Полуавтоматическая сварка под слоем флюса
Категория:
Машины и оборудование для арматурных работ
Публикация:
Полуавтоматическая сварка под слоем флюса
Читать далее:
Ручная дуговая электросварка
Полуавтоматическая сварка под слоем флюса
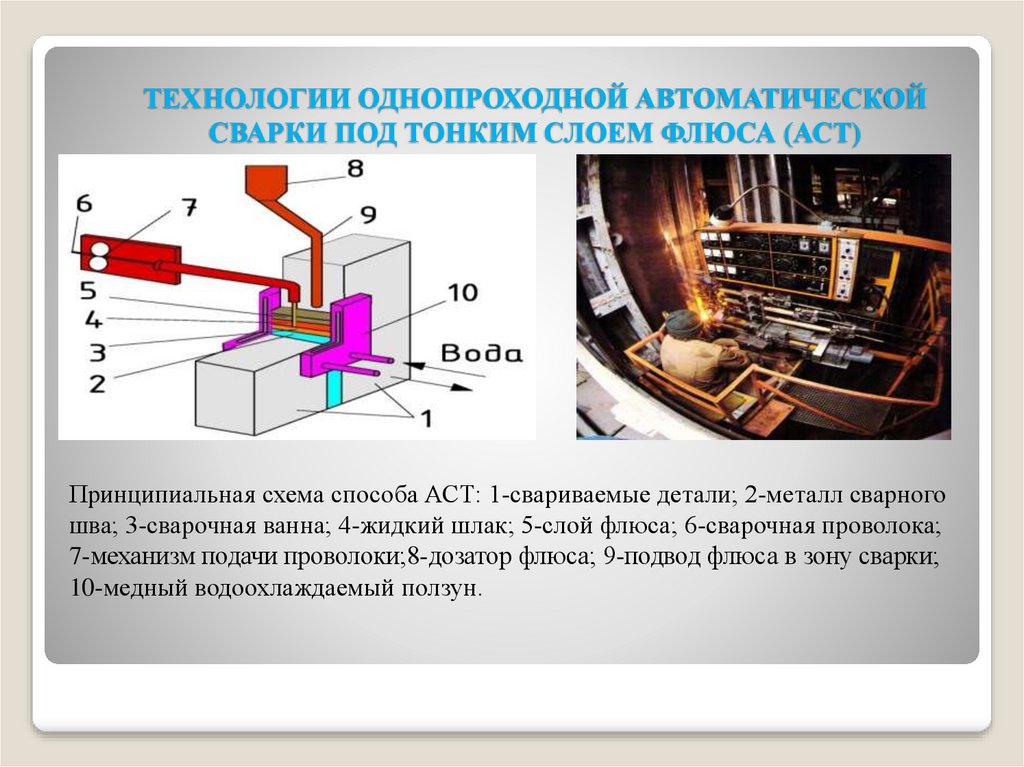
Этот вид сварки выполняется в медных и графитовых формах, на медных и керамических съемных подкладках, назначение которых — удерживать расплавленный металл и флюс и придавать шву требуемую форму (рис. 18.34).
Рис. 18.34. Полуавтоматическая сварка под флюсом: а — горизонтального стыка; 6 — вертикального стыка; 1 — стыкуемые стержни; 2 — медная разъемная форма; 3 — струбцина
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Составные съемные формы изготавливают из меди марок MJ, МОб, МО или графита марок ЭТО, ЭГ1, ГМЗ, ЭЭГ, ППГ. Могут быть также использованы формы из песчано-керамическш смесей. Элементы медных и графитовых форм ‘’ закрепляют на стыкуемых стержнях струбцинами.
Могут быть также использованы формы из песчано-керамическш смесей. Элементы медных и графитовых форм ‘’ закрепляют на стыкуемых стержнях струбцинами.
Полуавтоматическая сварка открытой дугой в защитной газовой среде заключается в том, что она производится в газовой среде (обычно СО) электродной проволокой малого диаметра (0,8- ; 1 мм), подаваемой полуавтоматом. Образующаяся небольшая сварочная ванна позволяет осуществлять сварку в любых положениях и наблюдать за процессом сварки. Недостатком метода является возможность сдувания газа ветром. Рекомендуемые режимы сварки для проволоки марок Св-08ГС, Св-18ХГСА диаметром 1 мм приведены в табл. 18.32.
Таблица 18.31
Полуавтоматическая сварка под слоем флюса
Таблица 18.32
Режимы сварки в защитной газовой среде
Сварочные полуавтоматы. Полуавтоматические аппараты для сварки в защитной среде углекислого газа и сварки порошковой и голой легированной проволокой оснащены механизмами для подачи электродной проволоки, кассетами со сварочной проволокой, гибким шлангом с то-копроводящим кабелем, по которому подается проволока, сварочным пистолетом, с помощью которого сварщик подает проволоку в зону сварки и управляет процессом.
Полуавтомат ПДГ-302 состоит из двух агрегатов: шкафа управления с аппаратурой, обеспечивающей регулирование скорости подачи электродной проволоки, с дистанционным управлением с помощью кнопочного пульта и механизма подачи проволоки, помещенного в ранцевом устройстве на спине у сварщика. В корпусе ранцевого устройства помещена кассета с проволокой, а кнопочный пульт управления помещен на ремне в удобном для пользования месте. Такая компоновка аппарата позволяет пользоваться им в труднодоступных местах.
Полуавтомат А-1114М выпускается без шкафа управления. Он состоит из подающего механизма, кассеты для проволоки, шланга и держателя-пистолета облегченного типа. Подающий механизм включает пусковое реле, обеспечивающее самоторможение двигателя подачи электродной проволоки в конце сварки. Питание двигателя осуществляется от источника сварочного тока. Для обеспечения постоянства подачи проволоки внешнюю вольтамперную характеристику.
Полуавтоматы ПДПГ-500, ПШ-5-1, ПШ-54, ПДШМ-500, А-936, А-929 предназначены для сварки под слоем флюса и электрошлаковой сварки. Устройство полуавтоматов этой группы такое же, как вышерассмотренных, и отличается от них наличием флюсоподающих устройств. Для сварки арматуры рекомендуется применять полуавтомат А-936, являющийся модификацией полуавтомата А-765 для сварки под флюсом.
Полуавтомат А-936 смонтирован на тележке, на которой размещены подающий механизм и кассета с проволокой. Подающий механизм соединен с гибким шлангом и сварочным кабелем с источником питания. Шкаф управления устанавливается отдельно и соединен с подающим механизмом проводом управления. Держатель имеет бункер для подачи флюса в зону сварки. Засыпка флюса производится периодически вручную. Скорость подачи электродной проволоки регулируется от 58 до 582 м/ч. Технические характеристики шланговых полуавтоматов приведены в табл.
При полуавтоматической сварке применяется различное вспомогательное оборудование: для фиксации и временного крепления арматурных сеток и каркасов, подгонки отдельных стержней, имеющих искривления, формирования сварочного шва, струбцин для удержания форм и подкладок и др.
Таблица 18.33
Технические характеристики сварочных шланговых полуавтоматов
Струбцина (рис. 18.35) применяется для выравнивания и осевого совмещения выпусков арматуры диаметром до 36 мм в случае их искривления или концов отдельных стержней и сеток при сборке арматуры на объекте. Струбцина состоит из корпуса, двух захватов и силового винта.
Приспособление для фиксации нескольких арматурных стержней диаметром 20—36 мм перед их сваркой внахлестку фланговыми швами представляет собой рычажный механизм (рис. 18.36) с кулачком, подпружиненным упором и штоком. При нажатии на рычаг шток сжимает свариваемые стержни. Выравнивание стержней в горизонтальной или вертикальной плоскости производится прижимной пластиной.
Приспособление для закрепления медных желобчатых подкладок (рис. 18.37) при сварке горизонтальных арматурных стержней состоит из двух скоб с винтом, объединенных общим стержнем. При завинчивании винтов нижние части и подкладки закрепляются на свариваемых стержнях с помощью струбцин.
Рис. 18.35. Струбцина для выравнивания стержней: 1 — кулачок: 2 — оычаг: 3-5 — винты
Рис. 18.36. Приспособление для фиксации стержней 1 — рычаг; 2 — прижимная пластина; 3 — кулачок; 4 — шток; 5 — сменный вкладыш; б — основание
Рис. 18.38. Инвентарные медные формы:
а — для горизонтальных стыков; б — для вертикальных стыков
Для предохранения от вытекания расплавленного металла и флюса стержни на расстоянии 40—50 мм от вертикальной оси межторцового зазора обматываются 3-4 кольцами шнурового асбеста.
Сварка под флюсом полуавтоматом и автоматом: ее преимущества и особенности
Даже идеальная сварка не может защитить сварной шов от порчи. Рано или поздно это место становится самым слабым в детали и деформируется, поэтому во время сварочных работ обязательно используются защитные материалы. К ним относятся инертные газы и флюсы. Последние не так распространены в бытовой среде, но на производствах сварка под флюсом встречается очень часто. О ней пойдет речь далее.
Рано или поздно это место становится самым слабым в детали и деформируется, поэтому во время сварочных работ обязательно используются защитные материалы. К ним относятся инертные газы и флюсы. Последние не так распространены в бытовой среде, но на производствах сварка под флюсом встречается очень часто. О ней пойдет речь далее.
Действие защитного покрытия
Электродуговая сварка под слоем защитного порошка – это несложное в исполнении, но качественное и надежное соединение различных металлоконструкций и деталей.
Особенность сварки под флюсом заключена в соединении расплавленного металла двух деталей под слоем специального гранулированного порошка. При большой температуре электрической дуги металл и флюс расплавляются.
Пленка, образовавшаяся при расплаве гранул, защищает сварочную ванночку от воздействия кислорода и окружающей среды, не дает разбрызгиваться металлу.
На шве появляется тонкий слой шлака, который позволяет равномерно остывать сварному соединению.
Корка легко удаляется с поверхности шва. Выполнять удаление надо обязательно для визуального контроля качества сварки.
 Корка легко удаляется с поверхности шва. Выполнять удаление надо обязательно для визуального контроля качества сварки.
Корка легко удаляется с поверхности шва. Выполнять удаление надо обязательно для визуального контроля качества сварки.Чтобы снять шлак, достаточно несильно ударить молотком по нему, и он осыплется. Перед этим необходимо убрать с деталей остатки флюса, его можно использовать на следующем стыке.
Оборудование для сварки
Для сварки флюсом потребуются стационарные условия и оборудование:
- сварочная плита;
- наплавная проволока;
- неплавящийся электрод;
- система подачи флюса;
- система контроля.
Сварочные плиты выполняются на бетонном основании из жаростойких материалов с возможностью закрепления деталей. Проволока берется из материала свариваемых деталей, толщина от 0,3 до 12 мм. Электрод изготавливается из вольфрамового сплава с керамической оплеткой.
Система подачи флюса представляет собой резервуар и шланг, конец которого отстоит от электрода на 10-30 см. Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
Схема процесса автоматической сварки под слоем флюса
Автоматическая и полуавтоматическая сварка под флюсом контролируется программным обеспечением, регулирующим направление и скорость движения электрода вдоль линии сваривания.
Способы работы
Для выполнения соединения с помощью сварки под флюсом наиболее распространены два метода.
Соединение с помощью сварки полуавтоматом. Чтобы обеспечить оптимальную скорость подачи проволоки с флюсом, сварщик подбирает соответствующий режим работы на аппарате, учитывая толщину металла и вид соединения.
Дуга направляется вручную. При этом скорость подачи проволоки, сила тока и угол наклона держателя – это основные факторы, влияющие на качество выполненной работы.
Схема автоматической (роботизированной) сварки предназначена для соединений стыковых и угловых деталей. В этом случае, автомат задает направление движения дуги, скорость подачи проволоки и хода каретки. Такой аппарат при высокой скорости сварки дает качественный шов.
Такой аппарат при высокой скорости сварки дает качественный шов.
Одна из разновидностей автоматического способа позволяет вести сварку сразу двумя электродами – это тандемный метод. При этом электроды идут параллельно друг другу и находятся в одной плоскости, что позволяет увеличить сварочную ванночку при мгновенном возбуждении электрической дуги. Флюс выполняет защиту шва от кислорода и обеспечивает равномерное остывание.
Выбор режима сварки
Выделяется несколько режимов, которые всегда нужно подбирать под каждое отдельное задание.
| Толщина металла, мм | Диаметр проволоки, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч |
| 3 | 2 | 250 — 500 | 28 — 30 | 48 — 50 |
| 5 | 2 | 400 — 450 | 28 — 30 | 38 — 40 |
| 10 | 5 | 700 — 750 | 34 — 38 | 28 — 30 |
| 20 | 5 | 750 — 800 | 38 — 42 | 22 — 24 |
| 30 | 5 | 950 — 1000 | 40 — 44 | 16 — 18 |
Режимы из таблицы подойдут для низкоуглеродистой, среднеуглеродистой и высокоуглеродистой стали.
Виды флюсов
Каждое вещество, водящее в состав флюса, предназначено для сварки определенных металлов и сплавов. Выбирая марку флюса, учитывают, высоколегированная сталь будет свариваться или высокоуглеродистая, или же предстоит сварить цветные металлы, сплавы и так далее.
По методу производства флюсы разделяют на два вида:
- неплавленые (испеченные и керамические) – гранулы с легирующими добавками, обеспечивающими высокое качество сварного соединения;
- плавленые – с включениями стекла или пемзы.
Испеченные и керамические флюсы изготавливают, измельчая основной материал и соединяя раствор с жидким стеклом. Применяются для добавления легирующих присадок в тело шва. Плавленые флюсы изготавливаются при спекании основных материалов.
Флюсы для защиты шва выпускаются отдельно для электро и газосварки. Они отличаются по химическому составу. Гранулы, в которых содержится определенное количество фторидов, хлоридов, предназначены для электродуговой сварки с переплавом шлаков с активными металлами. Это солевые гранулы.
Это солевые гранулы.
Комбинация солевого и оксидного растворов позволяют использовать смешанные флюсы для провара легированной стали. Оксидный флюс предназначен для соединения конструкционных сталей с большим содержанием фтора.
Технология изготовления флюса
В процессе изготовления основа для флюса (шихта) подвергается нескольким процедурам переработки, в числе которых выплавка, грануляция, формовка и проверка на качество. Сырье шихты перед производственным процессом сегментируется на мелкое, среднее и крупное. Каждая партия проходит тщательную мойку и сушку, так как чистота и точность в параметрах будущего флюса поддерживаются изначально. Затем выполняют взвешивание, дозировку и смешивание с другими технологическими компонентами. Выплавка и грануляция флюса для сварки производится на специальном оборудовании – задействуются газопламенные или электродуговые печи, бассейны для обливки холодной водой и металлические поддоны. На финальных этапах обработки выполняется сушка с просеиванием.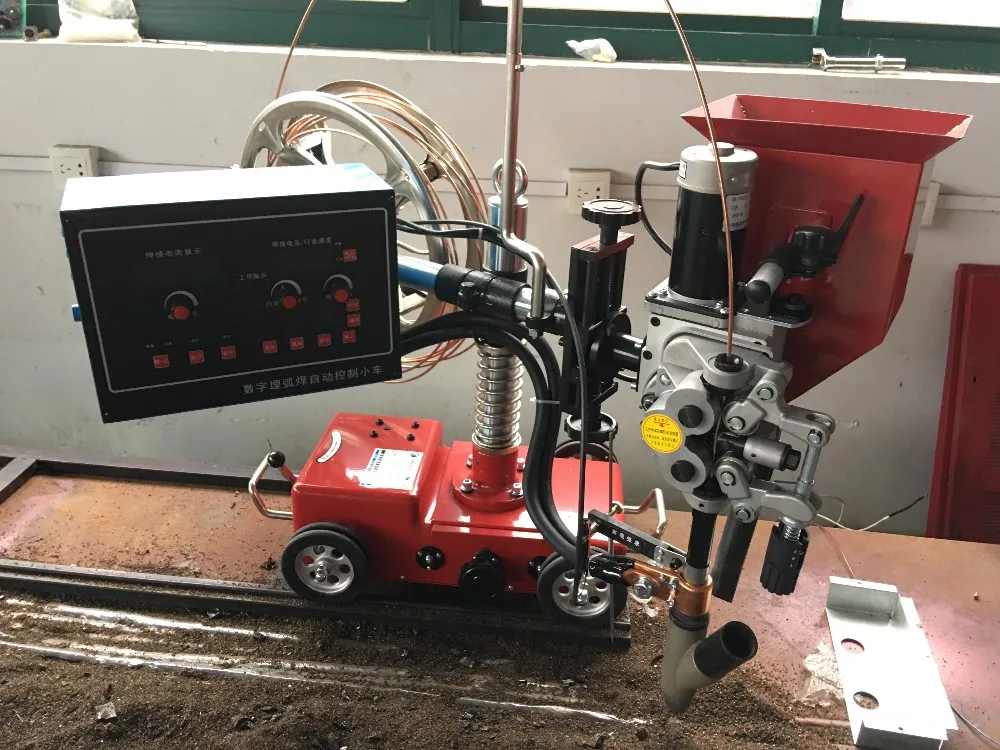 Прошедший контроль флюс упаковывается в специальные мешки или ящики с огнеупорными свойствами.
Прошедший контроль флюс упаковывается в специальные мешки или ящики с огнеупорными свойствами.
Классификация сварочной проволоки
Сварка полуавтоматом выполняется флюсовой проволокой без газа для повышения качества соединения деталей. От типа стержней и химического состава зависят механические показатели сварочного соединения.
Важно. Стальная проволока для сварки под флюсом должна соответствовать ГОСТу 2246 1970 года и применяться в зависимости от материала деталей.
Проволоку делают из трех видов сталей:
- легированных;
- высоколегированных;
- конструкционных, низкоуглеродистых.
Сечение сердечников, в зависимости от толщины металла, изготавливается диаметром не более 12 мм. Поставляется в бухтах не более 80-ти м длины. По желанию заказчиков возможна намотка на кассеты или катушки.
Хранить стальную проволоку нужно в сухих помещениях. При образовании ржавчины бухты обрабатывают с помощью бензина или керосина.
Для сварки алюминиевых деталей проволоку изготавливают по ГОСТам 7871 и 16130. Для этого производятся и наиболее часто применяются омедненные проволоки, не требующие обрабатывания при сварке.
Для этого производятся и наиболее часто применяются омедненные проволоки, не требующие обрабатывания при сварке.
Как работают флюсы
- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.

Особенности и преимущества
Преимущества полуавтоматической и автоматической сварки под защитным слоем флюса позволяют занимать этому типу неразъемного соединения одно из лидирующих мест.
Высокий уровень производительности
По этой характеристике преимущество перед ручной сваркой минимум в 6 раз, некоторые специалисты считают, что намного больше. Но это не предел, повышая коэффициент работы сварочного автомата, увеличивается величина производительности труда. Еще одна причина, позволяющая достигнуть таких результатов – это применение высоких значений силы тока при сварке.
Плотный слой материала флюса не позволяет металлу растекаться, при этом происходит хорошее формирование шва. При повышенных значениях тока, этим оборудованием можно надежно обеспечить провар даже толстого металла без большой разделки кромок. Поэтому производительность еще больше вырастает. Снижается время на зачистку брызг и сильного растекания металла.
Поэтому производительность еще больше вырастает. Снижается время на зачистку брызг и сильного растекания металла.
Повышается качество шва
Качество соединения растет благодаря тому, что расплавленный металл не подвергается воздействию кислорода и других веществ атмосферы.
Существует возможность широкого выбора материала сварочной проволоки. Применяя ту марку, которая лучше всего подходит для сварки, можно получить однородный по составу шов.
Появляется возможность придания шву отличной формы, с требуемым катетом шва. Благодаря защитной пленке, которая образуется при сгорании флюса, в швах нет подрезов, непроваров, пор и трещин. Наконец, нет необходимости в замене электродов, поэтому шов получается ровным, без разрывов.
Экономный расход материалов и улучшения условий работы сварщика
При сварке под флюсом понижается расход проволоки до 35%, при сравнении со сваркой электродами. Не расходуется материал на отходы, в виде огарков и разбрызгивания металла.
При этом способе угарный газ выделяется в меньших количествах, глаза и лицо специалиста не подвергается сильному ультрафиолетовому излучению, как при электросварке.
Преимущества сварки с помощью закрытой дуги
Есть несколько плюсов:
- Величина тока. При открытой дуге величина тока не может превышать 600 ампер. В случае превышения этого показателя металл начинает очень сильно разбрызгиваться и получение качественного сварного шва становится невозможным. В случае закрытой дуги величина тока может быть увеличена до 4000 ампер. Что, в свою очередь, приводит к резкому повышению качества сварного шва и значительному увеличению скорости всего процесса в целом.
- Мощность дуги. Закрытая дуга имеет более высокую мощность. Как следствие, свариваемый металл расплавляется на большую глубину в процессе сварки. Это, в свою очередь, позволяет не делать разделку кромок под сварку (один из этапов предварительной подготовки). Открытая дуга относительно маломощна и без предварительной разделки кромок хороший сварочный шов получить невозможно.
- Производительность. Под этим термином понимают метраж шва, за час работы дуги. Применение флюса повышает производительность сварочного процесса в 10 раз, по сравнению с традиционной сваркой.
- Газовый пузырь. Формирование из расплавленного флюса защитного газового пузыря приводит к целому ряду положительных результатов. Значительно сокращаются потери расплавленного металла в результате разбрызгивания и угара. Что, в свою очередь, приводит к более экономному расходованию электродной проволоки. При этом сокращаются общие расходы электроэнергии.

Оборудование
Производится оборудование 2 видов для сварки деталей под флюсом. В первом виде используют сварочную проволоку толщиной не более 3 мм.
Принцип устройства такого сварочного аппарата предполагает самостоятельную регулировку дуги (напряжения на ней), в то время как проволока подается с постоянной скоростью.
Второй вид – это оборудование, в котором автоматически регулируется сила тока, в зависимости от скорости подачи сварочных проволок. Диаметр электродной проволоки для такого оборудования начинается от 3 мм.
Диаметр электродной проволоки для такого оборудования начинается от 3 мм.
Производятся сварочные полуавтоматы и устройства для автоматической сварки. Выпускают универсальные аппараты, на которых можно проводить сварку порошковой проволокой, под флюсом, MIG, а также электродуговую строжку. Ток достигает значений 300…1500 A.
Современные автоматические модели оснащают механизмом, который позволяет собрать нерасплавившийся флюс и отправить его назад в емкость для загрузки. Существует функция контроля пропорциональности шва.
В промышленности распространены самоходные аппараты (трактора, подвесные головки), позволяющие автоматически варить объемные и протяженные конструкции. Если сварочный аппарат оснащен лазером, то это дает возможность отслеживать положение электрода. Причем экран можно устанавливать на расстоянии порядка 20 метров.
Техника применения флюса
После розжига дуги оператор должен ее поддерживать между окончанием электрода и заготовкой именно под слоем флюса. Порошок насыпается слоем 55-60 мм, после чего дугу следует буквально утопить в этой массе, пока она будет плавиться. При среднем весе флюса его статическое давление на металл может составлять порядка 8-9 г/см кв. Этой величины достаточно для устранения нежелательных механических воздействий на сварочную ванну. При использовании проволоки для сварки с флюсом можно добиться и минимальных показателей разбрызгивания расплава. Это условие выполняется путем обеспечения стабильного контакта зоны расплава с плавящейся проволокой и флюсом, а также за счет регуляции силы тока. Защита со стороны газа в данном случае тоже не требуется, но контроль мощности будет особенно важен. Как правило, комбинация проволоки и флюса используется при сварке на токе высокой плотности, поэтому и автомат должен подбираться с учетом поддержки постоянной скорости направления электродной нити.
Порошок насыпается слоем 55-60 мм, после чего дугу следует буквально утопить в этой массе, пока она будет плавиться. При среднем весе флюса его статическое давление на металл может составлять порядка 8-9 г/см кв. Этой величины достаточно для устранения нежелательных механических воздействий на сварочную ванну. При использовании проволоки для сварки с флюсом можно добиться и минимальных показателей разбрызгивания расплава. Это условие выполняется путем обеспечения стабильного контакта зоны расплава с плавящейся проволокой и флюсом, а также за счет регуляции силы тока. Защита со стороны газа в данном случае тоже не требуется, но контроль мощности будет особенно важен. Как правило, комбинация проволоки и флюса используется при сварке на токе высокой плотности, поэтому и автомат должен подбираться с учетом поддержки постоянной скорости направления электродной нити.
Область применения
Необходимо разобрать, где применяется сварку под флюсом, которая по праву считается одним из основных методов получения неразъемного соединения.
 Сварка выполняется в нижнем положении, для соединения деталей встык, внахлест, для угловых способов соединения.
Сварка выполняется в нижнем положении, для соединения деталей встык, внахлест, для угловых способов соединения.Ранее способ использовали только при сварке металлоконструкций из конструкционных сталей. При разработке новых технологий появилась возможность проводить сварку всех видов стали и никелевых сплавов. Для этого используется проволока, подходящая по своему составу.
Титан и его сплавы, медь и сплавы на ее основе, алюминиевые сплавы и чистый металл – эти материалы успешно и надежно соединяют с помощью сварки под флюсом.
С применением метода под флюсом варят сложные строительные конструкции, мосты, трубы, резервуары, морские и речные суда. Экономически выгодно использовать данный метод для листов толщиной от 6 мм.
Важно правильно подобрать режим работы, материал проволоки и вид флюса. Шов сможет выдержать большие перепады температуры, воздействия агрессивных сред. Стык, выполненный профессионалом, выдержит очень высокое давление и будет надежен в условиях полного вакуума.
Особенности сварки под флюсом
Не стоит думать, что сварка под флюсом это какой-то совершенно новый способ сварки. Придуман он очень давно, в конце в XIX века, а сущность заключается все в том же использовании присадочной проволоки и неплавящихся электродов. Однако, оборудование постоянно улучшалось, а вместо газа, покрывающего всю зону шва, используется только флюс. Он имеет порошковую консистенцию, засыпаясь поверх шва.
Такой состав под влиянием высоких температур тоже начинает выделять газ, который будет защищать свариваемые детали от окислов. Когда порошок выгорит, от него останется только легкоудаляемый шлак, а если средство не будет использовано полностью, его легко можно сохранить до следующего раза.
Перед тем, как делать варку под флюсом, потребуется выбрать:
- режим;
- электроды;
- присадочную проволоку.
Также, как при любой другой сварной работе, нужно будет правильно оформить кромки, обезжирить детали. Но здесь еще будет важно подобрать флюс, так как он существует в разных видах.
Флюс защищает сварной шов от окислов
Роль флюса
С автоматической сваркой все ясно. А вот что насчет флюса? Что это такое?
Флюс — это специальное вещество (может выпускаться в виде порошка, гранул, паст и жидкостей), обладающее положительными свойствами. Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Повышение безопасности при дуговой сварке под флюсом!
Процессы дуговой сварки под флюсом (SAW) обычно выполняются как автоматические или полуавтоматические процессы с автоматическими системами подачи флюса. Автоматизация процесса поддуговой сварки дает изготовителю ряд отличительных преимуществ, таких как более высокое качество, более высокая производительность и, конечно же, гораздо более высокая производительность в процессе изготовления.
Автоматическая сварка под дугой может быть выполнена путем перемещения заготовки под сварочную головку или перемещения сварочной головки над неподвижной заготовкой. Однако, независимо от того, насколько процесс автоматизирован, оператору по-прежнему важно иметь представление о процессе сварки и видеть параметры сварки (такие как скорость подачи проволоки, ток и напряжение дуги, скорость перемещения и вылет) для обеспечения достаточной эффективности процесса сварки.
Если какой-либо параметр выходит из-под контроля, важно, чтобы оператор мог видеть процесс, чтобы внести коррективы до того, как качество сварки ухудшится.
Традиционно оператор сварки должен находиться рядом со сварочной головкой, чтобы иметь возможность надлежащим образом видеть сварочную головку и манипулировать ею. Однако такая непосредственная близость к сварочной головке часто подвергает оператора риску и/или крайнему дискомфорту. Это связано с часто встречающимися условиями, такими как:
- Оператор должен сидеть высоко над землей, чтобы наблюдать за сварным сосудом высокого давления или сборкой.
- Оператор должен работать с ограниченной свободой передвижения, что может включать положение на коленях или сидение в тесном пространстве, например, внутри сосуда под давлением небольшого диаметра.
- Присутствуют проводящие элементы, с которыми сварщик может случайно соприкоснуться во время процесса сварки, что может привести к поражению электрическим током.
- Оператор должен контролировать сварку во влажных, влажных или влажных условиях, которые снижают сопротивление кожи тела и изолирующие свойства аксессуаров, вызывая дополнительный потенциал удара током.

Во всех этих ситуациях риска для здоровья оператора можно избежать, удалив оператора из непосредственной зоны сварки. Этого можно добиться с помощью камеры Xiris XVC-S Sub Arc. С помощью такой камеры оператор может наблюдать за ходом поддуговой сварки на расстоянии до 40 метров.
Преимущества использования XVC-S? Для производителя более простое соблюдение постоянно растущего набора нормативных требований, которые ограничивают, как и когда операторы могут получить доступ к зоне сварки. Для оператора более высокая производительность за счет того, что он не отвлекается, вызванный опасностями в непосредственной близости от зоны поддуговой сварки.
Для оператора более высокая производительность за счет того, что он не отвлекается, вызванный опасностями в непосредственной близости от зоны поддуговой сварки.
Заключение
Автоматическая или полуавтоматическая дуговая сварка под флюсом требует постоянного наблюдения оператора за сварным швом, что лучше всего достигается с помощью камеры для сварки, которая освобождает оператора от рисков для здоровья, связанных с непосредственной близостью к сварному шву.Следите за новостями в социальных сетях или подписывайтесь на блог!
Изображение предоставлено ЭСАБ.
Что такое дуговая сварка под флюсом и для чего она используется?
Дуговая сварка под флюсом (SAW) — хорошо зарекомендовавшая себя и весьма универсальная технология сварки резервуаров. Дуговая сварка под флюсом включает создание дуги между электродом и заготовкой. В процедуре используется флюс для создания защитных газов и шлака, а также для введения легирующих элементов в сварочную ванну. Перед сваркой на поверхность детали наносится тонкий слой порошкового флюса. Дуга проходит вдоль линии стыка, и при этом дополнительный флюс рециркулируется через бункер. Оставшиеся слои расплавленного шлака легко удаляются после сварки. Потери тепла чрезвычайно малы, так как слой флюса покрывает дугу. Это обеспечивает тепловую эффективность до шестидесяти процентов.
Перед сваркой на поверхность детали наносится тонкий слой порошкового флюса. Дуга проходит вдоль линии стыка, и при этом дополнительный флюс рециркулируется через бункер. Оставшиеся слои расплавленного шлака легко удаляются после сварки. Потери тепла чрезвычайно малы, так как слой флюса покрывает дугу. Это обеспечивает тепловую эффективность до шестидесяти процентов.
Что такое дуговая сварка под флюсом?
SAW обычно работает как полностью механизированная или автоматическая процедура, но может быть и полуавтоматической. Параметры сварки: напряжение дуги, ток и скорость перемещения влияют на форму валика, глубину проплавления и химический состав наплавленного металла. Поскольку оператор не может видеть сварочную ванну, необходимо больше полагаться на настройки параметров.
Процедура обычно ограничивается плоской или горизонтальной угловой сваркой. Существуют варианты метода с одной или несколькими электродными проволоками. Например, дуговая сварка под флюсом ленточная наплавка использует плоский ленточный электрод. Можно использовать питание постоянного или переменного тока, а в системах с несколькими электродами ожидается сочетание постоянного и переменного тока.
Можно использовать питание постоянного или переменного тока, а в системах с несколькими электродами ожидается сочетание постоянного и переменного тока.
Процесс дуговой сварки под флюсом
Флюс начинает откладываться на свариваемом соединении в сварочном задании . Поскольку флюс не является проводником электричества в холодном состоянии, дуга может загореться при прикосновении электрода к заготовке. В этом случае дуга зажигается под прикрытием флюса. В противном случае флюс является изолятором, но однажды он плавится из-за тепла дуги. Он становится высокопроводящим; таким образом, расплавленный флюс поддерживает протекание тока между электродом и заготовкой.
Длина дуги поддерживается постоянной благодаря использованию концепции саморегулирующейся дуги. Если длина дуги уменьшается, напряжение дуги увеличивается, а ток дуги и, следовательно, скорость прогорания увеличиваются, что приводит к удлинению дуги. Обратное происходит, если длина дуги увеличивается больше, чем обычно. Опорная пластина из меди или стали может использоваться для контроля проникновения и поддержки большого количества расплавленного металла, связанного с процедурой.
Опорная пластина из меди или стали может использоваться для контроля проникновения и поддержки большого количества расплавленного металла, связанного с процедурой.
Каковы преимущества дуговой сварки под флюсом?
Преимущества дуговой сварки под флюсом:
- В случае дуговой сварки под флюсом скорость наплавки материала чрезвычайно высока, около 45 кг/ч.
- При дуговой сварке под флюсом легко выполняются сварные швы больших размеров при разумном контроле процесса и проектировании.
- Провар кромки не важен при обучении сварке под флюсом .
- SAW выделяет минимальное количество сварочного дыма и света дуги.
- SAW обеспечивает глубокий провар.
- При сварке под флюсом высокоскоростная сварка тонколистовых сталей до 5 м/мин. возможно.
- В механизированных применениях дуговая сварка под флюсом обеспечивает высокий эксплуатационный коэффициент.
- Процесс SAW идеально подходит как для внутренних, так и для наружных работ.
- В случае дуговой сварки под флюсом восстанавливается от 50% до 90% флюса.
- Сварные швы, полученные дуговой сваркой под флюсом, однородны, прочны, пластичны и устойчивы к коррозии.
- Деформация уменьшается при сварке под флюсом.
- Нет возможности для разбрызгивания сварного шва, потому что дуга покрыта слоем флюса.

Ограничения дуговой сварки под флюсом
Ниже приведены ограничения дуговой сварки под флюсом:
- Дуговая сварка под флюсом может использоваться только для сварки черных металлов, таких как сталь и некоторые сплавы на основе никеля.
- Сварочный карьер под флюсом нуждается в относительно проблемных системах обращения с флюсом.
- Остатки шлака и флюса могут представлять опасность для здоровья и безопасности.
- Процесс SAW требует удаления межпроходного и послесварочного шлака.
- SAW ограничен только положениями сварки 1F, 2F и 1G.
Где используется процесс SAW?
Процедура дуговой сварки под флюсом используется для следующего:
- SAW подходит для сварки углеродистых сталей, например, в строительстве.
