за разбрызгивания.
Обратная полярность подходит, когда нужно снизить риск образования дефектов, из-за которых деталь придется утилизировать. Также такой способ подключения сварочного аппарата используется, чтобы соединять элементы для крупногабаритных заготовок и при работе с тонкими металлическими листами. При этом исключается появление серьезного дефекта – коробления.
Обратный способ подключения применяется для сваривания деталей из стали. Такие соединения сверхчувствительны к перегреву.
Характеристики данного способа подключения:
- во время сваривания деталей создается широкий и глубокий шов;
- качество шва будет среднее, если соединяют толстые заготовки;
- не используются электроды, которые портятся при нагреве до сверхвысоких температур;
- при падении сила тока дуга становится нестабильной, в результате соединение будет некачественным.
Читайте также: «Электродуговая сварка»
В продаже есть электроды с рутиловой обмазкой. Это универсальный вариант расходников, который нечувствителен к полярности и используется при любых типах подключения. Кроме того, эти электроды подходят и в том случае, если сварка ведется переменным током.
Правила выбора прямой или обратной полярности при сварке
Выбирают прямой или обратный способ подключения с учетом размеров свариваемых элементов. Если зависимость от габаритов большая, сварочный аппарат подсоединяют к клемме со знаком «+», электрод – к клемме со знаком «-». Из-за сверхвысокой температуры даже на деталях с большой толщиной металл прогреется. Поэтому провар будет значительным, а сварной шов получится высококачественным и прочным.
Из-за сверхвысокой температуры даже на деталях с большой толщиной металл прогреется. Поэтому провар будет значительным, а сварной шов получится высококачественным и прочным.
Обратную полярность стоит выбирать для соединения металлических деталей небольшой толщины. Причина такого выбора заключается в том, что образование анодного пятна происходит на электроде. Поэтому исключена такая ситуация, когда тонкие элементы пережигаются во время сваривания. Следует к тому же учитывать вид и тип обрабатываемого металла.
К примеру, когда нужно соединить детали из нержавейки либо чугунные заготовки, получив при этом прочный шов, полярность выбирают обратную. Это позволит исключить перегрев свариваемых элементов и образование некачественного соединения. Дело в том, что тугоплавкий шов тяжело обрабатывать.
Прямая полярность – идеальное решение для того, чтобы соединять алюминиевые элементы. Оксидная пленка на этом металле при нагреве расплавится, в результате этого процесса образуется прочный сварной шов. Режим сварки стоит выбирать с учетом специфики металлического покрытия расходника. Электроды с угольным напылением при сварке с обратной полярностью перегреваются и разрушаются. Ничем не покрытая проволока подходит для прямой полярности.
Режим сварки стоит выбирать с учетом специфики металлического покрытия расходника. Электроды с угольным напылением при сварке с обратной полярностью перегреваются и разрушаются. Ничем не покрытая проволока подходит для прямой полярности.
Читайте также: «Длина сварного шва»
Правильная технология работы со сварочным аппаратом описана в специальных технических документах. Также можно воспользоваться справочником, где указана нужная информация о выборе полярности. Профессиональные сварщики с большим опытом интуитивно определяют полярность, не допуская ошибок.
Настройка полярности при сварке полуавтоматом
Если у вас аппарат полуавтоматической сварки, можно выбирать прямую или обратную полярность, учитывая толщину детали и вид металлического изделия. Обычно устанавливается прямое подключение с «-» на горелке. Такой подход оправдан при сваривании проволокой медной или из нержавеющей стали. Так как у нее небольшой диаметр – 6-12 мм, тепло концентрируется на детали. Если будет нарушено это условие, электрод сразу же сгорит, произойдет разбрызгивание металла.
Если будет нарушено это условие, электрод сразу же сгорит, произойдет разбрызгивание металла.
Когда используется самозащитная порошковая проволока без газовой среды, полярность нужно выбирать обратную. По сравнению с инвертором (у него нужно переставить разъемы кабеля зажима и массы), у полуавтоматического аппарата горелка прикрепляется к рукаву, где находятся канал, силовой кабель, шланг, через который подается защитный газ, провода. Разъем с массой имеет свою конфигурацию и не подходит для горелки.
Чтобы сменить полярность полуавтомата, можно действовать по-разному. К примеру, на одних сварочных аппаратах придется заменить месторасположение разъемов внизу. У силового кабеля есть собственный выход с гнездом, как у «массы». На некоторых моделях сварочных аппаратов нужно раскрыть крышку, а затем подсоединить кабель к клеммам, которые окрашены в разные цвета. Чтобы выполнить эти манипуляции, потребуется гаечный ключ.
Прямая и обратная полярность при сварке полуавтоматом
Сварка инвертором MMA выполняется на прямой полярности по стандартной технологии, когда соединяются детали с толстыми стенками (от 0,4 см).
- Электрод соприкасается с металлом, в результате этого касания образуется дуга.
- Мастер наклоняет термоэлектрод на себя под острым углом.
- Сварщик плотно сводит стороны деталей и ведет ровный шов. Действовать следует аккуратно, чтобы исключить колебательные движения. Если нужно разделать кромки, основной шов необходимо прокладывать по такому же принципу. Далее сварка выполняется с поперечными колебательными спиралевидными движениями. Также движения могут быть в виде дуг либо «восьмерок».
Сваривать элементы следует, не отрывая дугу, делая промежутки 3-5 мм. С увеличением скорости проведения электрода над одной стыковочной областью уменьшается глубина проплавления. Если мастер будет выполнять движения во время сварки медленно, провар получится более глубокий. Когда нужно сварить детали с разной толщиной сторон, следует выбрать силу тока на аппарате для максимальной толщины заготовки.
Важная особенность! Дугу нужно держать на толстой заготовке, на 2-3 секунды перенося на тонкий металл. Такой подход в работе позволит исключить вытекание металла из сварочной ванны.
Сваривание на обратной полярности обычно используется, чтобы соединить металлические элементы небольшой толщины – от одного до трех миллиметров. Однако если тепловая энергия будет сконцентрирована на кончике электрода, могут образоваться прожоги. Чтобы не допустить появления дефектов, применяют технику под названием «прерывистая дуга». Мастер поджигает дугу, касаясь электродом о металл, затем выполняет короткие швы без отступов.
Обратите внимание! Если убрать конец электрода от изделия на 2 сантиметра, дуга потухнет. Если это произошло, действовать нужно следующим образом: конец электрода следует поднести к детали, и дуга снова загорится. Такая технология сварки используется для того, чтобы сварной шов охлаждался. Тогда не будут образовываться прожоги.
Тогда не будут образовываться прожоги.
Читайте также: «Термическая сварка»
Если у вас мало опыта, тренировки стоит начать не с прямой, а с обратной полярности при сварке. Так вы сможете понять особенности работы и научитесь идеально выполнять сварной шов без вытекания металла из сварочной ванны и серьезных дефектов. Если вам сложно выбрать полярность либо нужно соединить слишком тонкие (или толстые) элементы, купите электроды, подходящие для любых ситуаций. Данные расходники предназначены для переменного и постоянного тока.
Важный совет от профессионалов: пометьте клемму в области, где расположен зажим, чтобы не перепутать кабели, когда будете собирать аппарат. Так вам будет комфортнее сваривать заготовки, если нужно постоянно менять полярность.
Полярность сварочного тока — прямая и обратная
Автор: Михаил Щербаков. Рубрика: полярность сварочного тока,сварка тонкого металла,сварочный ток,электричество,электроды
Полярность сварочного тока — один из важных параметров, влияющих на качество сварного шва. Ведь от него зависит направление движения тока, то есть электронов в металле, что влияет на процесс выполнения шва, горение дуги, формирование сварочной ванны и в результате — на качество сварного соединения.
Ведь от него зависит направление движения тока, то есть электронов в металле, что влияет на процесс выполнения шва, горение дуги, формирование сварочной ванны и в результате — на качество сварного соединения.
По поводу физического смысла, а также терминов «прямая» и «обратная» я написал отдельную статью ранее. А сейчас я расскажу основные принципы использования прямой и обратной полярностей сварочного тока. И главное, что нужно знать: там, где «+», там греется больше. Соответственно, при сварке на токе при обратной полярности, когда «+» на электроде, он греется больше, чем в случае с прямой. А деталь, наоборот, больше греется при сварке на токе прямой полярности.
Тонкости и особенности
С деталью ситуация несколько более хитрая. Когда «+» на детали, получается шире пятно проплавления, но глубина при этом не больше, а то и меньше, чем когда на детали «-«. С «минусом» на детали пятно сварочной ванны меньше, но его глубина может быть не меньше, а то и больше, чем при сварке на токе прямой полярности. Благодаря этому, когда на детали «минус», получается лучше контролировать перемещение сварочной ванны.
Благодаря этому, когда на детали «минус», получается лучше контролировать перемещение сварочной ванны.
Как это использовать на практике? Вариантов много. Обычно, по умолчанию используется прямая полярность сварочного тока — особенно, когда нужно сильно прогревать и проваривать детали. Обратная полярность используется в тех случаях, когда нужно точнее контролировать перемещение сварочной ванны. Например, это некоторые виды вертикальных швов, особенно сверху вниз. Также сварка на токе обратной полярности может помочь при выполнении потолочных швов и сварке тонкого металла — ведь в этом случае деталь прогревается меньше, а это позволит минимизировать стекание металла при выполнении вертикальных и потолочных швов и сквозное проплавление металла при сварке тонкого листа.
Полярность сварочного тока зависит также от электродов
Ещё один важный момент — это сварочные электроды. Не все электроды позволяют использовать сварочный ток любой полярности. Например, электродами с основным видом покрытия сварку следует вести только с «минусом» на свариваемом металле. К таким электродам относятся, например, электроды УОНИ-13/55. В любом случае, всегда проверяйте соответствие фактически установленной полярности сварочного тока допустимой для конкретных используемых электродов.
К таким электродам относятся, например, электроды УОНИ-13/55. В любом случае, всегда проверяйте соответствие фактически установленной полярности сварочного тока допустимой для конкретных используемых электродов.
Резюме
Итак, важно понимать, что выбор направления сварочного тока зависит от пространственного положения сварного шва, выбранных электродов, толщины металла и личных навыков сварщика. Если все эти условия будут соблюдены, то и швы будут получаться качественными, надёжными и эстетичными.
И главное — экспериментируйте! Я говорю это очень часто, потому что на самом деле, только эксперимент даст вам самые точные и правильные ответы на ваши вопросы!
Возможно, я раскрыл эту тему несколько сумбурно, поэтому, если у вас остались какие-то вопросы, пишите их в комментариях. А также обязательно расскажите о своём опыте использования прямой и обратной полярностей!
Ещё по теме:
Какие электроды лучше для инвертора
Особенности сварки тонкого металла
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
При ручной дуговой сварке металлическим электродом какую полярность следует использовать?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды ММА можно использовать со всеми полярностями. Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Необходимо определить термины для указания полярности процесса сварки. Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Когда процесс сварки выполняется в режиме постоянного тока, электрод (либо электрод MMA, MIG/MAG/флюсовая или металлопорошковая проволока, либо вольфрамовый электрод) может быть как положительным, так и отрицательным. Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
При сварке ВИГ разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла выделяется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией. Отрицательный катод не испытывает этого эффекта и даже может подвергаться охлаждению за счет термоэлектронной эмиссии в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он будет испытывать охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
Однако процесс ММА с расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к существенному балансированию тепла между двумя точками.
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке ММА. В целом, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла шва подложкой. Это важно для электродов, которые можно использовать как с полярностью постоянного тока (так и с переменным током). Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Для полноты информации здесь приводится информация о процессах сварки MIG/MAG и под флюсом, а также о влиянии полярности.
Для сварки MIG/MAG DCEN и AC обычно не используются, потому что трудно достичь стабильного состояния распыления, в основном при работе с шаровидным переносом, что не обязательно приводит к приемлемому сварному шву. Однако производители оборудования все чаще стремятся разработать источники питания, которые могут работать в этих условиях. Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Дуговая сварка под флюсом похожа на MIG/MAG, при этом DCEP является наиболее часто используемой полярностью, но DCEN чаще используется в этом процессе, особенно при наплавке, где предпочтительнее меньшее проплавление и растворение с подложкой. Переменный ток используется при сварке несколькими проволоками, как правило, с ведущей проволокой постоянного тока и всеми ведомыми проволоками переменного тока, чтобы уменьшить проблемы с дуновением дуги.
Переменный ток используется при сварке несколькими проволоками, как правило, с ведущей проволокой постоянного тока и всеми ведомыми проволоками переменного тока, чтобы уменьшить проблемы с дуновением дуги.
Ссылки
Справочник по сварке AWS — Американское общество сварщиков
Энциклопедия сварки Джефферсона, 18-е издание — Американское общество сварщиков
Принципы сварки — Robert W. Messler, Jr
Руководство по дуговой сварке — Lincoln Electric
Welding Metallurgy, 2nd Edition — Sindo Kou
ANSI/AWS A5.1-2012 Спецификация электродов из углеродистой стали для экранированных металлов дуговая сварка
BS EN ISO 2560:2009 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
AC DC Полярность
Знаете ли вы, что означают AC (переменный ток) и DC (постоянный ток) на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
Термины «прямая» и «обратная» полярность используются в магазине. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины являются более описательными и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюса. Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки.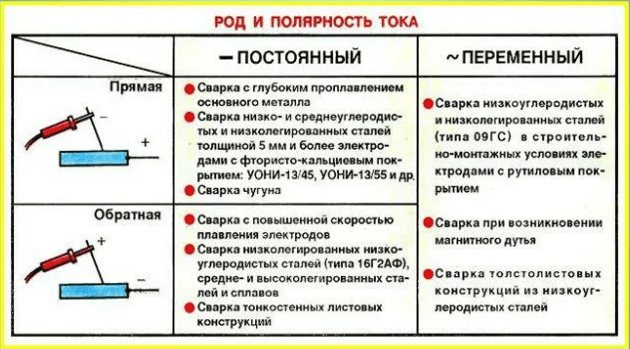 За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью.
Для надлежащего провара, равномерного внешнего вида валика и хороших результатов сварки необходимо соблюдать правильную полярность при сварке любым металлическим электродом. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Большинство машин имеют четкую маркировку в отношении того, что представляют собой клеммы или как их можно установить для любой полярности. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники. Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят.
Проверка полярности:
A. Определите полярность с помощью угольного электрода
1. Очистите основной металл и расположите горизонтально
2. Сформируйте кончики двух угольных электродов на шлифовальном круге так, чтобы они были идентичны с постепенным конусом, отходящим на 2 или 3 дюйма от кончика дуги
3. Зажмите один электрод в электрододержателе близко к конусу
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте щит) и удерживайте в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги
