Сварочный полуавтомат для сварки алюминия
Сварочный полуавтомат для сварки алюминия по своему принципу работы близок к распространенным аппаратам для сварки черных металлов. Но алюминий и его сплавы считаются трудными металлами для сварки и процесс имеет ряд ограничений и особенностей. Наибольшее распространения получил метод MIG/MAG, который заключается в том, что сварка производится в газовой среде с автоматической подачей проволоки.
Особенности сварки алюминия полуавтоматом
Есть несколько причин, которые заставили инженеров разрабатывать сварочное оборудование с учетом особенностей свойств алюминия, среди них:
- повышенная теплопроводность, в 5-6 раз выше, чем у стали;
- быстрообразующаяся малозаметная оксидная пленка с высокой плотностью и высокой температурой плавления;
- низкая температура плавления;
- образование кратера в конце шва.
Современный полуавтомат для сварки алюминия позволяет преодолеть трудности работы. Это достигается особыми параметрами сварочного оборудования.
- Высокая теплопроводность алюминия требует максимального сварочного тока аппарата не менее 200-500 А.
- Качественная сварка производится импульсным током. Высоковольтный импульс разрушает оксидную пленку, а в режиме номинального напряжения образовывается сварочная ванна. Также при этом режиме снижается брызгообразование. Дешевые сварочные аппараты, работающие на постоянном токе, образовывают шов невысокого качества.
- Широкий диапазон регулировок силы сварочного тока не позволяет поднять температуру сварки настолько, что будут образовываться прожоги металла.
- Специальная программная функция, корректно завершающая сварочная шов без образования кратера.
- Повышенная скорость подачи проволоки четырьмя роликами с тефлоновым вкладышем. Это не позволит проволоке скручиваться кольцами.
Аппараты, поддерживающие такие функции и параметры, обеспечивают профессиональное качество сварки.
Плюсы и минусы сварки алюминия полуавтоматом
Прежде, чем выбирать сварочный аппарат для сварки по алюминию, необходимо взвесить положительные и отрицательные стороны технологии. После этого можно принимать решения.
относительно низкая цена
доступность расходных материалов на рынке
быстрая подготовка к работе и высокая скорость процесса
универсальность, работает с разными металлами
обязательное использование газа
сложность подбора толщины проволоки при работе с материалами с неопределенным составом
Функциональность сварочных аппаратов
Производители постоянно совершенствуют сварочные аппараты полуавтоматы для сварки сплавов алюминия. В результате появилось множество режимов и дополнительных функций, повышающих качество. Конечно, повышается и цена. 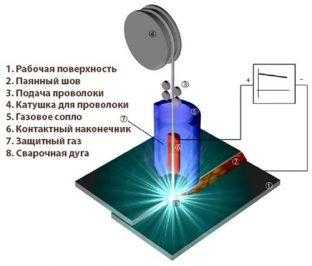 Чтобы не переплачивать за ненужные функции, необходимо понимать, для чего они нужны. Возможно, это просто маркетинговый ход производителя.
Чтобы не переплачивать за ненужные функции, необходимо понимать, для чего они нужны. Возможно, это просто маркетинговый ход производителя.
MIGPulse — один из самых распространенных и универсальных методов сварки с бесконтактным переносом капли от электрода в сварочную ванну. В этом режиме электрод никогда не касается ванны. Одна капля формируется за один импульс и передается дугой в зону сварки. Процесс сплавления металла происходит во время его остывания в фоновой фазе подачи напряжения между импульсами. Такой режим позволяет снизить скорость подачи проволоки. Скорость сварки и мощность дуги регулируется высотой и шириной пиков и расстоянием между ними. Режим не создает брызг и снижает риски образования холодного притирания.
DoublePulse MIG — в этом режиме импульсный ток имеет два уровня. Высокая фаза вбивает каплю в зону расплава. В низкой фазе импульса металл сваривается и остывает. Оператор может регулировать уровень площадок импульса и настраивать длину каждого импульса. Он полностью контролирует форму и амплитуду напряжения и может идеально подобрать сварочный режим.
Режим S4T позволяет управлять горелкой. Если в аппарате предусмотрена функция «Быстрый старт», которая активируется нажатием триггера горелки, оператор может начинать сварку алюминия без предварительного нагрева — на холодную. После отпускания триггера сила сварочного тока снижается до рабочего.
DownSlope — обеспечивает заварку кратера в конце шва, плавно снижая силу сварочного тока.
Регулировка индуктивности дуги позволяет снизить разбрызгивание и повысить качество соединения. Изменяется в зависимости от толщины проволоки.
Цифровое управление значительно сокращает время настройки параметров сварки. Благодаря синергетическому управлению, практически все параметры сварки устанавливаются автоматически. От оператора требуется лишь указать толщину проволоки и тип металла. Компьютер имеет несколько программ сварки в памяти, что позволяет мгновенно установить идеальный режим работы.
4-х роликовый механизм обеспечивает плавную протяжку проволоки. В отличие от сварочных аппаратов для черных металлов, где достаточно иметь 2-х роликовую систему подачи присадочного материала, в полуавтомате для сварки сплавов алюминия необходимо использовать только 4-х роликовый механизм. Это обусловлено тем, что проволока для сварки алюминия не жесткая и мягкая и может путаться, образовывая кольца. Поэтому для нее необходима более сложная система подачи с регулировками натяжения и тефлоновыми каналами.
Обзор популярных моделей
Промышленностью предлагает массу сварочных полуавтоматов. В обзоре описываются три популярные модели, отсортированные от простых и дешевых к сложным и дорогим.
VEGAMIG 180/2 TURBO
Бытовой сварочный аппарат, работающий от однофазной сети в режиме MIG/MAG, предназначен для сварки алюминия, черных металлов и нержавеющей стали в аргоновой среде. Агрегат создает сварочный ток в диапазоне от 30А до 170А при потребляемой мощности 5,2кВт.
Хотя аппарат и считается бытовым, не в каждой квартире проводка выдержит нагрузку с током 23А. Поэтому, прежде чем включить прибор, обратите внимание — на какую силу тока рассчитана сеть в вашем доме, гараже или мастерской.
Сварочный полуавтомат VEGAMIG 180/2 TURBO по алюминию поддерживает использование проволоки диаметром 0,8-1 мм и может сваривать листы толщиной до 2 мм. Дуга образовывается постоянным током.
Оснащен двумя ступенчатыми регуляторами:
- силы тока;
- скорости подачи проволоки.
Автоматические регулировки отсутствуют, поэтому, работая с аппаратом, сварщику следует надеяться только на свои знания и опыт.
Выбирая сварочник, обратите внимание на класс защиты. Для VEGAMIG 180/2 TURBO присвоен класс IP21, а это значит, что его нельзя использовать вне помещений.
PICOMIG 180 PULS
Мобильный инверторный полуавтомат сварки MIG/MAG, поддерживающий импульсный режим сварки. Всего аппарат поддерживает четыре типа сварки на профессиональном уровне:
- MiG/MAG;
- MiG/MAG PULS;
- ММА;
- TiG DC.
Устройство питается от однофазной сети, потребляет 6,4кВа и поддерживает максимальный сварочный ток 170А.
Агрегат оснащен системой автоматических регулировок, электронным блоком управления и цифровым дисплеем.
Прибор поставляется с минимальным набором аксессуаров “readytoweld”.
СПИКА ALUMIG 300 P DpulseSynegric
Универсальный сварочный аппарат работает в режимах полуавтомата MIG/MAG и ручной сварки дугой MMA. Благодаря широкому ряду настроек рабочего процесса, агрегат сваривает не только алюминий, но и цветные, черные металлы, нержавеющую и оцинкованную сталь.
Аппарат питается от трехфазной сети и может создавать максимальный сварочный ток в режимах: MIG — 300А и MMA — 250A. Этого достаточно, чтобы обеспечить качественную работу в промышленных условиях. Устройство можно использовать, всюду, где электрическая сеть сможет обеспечить мощность 10.60 kVa.
Устройство обладает рядом полезных функций, среди которых:
- MIGPulse;
- DoublePulse MIG
- режим S4T;
- быстрый старт;
- DownSlope
- и др.
Сварочный аппарат оснащен компьютером с цифровым дисплеем для синергетического управления. В памяти хранится 10 программ наиболее часто используемых процессов. Переход от одного вида сварочных работ к другому занимает несколько секунд. Синергетическое управление автоматически устанавливает силу тока, частоту и форму импульсов в зависимости от толщины проволоки и типа металла.
Вывод
Выбирая сварочный полуавтомат для алюминия, следует точно понимать, для чего он вам нужен. Одно дело, когда вам необходимо подварить что-то на даче и другое дело, когда вы оказываете сварочные услуги или затеваете производство. Сварочные аппараты недешевы, поэтому выбирайте оптимальный вариант, учитывая:
- силу сварочного тока;
- наличие синергетического управления;
- универсальность и наличие возможности ручной сварки;
- класс защиты;
- комплектность;
- присутствие программных функций и памяти настроек для разных процессов;
- цену.
Также обязательно следует удостовериться, что ваша электрическая сеть поддерживает потребляемую мощность приобретаемого аппарата.
Если вас интересует тема сварки алюминия полуавтоматом, выскажите свое мнение, предложите идеи или поспорьте с автором в блоке комментариев. Это интересно.
wikimetall.ru
Газ для полуавтоматической сварки: виды и особенности
Зачастую сварочный полуавтомат используют в связке с проволокой без защитной среды, которая свойственна электродам. При этом возникает опасность негативного влияния кислорода на сварочную ванну. Попадая из атмосферы кислород ухудшает качество сварного шва, а само соединение ненадежно и легко подвержено механическому воздействию.

Этих трудностей можно избежать путем изоляции сварочной ванны с помощью газа. Конечно, вы можете применить метод обмазки электрода и использовать его, но связка проволока+газ гораздо эффективнее. В этой статье мы подробно расскажем, какой газ применять при сварке полуавтоматом, где он применяется и какие достоинства есть у такого метода сварки.
Содержание статьи
Область применения защитного газа для сварки полуавтоматом
Область применения защитного газа широка: без него невозможно представить процесс сварки полуавтоматическим сварочным аппаратом (кроме тех случаев, когда используется самозащитная проволока), газ широко используется в авторемонтных мастерских, а также в цехах для сборки сложных конструкций из цветного металла. Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Какой газ нужен для сварки полуавтоматом

Выбирая, какой газ использовать для полуавтоматической сварки, нужно заранее знать виды и свойства каждого из газов, используемых в работе сварщика. Зачастую используются следующие газы:
- Аргон. Используется чаще всего. Незаменим при применении аргонодуговой сварки (она же TIg-сварка). Аргон относится к инертным газам, поэтому его можно использовать для работы с химически активными и тугоплавкими металлами.
- Гелий. Еще один инертный газ, часто применяемый при сварке полуавтоматом. Позволяет получить широкие качественные швы.
- Углекислота. Углекислый газ активен, применяется для полуавтоматической сварки на короткой дуге. Его можно использовать как в чистом виде, так и смешивать с инертными газами.
- Смеси из этих газов в различной пропорции
Критерии выбора
На какие критерии опираться при выборе газа для сварки? Прежде всего, обратите внимание на показатель температуры, который может обеспечить каждый вид газа. От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.

Обратите внимание! Если вы выбираете вещество и знаете, что будете хранить его долго, то отдайте предпочтение готовым газам. Не добывайте газы с помощью генератора. Эта особенность неактуальна, если вы планируете недолго хранить выбранный газ.
Технология сварки
Технология сварки с помощью газа будет одинаковой и в случае с использованием сварочной смеси, и в случае с использованием углекислоты. Ниже вы можете видеть таблицу с рекомендуемыми режимами сварки в углекислоте.

При газовой сварке крайне важно соблюдать технику безопасности. Перед работой обязательно проверьте все компоненты, их работоспособность и исправность. Особенно это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен полностью заполнять сварочную ванну, только в этом случае его применение даст нужный результат.
Особенности выполнения сварки под газом
Перед тем, как приступить к работе, учтите следующие важные особенности. Достичь наилучшего качества сварных швов можно лишь в том случае, если на сварочном аппарате правильно установлена мощность, проволока, защитный газ для сварки полуавтоматом и их подача подобраны в соответствии с той задачей, которую необходимо выполнить. Здесь не получится найти универсальный метод.
Учтите, что свариваемые поверхности будут довольно медленно нагреваться и охлаждаться. Поэтому нужно регулировать температуру пламени, если вы свариваете стальные или титановые детали. Температура регулируется в соответствии с положением пламени и изменяется вместе с углом наклона.

Для кузовных сварочных работ или сваривания трубопровода на улице лучше использовать баллоны с меньшим давлением, это упрощает сварку. В свою очередь, баллоны с высоким давлением максимально эффективны, если вы не перемещаетесь во время проведения сварочных работ.
При сварке с газом рекомендуется использовать проволоку с кремнием и марганцем в составе. В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
Преимущества сварки с помощью газа
Любой выбранный вами газ, используемый при сварке полуавтоматом, даст следующие дополнительные преимущества:
- Качество сварного шва станет заметно лучше, а его механическая надежность, пластичность и плотность увеличится в разы.
- Производительность труда сварщика увеличивается, а значит и эффективность сварочных работ становится выше.
- Любой металл начинает плавиться гораздо быстрее, экономя время и ресурсы, при этом практически не разбрызгивается в ходе работы.
- Сварщик получает стабильную дугу, благодаря чему работать легче.
- Практически нет задымления.
Вместо заключения
Сейчас полуавтоматическое сварочное оборудование используется практически повсеместно, начиная от частных умельцев и заканчивая крупными предприятиями. Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Использование сварочного полуавтомата в связке с газом обеспечивает высокое качество работы. Конечно, себестоимость сварочных работ с использованием газа может показаться завышенной, но учитывайте, что газ расширяет ваши возможности и позволяет сваривать практически любые металлы. Зачастую именно профессионалы используют в своей работе газ, потому что сварка с помощью полуавтомата требует высокой квалификации, но ничто не мешает новичку попробовать этот метод сварки. Желаем удачи!
[Всего голосов: 12 Средний: 3.1/5]svarkaed.ru
Сварка полуавтоматом для начинающих — видео уроки и техника безопасности
Несмотря на то, что соединение полуавтоматической сваркой различных деталей во многом является высшим пилотажем для сварщиков-профессионалов, сегодня полуавтомат не такая уж и несбыточная идея – современные технологии позволили не только существенно уменьшить по весу и объему сварочный аппарат, но и приблизить технологию практически к любому кто желает научиться.

Среди сварочных полуавтоматов принято различать аппараты, работающие как с газовыми баллонами, так и использующими технологии сварки без применения инертного газа, заменив его специальным составом сварочной проволоки.
Сегодня, технология соединения деталей в среде инертных газов нашла широкое применение во всех областях, где необходимо соединение тонких металлических частей, в основном, полуавтоматы применяются в автомобильном сервисе – для проведения кузовного ремонта автомобилей, но это не единственное применение малогабаритных аппаратов.
Полуавтоматы работают на предприятиях машиностроения, судостроения, в ремонтных и сборочных предприятиях.
Преимущества и недостатки
 Популярность и широкое распространение технологии связаны с теми положительными сторонами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Популярность и широкое распространение технологии связаны с теми положительными сторонами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Во многом, это объясняется:
- Особенностью принципа работы – узкой зоной нагрева соединяемых поверхностей, при этом деформации подвергается небольшая поверхность соединяемых деталей.
- Достаточно щадящее воздействие на окружающие детали, в том числе и лакокрасочные покрытия, обгорает только небольшая зона, а остальная поверхность не страдает от теплового воздействия.
- В качестве электрода используется специальная проволока различного диаметра, при этом, время работы аппарата многократно увеличивается, снижаются затраты на расходные материалы.
К сожалению, есть и явные «минусы» полуавтоматической сварки:
- Основное – сложность оборудования, кроме самого сварочного аппарата необходимо иметь и газовый баллон с газом.
- Сварочные аппараты такого типа не совсем применимы в домашнем хозяйстве, в большинстве случаев достаточно и инвертора, а вот нужен он тем, кто всерьез занимается сварочным делом.
Технология и виды
 Сварка MIG/MAG
Сварка MIG/MAGВ основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
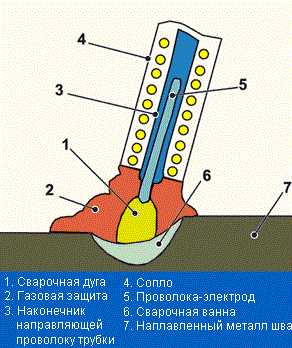
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.
Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).
Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Необходимые материалы и инструменты
 Устройство сварочного аппарата
Устройство сварочного аппаратаКак и для других методов электросварки, сварочные работы полуавтоматическим аппаратом проводятся при наличии полного комплекта оборудования – самого аппарата со всеми принадлежностями, соединяемых деталей металла, и, конечно же, защитной одежды – маски, перчаток, брезентовой куртки и брюк, рабочих ботинок с негорючей подошвой.
К самому аппарату, в зависимости от требуемой комплектации, требуется газовый баллон, по возможности специальный редуктор, соединительные шланги.
Для обслуживания газовой горелки, скорее всего, понадобится специальный спрей для очистки сопла горелки.
В качестве средств защиты рекомендуется использовать специальную шлем-маску сварщика с УФ-фильтром, срабатывающим при появлении сварочной дуги.
Для удобства работы, бывалые профессионалы рекомендуют обзавестись несколькими переносными прожекторами или хотя бы вкрутить в светильники лампочки помощнее.
Пошаговая инструкция по выполнению
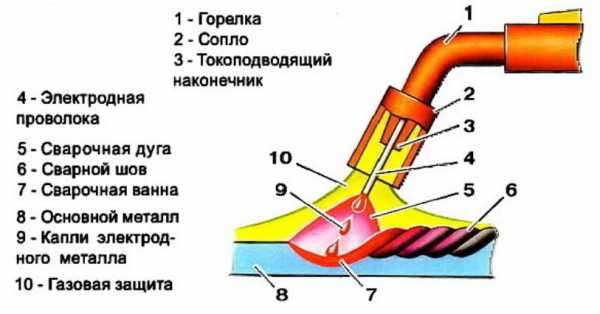 Схема сварки полуавтоматом
Схема сварки полуавтоматомНачало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов, подготавливается в противопожарном плане – убираются все горючие материалы и жидкости.
- Включается максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется соединения кабелей и шлангов, целостность удлинителей.
Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять – процесс пошел.
Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически останавливать работы, чтобы проверить качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавиши подачи проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов – очистить от шлака и повторить сваривание этом месте.
Техника безопасности
Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без. При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию. Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами – бензобаками, канистрами, бочками.
Работая полуавтоматическим сварочным инвертором наилучшего успеха можно добиться сваривая тонкий металл. И, несмотря на сложность оборудования, это получится даже у новичков.
Но для такого успеха нужно:
- При сварке такого металла рекомендуется отрегулировать подачу сварочной проволоки.
- Соединяемые части рекомендуется предварительно очистить от грязи, пыли и по возможности от масляных и жирных загрязнений.
- При соединении тонкого металла следует использовать специальные зажимные приспособления, поскольку полуавтомат создает локальные точки нагрева, то соединение может получиться не совсем плотным.
- При больших объемах швов рекомендуется сначала прихватить металл в нескольких местах, а уже потом проводить сваривание по всей длине.
Советы и возможные ошибки
 Не стоит преувеличивать свои силы имея опыт работы с другими видами сварки.
Не стоит преувеличивать свои силы имея опыт работы с другими видами сварки.Работа сварщика требует глубоких знаний во многих отраслях знаний, в том числе и металловедении. Приступая к работе, опытный сварщик внимательно изучит не только метод сваривания деталей, но и их состав, и порядок проведения операций. Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
При работе полуавтоматом, много ошибок допускается при попытках соединить детали, имеющие защитное покрытие. Листы оцинковки или луженный оловом металл не получится сварить до того момента, пока не будет удалено защитное покрытие.
Начиная использовать полуавтомат, желательно прочесть инструкцию или руководство по эксплуатации. Это важно, поскольку в отличие от сварочного инвертора или трансформаторного аппарата в полуавтомате используется не только несколько видов проволоки, но и различные виды газа.
Кроме известных видов расходных материалов, владельцу такого инструмента нужно в обязательном порядке для продления ресурса горелки научиться применять еще и специальные спреи для очистки сопел горелки. Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.
Во время первого включения аппарата нужно знать, что учиться придется опять с первого шва и повторять ошибки по-новому:
- На начальном этапе обучения нужно научиться не только держать дугу, но и регулировать подачу проволоки, регулировать подачу газа.
- Рекомендуется сначала научиться формировать шов на обычном металле, а уже потом переходить на тонкий лист.
- Важно взять за привычку очищать от налета сопло после каждого сеанса работы.
Обзор сварочных полуавтоматов для дома в бытовых целях и для профессиональных сварщиков
Внедрение инверторной технологии в сферу создания электросварочного оборудования привело к тотальной миниатюризации и снижению энергоемкости аппаратов, предназначенных для электродуговой сварки металлов.
Появилось множество портативных, практически переносных приборов, обладающих при этом достаточно высоким функционалом. Сварочный инвертор для ручной дуговой сварки уже давно перестал быть редкостью в гаражах домашних мастеров, но для сварки тонких листов металла, а также изделий из цветных металлов, чугуна и нержавеющей стали гораздо больше подходит сварочный полуавтомат.
Какой из них лучше выбрать, решать следует, исходя из рекомендаций опытных сварщиков и обзора самых востребованных моделей.

Главные критерии выбора
Любой обзор следует начинать со знакомства с характеристиками прибора. Важнейшей технической характеристикой сварочного полуавтомата является максимальный ток сварки.
Именно этот параметр определяет, какая толщина металла под силу этому аппарату, и с каким диаметром сварочной проволоки он может работать. Большое значение допустимого рабочего тока обеспечивает запас по этому параметру, благодаря которому, работа сварочного полуавтомата осуществляется в менее напряженном режиме, что снижает вероятность возникновения неисправности и увеличивает срок его службы.
Вторым по важности параметром, который следует учитывать, выбирая сварочный полуавтомат для дома, считается показатель времени непрерывной работы аппарата.
В целях унификации этого показателя, принята специальная методика его определения. За основу берется десятиминутный период работы оборудования.
Затем определяется, какую часть этого времени аппарат может нести некоторую нагрузку без перегрева. Эта величина выражается в процентах от общей продолжительности контрольного периода.
Эту характеристику часто называют коэффициентом постоянного включения (ПВ). Она присутствует во всех обзорах сварочных полуавтоматов. Очевидно, что данный коэффициент взаимосвязан со значением сварочного тока, при котором проходят испытания.
Например, таблица технических характеристик сварочного полуавтомата может содержать такие данные: ПВ = 100% при I = 100 А, ПВ = 50% при I = 150 А. Эта запись означает, что при значении сварочного тока 100 Ампер, аппарат способен работать в непрерывном режиме, а при токе 200 Ампер, должен производиться пятиминутный перерыв после каждых пяти минут сварки.
Дополнительные возможности
Выбирая полуавтомат для выполнения сварки, не стоит обходить вниманием наличие такой дополнительной функции, как возможность смены полярности. Такой режим может пригодиться при работе с некоторыми видами материалов и применении порошковой проволоки, без подачи защитного газа.
Очень большим преимуществом сварочного полуавтомата является возможность его использования для ручной дуговой сварки.
Некоторые же экземпляры, кроме названых режимов, предоставляют возможность выполнять аргонодуговую сварку неплавящимся электродом. Приобретая полуавтомат такого типа, можно получить универсальный аппарат на все случаи жизни.
В обзорах сварочных полуавтоматов наряду с инверторными аппаратами, присутствуют классические модели трансформаторного типа. Инверторные аппараты обладают более высоким функционалом, классические имеют более простую конструкцию.
Популярные модели
Существует специализированные источники, которые публикуют сравнительные обзоры полуавтоматов электродуговой сварки разных производителей и рейтинг лучших из них. Рассмотрим характеристики самых популярных моделей, входящих в топ многих обзоров.
Ресанта САИПА-135

Инверторный полуавтомат, один из самых миниатюрных в своем классе. Весит 11 кг.
Размещается в металлическом корпусе, боковая стенка которого открывается. На передней панели сварочного прибора, кроме гнезда для присоединения рукава горелки, располагаются ручки регуляторов величины сварочного тока и скорости подачи проволоки.
Имеются индикаторы включения в сеть и перегрева. Аппарат снабжен системой принудительного охлаждения, а также встроенной электронной защитой от перегрева.
Несколько озадачивает заявленный производителем допустимый уровень питающего напряжения – 220 В ± 10%, при том, что схема полуавтомата инверторная и не должна быть столь критичной к перепадам напряжения питания.
Суммируя отзывы об этом полуавтомате, можно сказать, что это неплохой вариант для новичков и не очень интенсивного использования. Сравнительно недорогая модель, но и большими возможностями не обладает. Предел толщины свариваемого металла составляет 6 мм.
Aurora OVERMAN 160

Однофазные инверторы этой модели могут питаться от напряжения 220 В ± 15%, согласно данным производителя. Регулирование сварочного тока осуществляется в пределах 40 – 160 Ампер.
Из сети потребляется мощность 4 кВт. Сварка осуществляется с довольно высоким коэффициентом полезного действия, достигающего 80%. Пользователями отмечается высокое качество сборки полуавтоматов этого производителя.
Отмечается довольно высокая цена изделия, которая оправдывается тем, что данный полуавтомат может быть востребован даже профессионалами, хотя скорость выполнения сварочных работ несколько отстает от большинства приборов из профессионального сегмента.
Сварог EASY MIG 160 N213

Следующим в обзоре идет инверторный сварочный полуавтомат фирмы Сварог, имеющий функцию ручной сварки ММА. Сварочный ток регулируется в пределах от 10 до 160 ампер как в режиме ручной, так и полуавтоматической сварки.
Время непрерывной работы инвертора при максимальном сварочном токе составляет 60%, при значении же тока до 130 ампер, полуавтомат может работать непрерывно.
Сварка в ручном режиме может осуществляться электродом до 3 мм. Диапазон напряжения на входе питания – от 187 вольт до 253 вольта, при потребляемой мощности от 7 до 10 кВт. Те, кто пользуется данным аппаратом, отмечают его высокую надежность.
Кедр MIG-175GD

Достаточно функциональные полуавтоматические аппараты Кедр, практически не уступающий лидерам обзоров. В активе функциональных возможностей имеются, помимо полуавтоматического, ручной и аргонодуговой режимы сварки.
Регулирование сварочного тока выполняется в диапазоне 20 – 175 Ампер при ручной сварке, 10 – 175 Ампер для аргонодугового процесса, и 50 – 175 Ампер в режиме полуавтомата.
Система регулирования параметров сварочного процесса выполнена оригинально. Управление осуществляется одной ручкой. Тип сварки выбирается нажатием одной из кнопок.
Отзывы о функционале и надежности данного устройства положительные, хотя принцип регулирования параметров не всем кажется достаточно удобным. Соотношение функциональных возможностей и цены этого устройства делают его одним из лучших для использования в качестве бытового сварочного полуавтомата.
FUBAG INMIG 200 PLUS

Один из самых дорогих, но и многофункциональных инверторных аппаратов, который представляют во многих обзорах, является полуавтомат FUBAG. Кроме распространенных режимов сварочных работ, полуавтоматического и ручного, имеется возможность работать с неплавящимся электродом в среде аргона.
Пределы сварочного тока в ручном режиме – от 20 до 170 Ампер. Тот же параметр в режиме полуавтомата регулируется от 30 до 200 Ампер, а сварка неплавящимся электродом ведется на токах от 15 до 200 Ампер.
Допустимый диапазон изменения напряжения питания находится в пределах 198 – 242 В. Величина полной мощности достигает значения 7,92 кВА.
Сварог MIG 250 Y

Еще один представитель торговой марки Сварог, включенный в обзор, считается одним из самых надежных аппаратов для электродуговой сварки. Находится в списке аттестационного комитета сварочного производства.
Функционал представлен режимами полуавтоматической и ручной сварки током до 250 ампер. Имеет трехфазное питание. Такой инвертор может выбрать настоящий профессионал, регулярно выполняющий большие объемы сварочных работ.
Лицевая панель полуавтомата вмещает регуляторы тока, напряжения дуги и скорости подачи проволоки. Кроме этого, регулируется индуктивность, влияющая на динамику дуги.
Имеется функция смены полярности. На задней стенке расположена розетка, служащая для подключения переносных ламп и электрооборудования, питающегося напряжением 36 вольт.
Небольшой обзор, представленный выше, призван помочь в выборе домашнего сварочного полуавтомата. Если даже выбор не будет сделан в пользу одного из описанных устройств, подход, основанный на анализе технических характеристик, поможет оценить достоинства других аналогичных приборов.
svaring.com
Какой выбрать сварочный полуавтомат. ТОП 10 лучших полуавтоматов
Полуавтоматы инверторного типа относятся к современным высококачественным инструментам для сварки. Благодаря им можно получить надежные швы даже на сложно свариваемых металлах. Также они хорошо подходят для работы с тонкими изделиями. Наличие горелки обеспечивает возможность прогревания перед сваркой и так далее. Несмотря на то, что многие параметры у данного типа схожи в различных моделях, все равно остается затруднительным вопрос, как выбрать сварочный полуавтомат. Дело в том, что основной проблемой остается разнообразие моделей, которые можно встретить на рынке.
Главной особенностью полуавтомата является возможность автоматической подачи проволоки, которая применяется как присадочный материал. Соответственно, здесь почти не применяются штучные покрытые электроды, за исключением некоторых моделей. Это усложняет подбор материалов, но делает сам процесс сварки намного лучше, чем это может обеспечить обыкновенный сварочный инвертор. К особенностям можно отнести также использование различных защитных газов. Такую технику выбирают по большей части люди с опытом, которые сталкиваются с серьезными и ответственными соединениями.
ТОП 10 сварочных полуавтоматов инверторов
Рассматривая как выбрать сварочный полуавтомат, стоит ознакомиться с теми вариантами, которые считаются лучшими на современном рынке:
Сварог ПРО MIG 200
Многие специалисты приходят к выводу, что данная модель является одним из лучших по соотношению цены и качества. Она не относится к разряду дешевых, но является универсальной. Модель поддерживает все виды проволоки. Чтобы переключить полярность, достаточно только сменить два положения соответствующей ручки, что ускоряет процесс перехода. Он может работать с обыкновенными электродам. Максимальный ток на датчиках составляет 200 А. Данная модель не требует принудительных остановок, если используются 4 мм электроды. Режим розжига касанием может быть задействован при TIG Lift. Главным нововведением и достоинством является особая схема управления дугой. Здесь можно выбирать настройки режимов и процесс все равно будет отличаться стабильностью.
Сварочный полуавтомат Сварог ПРО MIG 200
Кедр 175 GD
На втором месте обосновался отечественный «Кедр». Он также предназначен для полуавтоматической сварки и для обыкновенной. Чтобы изменить полярность, достаточно лишь поменять кабель на разъемах. Аппарат имеет программное управление. Чтобы установить параметр какого-либо режима, следует нажать на его кнопку, а затем воспользоваться многофункциональным регуляторам. Это не очень практично при частой перестройке, так как специалисты больше предпочитают индивидуальные классические регуляторы. Стабилизатор обеспечивает возможность вручную менять кривизну ВАХ, так что можно подстраивать технику для толстых и тонких изделий. Максимальный сварочный ток здесь составляет 175А. ПВ модели достигает 60%, что позволяет не делать паузы при электродах до 3 мм.

Сварочный полуавтомат Кедр 175 GD
Aurora PRO 200
На третьем месте расположился аппарат, предназначенный для большого объема работ. В нем имеется поддержка массивных катушек, что помогает сделать затраты на расходные материалы ниже. Данная модель от китайского производителя может работать с 20 кг катушками. Ее можно подключать к однофазной сети, а также она может выдерживать минимальное напряжение в 140 В. Они применяются чаще всего в сервисных центрах и в компаниях по производству металлоконструкций. Здесь применяются стандартные механические регуляторы функций и параметров. ПВ составляет 60%. Максимальный диаметр электродов, совместимый с моделью, составляет до 5 мм. Размеры аппарата заметно выше остальных моделей.

Сварочный полуавтомат Aurora PRO 200
Fubag Irmig 200
На четвертом месте стоит немецкий инвертор, который обладает высокой надежностью работы, но у него нет столь большого разнообразия параметров. Среди полупрофессиональной техники он является наиболее мощным. Максимальная сила тока здесь составляет 170А, но ПВ на таком токе будет всего лишь 20%. Лучше всего здесь подходят электроды толщиною в 2-3 мм. При использовании проволоки 0,8 мм, аппарат практически не перегревается во время длительной работы. ПВ 100% можно получить при токе в 90А. Среди ручек управления встречаются такие как регулятор скорости подачи проволоки, тока переключатель режимов и выключение питания. Полярность переключить можно при снятии боковой крышки.

Сварочный полуавтомат Fubag Irmig 200
Aurora PRO Overman 200
Пятое место занял аппарат, в котором нет широкого функционального разнообразия, так как он предназначен исключительно для сварки проволокой. Он может работать при относительно низком напряжении в 140 В. Здесь же имеется регулируемая вольт-амперная характеристика для работы с заготовками различной толщины. Инвертор не имеет ограничений по виду проволоки, так что можно применять даже алюминиевую. Здесь есть регуляторы тока и напряжения, тогда как в других часто ограничиваются лишь напряжением. Регулировка здесь не плавная, а при помощи двухпозиционного переключателя.

Сварочный полуавтомат Aurora PRO Overman 200
Сварог MIG 200Y
Если вы не знаете как выбрать сварочный полуавтомат для широкого объема работ, то стоит обратить внимание на данную модель. Он рассчитан на массивные катушки, но поддерживает только сварку проволокой. Максимальная величина тока в рабочем режиме составляет 200А. При таких показателях ПВ составляет 60%. Без дополнительных остановок можно варить проволокой до 1 мм. Здесь имеется три регулятора: индуктивности, тока и напряжения. За скорость подачи проволоки отвечает электроника, но самостоятельно регулировать ее невозможно. При работе во время низких температур можно подключить непосредственно к инвертору обогрев редуктора.

Сварочный полуавтомат Сварог MIG 200Y
Fubag INMIG 200 Plus
Седьмое место занял многофункциональный профессиональный полуавтомат. Здесь используется синергетическое управление, а также применяется несколько режимов. Параметры подачи проволоки во время полуавтоматического режима осуществляются автоматически, в зависимости от типа указанного материала. Поддерживается режим соединения короткими швами. Максимальная величина тока составляет 200 А. Розжиг осуществляется при помощи касания. Здесь имеется режим форсажа сварочной дуги. Недостатком является низкое значение ПВ, которое не позволяет длительно работать с электродами более 2 мм, а также проволокой толще 0,8 мм.

Сварочный полуавтомат Fubag INMIG 200 Plus
Elitech ИС 220П
На восьмом месте расположился представитель бюджетного сегмента. Данная модель может выдерживать снижение напряжения до 160 В. К достоинствам относится низкая мощность потребления, которая составляет 5,4 кВт. Он хорошо подходит для установки в гараже. Максимальный ток на данном аппарата составляет 180А. при таких параметрах ПВ получается около 80%. Наиболее оптимальным режимом является работа с проволокой до 1 мм. Здесь есть регулятор скорости подачи материала и напряжения.

Сварочный полуавтомат Elitech ИС 220П
Foxweld Invermig160 combi
Девятое место досталось очередной бюджетной модели, но на этот раз универсального типа. Максимальный ток здесь составляет до 160А, а ПВ при этом будет 60%. Если не варить на большом токе постоянно, то аппарат хорошо справляется со своими задачами. Здесь используется удобное управление. В модели присутствует цифровой индикатор, это обеспечивает точную и быструю регулировку параметров. Он экономичен в использовании, так как мощность потребления составляет 4,6 кВт. Хороший стабилизатор уберегает от проблем при скачках напряжения. Здесь используется подогреваемый редуктор. Длина комплектного шланга составляет 2,5 метра.

Сварочный полуавтомат Foxweld Invermig160 combi
Ресанта САИПА 200
На последнем месте расположился самый популярный полуавтомат от Ресанты. Максимальная величина тока в нем составляет 200 мм, а ПВ будет до 70%. Цена техники не совсем хорошо отображает ее качество и является завышенной. В комплект входит горелка и шланг длиною в 2 метра. На корпусе имеется два регулятора: скорости подачи присадочного материала, а также напряжения.

Сварочный полуавтомат Ресанта САИПА 200
Критерии выбора
Более подробно рассматривая, как выбрать сварочный полуавтомат, следует обращать внимание на основные критерии выбора. В первую очередь нужно определиться, вам нужен только лишь полуавтомат, ил же нужна еще возможность работы с электродами.
«Обратите внимание! Универсальные модели помогают экономить место, но при поломке вы лишаетесь обоих аппаратов сразу.»
Также нужно смотреть, какая максимальная величина силы тока. От этого напрямую зависит то, с какой толщиной заготовок сможет справиться полуавтомат. Чем выше ток, тем лучше он сможет расплавлять металл во время сварки.
Помимо этого нужно обращать внимание на ПВ, которое достигается при максимальном режиме. Оно показывает процентное соотношение количества времени работы с тем, сколько аппарату нужно отдохнуть, чтобы остыть. Таким образом, при ПВ 60% техника должна работать максимум 60% времени и 40% отдыхать, в течение одного часа. Зачастую этого достаточно во времени обивания шлака и прочих сопутствующих процедурах. При более низких значениях ПВ технику брать не рекомендуется.
Наличие обильного количества регуляторов параметров, а также дополнительных функций, помогает более точно подстраиваться под нужные режимы. Для профессиональной работы это является обязательным, так как приходится сталкиваться с широким диапазоном работ, для каждого из которых могут понадобиться свои настройки.
Популярные производители
Среди лучших производителей, которые можно встретить на современном рынке, имеются такие марки:
- Ресанта;
- Сварог;
- Fubag;
- Foxweld;
- Elitech;
- Aurora;
- Кедр.
Видео
svarkaipayka.ru
СВАРКА ПОЛУАВТОМАТОМ с газом и без газа: [режимы, советы]
Сегодня сварка автомобиля полуавтоматом с газом в домашних условиях не является необычным явлением. [Полуавтомат для сварки] доступен не только в профессиональной деятельности.
В любом специализированном магазине предлагают качественные аппараты для сварки швов — цена их доступна потребителям.
Их популярность растет, благодаря простоте действий, швы на изделиях из меди, титана, стали, алюминия, нержавейки получаются аккуратные, качественные.

При этом пользователю не обязательно быть профессионалом.
Даже наличие небольших навыков и просмотр видео для начинающих помогут правильно заварить шов кузова автомобиля, выполнить соединение труб из нержавейки.
Конструкция, принцип действия сварочного полуавтомата
Сварочный полуавтомат представляет собой агрегат, работающий от электрического тока. Им преобразовывают электроэнергию в тепловую с помощью электрической дуги.
Сварка труб, кузова авто, других изделий из меди, титана, стали и нержавейки проводится электродной проволокой, которую нужно подавать в точку сварки постоянно.
В качестве электрода предполагается расход калиброванной проволоки определенной толщины.
Покрывают ее чаще всего медью, чтобы получить высокий уровень скольжения электроконтакта.
Проволока расположена на специальной катушке, что дает ей возможность при работе разматываться равномерно, ее расход будет под контролем.
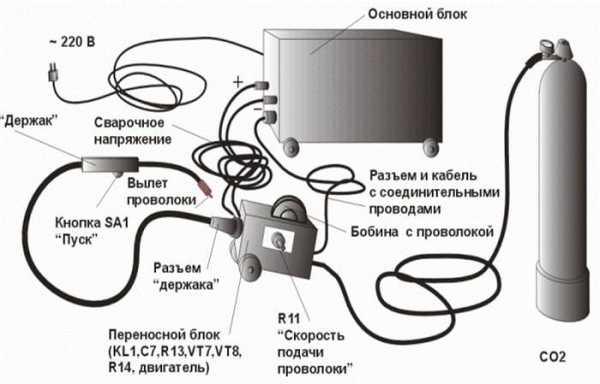
Аппарат для сварки имеет:
- Устройство подачи электрода — схема механизма в разных моделях может отличаться подачей проволоки, ее расход можно регулировать, в аппарате может быть различное количество прижимных роликов. В зависимости от конструкции данного механизма зависит цена аппарата;
- Горелка — отличается потребляемой мощностью, каждый вид горелки может охлаждаться разными способами. Чем выше мощность, тем больше цена полуавтомата;
- Источник электроэнергии;
- Пистолет;
- Шланги различного диаметра;
- Редуктор для газа.
Сварочный полуавтомат может быть представлен несколькими видами, которые делят по характеристикам:
- По способу перемещения. Полуавтоматы бывают переносными или передвижными, их используют в домашних условиях или в небольших мастерских для ремонта кузова автомобиля, труб, прочих изделий. Также есть стационарная техника — чаще всего используется на предприятиях. Цена переносного аппарата меньше, чем стоимость стационарного;
- Способ защитных швов. Защитный шов может производиться газом, слоем флюса, порошковой проволокой;
- Тип порошковой проволоки. Может использоваться сплошная стальная или алюминиевая проволока. Есть универсальные сварки, где установлено два вида проволоки — цена такого полуавтомата будет выше.
Сварщик в процессе работы может сталкиваться с разными металлами, в том числе и изделиями из нержавейки. В связи с этим разработчики полуавтомата внедрили режимы сварки полуавтоматом.
Настройка агрегата позволяет выбрать именно тот режим, давление, скорость подачи проволоки, которые нужны для сварки определенного тонкого металла или нержавейки.
Видео:
Режимы могут быть такие:
- применяя короткое замыкание для дуговой сварки, или не применяя его;
- крупнокапельные, среднекапельные, мелкокапельные виды;
- применяя разбрызгивание флюса, не применяя его.
На выбор режима сварки также влияет назначение детали автомобиля, на которую нужно наложить шов.
Для облегчения проведения сварки, специалист может выбрать цикличную сварку — там применяется дуговой метод. Иногда применяется точечная сварка или импульсная.
Бывает сварка, где часть тонкого свариваемого металла, труб или нержавейки перемещается струйным методом или сваривается путем кругового переноса металла.
На практике часто используют импульсный дуговой режим, если при сварочных работах применяется сварка в среде углекислого газа. Ток при этом обратной полярности.
Таким образом, металл плавится при работе не очень быстро, но сварочный дуговой режим получается стабильным, шов — очень прочный.
Сварка в защитных газах применяется для соединения кузова, деталей автомобиля, труб, выполненных из цветного тонкого металла, меди, титана, оцинковки, легированной, углеродистой стали, нержавейки.
Применяется углекислота в баллоне углекислого газа, где высокое давление. Настройка расхода производится через пистолет. Особенно пригодится этот метод для сварки оцинковки.
Редуктор стабилизирует давление газа до того, как он попадет в зону рабочего процесса. Схема сварки с газом показана на видео.
Видео:
Сварочный полуавтомат обладает рядом преимуществ в сравнении с обычной сваркой:
- высокое качество швов;
- при сваривании небольшого шва процесс может осуществляться на вертикальных поверхностях, т.е. растекаться металл не будет;
- при работе полуавтоматом в окружающую среду не выделяются вредные вещества.
Какой сварочный аппарат нужен?
Выбирая сварочный аппарат для начинающих, стоит учитывать некоторые моменты: соединение толстого или тонкого металла будет необходимо, какой нужен будет соединительный шов, а также условия, в которых будет проводиться работа.
После определения задач, которые будет выполнять сварочный полуавтомат, нужно обратить внимание на качество, которое имеет техника.
Обязательно нужно узнать отзывы о марке полуавтомата, которую приобретаете, и о заводе, выпустившим его, как производится настройка. Цена не должна быть очень низкой.
Перед покупкой сварочного полуавтомата стоит оценить напряжение в помещении, где он будет использоваться.
Мощность агрегата напрямую будет зависеть от показателей электросети.
Если есть возможность подключаться к напряжению 380В (трехфазному), то можно купить трехфазную модель.
Качество работы в этом случае будет выше, цена, соответственно, также.
У полуавтоматов с малой мощностью цена будет невысокой, но обрабатывать им можно только тонкий металл. На фото изображены полуавтоматы.
Фото:

При оформлении покупки важно узнать, если на аппарат гарантия и как далеко находится центр сервисного обслуживания.
Следует сразу уточнить, где можно купить расходные материалы в случае необходимости.
Как подготовить аппарат и провести сварку своими руками?
Чтобы работа со сварочным автоматом была безопасной, необходимо правильно подготовить агрегат к работе.
Схема действий включает подготовку поверхности материала, на который нужно наложить шов.
Поверхность детали автомобиля, труб или нержавейки следует очистить от мусора, грязи, удалить масло, влагу, ржавчину.
При выполнении этих операций нужно пользоваться тряпочкой, щеткой для металла.
Очищенную поверхность из меди, титана, стали необходимо обезжирить, протравить. На видео можно посмотреть, как правильно подготовить поверхность.
Видео:
При работе полуавтоматом важна правильная настройка агрегата, расход, скорость подачи проволоки. Схема действий описана ниже.
Проверить заземление агрегата. Техника обязательно должна быть присоединена к проводнику заземления.
Проверить напряжение, которое есть в данный момент в сети, так как некоторые модели негативно воспринимают отклонения напряжения от нормы, скорость подачи проволоки будет снижена.
Установить режим агрегата. Производители выпускают полуавтоматы, имеющие большое количество настроек. Они дают возможность подобрать индивидуальный режим работы для разных металлов.
Диаметр наконечника должен быть больше, чем размер проволоки на несколько миллиметров, поэтому его нужно отрегулировать.
Настроить горелку и механизм с проволокой. Если этого не сделать, то процесс сваривания пройдет с ошибками, что вызовет брак в работе, большой расход материалов, неправильную скорость подачи.
Проволока также должна быть качественной, поэтому ее необходимо проверить на предмет различных повреждений, вмятин.
Чтобы правильно провести сварочные работы самостоятельно, без привлечения профессиональных сварщиков, должна быть изучена схема, просмотрено видео, после чего нужно выполнить такие этапы:
- Подобрать необходимый сварочный ток, скорость подачи, давление, расход проволоки, выбрать необходимый режим. Как правило, к каждой модели сварочного полуавтомата дается инструкция, схема. При выборе параметров следует руководствоваться ее данными;
- После настройки режима, техника должна сделать пробную сварку. Для этого производится шов на пробном куске толстого или тонкого металла, изделии из меди, титана, стали. Если будет необходимость, то выбранные параметры стоит откорректировать: давление, скорость, мощность. Если полуавтомат настроен, как рекомендует схема и стандарты ГОСТ, то дуга будет устойчивой и операцию можно выполнять на детали автомобиля, на поверхности труб;
- Переключить механизм подачи проволоки в позицию «пуск» и подать флюс;
- Держатель нужно поставить в таком положении, чтобы его наконечник поместился в сварочную зону;
- Вместе с нажатием кнопки «пуск» нужно чиркать в месте соединения, после этих действий должна загореться дуга.
Сварка с газом
Сварка кузова автомобиля, труб, других изделий из меди, титана, стали полуавтоматом с газом представляет собой процесс соединения частей металла, путем подачи проволоки к месту соединения.
Вместе с этим подается защитный газ. Защитный газ является гарантией того, что воздух не окажет негативного воздействия нагретым, расплавленным металлам.
Видео:
Схема проведения полуавтоматической сварки есть в ГОСТ, положения документа должны быть соблюдены.
Сварка в защитных газах имеет свои преимущества. Процесс не требует приобретения оборудования, у которого высокая цена.
Работы в среде углекислого газа можно проводить в любых частях строения, здания, расход дополнительного источника энергии не происходит.
При проведении сварочных операций есть возможность изменять мощность пламени, таким образом, можно соединять различные материалы: соединения меди и титана, латуни и свинца, прочие металлы, у которых температуры плавления отличаются.
В ГОСТ описаны требования, которые предъявляются к соединениям металлов, необходимая схема.
Сварка чугуна полуавтоматом, а также меди, свинца, латуни проходит быстрее, поверхности крепче свариваются именно этим видом сварки.
Если установить правильно вид, мощность аппарата, выбрать подходящую присадочную проволоку, ее правильный расход, скорость подачи, то швы будут высокого качества.
Поверхности, которые подвергались сварке, медленно нагреваются и так же остывают. При выполнении сварки на поверхностях из меди, титана, стали можно регулировать температуру пламени.
Если пламя направлено вертикально, то температура будет максимальной, если изменить у пламени угол наклона, уйти от вертикальных поверхностей, температура снизится.
Швы могут иметь более высокую прочность, чем швы, полученные сваркой электродуговым методом. Размер, вид швов указан в стандартах ГОСТ.
Данным видом сварки можно не только сваривать поверхности из меди, латуни, чугуна, титана, свинца, но и резать их, закалять.
Видео:
При проведении сварочных работ в среде углекислого газа применяют два вида аппаратов.
В одном сварка проходит в среде аргона или другого инертного газа, без углекислого газа. Второй вид аппарата производит сварку в среде углекислого газа.
Применение газового баллона, при высоком давление углекислого газа, затрудняет ремонт кузова автомобиля, труб на открытой местности.
Но если проводить работы стационарно, то такой вид сварки, в среде углекислого газа, считается лучшим. Стандарты на аппараты, которыми проводят сварку в газовой среде, описаны в ГОСТ, прилагается схема для проведения работ.
Электродная проволока, применяемая при сварке с газом, содержит в составе марганец, кремний.
Она подается в точку сварки вместе с газом, расход проволоки строго контролируется.
Он защищает проволоку и металл от воздействия, оказываемого окружающей средой.
Какую марку проволоки выбрать для определенного сварочного полуавтомата, стоит уточнить в стандартах ГОСТ.
Применяя такой вид сварки, можно сэкономить время, так как не нужно менять электрод, зачищать швы от шлаков.
Несмотря на то, что швы при сварке с газом получаются крепче и аккуратнее, стоит помнить, что состав газа окажет влияние на внешний вид швов.
Так, сварка в среде чистого углекислого газа даст чешуйчатый рельеф шву. Если в углекислый газ добавить аргона, шов будет гладкий, ровный. Сварка при помощи аргона не требует дальнейшей обработки.
Сварка без газа
Сварка полуавтоматом без газа является перспективным направлением. Соединение происходит с помощью проволоки-флюса.
Она выглядит как стальная трубка, где находится специальный порошок для сварки.
Видео:
Флюс по внешнему виду напоминает обмазку электродов. В момент, когда возникает высокая температура, флюс сгорает.
В результате создается облако из газа, которое внешне схоже со сваркой с помощью электрода.
Конструктивные элементы сварки полуавтомата без применения газа можно изучить в ГОСТ.
Сварка полуавтоматом без газа обладает основным достоинством — отсутствие баллонов, в котором есть давление газа.
Сварку кузова, труб можно проводить на любой точке местности, в любом строении.
Проволоку для выполнения сварочных работ можно выбрать с любым составом — он зависит от материала: поверхность из меди, титана, стали, алюминия, прочего металла.
В стандартах ГОСТ описаны требования к проволоке, которая используется при сварке деталей автомобиля, его кузова, труб полуавтоматом без использования газа.
Цена проволоки с различным составом будет отличаться. Расход также может быть различным в зависимости от объема работ.
Там же в ГОСТ описаны требования, которые предъявляются характеристикам, видам швов после применения сварки такого вида.
Специалисты рекомендуют после того, как будет наложен сварочный шов, сделать еще один сверху. Это связано с тем, что на шов может попасть шлак, образованный отработанным флюсом.
Такой шов не будет герметичным, поэтому понадобится дополнительная обработка.
Видео:
Флюсовая проволока отличается повышенной жесткостью.
По этой причине подавать ее в область сварки необходимо с усилием. При проведении операций нужно следить, чтобы шланги не изгибались, полярность «массы» и фазы строго соблюдалась.
В ГОСТ есть схема, описаны условия, при которых должны проводиться работы.
rezhemmetall.ru
особенности выбора, характеристики и отзывы :: SYL.ru
Технологи автомобильной промышленности стараются разрабатывать все новые, более доступные по цене и организационным возможностям методы выполнения кузовного ремонта. Так сформировалось целое направление неразрушающих способов восстановления геометрии корпуса, которые может использовать практически любой автолюбитель в своем гараже. Но если дело касается серьезных повреждений, то без специального оборудования с глубоким вторжением в структуру металла не обойтись. Здесь-то как раз и пригодится сварочный полуавтомат. Для кузовных работ теоретически можно использовать и более традиционные подходы к расплаву металла наподобие газовых или дуговых аппаратов с ручным направлением, но практика давно доказала их низкую эффективность именно в сфере авторемонта.

Какие задачи позволит решить полуавтомат?
Автомобильные корпуса могут иметь разные характеристики, отличаясь по толщине, свойствам металла, геометрии и другим параметрам. Полуавтоматическое оборудование для сварочных операций позволит выполнять работы с тонкими и толстыми сплавами – соответственно, в диапазонах до 1 мм и более 4 мм. В зависимости от модели аппарата может предусматриваться и обработка участков толщиной более 10 мм. Самые распространенные элементы конструкции, которые подвергаются ремонту таким оборудованием, это крылья, пороги и лонжероны. Но чем полезен полуавтомат при кузовных работах с точки зрения эксплуатационных качеств? В первую очередь оптимизированным процессом самого производства работ. Отсутствие необходимости направления электрода, электронная регулировка параметров сварки, возможность применения бытовой сети на 220 В, и при этом физическая эргономика при осуществлении соединений – главные преимущества этого решения. Казалось бы, упрощенные версии сварочного оборудования должны ограничиваться по сферам применения, но кузовной ремонт предполагает выполнение работ с распространенными металлами, поэтому даже бюджетные полуавтоматы могут рассматриваться как универсальный инструментарий. В частности, их можно использовать для алюминия, никеля, титана и т. д.

Особенности выбора
При своей специализированности полуавтоматы могут иметь разное исполнение и в плане технологического подхода к рабочему процессу. Это разделение проходит по возможностям использования защитной газовой среды, поддержке режимов сварки и допустимости применения порошковой самозащитной проволоки. Например, в вопросе о том, какой лучше сварочный полуавтомат выбрать для кузовных работ в мастерской, ориентироваться стоит как минимум на комбинированные модели с режимами MIG/MAG. Их наличие позволит работать с тонкими и толстыми листами корпуса, изготовленными из разных сплавов. Другое преимущество аппаратов этого типа заключается в продолжительном рабочем процесса. Из 10 мин непосредственно сварка может производиться 6 мин, а 4 мин займет отдых. Для сравнения, аналоги позволяют 1-2 мин выполнять рабочие операции и до 8 мин потребуют на отдых. Если же планируются редкие ремонтные мероприятия в своем гараже, то есть смысл ограничиться полуавтоматом с самозащитной проволокой без газовой среды. Такие модели отличаются высокой производительностью, но с качеством результата придется идти на компромисс.
Характеристики для подбора оборудования

Первоначально опираться следует на показатели мощности и силы тока. Они покажут, какой будет производительность оборудования, выносливость и надежность. Что касается мощностного потенциала, то он варьируется от 2,5 до 7,5 кВт в среднем. Причем основной диапазон находится в секторе до 4-5 кВт. Разве что в профессиональных средах задействуют модели на 7,5 кВт, а для ремонта в бытовых условиях можно ограничиться аппаратом на 3 кВт. Другой вопрос – как правильно выбрать сварочный полуавтомат для кузовных работ по силе тока? В данном случае следует сопоставлять рабочий показатель с конкретными задачами. Сила тока варьируется от 55 до 160 А. Модели до 100 А подходят для сварки участков кузова толщиной до 3 мм. Но если планируется выполнение сложных стыковых узлов толщиной порядка 8-10 мм, то минимальный показатель по этой характеристике должен составлять 140 А. На возможности сварки материалов с разными размерными параметрами влияет и диаметр проволоки. Он варьируется от 0,6 до 1 мм в среднем и по мере увеличения толщины расширяются возможности по сварке массивных элементов конструкции.
Что еще учесть в выборе?

Особое внимание следует обращать на функциональные компоненты – горелку и проволоку. Сварочная горелка предназначена для подачи газа, формирующего защитную зону. В этой части следует учитывать защищенность устройства от повышенных температур, брызг расплава и физических ударов. Некоторые аппараты комплектуются специальным пистолетом для подачи газа. Это решение удобно широкими возможностями направления, но одна из рук будет занята, что тоже не всегда допустимо. Не менее важно определиться и с характеристиками проволоки, с которой будет работать сварочный полуавтомат для кузовных работ. Какую выбрать? Расходники со сплошным сечением изготавливаются из алюминия, меди и стали. Они хороши минимальными выбросами расплава, стабильностью горения и относительно высоким качеством шва. Порошковая проволока скорее будет уместна для работ в особых условиях мастерской, когда нужно выполнить ремонт на специальных основах высокоуглеродистых сплавов.
Подготовка к работе
Перед началом ремонтных мероприятий следует проверить аппарат на работоспособность, а электросеть – на соответствие нагрузке. Как уже отмечалось, большинство полуавтоматов работают от 220 В с допуском небольшого отклонения. Сеть должна обеспечивать стабильные характеристики тока, после проверки которых можно подключать оборудование. Инверторный сварочный полуавтомат для кузовных работ в этом отношении наиболее надежен и способен работать даже в просаженных цепях, но и он будет неэффективен, если уровень напряжения находится ниже 150 В. И, независимо от типа оборудования, после подключения следует оценить качество его функционирования – рабочий процесс не должен сопровождаться вибрациями, треском и выпуском дыма до начала сварки.
Подключение газового баллона

Сразу надо отметить, что подобные ремонтные операции рекомендуется выполнять именно в защитной среде. Использовать сварочный полуавтомат для кузовных работ без газа допускается только в редких случаях, когда нужно реализовать небольшие соединения, скорректировать стыки и т. д. В таких ситуациях используется проволока с горелкой, имеющей средние рабочие показатели.
В остальных случаях не обойтись без монтажа редуктора от баллона с углекислым газом. Сам редуктор подключается к емкости гайкой с подходящим типоразмером. Чтобы исключить риск утечки, в комбинации с крепежной фурнитурой следует использовать и прокладку. Затем можно вводить в созданную инфраструктуру и сварочный полуавтомат для кузовных работ. Своими руками не составит труда соединить редуктор и аппарат с помощью специального шланга подачи газа. Подключение чаще всего осуществляется через штуцер, который дополнительно следует зафиксировать хомутами.
Регулировочные мероприятия
Первым делом регулируется напряжение. Его настройку выполняют посредством пластиковой гайки, установленной на катушке аппарата. Затем можно перейти к регулировке силы ролика, прижимающего проволоку к устройству подачи. В этой части главное, чтобы расходник проходил в канал шланга подводки даже при условии наличия прогибов. На заключительной стадии следует настроить полуавтомат сварочный для кузовных работ по объему подачи газа. Расход регулируется посредством вентиля, установленного на баллоне. Оптимальное его положение – поворот на 1-2 оборота.
Отзывы о производителях оборудования

Универсальным решением для бытового применения может стать «Энкор-140». Владельцы аппарата подчеркивают его эффективность в работе с инертными и активными газами, плавность регулировок и возможность обслуживанию низкоуглеродистых и нержавеющих сплавов. Если нужен полуавтомат сварочный для кузовных работ на открытом воздухе без применения защитного газа, то выбирать стоит Fubag TSMIG 180. Это мощное оборудование, которое и в мастерской, и в частном гараже проявляет себя с лучших сторон как в показателях качества шва, так и в скорости выполнения операции. Хорошие отзывы также получает комбинированный аппарат Blue Weld 152 и модель STURM AW97PA14, которую, в частности, хвалят за стабильность рабочего процесса даже в условиях резкого падения напряжения в сети.
Отзывы о полуавтоматической сварке кузова
Конечно, перед выбором конкретной модели будет нелишним убедиться, что данная технология ремонта в принципе годится для исправления дефектов автомобильного кузова. Мастера, которые используют данный подход, отмечают высокое качество результата. Подручными средствами добиться столь же надежного, плотного и внешне аккуратного стыка практически невозможно. Но обратной стороной такого ремонта будет сложность применения сварочного полуавтомат для кузовных работ. Отзывы подчеркивают, что контроль за техникой выполнения операции, постоянное управление характеристиками защитной среды и выдержка оптимальной длительности сеанса требуют наличия специальных навыков у исполнителя.
Заключение

Данное оборудование все же нельзя назвать самым сложным в сегменте сварочной техники. Производители стремятся его упрощать, наделяя новыми и более эргономичными средствами управления. Какой сварочный полуавтомат выбрать для ремонта в бытовых условиях? Новичкам и просто домашним мастерам, которые нечасто сталкиваются с подобными задачами, желательно обращаться к моделям с электронным контролем. Это устройства, рабочие параметры которых можно настраивать через цифровые дисплеи. Но самое важное – это присутствие индикаторов систем защиты, которые при отклонении отдельных показателей от норматива подадут соответствующий сигнал пользователю.
www.syl.ru