Сравнение автоматической и полуавтоматической сварки
Сварка считается удобным и практичным способом соединения металлов. Со времени изобретения она стала неизменным спутником подавляющего большинства производственных или строительных процессов. Каждый из ее видов имеет свои сильные и слабые стороны.
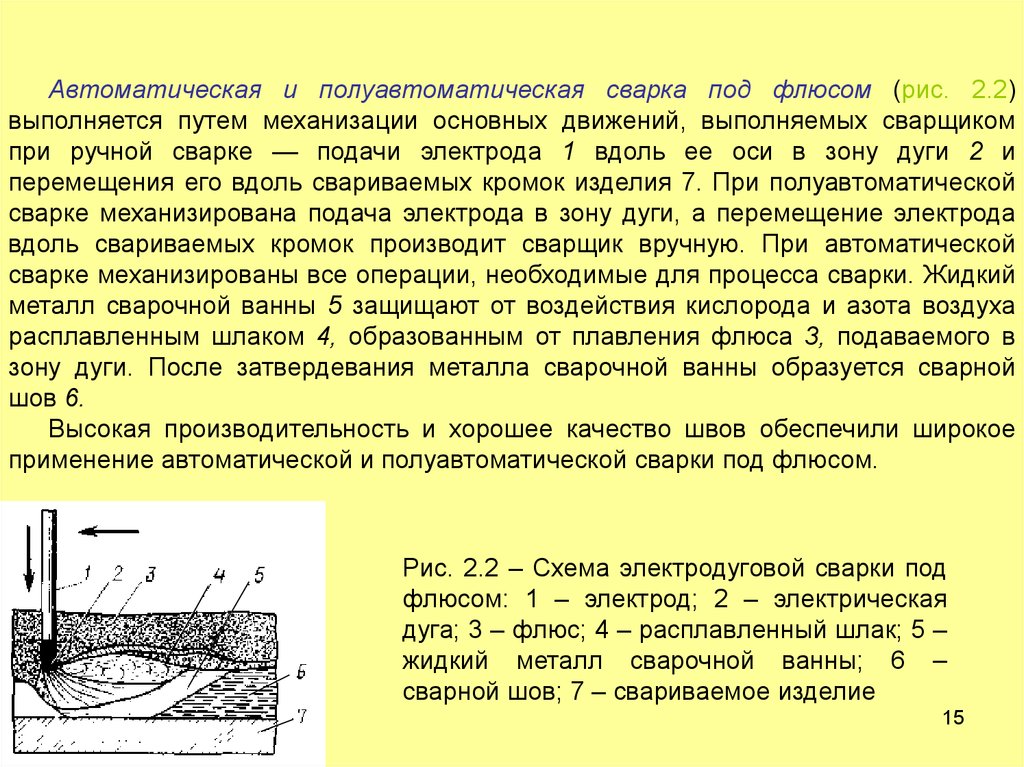
Автоматическая сварка под флюсом
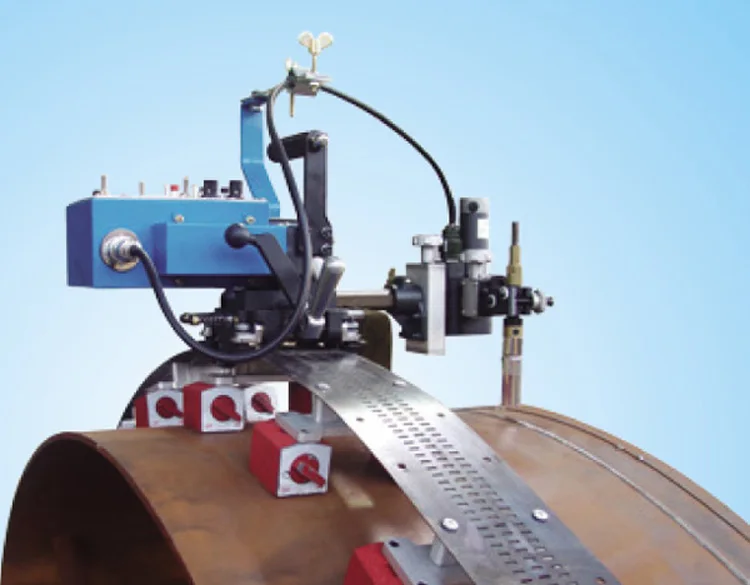
При использовании такой сварки весь процесс автоматизирован. Он выполняется с помощью подвесного устройства или самоходного сварочного трактора. Автоматы самостоятельно зажигают сварочную дугу, регулируют ее параметры и гасят при необходимости, обеспечивают подачу флюса и проволоки, а также перемещают горелку вдоль шва.
Весь процесс сварки происходит под слоем флюса, расходного материала, предназначенного для защиты сварочной ванны от контактов с воздухом, а также раскисления и легирования расплавленного металла. После сгорания флюс формирует легкоотделимую шлаковую корку. Она замедляет кристаллизацию металла и создает необходимые условия для выхода из сварочной ванны растворенных газов. Это позволяет минимизировать количество дефектов в швах.
Это позволяет минимизировать количество дефектов в швах.
Основные принципы автоматической сварки были сформулированы еще в конце XIX века. Однако практические основы таких устройств были заложены известным советским изобретателем Д.А. Дульчевским значительно позже, в 1927 году. Именно он и стал создателем первого в мире сварочного автомата.
Преимущества
Автоматическая сварка имеет ряд особенностей:
- Фактически весь процесс соединения металлов происходит в идеальных условиях. Их создает газовый пузырь, стенками которого является флюс. Это снижает потери металла на разбрызгивание, испарение и окисление до 2-5 % (при использовании ручной дуговой сварки аналогичный показатель доходит до 30 %).
- Автоматическая сварка позволяет максимально увеличить производительность труда по сравнению с ручной дуговой. Фактически этот параметр вырастает в 10 раз. Такой результат дает работа на сварочных токах до 2000 А. В итоге увеличивается глубина проплавления и появляется возможность соединения деталей толщиной до 12 мм (в случае односторонних стыковых швов) без разделки их кромок.

- После выполнения автоматической сварки нет необходимости в очистке металла от брызг. Это снижает общую трудоемкость работ.
- Такой вид соединения металлов обеспечивает постоянные геометрические размеры, форму и химический состав швов.
- Сварочная ванна надежно защищена от контактов с воздухом. В дополнение к этому шлаковая корка замедляет кристаллизацию металла. В результате вероятность образования дефектов в швах минимизируется.
- При выполнении автоматической сварки дуга зажигается и горит под слоем флюса, а выделение пыли и вредных газов незначительно, поэтому сварщику необязательно использовать индивидуальную защиту для глаз и лица.
- Еще одним существенным достоинством этого вида соединения металлов является снижение энергозатратности на 40 % по сравнению с ручной дуговой сваркой. Это возможно благодаря рационализации всего процесса.

Недостатки
Имея такой солидный перечень достоинств, автоматическая сварка не лишена и недостатков:
- Главным из них является высокая текучесть расплавленного флюса и металла. В результате сварочные работы можно выполнять только в нижнем положении. Максимальное отклонение шва от горизонтали не должно превышать 10-15°. Это накладывает ограничение на использование автоматической сварки для соединения труб диаметром менее 150 мм.
- Такой способ соединения металлов не отличается высокой маневренностью. Он подходит только для получения прямолинейных или кольцевых швов. По этой же причине его нельзя использовать в труднодоступных местах.
- При выполнении автоматической сварки важно не допускать увеличенных зазоров между кромками деталей. Это может привести к вытеканию флюса и расплавленного металла и образованию дефектов в швах.
- Горение дуги под слоем флюса не позволяет визуально контролировать или корректировать процесс сварки.
- Несмотря на отсутствие необходимости использовать индивидуальную защиту, автоматическая сварка наносит определенный вред здоровью из-за выделения вредных газов.
- Обязательное использование флюса повышает себестоимость сварки.
 В результате сварочные работы можно выполнять только в нижнем положении. Максимальное отклонение шва от горизонтали не должно превышать 10-15°. Это накладывает ограничение на использование автоматической сварки для соединения труб диаметром менее 150 мм.
В результате сварочные работы можно выполнять только в нижнем положении. Максимальное отклонение шва от горизонтали не должно превышать 10-15°. Это накладывает ограничение на использование автоматической сварки для соединения труб диаметром менее 150 мм.
Сфера применения
Автоматическая сварка используется для работы с различными металлами и сплавами толщиной 1,5-150 мм. Ее применение возможно только в заводских условиях. Она востребована при постройке судов и железнодорожных вагонов, для изготовления различных резервуаров большого объема и соединения труб диаметром более 150 мм. Наиболее активное применение оборудование для автоматической сварки находит в серийном производстве крупногабаритных изделий для формирования прямолинейных или кольцевых швов.
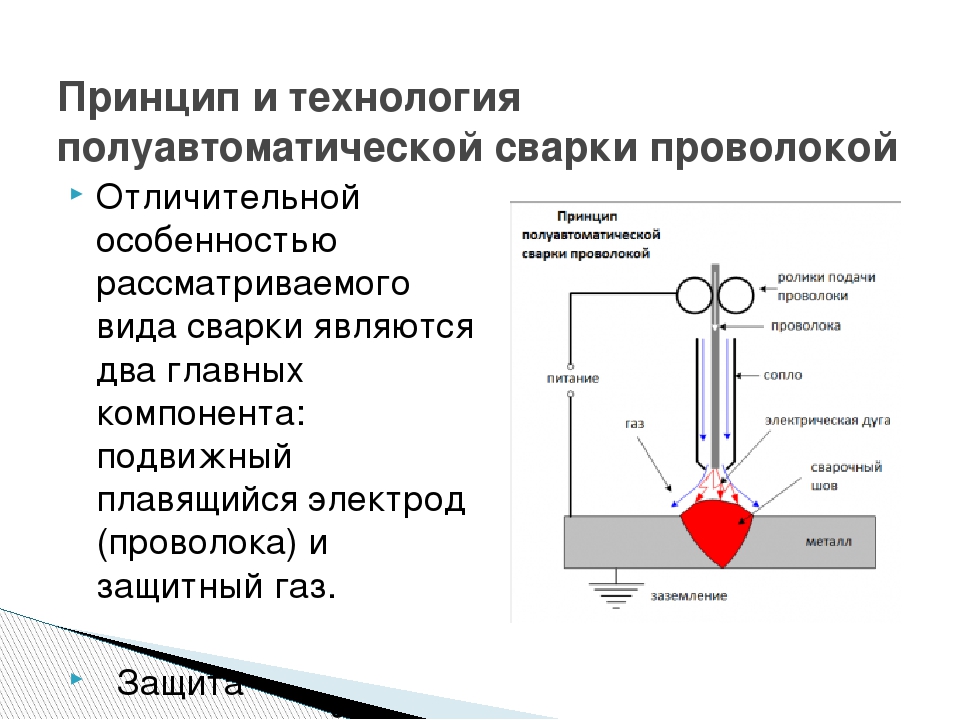
Полуавтоматическая сварка
В случае полуавтоматической сварки механизирован только один процесс: подача электрода. Все остальные операции выполняются оператором вручную. В качестве электрода используется сварочная проволока в кассетах. Для защиты сварочной зоны от контактов с воздухом применяются активные (углекислый) или инертные газы (аргон, гелий).
Выполнение полуавтоматической сварки
Процесс применения полуавтоматической сварки для промышленных целей впервые был разработан Центральным научно-исследовательским институтом технологии и машиностроения в 50-х годах ХХ века.

Преимущества
Полуавтоматическая сварка тоже имеет ряд преимуществ:
- Она отличается очень малой зоной термического воздействия, поэтому позволяет варить без прожогов детали толщиной до 0,5 мм.
- Электрод и сварочная ванна визуально доступны, поэтому в процесс сварки можно вовремя вносить необходимые коррективы.
- С помощью полуавтоматов допускается варить разнотолщинные детали.
- Такой способ соединения металлов подходит для выполнения швов в любых пространственных положениях, включая труднодоступные места.
- Производительность полуавтоматической сварки примерно в три раза выше, чем ручной. При этом потери металла от разбрызгивания и испарения тоже минимальны.
- Активный или инертные газы обеспечивают надежную защиту швов от воздействия воздуха. Количество дефектов в них минимально.
- Такой способ соединения металлов позволяет выполнять без скоса кромок стыковые швы для деталей толщиной до 8 мм и тавровые швы для деталей толщиной до 30 мм.
- Наиболее популярный для полуавтоматической сварки углекислый газ стоит значительно дешевле флюса, используемого при автоматической сварке.
- В процессе выполнения работ не образуется шлаковая корка, так что зачистку швов выполнять не надо. Это особенно полезно при сварке в несколько проходов.
- Комплект оборудования для полуавтоматической сварки компактней и проще, чем для автоматической.

Недостатки
Одновременно следует выделить определенные недостатки полуавтоматической сварки:
- В данном случае дуга не скрыта под слоем флюса, поэтому сварщик подвергается интенсивному излучению. Выполнять такие работы без средств защиты нельзя.
- Применяемый углекислый газ тяжелее воздуха, он способен скапливаться в рабочей зоне. Для безопасной работы требуется качественная вентиляция.
- При отказе от углекислого газа разбрызгивание металла резко возрастает.
- Применение полуавтоматической сварки ограничено закрытыми помещениями. Для открытого воздуха она не подходит. В этом случае газовая защита будет сдуваться, вследствие чего пострадает качество сварных швов.
 Для открытого воздуха она не подходит. В этом случае газовая защита будет сдуваться, вследствие чего пострадает качество сварных швов.
Для открытого воздуха она не подходит. В этом случае газовая защита будет сдуваться, вследствие чего пострадает качество сварных швов.
Сфера применения
Полуавтоматическая сварка используется для соединения деталей толщиной 0,5-100 мм. Она может применяться как в заводских условиях, так и в частных домохозяйствах. Главным отличием полуавтоматической сварки от автоматической является возможность сварки швов любой геометрической формы во всех пространственных положениях. По этой причине она востребована при мелкосерийном и серийном изготовлении различных сложных металлоконструкций.
Автоматическая сварка в сварочном мире подобна гоночному автомобилю
Полуавтоматическая сварка похожа на езду по трассе со сложным профилем
Выводы
Оба вида сварочного оборудования используются в промышленном производстве. При этом автоматическая сварка является более производительной, но подходит только для выполнения прямолинейных или кольцевых швов при изготовлении крупных изделий из металла.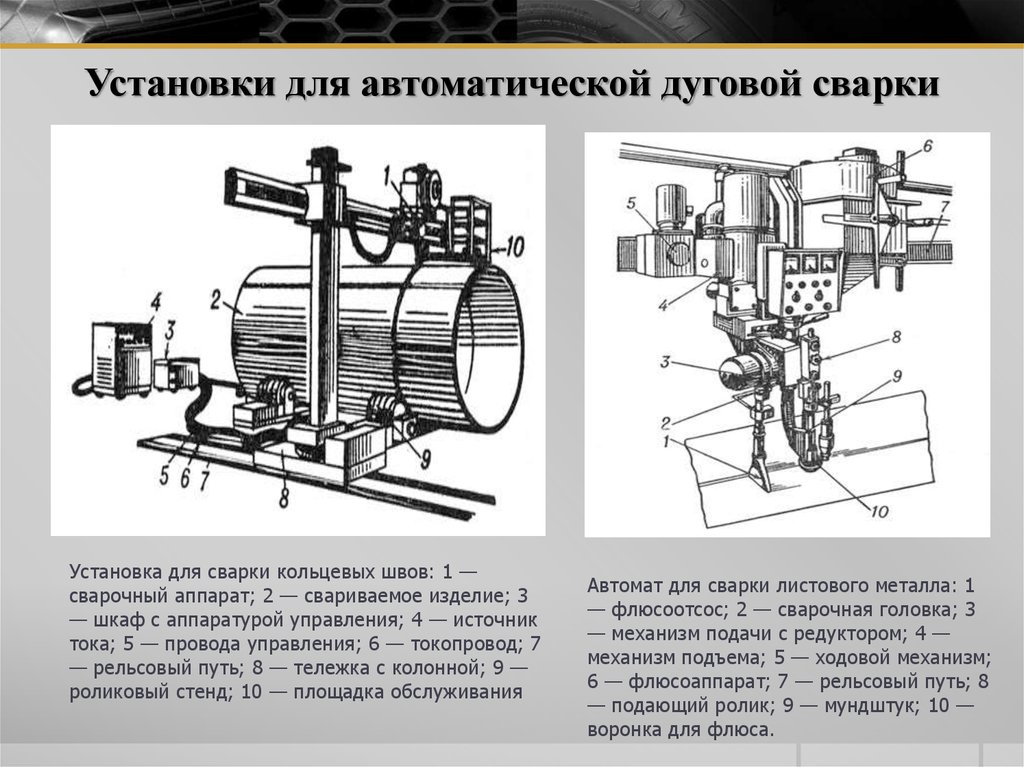 Полуавтоматическая сварка в три раза уступает автоматической по производительности, но с ее помощью можно варить любые швы. Она особенно полезна при сборке сложных по форме металлоконструкций.
Полуавтоматическая сварка в три раза уступает автоматической по производительности, но с ее помощью можно варить любые швы. Она особенно полезна при сборке сложных по форме металлоконструкций.
Посмотреть, как происходит процесс автоматической сварки, можно на видео: https://youtu.be/H6QGLGJ-BOE
Особенности полуавтоматической и автоматической сварки
Полуавтоматическая сварка и автоматическая позволяют получить высокую точность шва. Такая сварка имеет много преимуществ, нежели обычная ручная, поскольку процесс не зависит от уровня квалификации рабочего. Исходя из этого, можно проследить значительную экономию финансов, так как если работать с мастером высокой квалификации, то можно получить хорошее качество, но при этом высокую стоимость. Если же экономить на уровне квалификации, в данном случае будет страдать качество сварки.
Схема устройства сварочного полуавтомата.
Сущность автоматизированного процесса состоит в механическом перемещении электрода вдоль шва и подачи электрода в дугу. Автоматически поддерживается длина дуги. Особенности полуавтоматической сварки состоят в том, что происходит механизированная подача электрода непосредственно в зону сварки, однако электрод вдоль шва перемещается вручную.
Автоматически поддерживается длина дуги. Особенности полуавтоматической сварки состоят в том, что происходит механизированная подача электрода непосредственно в зону сварки, однако электрод вдоль шва перемещается вручную.
Читайте также:
Что такое бура и как правильно ее использовать.
Как варить электродами по нержавейке.
О флюсе для пайки читайте здесь.
Принципы, которые вложены в работу полуавтоматической дуговой сварки, и ее особенности
Дуговая сварка встречается двух видов: это автоматическая и полуавтоматическая дуговая сварка. Автомат прекрасно подойдет для массового производства или серийного. Для мелкосерийного лучше всего использовать полуавтомат. В индивидуальном случае применяют ручную дуговую сварку. Не всегда для предметов, на которых нужно осуществить сваривание, хорошо подходит автоматический процесс.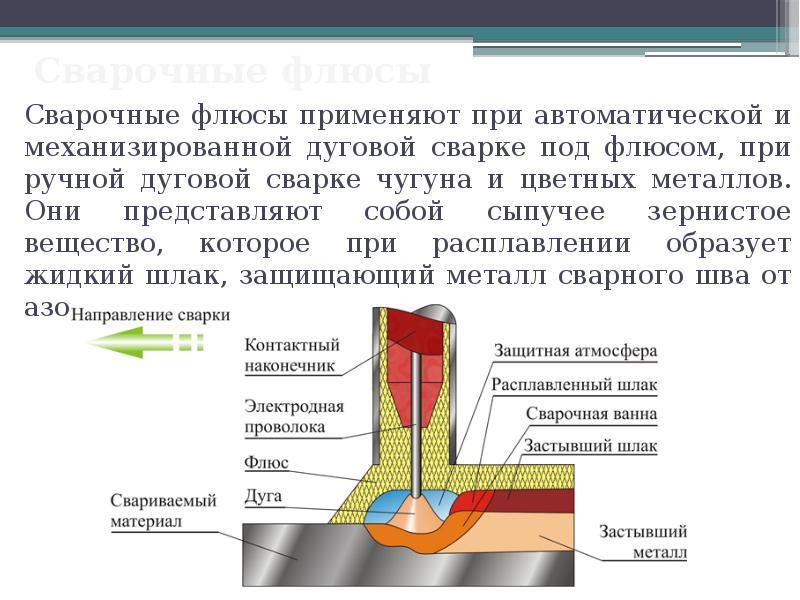 Например, сварные швы могут быть короткими или иметь достаточно сложную конфигурацию, а также могут быть неудобно расположены. Существует несколько вариантов полуавтоматической дуговой сварки:
Например, сварные швы могут быть короткими или иметь достаточно сложную конфигурацию, а также могут быть неудобно расположены. Существует несколько вариантов полуавтоматической дуговой сварки:
- Сварка, которая производится с помощью лежачего электрода или наклонного.
- Шланговая сварка.
Классификация дуговой сварки.
В первом случае используется электрод, который имеет толстую смазку, ложится на предмет, который прикрыт писчей бумагой. После этого на него ложится большой прижимной брусок, который обязательно должен быть из меди. В этом бруске необходимо наличие канавки, которая позволит передвигаться электроду. К электроду подводится сварочный ток. Он крепится на свободный от смазки конец, который для удобства имеет согнутую форму.
Зажигание дуги происходит специальным зажигательным стержнем, который подносят к концу электрода, что примыкает к изделию.После загорания дуга временно становится невидимой, поскольку она ползет под брусок по электроду, расплавляя его. Таким образом, вдоль него формируется наплавленный валик. Длина самого электрода и определяет длину шва, который необходимо наплавить. Чтобы изменить ее, следует просто взять электрод необходимой длины. Он может иметь до 12 см вдоль и до 0,8 см в диаметре.
Таким образом, вдоль него формируется наплавленный валик. Длина самого электрода и определяет длину шва, который необходимо наплавить. Чтобы изменить ее, следует просто взять электрод необходимой длины. Он может иметь до 12 см вдоль и до 0,8 см в диаметре.
Если воспользоваться вторым вариантом, то можно изменять сечение наплавленного металла в зависимости от изменения угла. Для этого существуют определенные пределы. Что в первом, что во втором вариантах электрод опирается на изделие, при этом стержень в обоих случаях изолируется от предмета благодаря обмазке, которая выступает так называемым козырьком.
Вернуться к оглавлению
Шланговая полуавтоматическая дуговая сварка
Схема полуавтоматической шланговой сварки.
Вместе с другими видами, данный вариант сварки получил достаточно широкое распространение. Изначально в шланговых полуавтоматах использовалась уникальная система сварки: она производилась за счет электродной тонкой проволоки, которая имела диаметр 4-5 мм.
Вся работа осуществлялась на маленьких сварочных токах. Из-за того, что проволока имела большой диаметр сечения, сам шланг был тяжелым и неудобным, поскольку не мог обеспечить необходимую гибкость при работе. К тому же из-за маленькой производительности не достигался необходимый результат, поэтому предпочтение отдавали применению ручной сварки.
Созданию более удобного шланга для сварки послужило уменьшение толщины проволоки до 0,2 – 0,25 см, а также ее покрытие флюсом – это дало возможность увеличить сварочный ток. Теперь шланг стал более гибким, не таким тяжелым и удобным для работы.
Вернуться к оглавлению
Сварка под флюсом, ее основные возможности и принцип работы
Автоматическая и полуавтоматическая сварка под флюсом – это высокопроизводительный процесс, поскольку она позволяет хорошо обеспечить технологичность в производстве. Чаще всего используется для изготовления и соединения технологических трубопроводов.
Схема сварки под слоем флюса.
Принцип ее действия состоит в том, что сварочная дуга находится между предметом, который непосредственно сваривается и электродной голой проволокой.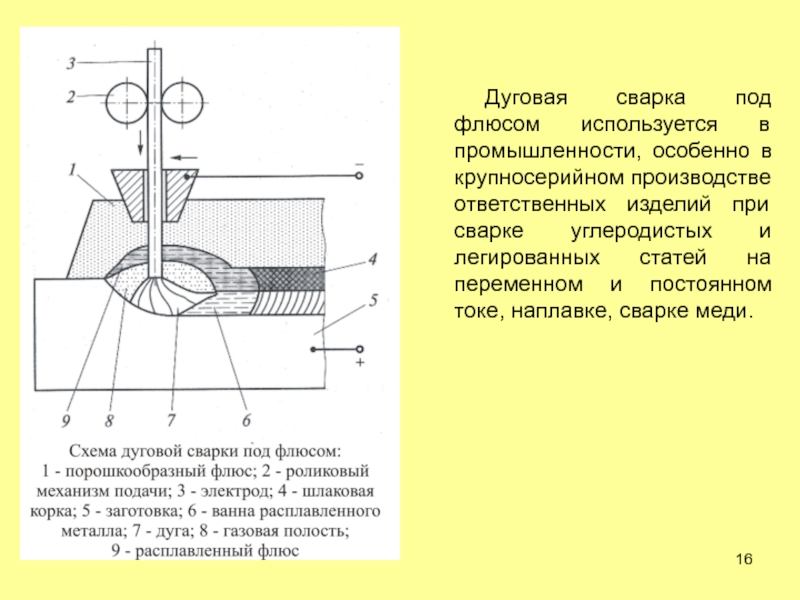 При этом она плотно прикрыта слоем сыпучего вещества, которое и называется флюсом. Он практически выполняет ту же самую роль, что и прикрытие сварочной дуги при ручной сварке. К тому же можно не прикрывать глаза защитными приспособлениями, поскольку флюс полностью закрывает источник горения, поэтому опасность их повредить сильно уменьшается.
При этом она плотно прикрыта слоем сыпучего вещества, которое и называется флюсом. Он практически выполняет ту же самую роль, что и прикрытие сварочной дуги при ручной сварке. К тому же можно не прикрывать глаза защитными приспособлениями, поскольку флюс полностью закрывает источник горения, поэтому опасность их повредить сильно уменьшается.
Такой процесс осуществляется благодаря сварочной головке. В автоматическом процессе она перемещается, соответственно, автоматически, а вот при использовании полуавтомата головка вдоль шва перемещается вручную.
Подготовке кромок сварных труб для автомата и полуавтоматической сварки уделяют больше внимания, чем ручной. Это объясняется тем, что обеспечивается большая жидкотекучесть и точность в процессе, поэтому необходимо при сборке установить одинаковые зазоры и разделки фасок.
Только при таком условии можно получить идеально точный размер и толщину шва, а также отличное качество и отлаженную производительность процесса.
Благодаря тому, что повышается коэффициент наплавки, увеличивается плотность тока и растет скорость самой сварки. Полуавтоматы могут увеличивать производительность под слоем флюса практически от 2 до 5 раз больше, чем ручная сварка.
Вернуться к оглавлению
Варианты использования флюса в зависимости от характеристик стали
По характеристикам стали определяют, какую именно марку флюса нужно применить, например:
- низкоуглеродистая или малоуглеродистая сталь – применяются флюсы ФЦ-9, АН-348А, ОСЦ-45;
- высоколегированные стали – используется флюс ФЦЛ-2;
- углеродистые и легированные стали – необходим флюс неплавленный керамический КВС-19 или К-2;
Что касается всех остальных труб, то для сварки обычно используется холоднотянутая калиброванная проволока.
Диаметр такой сварочной проволоки от 0,3 до 12 мм. Однако наиболее часто используется сечение от 0,8 мм до 5 мм. Ее химический состав может быть различным.
Вернуться к оглавлению
Сварочный пост и его конструкция
Схема соединения сварочного поста.
Сварочный пост – это рабочее место мастера. Оно оснащено различными инструментами и еще целым комплектом технологического приспособления, которое необходимо для работы сварщику. Они могут быть двух видов: передвижные и стационарные.
Передвижной пост обычно применяется в том случае, если необходимо осуществить сварку на большом изделии. Обычно он расположен на свободном пространстве, при этом закрыт навесом во избежание попадания светового излучения. Еще могут использоваться защитные щиты.
Стационарный пост – это кабинка, которая имеет размер 2000х2500х2000, она не имеет крыши. Стенки ее изготавливают из нескольких материалов: брезента, тонкой стали или фанеры. Однако перед установкой нужно обязательно обработать огнеустойчивой смесью или раствором квасцов. Это позволит обезопасить работу сварщика. Пол обязан состоять из огнестойкого материала. Освещенность кабинки не может быть меньше 80 лк.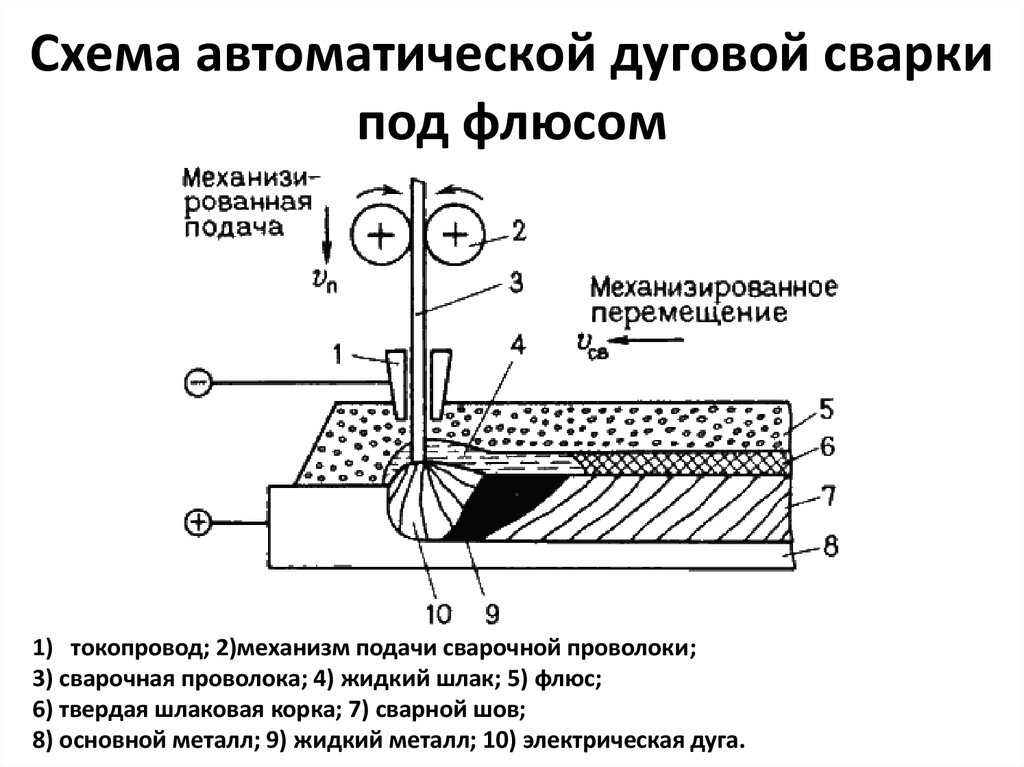 Обеспечивается хорошая вентиляционная система. Отсос воздуха должен быть расположен таким образом, чтобы при сварке полученные газы были отведены от работника.
Обеспечивается хорошая вентиляционная система. Отсос воздуха должен быть расположен таким образом, чтобы при сварке полученные газы были отведены от работника.
Сам процесс выполняется на столе высотой 500-700 мм при наличии чугунной крышки, которая должна быть 20-25 мм толщиной. Нельзя пренебрегать техникой безопасности, поскольку сварка может быть очень опасна, если не соблюдаются все положенные правила.
В кабине сварщика имеется магнитный пускатель или рубильник, который непосредственно обеспечит доступ тока при сварке.
Полуавтоматическая или автоматическая машина для упаковки в термоусадочную пленку со сварочной планкой
Ссылка: N-FA04Детали
Тип пленки:
Нейтральная
Лоток:
В наличии
Тип работы:
Работа с пленкой с печатью:
Да
3 4Машинная подача0003
Пакетов в минуту:
22
Текущее состояние:
Новый
Функции безопасности:
Да
Руководства:
Да
Термоусадочная упаковка
Ссылка: N-FA04 НовыйМодель:
Полуавтоматическая или автоматическая машина для упаковки в термоусадочную пленку со сварным стержнем до 22 п/м
Скорость:
22 Пачка/минута
Запрашивать информацию Для каждой машины доступна дополнительная информация, фотографии и макеты.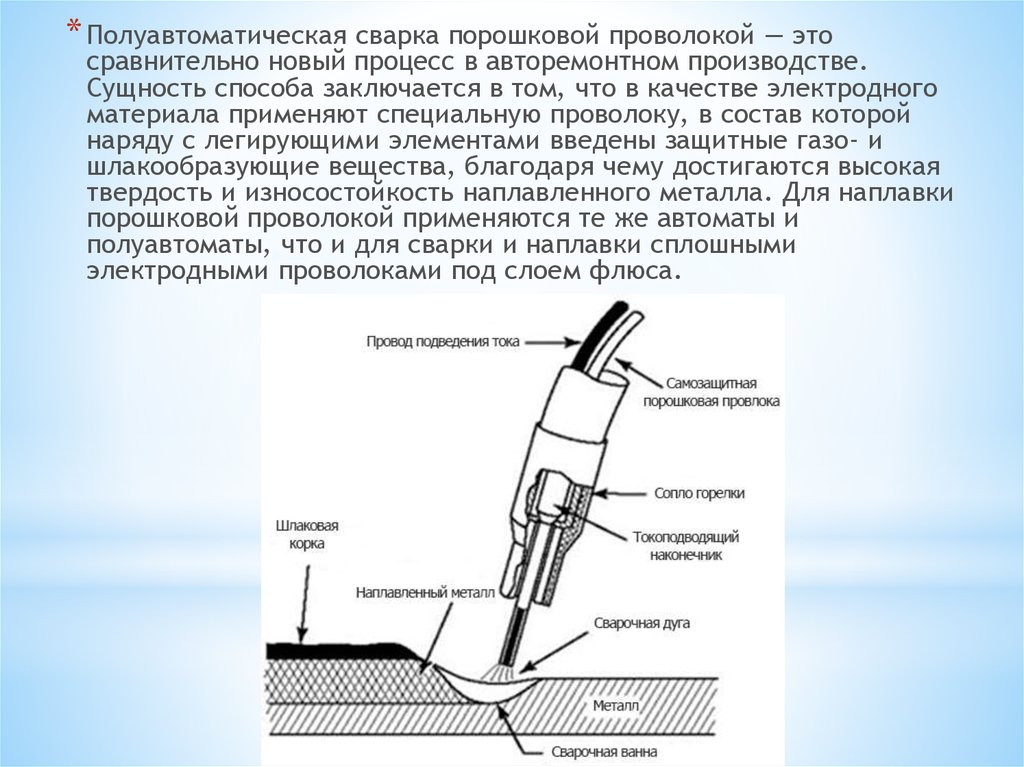 Нажмите «Запросить информацию», если вам нужны дополнительные данные.
Нажмите «Запросить информацию», если вам нужны дополнительные данные.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Рабочее состояние каждой машины отслеживается ежемесячно. Поэтому мы оперативно обновим текущий статус машины только в момент вашего запроса.
Подробная информация
Тип пленки:
Нейтральный
Трей:
Доступно
Операционный тип:
Работает с печатной пленкой:
Да
Тип машины:
.
Текущее состояние:
Новый
Функции безопасности:
Руководства:
Да
Полное описание
Заинтересованы в этой машине?
Описание
Полуавтоматическая или автоматическая машина для упаковки в термоусадочную пленку со сварочным стержнем до 22 стр/мин –
Новинка Автоматическая термоусадочная машина с конвейером подачи продукта в линию, настроенная для ручной загрузки продукта на ленту или встроенная в полностью автоматические линии. Подходит для упаковки отдельных или уже упакованных продуктов, таких как коробки, лотки, мотки кабеля, паркет, или легких и очень легких продуктов с минимальной высотой 3 мм, таких как коробки, белье, пачки бумаги, журналы, листовки. Возможность полного смыкания пачек путем наложения и боковой автосклейки.
Подходит для упаковки отдельных или уже упакованных продуктов, таких как коробки, лотки, мотки кабеля, паркет, или легких и очень легких продуктов с минимальной высотой 3 мм, таких как коробки, белье, пачки бумаги, журналы, листовки. Возможность полного смыкания пачек путем наложения и боковой автосклейки.
Моноблочные системы со сварочным агрегатом и туннелем в единой прочной конструкции имеют уменьшенные внешние размеры, что делает их компактными и надежными, подходят для упаковки продуктов в термоусадочную полиэтиленовую пленку «плоский лист», отдельных или групповых продуктов с пленка или пленка плюс картонный разделитель или лоток.
Скорость от 10 до 22 упаковок/мин.
Машина может быть сконфигурирована по запросу, показан пример
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Рабочее состояние каждой машины отслеживается ежемесячно. Поэтому мы оперативно обновим текущий статус машины только в момент вашего запроса.
АВТОМАТИЧЕСКИЕ СВАРОЧНЫЕ ПИСТОЛЕТЫ
Автоматические пистолеты для емкостной сварки предназначены для приварки резьбовых шпилек, шпилек с внутренней резьбой и других элементов для конденсаторной сварки разрядом.
Автоматические горелки для сварки конденсаторным разрядом обычно используются с автоматическим устройством подачи резьбовых шпилек VBZ или в полуавтоматическом режиме с ручной загрузкой приварных шпилек.
Другие категории
АВТОМАТИЧЕСКИЕ СВАРОЧНЫЕ СИСТЕМЫСварочные аппараты с конденсаторным разрядом серии PRO-C предназначены для сварки шпилек с конденсаторным разрядом, особенно для автоматических применений. Микропроцессор и непрерывная регулировка скорости…
Посмотреть продукцию
АВТОМАТИЧЕСКАЯ КОНДЕНСАТОРНАЯ РАЗРЯДНАЯ ПРИВАРКА
При контактной сварке приварных гаек и приварных винтов можно использовать автоматическую систему подачи, которая применяется в электрических точечных сварочных аппаратах.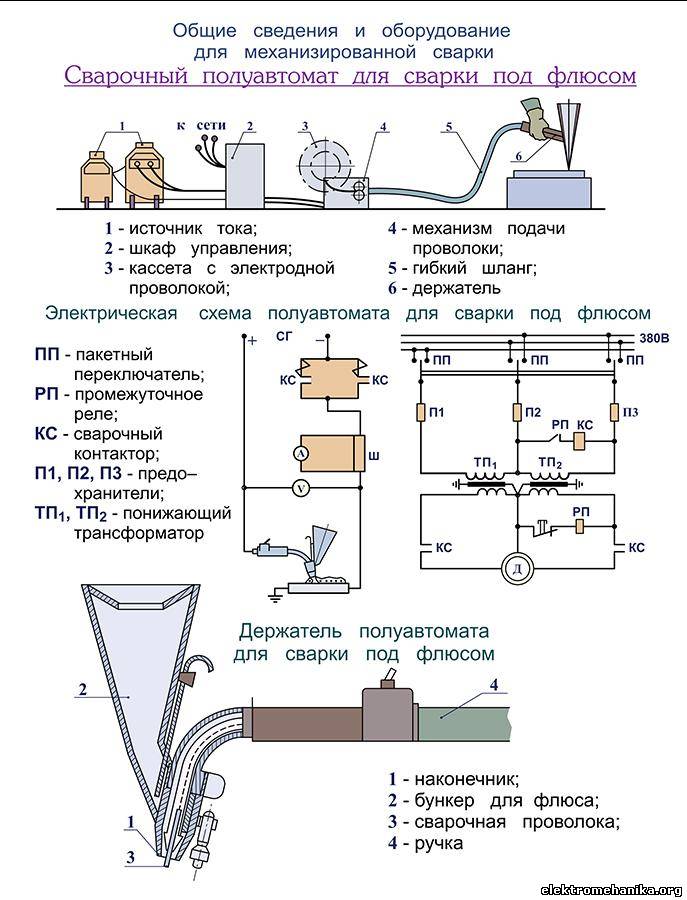 Автоматическая система подачи позволяет позиционировать…
Автоматическая система подачи позволяет позиционировать…
Посмотреть продукцию
АВТОМАТИЧЕСКИЙ ЗАГРУЗЧИК ГАЙОК И ВИНТОВ
Автоматические сварочные головки для конденсаторной разрядной сварки используются на стендах для конденсаторной разрядной сварки, роботах для емкостной разрядной сварки, стационарных рабочих центрах и традиционных сварочных аппаратах. Автомат ц…
Смотреть товары
ГОЛОВКИ ДЛЯ АВТОМАТИЧЕСКОЙ ПРИВАРКИ ШПИЛЕЙ
А.Т.С. разрабатывает и предлагает различные типы автоматических сварочных аппаратов для конденсаторной разрядной сварки, пригодных для приварки резьбовых шпилек, шпилек с внутренней резьбой и гладких штифтов. …
…
См. продукты
МАШИНЫ ДЛЯ ПРИВАРКИ ШИПОВ С ЧПУ
Устройство подачи VBZ представляет собой устройство подачи приварных шпилек для полностью автоматической системы, которое можно комбинировать с автоматической головкой для приварки шпилек или автоматическим пистолетом. Питатель VBZ подходит для приварных шпилек с фланцем, …
См. продукты
ПОГРУЗЧИК ВБЗ ДЛЯ СВАРОЧНЫХ ЭЛЕМЕНТОВ
Не заблудись
Последние новости
Все новостиУЛУЧШЕНИЯ БАЛАНСИРОВЩИКОВ TECNA 9310 ДО …
Непрерывное развитие линейки балансиров Tecna позволило реализовать четыре важные инновации…
Читать все
ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПРИВАРКИ ШПИЛЕЙ…
A.