Какой полярностью варить тонкий металл (плюс на держак или минус)
Содержание статьи:
Какой полярностью варить тонкий металлЧтобы использовать абсолютно все преимущества сварочного инвертора нужно понимать, что такое прямая и обратная полярность. Это достаточно весомое преимущества сварки постоянным током, ведь в любое время можно поменять полярность.
При сварке постоянным током сварочная дуга может иметь обратную или прямую полярность. В первом случае к электроду подводится плюс от инвертора, а во втором, минус. В результате этого, происходит большее выделение тепла там, где подключён плюс.
Если это обратная полярность, то, быстрее всего сгорает электрод, а основной металл прогревается меньше. Если наоборот, плюс подключён к заготовке, то основной металл прогревается лучше. Всё это дает возможность более эффективно и гибко настраивать сварочный инвертор под свои нужды.
В этой статье мы рассмотрим, на какой полярности лучше всего варить тонкий металл.
В отличие от обычного сварочного трансформатора, инвертор постоянного тока имеет два режима работы. Они, в первую очередь, связаны со сменой полярности, ведь у постоянного тока, в отличие от переменного, есть плюс и минус.
Они, в первую очередь, связаны со сменой полярности, ведь у постоянного тока, в отличие от переменного, есть плюс и минус.
Соответственно, подключая электрододержатель к минусу или плюсу, мы тем самым настраиваем инвертор на определённый режим работы. Не будем вдаваться в подробности, куда именно течёт ток, от плюса к минусу или наоборот, статья не об этом. Нужно лишь сказать, что там, где подключён плюс, тепла, выделяется гораздо больше.
Например, если плюс подключён к электрододержателю, то при сварке большая часть тепла будет аккумулироваться именно на электроде. Что это нам даст? Особенно хорошо варить на обратной полярности тонкие металлы и нержавейку. Связано это с тем, что при сильном нагревании тонкий металл деформирует. Также чрезмерное выделение тепла может привести к такому дефекту, как прожоги.
Чтобы этого не случилось, важно сильно не нагревать тонкий металл. Вот тут как раз нам и поможет обратная полярность. При подключении к электрододержателю плюса от инвертора, тонкий металл не будет прожигаться.
Прямая полярность для сварки толстого металла
Ну и, наоборот, для того, чтобы хорошо проварить толстый металл и придать определённую прочность сварному соединению, нужно использовать прямую полярность. При прямой полярности плюс от инвертора идёт не на электрододержатель, а подсоединяется к клемме массы. То есть, плюс подключается к основному металлу, который сваривается.
В результате такого подключения толстый металл прогревается лучше, что позволяет нормально его проварить и получить качественное, надежное, а самое главное, долговечное соединение.
Теперь вы знаете, как варить на прямой и обратной полярности инвертором.
Достаточно просто запомнить, что плюс играет важную роль при подключении ММА аппарата для сварки. Если он идёт на электрод, то это обратная полярность, если на свариваемый металл, то полярность прямая.
Поделиться в соцсетях
Сварочный ток и полярность. ACϟDС – ООО «ЦСК»
Сварка – это ручной труд, но сварщики должны обладать достаточным количеством технических знаний, даже если в школе физика для них была чем-то сверхъестественным.
Одним из обязательных понятий, которые необходимо знать, является «сварочный ток». Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки.
На сварочных аппаратах и электродах можно заметить обозначения AC или DC, которые описывают полярность тока. Почему электрические токи и полярность возникают во время сварки? Давайте рассмотрим эти понятия внимательно.
Что такое полярность?
Электрическая цепь, возникающая при включении сварочного аппарата, имеет отрицательный и положительный полюс – это свойство называется полярностью. Полярность имеет большое значение при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва. Использование неправильной полярности может привести к большому количеству брызг, плохому проплавлению и потере контроля сварочной дуги.
Что такое переменный (AC) и постоянный (DC) ток?
AC от англ.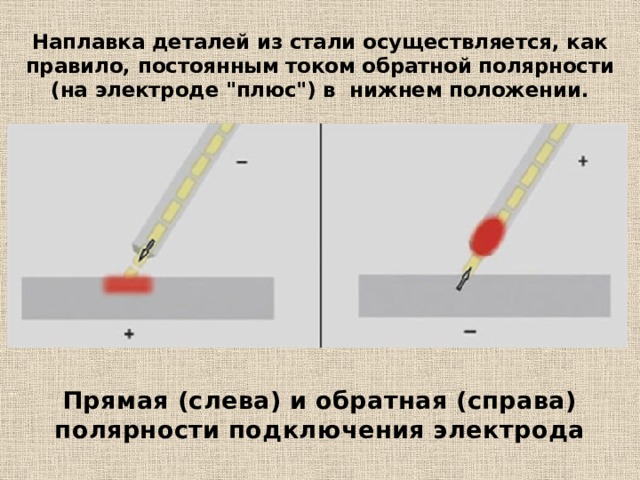 «alternating current» обозначает переменный ток, а DC «direct current» – постоянный ток.
«alternating current» обозначает переменный ток, а DC «direct current» – постоянный ток.
Первый чередует направление тока, а последний течет только в одном направлении.
Поэтому сварочные машины и электроды с маркировкой DC имеют постоянную полярность, тогда как маркированные AC изменяют полярность 120 раз в секунду с частотой тока 60 герц.
Чем переменный и постоянный ток различаются при сварке?
Сварка при постоянном токе (DC) создает более плавные и более устойчивые дуги, образуется меньше брызг. Легче производится сварка в вертикальном и верхнем положениях.
Тем не менее, переменный ток (AC) может быть предпочтительным выбором начинающих сварщиков, поскольку часто используется в недорогих сварочных аппаратах начального уровня. AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
Что такое прямая и обратная полярность постоянного тока (DC)?
| Полярность | |
| прямая | обратная |
| отрицательная | положительная |
| (–) | (+) |
Процесс сварки будет различаться не только в зависимости от направления, но и от полярности тока: положительной (+) или отрицательной (–).
Положительная полярность постоянного тока (DC+) обеспечивает высокий уровень проплавления, в то время как отрицательная полярность постоянного тока (DC–) даст меньшее проплавление, но более высокую скорость осаждения (например, на тонком листовом металле). Различные защитные газы могут дополнительно влиять на процесс сварки.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу.
Источник: www.weldingschool.com
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте — сварочные электроды и сварочное оборудование.
Звоните нам по телефону: +7 (343) 266-44-33 или отправляйте заявку на e-mail: [email protected].
Полярность в дуговой сварке – прямая, обратная и переменная полярность
Дуговая сварка – это один из видов процесса сварки плавлением, при котором основные металлы сплавляются под воздействием тепла для образования коалесценции.
- Электрод подключается к отрицательной клемме источника питания; тогда как основные металлы связаны с положительным полюсом.
- Неблагородные металлы соединяются с отрицательной клеммой источника питания; тогда как электрод соединен с положительной клеммой.
Однако, если источник питания обеспечивает переменный ток (AC), то оба состояния возникают одно за другим в каждом цикле. В основном источники питания для дуговой сварки могут обеспечивать постоянный или переменный ток. Некоторые современные источники питания также имеют возможность преобразования одного из другого (встроенного в преобразователь переменного тока в постоянный), поэтому эти источники могут обеспечивать питание как переменного, так и постоянного тока. Следовательно, дуговая сварка может выполняться на любой из следующих трех полярностей; однако каждый из них имеет определенные преимущества перед другими, как подробно описано в последующих разделах.
Следовательно, дуговая сварка может выполняться на любой из следующих трех полярностей; однако каждый из них имеет определенные преимущества перед другими, как подробно описано в последующих разделах.
Полярность указывает направление протекания тока (другими словами – электронов) между опорными пластинами и электродом во внешней цепи. Помните, что направление потока тока считается противоположным направлению потока электронов.
- Прямая полярность постоянного тока — происходит, когда электрод становится отрицательным, а опорные пластины — положительным. Таким образом, электроны текут от кончика электрода к опорным пластинам.
- Постоянный ток, обратная полярность — происходит, когда электрод становится положительным, а опорные пластины — отрицательным. Таким образом, электроны текут от базовых пластин к электроду.
- Полярность переменного тока — если источник питания обеспечивает переменный ток, то указанные выше два случая будут происходить один за другим в каждом цикле.
 В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при частоте питания 60 Гц каждую секунду происходит 60 циклов.
В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при частоте питания 60 Гц каждую секунду происходит 60 циклов.
При питании постоянным током (DC), когда электрод соединен с положительной клеммой, а базовые пластины — с отрицательной клеммой, это называется электродом постоянного тока с положительной полярностью (DCEP) или обратной полярностью постоянного тока (DCRP). Таким образом, электроны освобождаются от базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток лавины электронов в небольшом проходе производит дугу (источник тепла).
Электроны, испускаемые базовыми пластинами (отрицательная полярность), ускоряются из-за наличия разности потенциалов и могут ударяться об электрод (положительная полярность) с очень высокой скоростью. При ударе кинетическая энергия электронов преобразуется в тепловую энергию, что в конечном итоге приводит к сильному выделению тепла вблизи кончика электрода. По эмпирическому правилу считается, что две трети (66%) всего тепла дуги выделяется на электроде; тогда как только одна треть (33%) тепла выделяется на опорной плите. В результате происходит быстрое расплавление электрода и увеличение скорости наплавки металла (только для расходуемых электродов). С другой стороны, базовые пластины не плавятся должным образом из-за отсутствия достаточного количества тепла, и, таким образом, возникают различные дефекты, такие как недостаточное проплавление, отсутствие проплавления, высокое армирование и т. д. Однако поток электронов из базовой пластины удаляет масло, покрытие , оксидный слой или частицы пыли, присутствующие на поверхности базовой пластины (так называемое действие по очистке от оксидов).
При ударе кинетическая энергия электронов преобразуется в тепловую энергию, что в конечном итоге приводит к сильному выделению тепла вблизи кончика электрода. По эмпирическому правилу считается, что две трети (66%) всего тепла дуги выделяется на электроде; тогда как только одна треть (33%) тепла выделяется на опорной плите. В результате происходит быстрое расплавление электрода и увеличение скорости наплавки металла (только для расходуемых электродов). С другой стороны, базовые пластины не плавятся должным образом из-за отсутствия достаточного количества тепла, и, таким образом, возникают различные дефекты, такие как недостаточное проплавление, отсутствие проплавления, высокое армирование и т. д. Однако поток электронов из базовой пластины удаляет масло, покрытие , оксидный слой или частицы пыли, присутствующие на поверхности базовой пластины (так называемое действие по очистке от оксидов).
- Подробнее: Постоянный ток обратной полярности (DCRP) при дуговой сварке.
- Лучшее очищающее действие дуги, что снижает вероятность дефектов включения.

- Высокая скорость наплавки расходуемого электрода, что ускоряет сварку.
- Лучшая производительность при сварке тонких листов. Снижает уровень деформации, остаточное напряжение, полную резку и т. д.
- Подходит для соединения металлов с низкой температурой плавления, таких как медь и алюминий.
- Меньший срок службы неплавящихся электродов.
- Более высокий уровень усиления, если скорость не отрегулирована должным образом.
- Недостаточное плавление и неполное проплавление.
- Не может правильно сплавить толстые пластины или металлы с высокой температурой плавления.
В отличие от DCEP, когда электрод соединен с отрицательной клеммой, а базовые пластины с положительной клеммой, это называется отрицательным электродом постоянного тока (DCEN) или прямой полярностью постоянного тока (DCSP). Таким образом, электроны текут от электрода к опорным пластинам.
- Подробнее: Постоянный ток прямой полярности (DCSP) при дуговой сварке.
- Подробнее: Разница между DCEN и DCEP при дуговой сварке.
- Может быть достигнуто достаточное плавление основных металлов и, следовательно, надлежащий провар.
- Меньшая вероятность включения вольфрама (при сварке ВИГ), а также низкое армирование.
- Лучший выбор для сварки металлов с высокой температурой плавления, таких как титан, нержавеющая сталь и т. д.
- Толстые листы также можно правильно соединять.

- Нет действия по очистке дуги, поэтому есть вероятность включения дефектов.
- Высокий уровень искажений.
- Образование высокого остаточного напряжения на сварных деталях.
- Более широкая зона термического влияния (ЗТВ).
- Более низкая производительность из-за более низкой скорости наплавки.
- Не подходит для сварки тонких листов.
Полярность переменного тока дает преимущества как DCEN, так и DCEP; однако лишь в некоторой степени. С источником переменного тока в половине цикла электрод становится отрицательным, а в следующей половине цикла электрод становится положительным. Этот цикл повторяется 50 или 60 раз в секунду в зависимости от частоты питания (50 Гц или 60 Гц). Некоторые источники питания также предусматривают возможность изменения этой частоты.
- Подробнее: Полярность переменного тока при дуговой сварке.
- Подробнее: Сравнение полярностей сварки DCEN, DCEP и AC.
- Умеренная очистка дуги.
- Совместим с большинством типов электродов (но не со всеми).
- Лучшее плавление и проплавление металла шва.
- Подходит для листов различной толщины.
Полярность является одним из решающих факторов, влияющих на качество сварных соединений. Перед сваркой сварщик должен выбрать соответствующую полярность в зависимости от требований, типа наполнителя, типа электрода и основного материала. В следующем списке показаны параметры, на которые обычно влияет полярность сварки. Подробнее читайте: Как полярность влияет на качество дуговой сварки?
- Нанесение наполнителя — При использовании расходуемого электрода полярность DCEP увеличивает скорость осаждения металла. Читайте: Какая полярность дает максимальную скорость наплавки при дуговой сварке и почему?
- Проплавление сварного шва — Полярность DCEN увеличивает проплавление сварного шва.
 Читайте: Какая полярность обеспечивает лучший провар при дуговой сварке и почему?
Читайте: Какая полярность обеспечивает лучший провар при дуговой сварке и почему? - Очистка опорной плиты — DCEP помогает очищать опорные плиты во время сварки, что снижает вероятность включения дефектов. Читайте: Какая полярность обеспечивает лучшую очистку от окислов при дуговой сварке и почему?
- Армирование —DCEP вызывает шаровидный перенос металла, что увеличивает ширину сварного шва.
- HAZ —Полярность DCEN быстро нагревает опорные плиты, и если скорость не регулируется, HAZ становится шире.
- Внешний вид сварного шва —AC, сильно зависит от многих других факторов.
Следует отметить, что при выборе полярности сварки необходимо учитывать большое количество факторов; однако ниже обсуждаются лишь несколько основных факторов. Необходимо соблюдать надлежащую осторожность при выборе полярности для конкретного приложения.
- Если основным металлом является алюминий или магний, лучше использовать DCEP, поскольку он может разрушить оксидный слой (оксид алюминия — Al 2 O 3 ), присутствующий на поверхности пластины.
 Также температура плавления алюминия достаточно мала (660ºC), поэтому не требуется высокого тепловыделения вблизи опорной плиты.
Также температура плавления алюминия достаточно мала (660ºC), поэтому не требуется высокого тепловыделения вблизи опорной плиты. - Если вы свариваете титан или нержавеющую сталь, лучше использовать переменный ток, так как он даст вам все желаемые преимущества. Здесь DCEN может увеличить зону HAZ.
- Если рабочий материал имеет плохую эмиссию электронов или требует высокого напряжения для эмиссии электронов, то DCEP не подходит, так как это может привести к нестабильной дуге.
- Если толщина опорной плиты больше (>6 мм), предпочтительнее использовать DCEN. Также требуется подготовка края. Точно так же для тонких пластин следует выбирать DCEP.
- При сварке TIG использование полярности DCEP может привести к образованию шариков на конце электрода, что приведет к сокращению срока службы электрода. Это также может привести к дефекту включения вольфрама.
Типы полярности при SMAW, MIG, MAG, FCAW, TIG и SAW
Что такое полярность сварки и влияние полярности на сварку?
Полярность сварки — это электрическая цепь, которая создается при включении сварочного аппарата (типа постоянного тока) с отрицательным и положительным полюсом.
Полярность является важным фактором при выборе процесса сварки различных материалов. Например, использование полярности переменного тока при сварке TIG для сварки алюминия.
Это важный параметр для сварки электродом, когда разные сварочные электроды требуют разной полярности для получения хороших результатов сварки.
Выбор правильной полярности влияет на внешний вид, прочность и качество сварного шва. Неправильный выбор полярности приведет к сильному разбрызгиванию, недостаточному или чрезмерному проплавлению и отсутствию контроля над сварочной дугой.
Типы полярности сварки/тока в SMAW, GTAW, FCAW и GMAWДля сварки используются три различных типа тока или полярности:
- Переменный ток (AC),
- Положительный электрод постоянного тока также называется DCEP и обратной полярностью.

5-90 отрицательный электрод (DCEN) также называется прямой полярностью.
DCEN или также известный как Прямая полярность работает с электродом, подключенным к отрицательной клемме, а работа подключается к положительной клемме, как показано на рисунке ниже (слева).
Электроны текут от Катода (сварочного электрода) к Аноду (заготовке). Это дает около 1/3 тепла сварки на сварочном стержне и 2/3 на свариваемом основном материале. Прямая полярность по указанной выше причине приводит к сильному плавлению сварочного электрода.
DCEN используется для сварки GTAW/TIG, а также для некоторых ограниченных применений при дуговой сварке защищенным металлом (сварка электродом). DCEP нагревает электрод намного сильнее, чем DCEN при сварке TIG; таким образом, DCEP редко используется в процессе сварки TIG.
Что такое положительный электрод постоянного тока или полярность DCEP? DCEP также называется Обратная полярность. В DCEP, как вы можете видеть на рисунке выше, задание подключается к отрицательной клемме, а сварочный стержень подключается к положительной клемме.
В DCEP, как вы можете видеть на рисунке выше, задание подключается к отрицательной клемме, а сварочный стержень подключается к положительной клемме.
Электроны перетекают от основного материала к сварочному электроду (поток электронов от катода к аноду).
Изменение этих конечных точек, как указано выше, приводит к концентрации тепла на 2/3 на сварочном стержне и на 1/3 на свариваемом основном материале.
DCEP используется в процессах сварки электродом (SMAW), сварки GMAW (MIG/MAG, FCAW) и сварки под флюсом. Из-за сильного нагрева на конце электрода DCEP приводит к более быстрому расплавлению присадочной проволоки или электрода, что приводит к более высокому наплавленному металлу по сравнению с DCEN.
Что такое DCEP и DCEN в сварке? Сварка DCEP и DCEN — это два разных типа сварки, в которых используются разные методы создания сварного шва. Сварка DCEP, или электрод постоянного тока , положительный (также называемый обратной полярностью), использует постоянный ток для создания дуги между электродом (подключенным к положительной клемме) и заготовкой (подключенной к отрицательной клемме).
Этот тип сварки часто используется в процессах сварки электродом (SMAW), GMAW (MIG/MAG, FCAW) и процессах сварки под флюсом.
DCEN сварка или отрицательный электрод постоянного тока (также называемый прямой полярностью), также использует постоянный ток для создания дуги между электродом (подключенным к отрицательной клемме) и заготовкой (подключенной к положительной клемме) .
DCEN в основном используется с электродами Stick Welding некоторых типов. При сварке TIG в основном используется DCEN, поскольку он выделяет меньше тепла на неплавящемся вольфрамовом электроде, что увеличивает срок его службы.
Что такое полярность переменного тока (AC)?Переменный ток (AC) При полярности используется переменный ток, поэтому нет отрицательных или положительных клемм.
Потоки электронов продолжают чередоваться каждые 1/120 секунды от сварочного стержня к основному материалу. Полярность переменного тока с чередующимися клеммами обеспечивает очищающее действие на заготовку.
Это действие особенно полезно при сварке материалов с жесткими оксидными слоями, таких как сварка алюминиевых и магниевых сплавов.
Как определить полярность сварного шва?Полярность сварного шва определяется направлением тока. При сварке электрод является положительной клеммой, а заготовка — отрицательной клеммой.
Полярность можно изменить, изменив провода на сварочном аппарате, что изменит направление тока. Изменение полярности изменит внешний вид сварочной ванны.
Влияние полярности сварки на проникновение и распределение тепла при сваркеВ GMAW , если мы оставляем электрод отрицательным, дуга станет нестабильной, а разбрызгивание будет чрезмерным, а сварочная проволока будет меньше нагреваться, что приведет к низкой скорости оплавления.
Аналогично, в GTAW , если мы оставим вольфрамовый электрод положительным, это приведет к быстрому плавлению вольфрамового электрода. Это может привести к включению вольфрама в сварной шов, а также к другим дефектам сварки.
Это может привести к включению вольфрама в сварной шов, а также к другим дефектам сварки.
Таким образом, правильный выбор полярности сварки очень важен. Влияние полярности сварки и распределения тепла показано на рисунке ниже.
Сварка электродом ПолярностьСварка электродом — это процесс сварки, в котором для создания сварного шва используется плавящийся электрод. Электрод представляет собой кусок металла, который соединяется с заготовкой и расплавляется дугой.
Ниже приведены типы электродной сварки с полярностью:
- Постоянный ток (DC) и
- Переменный ток (AC).
Тип используемого тока определяет полярность электрода. При постоянном токе способ подключения электрододержателя к аппарату определяет дальнейшую полярность сварки в двух видах:
- DCEP: положительный электрод постоянного тока
- DCEN: отрицательный электрод постоянного тока
Постоянный ток создает прямой или постоянный поток электричества.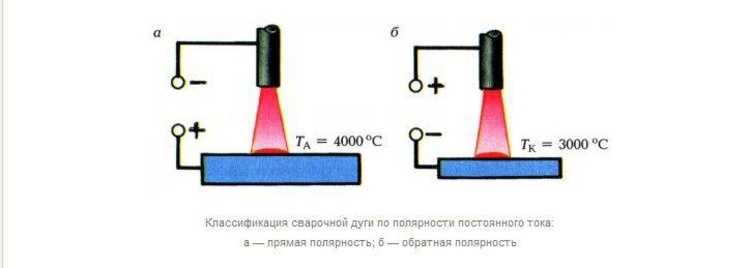 Постоянный ток создает отрицательную или положительную полярность, как объяснялось выше.
Постоянный ток создает отрицательную или положительную полярность, как объяснялось выше.
Переменный ток (AC) создает волнообразный поток электричества. Этот тип тока используется для сварки металлов, таких как алюминий и магний, которые требуют очищающего действия для очистки поверхностных оксидных слоев.
Полярность сварки MIGСварка MIG — это распространенный процесс сварки, в котором для создания сварного шва используется расходуемый проволочный электрод. Электрод подается в сварной шов с катушки, и сварщик направляет сварочную дугу между электродом и заготовкой.
Существует два типа полярности сварки MIG:
- Постоянный ток (постоянный ток), в основном DCEP используется при сварке MIG-MAG.
- Переменный ток (ac). Полярность переменного тока используется для сварки MIG алюминия и в тандемном процессе MIG.
При сварке дуговой сваркой с флюсовой сердцевиной (FCAW) полярность сварщика может быть либо постоянной (постоянный ток), либо переменным (переменный ток).
В режиме постоянного тока электрод всегда положительный, а заготовка всегда отрицательный. Это создает более стабильную дугу и меньше разбрызгивания.
В режиме переменного тока полярность чередуется с положительной на отрицательную, что создает более стабильную дугу и меньше брызг. Большинство сварочных аппаратов с флюсовой проволокой работают в режиме постоянного тока, но некоторые из них можно переключить в режим переменного тока.
Полярность при сварке ВИГПри сварке полярность источника питания определяет направление потока электронов. При сварке TIG электрод всегда является отрицательной клеммой, а заготовка всегда является положительной клеммой.
Причина — меньше тепла в отрицательной области, что, в свою очередь, положительно влияет на длительный срок службы неплавящихся вольфрамовых электродов при сварке TIG.
Если вольфрам сделан положительным (DCEP), вольфрамовый электрод будет сильно нагреваться, и он будет очень часто повреждаться, что сократит срок его службы.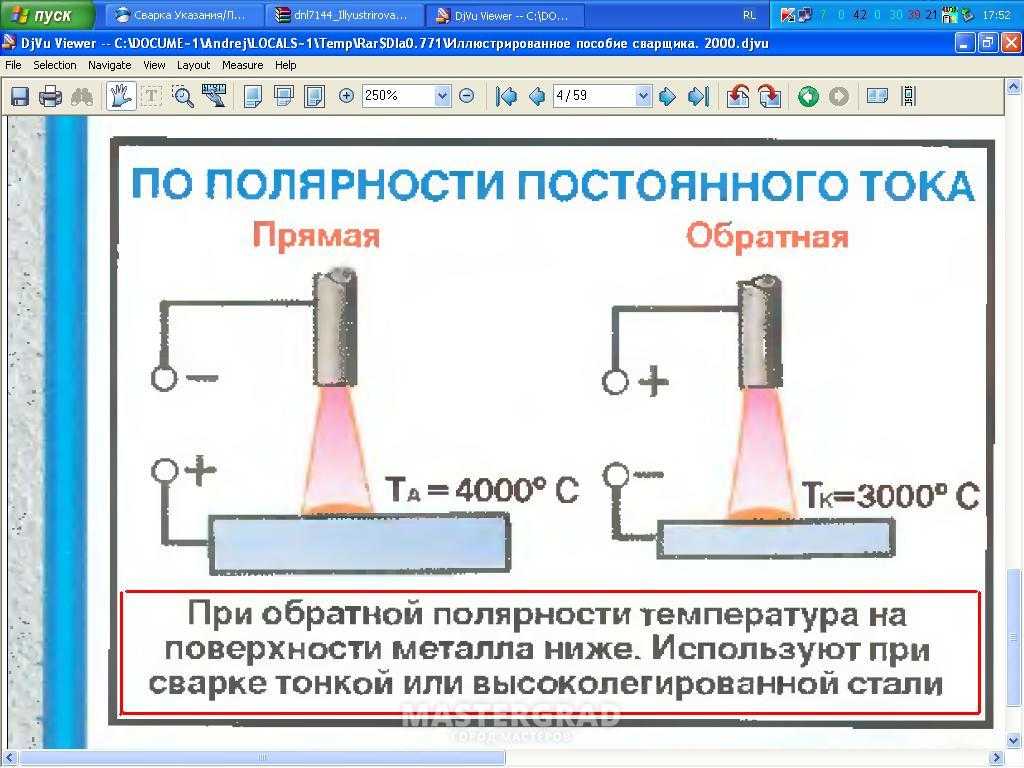
Полярность аппарата для сварки TIG можно изменить, поменяв местами выводы шнура питания. Когда машина настроена на обратную полярность, ток будет течь от заготовки к электроду, а не от электрода к заготовке.
При сварке алюминия полярность переменного тока используется при сварке TIG.
Таблица полярности сваркиПолярность сварки — это направление электрического тока, протекающего через сварочную цепь. Наиболее распространенным типом сварки с полярностью является постоянный ток (DC), который течет в одном направлении. Переменный ток (AC) также течет в одном направлении, но он меняет свое течение много раз в секунду.
Полярность сварки Chartis позволяет определить полярность сварки для различных электродов. С помощью таблицы полярности сварщик может напрямую выбрать полярность сварки в зависимости от типа сварочного электрода.
Ниже приведен пример таблицы полярности сварочного электрода.
Таблица полярности сварки Существует два типа полярности сварки постоянным током: прямая полярность и обратная полярность.