Зачем менять полярность при сварке: простым языком
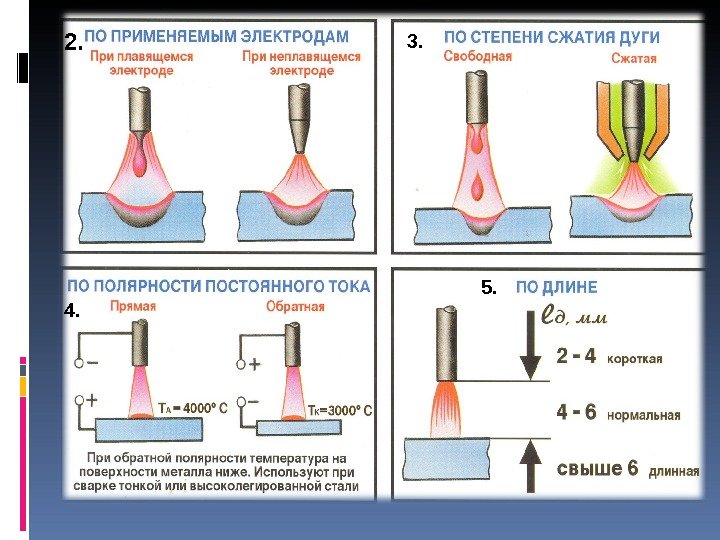
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.
Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.
Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.
Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.
Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком.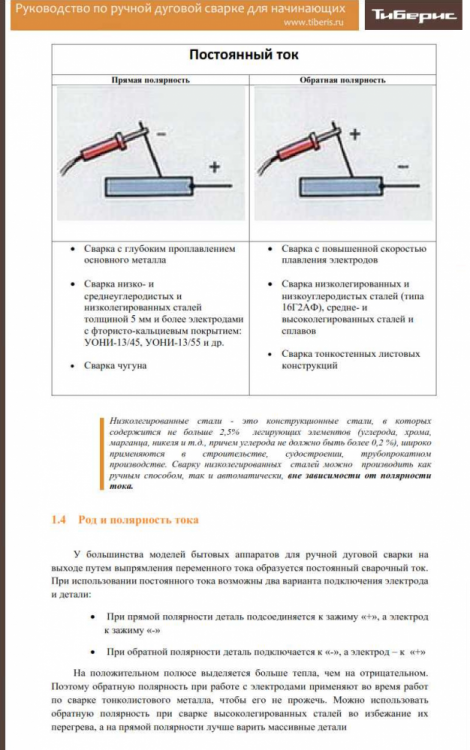 Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Прямая и обратная полярность при сварке – в чем разница
Содержание
- Как влияет полярность при сварке?
- Что такое прямая и обратная полярность: техусловия при выборе
- Толщина заготовки
- Тип металла
- Тип расходных материалов
- Сварка прямой полярностью
- Сварка обратной полярностью
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Проведение сварочных работ требует не только хорошей подготовки сварщика и опыта, но и правильной настройки оборудования. Так, например, большая часть современных полуавтоматов позволяет выбирать полярность. В данном материале мы поговорим о том, что такое прямая и обратная полярность, а также определим, в чем заключаются основные отличия прямой и обратной полярности.
Так, например, большая часть современных полуавтоматов позволяет выбирать полярность. В данном материале мы поговорим о том, что такое прямая и обратная полярность, а также определим, в чем заключаются основные отличия прямой и обратной полярности.
Как влияет полярность при сварке?
На вопрос “чем отличается прямая полярность от обратной?” можно дать предельно простой ответ — в случае с обратной полярностью сварочный электрод будет нагреваться ощутимо больше, чем сама деталь и наоборот. На деле это сильно сказывается на качестве сварных швов при работе с теми или иными материалами. Рассмотрим каждый из вариантов подробнее:
- Прямая полярность. Данный вариант наиболее предпочтителен при работе с толстыми заготовками, которые необходимо соединить глубоким швом. Метод используется преимущественно при работе с чугуном, алюминием и некоторыми особо прочными сплавами.
- Обратная полярность. Для этого варианта характерна большая универсальность, позволяющая качественно работать с тонкими изделиями и металлами, легко поддающимися плавлению.


Таким образом, прямая и обратная полярность при сварке должна выбираться сварщиком в зависимости от предстоящего объема работ, толщины заготовок, их материала, а также с оглядкой на другие внешние факторы.
Интересно! Электродная сварка алюминия инвертором
Что такое прямая и обратная полярность: техусловия при выборе
Работая с современным сварочным аппаратом, вы можете легко сменить полярность перед стартом, просто перекинув клеммы. Это вызовет изменение направления движения тока. Рассмотрим некоторые условия, которые должны влиять на выбор полярности.
Толщина заготовки
Как уже упоминалось ранее, значительную роль при определении подходящего типа сварки играют параметры самой заготовки — в первую очередь, толщина. Практика показывает, что прямая полярность значительно лучше подходит для работы с габаритными деталями из-за лучшего прогрева заготовки, тогда как обратную следует выбирать при работе с мелкими деталями.
Практика показывает, что прямая полярность значительно лучше подходит для работы с габаритными деталями из-за лучшего прогрева заготовки, тогда как обратную следует выбирать при работе с мелкими деталями.
Тип металла
Прямая обратная полярность — как определить правильный вариант для того или иного типа металла? Здесь важно помнить о теплопроводности материала. Так, например, нержавейка или чугун вполне легко поддаются перегреву, что делает рациональным применение обратной полярности. Такие металлы, как алюминий, напротив, требуют большего нагрева электрода для того, чтобы преодолеть оксидную пленку, неизбежно появляющуюся на поверхности алюминиевых изделий из-за контакта с воздухом.
Тип расходных материалов
Выбирая флюс для сварки, следует учесть, что некоторые варианты не совместимы с прямой или обратной полярностью. Наиболее распространенный проблемный случай — попытка проводить сварку обратной полярностью с помощью угольных электродов. Это приводит к неизбежной порче самих электродов.
Сварка прямой полярностью
И прямая и обратная полярность инвертором имеют свои нюансы, которые крайне важно учитывать при сварке. Так, в частности, при работе с прямой полярностью стоит помнить такие правила:
- Допустимость увеличения тока. Применение данного способа позволяет оставить заготовку в известной степени “холодной”, благодаря чему, в свою очередь, можно смело увеличивать ток.
- Проплавка заготовки. При использовании прямой полярности наблюдается более высокая степень проплавления, чем при применении обратной. Кроме того, из-за расплавления расходных материалов увеличивается и количество брызг, что также стоит учитывать при работе.
- Снижение стабильности. Такой тип подключения приводит к неизбежному уменьшению стабильности дуги, а потому от сварщика требуется повышенное внимание и аккуратность.
Также стоит отметить, что использование данного метода позволяет не нарушать структуру самого материала заготовок.
Сварка обратной полярностью
Полярность обратная и прямая — в чем разница на практике? Пожалуй, наибольшим риском при применении обратной полярности можно назвать некоторую вероятность порчи заготовки, ведь данный вариант сварки применяют в основном для работы с тонкими и хрупкими изделиями. Среди других нюансов также стоит упомянуть:
- Использование подложки. Наличие подложки позволит вам отвести избыточное тепло и сохранить заготовку в целости при работе. Оптимальным выбором будет листовая сталь или медь, а также любые другие металлы с высокой теплопроводностью.
- Минимизация воздушной прослойки. При работе следует максимально крепко прижимать края детали друг к другу во избежание возникновения воздушной прослойки. Ее отсутствие — гарантия того, что вы не испортите деталь.
Данный вариант хорошо подходит для практики начинающих сварщиков — неопытный человек сможет быстро научиться аккуратной и качественной сварке, регулярно работая с тонкими заготовками.
Сварка полуавтоматом
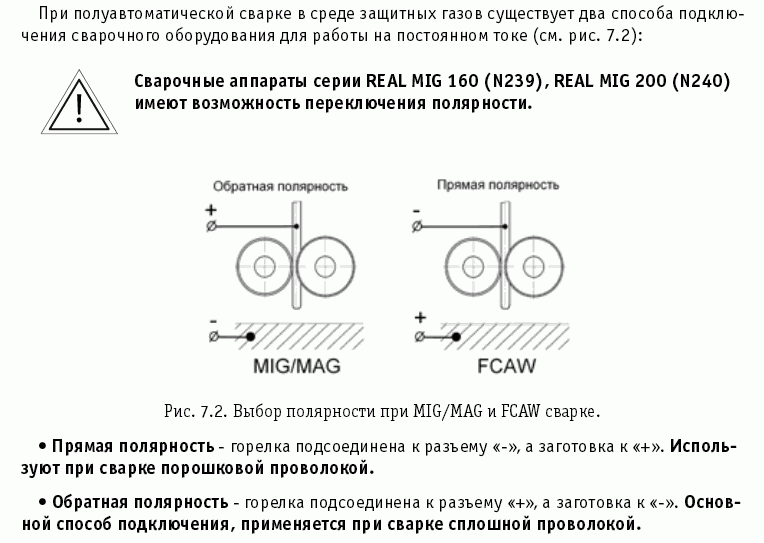
Большая часть полуавтоматов, представленных на рынке, “по умолчанию” настроена на прямое подключение, требующее использования тонкой омедненной проволоки при сварке. Если в вашем распоряжении имеется более толстая порошковая проволока, то разумнее будет использовать обратное подключение. Для переподключения в данном случае придется повозиться — в случае с полуавтоматом часто требуется снимать боковую крышку и подключать кабеля к клеммам, что не очень удобно.
Сварка инвертором
Прямая и обратная полярность при сварке инвертором настраивается значительно проще, чем в случае с полуавтоматами. В большинстве случаев для смены режима будет достаточно поменять местами кабеля.
Интересно! Все, что вам стоит знать о аппарате для задач лазерной сварки
Электрододержатель
Как уже упоминалось, обратное подключение приводит к значительному нагреву сварочных электродов (вплоть до 1000 градусов) даже при сравнительно небольшом токе. Именно поэтому мы рекомендуем вовремя обзавестись качественным электрододержателем. Главное, на что стоит обратить внимание при выборе — изоляция рукояти.
Именно поэтому мы рекомендуем вовремя обзавестись качественным электрододержателем. Главное, на что стоит обратить внимание при выборе — изоляция рукояти.
Сварочные электроды
Сварка прямая и обратная полярность, разница между которыми была подробно объяснена в данном материале, требует грамотного выбора электродов, однако вы можете схитрить и приобрести универсальный вариант. Среди наиболее популярных брендов универсальных электродов можно упомянуть Lincoln Electric и СпецЭлектрод.
Выбор инвертора и его эксплуатация
Выбирая инвертор, следует, в первую очередь, обращать внимание на его класс. Для большинства “гаражных” работ будет вполне достаточно обычного бытового инвертора с диапазоном сварочного в пределах от 120 до 200 А. Если вы планируете зарабатывать на сварочных работах, имеет смысл присмотреть профессиональную модель с большим набором функций и значением тока на уровне 200-300А. В числе прочих важных нюансов, на которые стоит обратить внимание при выборе также:
- Защита. Наиболее качественный модели инверторов имеют показатель защиты в районе 20-25%. Этот показатель демонстрирует, насколько значительные перепады напряжения в сети может сравнительно безболезненно пережить прибор.
- Вентиляция. Качественная туннельная вентиляция не только продляет срок службы устройства, но и избавляет вас от необходимости в слишком частой чистке инвертора. Модели же с простой вентиляцией рекомендуется основательно очищать от пыли изнутри вручную.
- Надежность. Поинтересуйтесь у продавца о наличии в продаже печатных плат для ремонта выбранной вами модели. Если они доступны только под заказ — велика вероятность того, что прибор достаточно надежен и не будет регулярно выходить из строя.
 Наиболее качественный модели инверторов имеют показатель защиты в районе 20-25%. Этот показатель демонстрирует, насколько значительные перепады напряжения в сети может сравнительно безболезненно пережить прибор.
Наиболее качественный модели инверторов имеют показатель защиты в районе 20-25%. Этот показатель демонстрирует, насколько значительные перепады напряжения в сети может сравнительно безболезненно пережить прибор. Хорошим “бонусом” также является наличие дополнительных функций. Чаще всего такие функции нацелены на упрощение жизни сварщика. Имейте в виду, что чаще всего в рекламных объявлениях подается не вполне правдивая информация касательно дополнительных функций.
Полярность переменного и постоянного тока при сварке шпилек
Опубликовано
При приваривании шпилек существует две полярности электрического тока, которые можно использовать в зависимости от сварочной ситуации и используемых инструментов: переменный ток (AC) и постоянный ток (DC). По большей части полярность постоянного тока используется почти во всех приложениях для приварки шпилек. Однако бывают случаи, когда полярность переменного тока необходима и выгодна.
Полярность постоянного тока при приварке шпилек
Полярность постоянного тока движется по прямой линии. Электрический ток, положительный или отрицательный, течет непосредственно от источника питания через инструмент и подается на место сварки либо при сварке конденсаторным разрядом, либо при дуговом токе. Обычно используется сварка постоянным током, поскольку она обеспечивает более контролируемый сварной шов с более плавной дугой, которая является стабильной и предсказуемой. Сварка постоянным током в положительном направлении обеспечивает большее проникновение в поверхностный материал для сварки шпилек, предназначенных для тяжелых условий эксплуатации, в то время как сварка постоянным током в положительном направлении обеспечивает более легкое проникновение, но большее наплавление для эффективных сварных швов на тонколистовом металле.
Полярность переменного тока при приварке шпилек
Полярность переменного тока имеет сбалансированный переход между положительными и отрицательными постоянными токами во всем приложении. Из-за этого сварка на переменном токе предпочтительнее, чем на постоянном токе, если вам нужен меньший провар и в целом другой тип сварного шва. Сварка переменным током является второстепенным вариантом, если местонахождение рабочего места обеспечивает только этот тип тока, но она также используется в специализированных сварочных процессах, таких как сварка намагниченных материалов. Кроме того, сварка переменным током широко используется в судостроении, ремонте и других проектах, где требуются быстрые и легко переносимые сварочные инструменты. Тем не менее, сварка переменным током часто дает большие брызги и является более грязным сварным швом, чем сварка шпилек постоянным током.
Узнайте больше от Northland Fastening Systems
Если вы используете приварку шпилек любого типа на своем рабочем месте, Northland Fastening Systems может помочь вам определить, какой вариант лучше — сварка на переменном или постоянном токе.
Усовершенствованная плазменная дуговая сварка с переменной полярностью
- Our Publications
- The FABRICATOR
- The WELDER
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
- From The FABRICATOR
Обеспечение безопасности с помощью ручной лазерной сварки в цехе металлообработки
Сила семейной компании по производству металлоконструкций, насчитывающей несколько поколений
Небольшой калифорнийский цех по производству металлоконструкций предоставляет реквизит для Голливуда.
Обучение персонала, занимающегося штамповкой металла, использованию сервопрессов
Обнаружение возникновения заедания при штамповке из алюминиевого сплава, часть III
Основы штамповки: глубокая вытяжка
- От The WELDER
The Last Pass: Новое приключение для давнего сварщика
Металлургический цех в Вашингтоне расширяется благодаря алюминиевым конструкциям технологии должны повышать качество жизни сварщиков
- Из The Tube & Pipe Journal
Что могут сделать производители металлоконструкций, когда ломается трубогиб
Лазерная система фокусирует контроль сварных швов труб на данных
Планирование перехода для всего предприятия компании
Экономически эффективная автоматизация процесса гибки труб в цехе
- From The Fabricator en Español
Encontrando el punto óptimo para la roladora de placa de dos rodillos
Factores clave para la seguridad de la soldadura con cobot
Consejos para un aserrado exitoso en materiales no ferrosos
- From The Additive Report
Компания, занимающаяся 3D-печатью, растет, сосредоточившись на более широкой картине
Шесть тенденций в области аддитивного производства, которые следует учитывать
Использование процесса сварки алюминиевых сварных заготовок на заказ
- Крис Пилчер и Джон Микели
- 29 ноября 2000 г.
- Статья
- Дуговая сварка
- Присоединиться к обсуждению

Автомобильные компании изо всех сил пытаются производить более экономичные автомобили, способные соответствовать новым строгим корпоративным требованиям к среднему расходу топлива (CAFE). Эти экологически чистые виды транспорта варьируются от аккумуляторных до топливных элементов и более чистых автомобилей, работающих на бензине.
Потеря веса является важным фактором для достижения этих целей; поэтому алюминий все чаще используется в производстве внутренних и внешних компонентов кузова автомобиля в дополнение к его более традиционной роли в отливках и поковках. Многие компании борются с производством специально сваренных заготовок (TWB) из алюминиевого сплава (AA), и ни один процесс соединения не стал ведущей технологией в этом процессе.
Очень мало внимания уделяется методу плазменно-дуговой сварки с переменной полярностью (VP-PAW).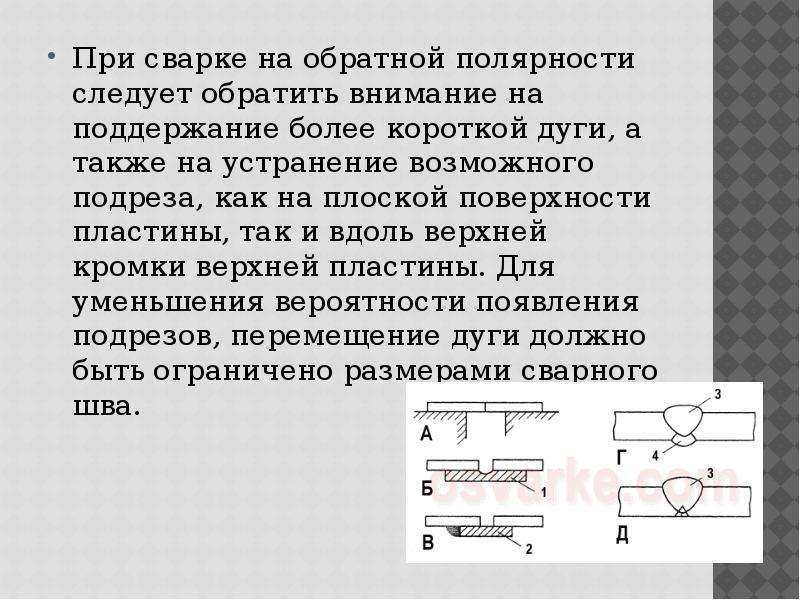 Этот метод сварки является проверенной формой сварки AA в сложных и ответственных условиях, таких как производство многих алюминиевых компонентов, включая криогенные топливные баки для космических челноков и других коммерчески доступных ракет-носителей.
Этот метод сварки является проверенной формой сварки AA в сложных и ответственных условиях, таких как производство многих алюминиевых компонентов, включая криогенные топливные баки для космических челноков и других коммерчески доступных ракет-носителей.
PAW с переменной полярностью также используется в производстве компонентов автомобильных кондиционеров, при этом ежедневно производятся тысячи деталей. Использование этого метода с надлежащим графиком сварки и подготовкой деталей позволяет стабильно получать сварные швы рентгеновского качества. Кроме того, профиль сварного шва, полученный с помощью VP-PAW, улучшает характеристики текучести материала алюминия, создавая оптимальный профиль сварного шва для формирования AA TWB.
В этой статье обсуждаются металлургические аспекты, которые необходимо учитывать перед сваркой АА. Затем следует описание VP-PAW и его применения для других видов транспорта. Статья завершается некоторыми результатами выполненных работ по изготовлению пригодных к производству ТВП АР.
Металлургические соображения
Необходимо учитывать металлургические характеристики алюминиевого сплава (см. Таблица 1 ), который будет использоваться в свариваемой по индивидуальному заказу заготовке. Короче говоря, свариваемые и несвариваемые марки алюминия можно разделить на термообрабатываемые и деформационно-упрочняемые. Термообрабатываемые марки можно сваривать, но для предотвращения растрескивания при затвердевании требуется легирующий наполнитель.
Еще одной характеристикой алюминия является его восприимчивость к окислению. Алюминий легко образует оксиды, что затрудняет сварку. Оксиды задерживаются в сварочной ванне, образуя включения и создавая слабые соединения, склонные к разрушению. Оксиды обычно удаляются одним из следующих трех методов, используемых при сварке с переменной полярностью: химическое травление, механическое шлифование или катодное травление.
Алюминиевые сплавы также подвержены пористости при сварке. Пористость обычно возникает, когда сварочная ванна поглощает водород.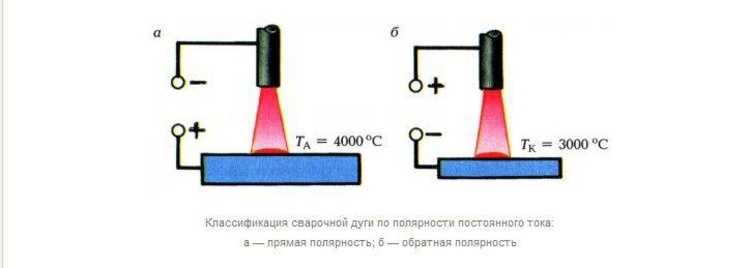 Растворимость водорода в алюминии очень высока в расплавленном состоянии и требует хорошего газового покрытия для обеспечения защитной среды. Распространенными источниками водорода являются вода в виде влаги на поверхности металла, утечки защитного газа и водяные пятна. Масло и другие смазочные материалы также действуют как источники водорода.
Растворимость водорода в алюминии очень высока в расплавленном состоянии и требует хорошего газового покрытия для обеспечения защитной среды. Распространенными источниками водорода являются вода в виде влаги на поверхности металла, утечки защитного газа и водяные пятна. Масло и другие смазочные материалы также действуют как источники водорода.
Определение дуговой плазменной сварки с переменной полярностью
Плазменно-дуговая сварка представляет собой гибридный метод GTAW. Оба метода используют вольфрамовый электрод, но горелки у них разные. Дуга GTAW имеет форму колокола, в отличие от сильно сфокусированной дуги, создаваемой горелкой PAW.
Электрод в горелке PAW окружен медным соплом с сужающим отверстием (см. Рисунок 1, вверху страницы ). Для зажигания дуги требуется два источника питания — пилотный источник, подключенный между электродом и соплом, и один для подачи тока между электродом и заготовкой.
Рисунок 3
При активации вспомогательного тока между электродом и отверстием возникает дуга. Поток газа ионизируется и образует плазменный шлейф, называемый дежурной дугой. Сварочная дуга или переносная дуга возникает, когда активируется основной источник питания, и она устанавливает путь тока через ионизированный газ от электрода к заготовке.
Поток газа ионизируется и образует плазменный шлейф, называемый дежурной дугой. Сварочная дуга или переносная дуга возникает, когда активируется основной источник питания, и она устанавливает путь тока через ионизированный газ от электрода к заготовке.
Дуга, создаваемая плазменной горелкой, жесткая и обеспечивает стабильность направления плазменной струи. Сильно сфокусированная дуга менее чувствительна к магнитным полям и блужданиям дуги. Высокая плотность тока и концентрация энергии создают суженную дугу, которая позволяет сваривать швы с более глубоким проплавлением и небольшой зоной термического влияния (ЗТВ). Что еще более важно, дуга также менее чувствительна к изменениям дугового промежутка или зазора, что делает ее более желательной для производственной среды.
Источник питания PAW с переменной полярностью позволяет точно настроить форму волны тока. Полярность дуги можно переключать и контролировать, изменяя количество отрицательной полярности электрода постоянного тока (DCEN) или прямой полярности, и положительной полярности электрода постоянного тока (DCEP) или обратной полярности.
Эти параметры переменной полярности запрограммированы в источнике питания для получения наиболее эффективной сварки VP-PAW. Пример, показанный в Рис. 2 , демонстрирует типичную форму волны и параметры сварки с переменной полярностью, необходимые при сварке алюминиевого сплава толщиной 6 миллиметров.
| Variable-polarity Welding Parameters | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 5456 Aluminum | 2219 Aluminum | 5086 Aluminum | |||||||||
| D C E N | ↑ 145 А ↓ | 19 мс | |||||||||
| D C E N | ↑ 140 А ↓ | 19 мс | |||||||||
| D C E N | ↑ 130 А ↓ | 19 мс | 18 | 18 | |||||||
| D C E P | 3 ms | ↑ 185 Amps ↓ | D C E P | 3 ms | ↑ 180 Amps ↓ | D C E P | 4 мс | ↑ 180 А ↓ | |||
| Рис.  2. 2. Светло-золотые и темно-золотые части показывают ток в амперах и его продолжительность в масштабе.
| |||||||||||
Как упоминалось ранее, алюминий имеет тенденцию к образованию оксидов, и этот барьер необходимо удалить для получения качественного сварного шва. Одним из таких методов является катодное травление металла при сварке с переменной полярностью. Чтобы понять этот эффект, важно различать и объяснять два типа полярности электродов, которые создают переменную полярность. Эти различные формы полярности электродов (см. Рисунок 3 ) известны как прямая полярность (DCEN) и обратная полярность (DCEP).
Прямая полярность обеспечивает более высокую эффективность дуги по сравнению с обратной полярностью. При обратной полярности большая часть тепла не передается детали. Основным преимуществом обратной полярности является возможность очистки/травления поверхности сварного шва. Эффект травления необходим для удаления оксида и получения высококачественного сварного шва алюминия. Кроме того, катодное травление, производимое DCEP, значительно улучшает характеристики течения сварочной ванны, что делает возможной сварку в замочную скважину. Визуально алюминиевое соединение, сваренное ВП, выглядит чистым с четкими признаками протравленной зоны.
Сварка Сварные заготовки
Отсутствие переменного управления формой сигнала переменного тока ограничивает использование AC DCEP. Сварщик не может оптимизировать дугу для теплопередачи и очистки. Процесс, который сочетает в себе обе эти формы полярности электродов, использует преимущества высокой производительности сварки DCEN и очищающего эффекта сварки DCEP.
| Тест Номер | Высота купола (мм) | Пиковое усилие (кН) | Комментарии |
|---|---|---|---|
| 1 Двухосный | 19,9 | -21,8 | Цикл испытания завершился до разрушения образца |
| 2 Двухосный | 20,6 | -24.1 | Разрушение более тонкого основного материала 2,5 мм от сварного шва |
| 3 Двухосный | 19,2 | -21,4 | Разрушение более тонкого основного материала на расстоянии 3,0 мм от сварного шва |
| 4 Двухосный | 20,2 | -24,3 | Разрушение более тонкого основного материала на расстоянии 2,5 мм от сварного шва |
| 5 Двухосный | 19,8 | -22,6 | Цикл испытаний завершился до разрушения образца |
| 6 Двухосный | 18,6 | -24,8 | Разрушение более тонкого основного материала на расстоянии 2,0 мм от сварного шва |
| 7 Двухосный | 17,7 | -22,6 | Цикл испытаний завершился до разрушения образца |

| Тест № | Высота купола (мм) | Пиковое усилие (кН) | Комментарии |
|---|---|---|---|
| 1 Плоская деформация | 18,8 | -22,0 | Шейка в основном материале 4 мм от сварного шва |
| 2 Плоская деформация | 18,8 | -18,8 | Разрушение более тонкого основного материала на расстоянии 2,0 мм от сварного шва |
| 3 Плоская деформация | 19,6 | -23,2 | Разрушение более тонкого основного материала на расстоянии 8,0 мм от сварного шва |
| 4 Плоская деформация | 19,1 | -22,9 | Шейка в основном материале 4 мм от сварного шва |
В таблицах 2 и 3 показаны результаты испытаний на предельную высоту купола (LDH) 101,6 мм, выполненных на материале ASTM 5182. Геометрия сваренных образцов составляла 200 мм 200 мм для испытания на двухосное растяжение и 125 мм 200 мм для испытания на плоскую деформацию. Толщина материала составляла от 0,8 мм до 1,6 мм.
Геометрия сваренных образцов составляла 200 мм 200 мм для испытания на двухосное растяжение и 125 мм 200 мм для испытания на плоскую деформацию. Толщина материала составляла от 0,8 мм до 1,6 мм.
Сварка выполнена в поперечном направлении к направлению прокатки. Смазочные материалы для уменьшения трения не использовались. Скорость сварки для этих испытаний составляла 2,5 м/мин. Все сварные швы были выполнены с использованием источника питания VP-PAW на 400 ампер, интегрированного с простой закаточной машиной.
На рис. 4 показан сварной шов
профиль заготовки, изготовленный с использованием VP-PAW. Сварной валик имеет плавный переход между двумя материалами разной толщины. Этот профиль способствует улучшенному течению материала и позволяет получить панель с улучшенными характеристиками штамповки по сравнению с профилями, изготовленными с меньшим валиком сварного шва. Важно отметить равноосные зерна, которые образуются при пульсации тока во время сварки. Эта зернистая структура способствует улучшенной формуемости.
Эта зернистая структура способствует улучшенной формуемости.
Образец, показанный в Рис. 5 , представляет собой макроскопический вид сварного шва, полученного методом VP-PAW. Белая область вокруг сварного шва представляет собой зону катодного травления. Опять же, в VP-PAW полярность дуги можно переключать и контролировать, изменяя количество DCEN (прямая полярность) и DCEP (обратная полярность).
Выводы
VP-PAW — это проверенный и стабильный метод сварки многих типов алюминиевых сплавов в жестких условиях. Две формы полярности электродов, полученные с помощью VP-PAW, катодно травят металл, удаляя слой оксида алюминия. Удаление этого слоя необходимо для получения качественных сварных швов. Эти характеристики VP-PAW могут помочь преодолеть металлургические препятствия сварки АА.
VP-PAW — это операция, которая используется в высокопроизводительных приложениях. Гибкость в отношении расстояния зазора и размера дуги делает подгонку более щадящей, чем некоторые другие традиционные методы изготовления TWB. Сжатая дуга также создает профиль сварного шва, способствующий хорошему течению металла.
Сжатая дуга также создает профиль сварного шва, способствующий хорошему течению металла.
Характеристика отражения алюминия не влияет на VP-PAW, поэтому рабочая скорость максимальна. Типичная скорость шовной сварки приближается к 5,5 м/мин, что позволяет производить такое количество AA-TWB, которое, по прогнозам, будет произведено в течение следующих нескольких лет.
Для будущих высокопроизводительных операций VP-PAW можно комбинировать с лазером для получения металлургически качественных сварных швов. Катодное травление, производимое VP-PAW, резко снижает отражение алюминия, позволяя лазеру сваривать его.
Об авторах
Крис Пилчер
Старший инженер-механик
Liburdi Pulsweld Corp.
23814 Michigan Ave., Suite 315
Дирборн, Мичиган 49127-
935-25 8 3105660007См. Подробнее Криса Пилчера
Джон Мишели
Инженер-металлургический инженер
Liburdi Pulsheld Corp.
23814 Michigan Ave., Suite 315
Dearborn, Mi 48124
-278-278-35778757787577578-3578-35778-3578-35778-3578-3578-3507-3507-3507-3507-3578-278-3578-3578-3578-3578-35778-3507-3507.
О публикации
Подробнее об этом выпуске
Посмотреть цифровое издание
Подписаться на FABRICATOR
Найти FABRICATOR на Facebook
Найти FABRICATOR на Twitter
Подпишитесь сейчас
FABRICATOR — ведущий журнал Северной Америки, посвященный формовочной и металлообрабатывающей промышленности. В журнале публикуются новости, технические статьи и примеры из практики, которые позволяют производителям выполнять свою работу более эффективно. FABRICATOR работает в отрасли с 1970 года.
начать бесплатную подписку
- Оставайтесь на связи из любого места
Легкий доступ к ценным отраслевым ресурсам теперь с полным доступом к цифровой версии FABRICATOR .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии СВАРОЧНЫЙ МАШИНОСТРОИТЕЛЬ .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровому изданию The Tube & Pipe Journal .
Получите полный доступ к цифровому изданию журнала STAMPING Journal , который обслуживает рынок штамповки металлов последними технологическими достижениями, передовым опытом и отраслевыми новостями.
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии The Fabricator en Español .
- Подкастинг
Тиффани Орф присоединяется к подкасту The Fabricator, чтобы рассказать о Welding Women Syndicate, Исследовательской академии и ее усилиях по… Актуальные статьи
1
Слияния и поглощения в сфере производства: вместе мы делаем лучше реальность
2
Шведский производитель скутеров изгибает листовой металл, заботясь об экологической устойчивости реквизит для Голливуда
5
Сила многопоколенческой семейной компании по производству металлоконструкций
- Отраслевые события
2023 FMA Annual Meeting
- February 28 — March 2, 2023
- Las Vegas, NV
World-Class Roll Forming Workshop
- April 18 — 19, 2023
- Elgin, IL