Дуговая полуавтоматическая сварка
Автоматическая и полуавтоматическая дуговая сварка
Одновременно с разработкой методов улучшения качества сварного шва развитие сварочной техники шло в направлении повышения производительности и автоматизации процесса. Производительность процесса дуговой сварки зависит от мощности дуги. Значительное увеличение напряжения дуги невозможно по соображениям техники безопасности. Попытки же поднять мощность путем увеличения силы тока ограничивались двумя обстоятельствами. Во-первых, при увеличении силы тока происходит нагрев стержня электрода ввиду того, что тек подводится от держателя к концу электрода, а электрическое сопротивление стержня достаточно велико. Во-вторых, большое тепловыделение в дуге вызывает интенсивное кипение сварочной ванны, разбрызгивание металла и совершенно неудовлетворительное формирование шва.
Некоторое время назад стремились достигнуть повышения производительности увеличением диаметра электрода, при котором удавалось увеличить силу тока без перегрева стержня. Применялись электроды диаметром 8, 10 и 12 мм. Однако работать столь большими электродными стержнями было очень неудобно. Применение скользящих электрических контактов для подвода тока к концу электрода вблизи дуги оказалось конструктивно сложным и все равно не устраняло разбрызгивания.
Таким образом, создался как бы технологический предел повышения производительности дуговой сварки. Автоматизация процесса, т. е. механизированная подача проволоки в дугу и перемещение последней вдоль соединения, не исправляла положения. Применение автоматов в этих условиях было бесполезным, так как не обеспечивало основного условия — повышения производительности труда. Коренное решение вопроса о повышении производительности электросварки было получено в 1936-1937 гг., когда в США, а затем и в СССР был применен метод автоматической электросварки закрытой дугой, т. е. под слоем флюса.
Схема современного метода автоматической сварки под флюсом. Сварочная проволока подается в дугу специальным механизмом (головкой) из бухты. Флюс засыпается из бункера. Дуга (невидимая для глаза) горит под слоем флюса, расплавляет часть флюса и образует в нем пузырь, заполненный газами и парами веществ, испаряемых дугой. Питание дуги электрическим током осуществляется от специального источника (трансформатора с дросселем или генератора постоянного тока).
Автоматическая сварка под флюсом имеет следующие преимущества перед ручной сваркой. 1. Достигается резкое повышение производительности сварки (иногда в 10-20 раз) благодаря: а) применению больших сил тока без увеличения диаметра электрода; ток подводится вблизи конца электрода, и поэтому, несмотря на повышение плотности тока, не происходит перегрева электрода; наличие флюса, оказывающего давление на зону дуги и ванну (около 6-9 г/см2), предотвращает разбрызгивание металла при большой плотности тока и обеспечивает правильное формирование шва; б) уменьшению количества наплавленного металла вследствие более глубокого проплавления основного металла и увеличения его доли в формировании шва; в) возможности сваривать швы большого сечения за один проход. 2. Экономится электродная проволока благодаря отсутствию потерь на огарки и резкому снижению потерь на угар и разбрызгивание. 3. Экономится электроэнергия, что обусловлено высокими режимами сварки и лучшим использованием тепла дуги.
При автоматической сварке под флюсом может быть получено более высокое качество металла шва, чем при ручной сварке, благодаря лучшей защите наплавленного металла от вредного действия кислорода и азота воздуха, отсутствию пор, шлаковых включений и непроваров, и большей плотности металла. Кроме того, при сварке под флюсом устраняется вредное действие излучения дуги. Снижаются требования в отношении квалификации сварщиков.
Дальнейшим развитием и видоизменением способа сварки закрытой дугой явилась полуавтоматическая сварка под флюсом. При полуавтоматической сварке перемещение дуги вдоль шва осуществляется вручную, а подача проволоки — автоматически. По предложению В. П. Демянцевича и И. А. Блоха применяется проволока малого диаметра (1,2-2 мм), которая подается в дугу по гибкому шлангу. Используется повышенная плотность тока. Флюс засыпается в зону дуги из бункера, укрепленного на конце шланга. Бункер с рукояткой и наконечником, направляющим проволоку, представляет собой единый электрододержатель. Существуют установки и с пневматической подачей флюса от отдельно стоящего бункера по второму параллельному шлангу. Благодаря малому диаметру проволоки обеспечиваются достаточная гибкость шланга и большая маневренность. Относительно небольшая сила тока позволяет использовать компактные источники питания (такие же, как при ручной дуговой сварке). Полуавтоматическая сварка под флюсом находит в судостроении весьма широкое распространение, главным образом, для сварки угловых швов, протяженность которых в корпусных конструкциях наиболее велика. В области применения автоматической и полуавтоматической сварки под флюсом Советский Союз занимает ведущее место. Автоматической сваркой свариваются сотни тысяч тонн металлоконструкций. Объем применения автоматической и полуавтоматической сварки в судостроении достиг сейчас 60-70% от общего объема сварочных работ. В 1949 г. Г. З. Волошкевичем был предложен метод автоматической дуговой сварки с принудительным формированием для выполнения швов в вертикальном или наклонном положении. При обычной автоматической сварке со свободным формированием вследствие относительно большого объема сварочной ванны сварка на вертикальной плоскости, очевидно, невозможна, так как жидкий металл вытекает из сварочной ванны. Для того, чтобы предотвратить вытекание сварочной ванны, необходимо искусственно охлаждать ее с поверхности, прижимая медными ползунами или диском.
Процесс ведется проволокой малого диаметра (как правило 3 мм) автоматом, перемещающимся вместе с ползуном по зубчатой рейке, укрепленной параллельно свариваемому шву.
В настоящее время создаются автоматы для сварки даже в потолочном положении (например, неповоротных стыков трубопроводов больших диаметров). Удержание сварочной ванны от вытекания производится в них при помощи медного диска. Электрошлаковая сварка. Электрошлаковая сварка — дальнейшее развитие метода автоматической сварки с принудительным формированием. При электрошлаковом процессе, в отличие от других способов сварки, источником нагрева служит тепло, выделяющееся в жидкой шлаковой ванне при прохождении через нее электрического тока. Ванна расплавленного шлака создается между кромками двух деталей и поддерживается от вытекания охлаждаемыми медными планками или специальной формой. В шлаковую ванну погружается плавящийся электрод. Электрический ток, проходя через расплавленный шлак, вследствие сопротивления последнего разогревает ванну. Благодаря высокой температуре шлаковой ванны в ней расплавляется погруженный электрод и оплавляются кромки деталей. Жидкая металлическая ванна из расплавленного электродного и основного металла располагается внизу, под шлаком. По мере плавления электрода сварочная ванна и находящийся над ней шлак постепенно поднимаются вверх, а затвердевающий в нижней части металл образует сварной шов. При большой толщине свариваемого металла в ванну может подаваться не один, а несколько параллельных электродов в виде прутков (иногда в виде пластин).
При электрошлаковой сварке тепло используется, главным образом, для плавления основного и присадочного материала, так как флюса расплавляется очень мало. Расход электроэнергии на 1 кг наплавленного металла получается низким. Благодаря большой силе тока, доходящей до 6000 а, обеспечивается высокая производительность процесса, причем его эффективность особенно высока при сварке металла больших толщин (100-200 мм и выше). Одним из преимуществ процесса является то, что не требуется точная обработка и подгонка кромок под сварку. При больших толщинах такая обработка очень трудоемка и ее исключение дает значительную экономию. Существуют различные варианты электрошлаковой сварки в зависимости от конструкции шлакоудерживающих устройств: например, с подвижными охлаждаемыми ползунами, ванношлаковая в неподвижной форме и др. Схемы электрошлаковой сварки разделяются также по количеству, форме и способу подачи электродов (проволочными электродами, пластинчатыми электродами, плавящимся мундштуком и др.). Дуговая сварка в защитных газах. Защита металла шва при дуговой сварке может осуществляться не только применением слоя флюса, но и путем создания газовой оболочки. Для этого газ по шлангу подают в зону дуги или производят сварку в замкнутом сосуде, наполненном газом. В качестве защитных газов используются нейтральные газы (гелий или аргон), углекислый газ, азот или водород. Наиболее распространена сварка в струе аргона, обеспечивающей надежную защиту от окисления и, благодаря этому, получение высоких механических свойств металла шва. Могут быть применены как неплавящиеся (вольфрамовые), так и плавящиеся электроды. В частности, последний способ с применением алюминиевой проволоки, подаваемой в дугу полуавто
www.samsvar.ru
Полуавтоматическая сварка в среде защитных газов (MIG/MAG) – Осварке.Нет
Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.
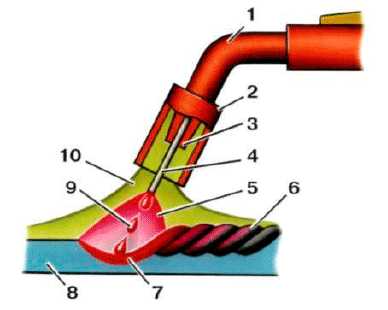
Рис. 1. 1 — горелка, 2 — сопло, 3 — токоподводящий наконечник, 4 — электродная проволока, 5 — дуга, 6 — шов, 7 — ванна, 8 — основной металл, 9 — капля металла, 10 — газовая защита.
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Оборудование для полуавтоматической сварки
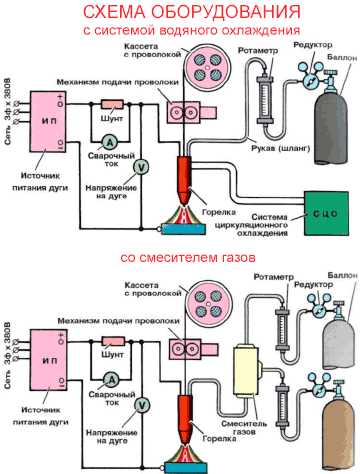
В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.
Источники питания сварочной дугиДля сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются. | |
Многопостовые источники питанияДля организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки. Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе. Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте. | |
Механизмы подачи проволокиМеханизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа. | |
Сварочные полуавтоматыСварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д. Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм. | |
Сварочная горелкаВыполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды. | |
Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
| Баллоны В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне. | |
| Редуктор (регулятор давления)Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддержания. Для регулирования расходов газа (давления) вращают маховик на редукторе. | |
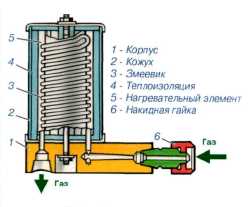 | Подогреватель При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора. При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока. |
| Осушитель Для поглощения влаги находящейся в углекислом газе в состав газового оборудования иногда включают осушитель большего или низкого давления. Осушитель высокого давления устанавливается перед редуктором, а низкого — после редуктора. Поглощает влагу специальное вещество — алюмогликоль или силикагель. Свойства обеих веществ можно восстановить путем прокалывания при температуре 250-300 ºC. | |
| Ротаметр Ротаметры используются для определения расходов защитного газа, когда на редукторе нет предустановленного расходомера. | |
| Рукава (шланги) Гибкие трубки изготавливаемые из вулканизированной резины усиленные льняной тканью. С их помощью защитный газ транспортируется к горелке и другим частям газового оборудования. | |
| Смеситель газов Смеситель газов предназначенный для приготовления смеси газов при подаче из нескольких баллонов. | |
Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
| Детали не большей толщины 0,8-4 мм сваривают без разделки кромок закрепленными в сборочно-сварочных приспособлениях.Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках. | |
| Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки. | |
| Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей. | |
Сварка угловых и тавровых соединений полуавтоматом
| Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении. | |
| Сварка угловых и тавровых швов усложняется плохим наблюдением за формированием шва из-за сопла горелки. Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм. | |
Сварка нахлесточных соединений
| Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход. | |
| Сварка деталей толщиной более 1,5 мм выполняется на весу за несколько проходов. | |
Сварка горизонтальных швов полуавтоматом
| Сварка горизонтальных швов ведется «углом вперед» без поперечных колебательных движений горелкой. Металл толщиной более 6 мм сваривают за несколько проходов. | |
| Сварка деталей до 3 мм ведется под прямым углом горелки оси горелки относительно сварных деталей, без разделки кромок. | |
| Сварка деталей более 3 мм в горизонтальном положении сваривается с разделкой верхней кромки, а горелка наклоняется относительно верхней детали под углом примерно 70º. | |
Сварка вертикальных швов
Сварку вертикальных швов рекомендуется выполнять проволокой диаметра 0,8-1,2 мм со свободным формированием шва. Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Сварка потолочных швов
Потолочные швы толщиной более 6 мм лучше сваривать за несколько проходов. Сварку алюминия и его сплавов полуавтоматом рекомендуется вести углом вперед, а сварку сталей, меди, титана и других металлов — углом назад.
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки полуавтоматом относят:
- Возможность сравнительно легко получить качественное сварное соединение, в том числе для тонкостенных сварных конструкций.
- Высокая производительность сварки данным методом по сравнению с ручной дуговой сваркой, газовой сваркой и др.
- Механизированную сварку в среде защитных газов можно выполнять во всех пространственных положениях: нижнем, горизонтальном, вертикальном и потолочном.
- Отсутствие флюсов и покрытий, а соответственно операций по очистке шва от шлака.
- Дуга при сварке в защитных газах более сконцентрированная, поэтому зона термического влияния минимальная.
- Сварка сопровождается незначительными напряжениями и деформациями.
- Возможность полной автоматизации процесса сварки.
Недостатки способа:
- При сварке на открытом воздухе или сквозняке повышается вероятность нарушения газовой защиты.
- Разбрызгивание электродного металла во время сварки, особенно при использовании углекислого газа.
- При сварке на режимах с повышенной мощностью возникает потребность в использовании систем водного охлаждения из-за сильного нагрева оборудования.
osvarke.net
Ручная сварка полуавтоматом
Ручная и полуавтоматическая сварка
Использование в процессе сварки трубопроводов и других конструкций самозащитной порошковой проволоки позволяет добиться высокого качества сварочного шва, повышения эффективности и производительности труда. В этой статье речь пойдет об особенности сварки самозащитной проволоки.
Титан – это легкий материал, обладающий выдающимися физическими и химическими характеристиками. Титановые сплавы часто применяются в самых разных отраслях промышленности при конструировании узлов и агрегатов. Сварочный процесс изделий, изготовленных из титановых сплавов, обладает целым рядом нюансов, которые необходимо учитывать для качественного выполнения работы.
Сварка тонкого металла – это довольно востребованная процедура, так как именно тонколистовой металл сегодня достаточно часто применяется при производстве самых разных изделий – от бытовых приборов до автомобилей и катеров. Но это еще и процесс, обладающий целым рядом особенностей и нюансов, и только полное их соблюдение может привести к идеальному результату.
stalevarim.ru
Как правильно варить сварочным полуавтоматом
Как правильно варить полуавтоматом
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока. Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
Классификация сварочных полуавтоматов
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
- Для соединения сплошной проволокой стальной.
- Для соединения сплошной проволокой алюминиевой.
- Универсальные (для соединения проволокой стальной и алюминиевой).
По роду защиты сварного шва
По характеру перемещения
Достоинства и недостатки полуавтоматической сварки
Достоинства
- Возможность сваривать детали из тонколистовой стали толщиной до 0,5 мм.
- Незначительная чувствительность к ржавчине и другим загрязнениям основного металла.
- Низкая стоимость по сравнению с другими видами сваривания.
- С помощью сварочных полуавтоматов можно выполнить пайку оцинкованных деталей проволокой из медного сплава, без повреждения цинкового покрытия.
Недостатки
- Если не используется защитный газ увеличивается разбрызгивание металла.
- Более интенсивное излучение открытой дуги.
Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном газе аргоне .
В качестве источника питания используется постоянный обратный ток (на изделие подается минус). Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
- тянущий;
- толкающий;
- универсальный (тянуще-толкающий).
Сварка полуавтоматом, выполняем работу своими руками
Прежде, чем приступить к работе, необходимо настроить аппарат:
- Подобрать силу сварочного тока в соответствии с толщиной свариваемого металла. В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
- Согласно инструкции настроить необходимую скорость подачи сварочной проволоки. Скорость регулируется с помощью сменных шестерен, прилагаемых к аппарату.
- Настроить источник тока на необходимые параметры (силу тока и напряжение).
- Проверить правильность подбора режимов на пробном изделии. При необходимости провести их корректировку. Правильно настроенный аппарат выдаст устойчивую сварную дугу, необходимое количество флюса.
- Установить переключатель подачи проволоки в положение «Вперед».
- Наполнить воронку флюсом.
- Установить держатель таким образом, чтобы наконечник мундштука находился в сварочной зоне.
- Открыть заслонку флюсовой воронки, нажать кнопку «Пуск», одновременно чиркая по месту сварки. В результате загорится дуга и начнется сварочный процесс.
Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва .
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.
 Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газеПлазменная сварка — один из относительно новых видов соединения металлов. Как она выполняется, читайте в этой статье .
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по http://elsvarkin.ru/texnologiya/drugie-vidy-svarki/ ссылке.
Как варить полуавтоматом без газа
Безусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа. Работа такой проволокой выполняется прямым током (на изделие подается плюс). Как варить вертикальный шов. Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Приобретаем полуавтомат
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:
- Выяснить характеристики вашей питающей сети.
- Определиться с целью приобретения оборудования.
- Изучить как можно больше информации по оборудованию.
- Выяснить, поставляются ли в ваш регион расходные материалы к этому аппарату.
- Изучить технологию сварки. Демонстрирующие как правильно варить полуавтоматом можно посмотреть в интернете. В сети та
www.samsvar.ru
Полуавтоматическая и автоматическая сварка
Особенности полуавтоматической и автоматической сварки
Оглавление: [скрыть]
- Принципы, которые вложены в работу полуавтоматической дуговой сварки, и ее особенности
- Шланговая полуавтоматическая дуговая сварка
- Сварка под флюсом, ее основные возможности и принцип работы
- Варианты использования флюса в зависимости от характеристик стали
- Сварочный пост и его конструкция
Полуавтоматическая сварка и автоматическая позволяют получить высокую точность шва. Такая сварка имеет много преимуществ, нежели обычная ручная, поскольку процесс не зависит от уровня квалификации рабочего. Исходя из этого, можно проследить значительную экономию финансов, так как если работать с мастером высокой квалификации, то можно получить хорошее качество, но при этом высокую стоимость. Если же экономить на уровне квалификации, в данном случае будет страдать качество сварки.
Схема устройства сварочного полуавтомата.
Сущность автоматизированного процесса состоит в механическом перемещении электрода вдоль шва и подачи электрода в дугу. Автоматически поддерживается длина дуги. Особенности полуавтоматической сварки состоят в том, что происходит механизированная подача электрода непосредственно в зону сварки, однако электрод вдоль шва перемещается вручную. Полуавтоматом работать несложно: это некая альтернатива между ручной и автоматизированной работой.
Принципы, которые вложены в работу полуавтоматической дуговой сварки, и ее особенности
Дуговая сварка встречается двух видов: это автоматическая и полуавтоматическая дуговая сварка. Автомат прекрасно подойдет для массового производства или серийного. Для мелкосерийного лучше всего использовать полуавтомат. В индивидуальном случае применяют ручную дуговую сварку. Не всегда для предметов, на которых нужно осуществить сваривание, хорошо подходит автоматический процесс. Например, сварные швы могут быть короткими или иметь достаточно сложную конфигурацию, а также могут быть неудобно расположены. Существует несколько вариантов полуавтоматической дуговой сварки:
- Сварка, которая производится с помощью лежачего электрода или наклонного.
- Шланговая сварка.
Классификация дуговой сварки.
В первом случае используется электрод, который имеет толстую смазку, ложится на предмет, который прикрыт писчей бумагой. После этого на него ложится большой прижимной брусок, который обязательно должен быть из меди. В этом бруске необходимо наличие канавки, которая позволит передвигаться электроду. К электроду подводится сварочный ток. Он крепится на свободный от смазки конец, который для удобства имеет согнутую форму.
Зажигание дуги происходит специальным зажигательным стержнем, который подносят к концу электрода, что примыкает к изделию.После загорания дуга временно становится невидимой, поскольку она ползет под брусок по электроду, расплавляя его. Таким образом, вдоль него формируется наплавленный валик. Длина самого электрода и определяет длину шва, который необходимо наплавить. Чтобы изменить ее, следует просто взять электрод необходимой длины. Он может иметь до 12 см вдоль и до 0,8 см в диаметре.
Если воспользоваться вторым вариантом, то можно изменять сечение наплавленного металла в зависимости от изменения угла. Для этого существуют определенные пределы. Что в первом, что во втором вариантах электрод опирается на изделие, при этом стержень в обоих случаях изолируется от предмета благодаря обмазке, которая выступает так называемым козырьком.
Вернуться к оглавлению
Схема полуавтоматической шланговой сварки.
Вместе с другими видами, данный вариант сварки получил достаточно широкое распространение. Изначально в шланговых полуавтоматах использовалась уникальная система сварки: она производилась за счет электродной тонкой проволоки, которая имела диаметр 4-5 мм.
Вся работа осуществлялась на маленьких сварочных токах. Из-за того, что проволока имела большой диаметр сечения, сам шланг был тяжелым и неудобным, поскольку не мог обеспечить необходимую гибкость при работе. К тому же из-за маленькой производительности не достигался необходимый результат, поэтому предпочтение отдавали применению ручной сварки.
Созданию более удобного шланга для сварки послужило уменьшение толщины проволоки до 0,2 — 0,25 см, а также ее покрытие флюсом — это дало возможность увеличить сварочный ток. Теперь шланг стал более гибким, не таким тяжелым и удобным для работы.
Вернуться к оглавлению
Автоматическая и полуавтоматическая сварка под флюсом — это высокопроизводительный процесс, поскольку она позволяет хорошо обеспечить технологичность в производстве. Чаще всего используется для изготовления и соединения технологических трубопроводов.
Схема сварки под слоем флюса.
Принцип ее действия состоит в том, что сварочная дуга находится между предметом, который непосредственно сваривается и электродной голой проволокой. При этом она плотно прикрыта слоем сыпучего вещества, которое и называется флюсом. Он практически выполняет ту же самую роль, что и прикрытие сварочной дуги при ручной сварке. К тому же можно не прикрывать глаза защитными приспособлениями, поскольку флюс полностью закрывает источник горения, поэтому опасность их повредить сильно уменьшается.
Такой процесс осуществляется благодаря сварочной головке. В автоматическом процессе она перемещается, соответственно, автоматически, а вот при использовании полуавтомата головка вдоль шва перемещается вручную.
Подготовке кромок сварных труб для автомата и полуавтоматической сварки уделяют больше внимания, чем ручной. Это объясняется тем, что обеспечивается большая жидкотекучесть и точность в процессе, поэтому необходимо при сборке установить одинаковые зазоры и разделки фасок.
Только при таком условии можно получить идеально точный размер и толщину шва, а также отличное качество и отлаженную производительность процесса.
Благодаря тому, что повышается коэффициент наплавки, увеличивается плотность тока и растет скорость самой сварки. Полуавтоматы могут увеличивать производительность под слоем флюса практически от 2 до 5 раз больше, чем ручная сварка.
Вернуться к оглавлению
По характеристикам стали определяют, какую именно марку флюса нужно применить, например:
- низкоуглеродистая или малоуглеродистая сталь — применяются флюсы ФЦ-9, АН-348А, ОСЦ-45;
- высоколегированные стали — используется флюс ФЦЛ-2;
- углеродистые и легированные стали — необходим флюс неплавленный керамический КВС-19 или К-2;
Что касается всех остальных труб, то для сварки обычно используется холоднотянутая калиброванная проволока.
Диаметр такой сварочной проволоки от 0,3 до 12 мм. Однако наиболее часто используется сечение от 0,8 мм до 5 мм. Ее химический состав может быть различным.
Вернуться к оглавлению
Схема соединения сварочного поста.
Сварочный пост — это рабочее место мастера. Оно оснащено различными инструментами и еще целым комплектом технологического приспособления, которое необходимо для работы сварщику. Они могут быть двух видов: передвижные и стационарные.
Передвижной пост обычно применяется в том случае, если необходимо осуществить сварку на большом изделии. Обычно он расположен на свободном пространстве, при этом закрыт навесом во избежание попадания светового излучения. Еще могут использоваться защитные щиты.
Стационарный пост — это кабинка, которая имеет размер 2000х2500х2000, она не имеет крыши. Стенки ее изготавливают из нескольких материалов: брезента, тонкой стали или фанеры. Однако перед установкой нужно обязательно обработать огнеустойчивой смесью или раствором квасцов. Это позволит обезопасить работу сварщика. Пол обязан состоять из огнестойкого материала. Освещенность кабинки не может быть меньше 80 лк. Обеспечивается хорошая вентиляционная система. Отсос воздуха должен быть расположен таким образом, чтобы при сварке полученные газы были отведены от работника.
Сам процесс выполняется на столе высотой 500-700 мм при наличии чугунной крышки, которая должна быть 20-25 мм толщиной. Нельзя пренебрегать техникой безопасности, поскольку сварка может быть очень опасна, если не соблюдаются все положенные правила.
В кабине сварщика имеется магнитный пускатель или рубильник, который непосредственно обеспечит доступ тока при сварке.
expertsvarki.ru
Автоматическая и полуавтоматическая сварка
Главная / Проектирование стальных конструкций / Сварные соединения / Виды сварки и их общие характеристики / Автоматическая и полуавтоматическая сварка
Прин
www.samsvar.ru
Преимущества полуавтоматической сварки перед ручной дуговой
Главная » Статьи » Преимущества полуавтоматической сварки перед ручной дуговой5. Основные преимущества сварки полуавтоматом в защитном газе в сравнении с ручной дуговой сваркой.
При сварке в среде защитных газов электрическая дуга и расплавленный металл сварочной ванны защищены от атмосферного воздуха оболочкой из защитного газа. Дуговая сварка может быть выполнена плавящимися и не плавящимися электродами. 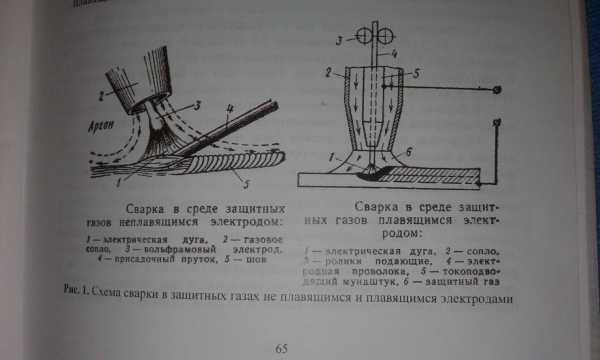
В качестве защитной среды используют аргон, гелий, кислород, азот, двуокись углерода и их смеси.
Выбор газа и присадочного материала должны обеспечивать заданные механические свойства, химический состав и структуру сварного шва.
Углекислый газ выпускается двух модификаций:
— промышленный;
— пищевой.
Промышленный не должен содержать влагу, а запахи не регламентируются. Пищевой не допускает запахи, но не регламентирует содержание влаги.
Поставляется углекислый газ в стандартных баллонах черного цвета, емкостью 40 л.
К баллону крепятся подогреватель (от замерзания редуктора), осушитель и расходомер или редуктор с манометрами высокого и низкого давления.
Сварочная проволока должна быть чистой и обеспечивать хороший контакт с наконечником. Ржавая проволока засоряет направляющую спираль шланга полуавтомата, резко ухудшает электрический контакт, все это ведет к большому разбрызгиванию электродного металла и появлению дефектов в шве.
Сварка плавящимися электродами выполняется полуавтоматами и автоматами.
Оборудование, как правило, состоит из:
— источника питания постоянного тока с жесткой внешней характеристикой;
— подающего механизма со шлангами и горелкой;
— газового баллона.
Падающий механизм состоит из корпуса, кассеты с проволокой, подающего и прижимного роликов и электродвигателя. Падающий ролик имеет насечку для лучшего контакта с проволокой и приводится во вращение электродвигателем.
К корпусу подающего механизма через разъемы подводятся и отходят электроэнергия, газ и вода.
Горелка состоит из корпуса, сопла и наконечника. К корпусу по шлангам подводятся электроэнергия, защитный газ и вода. Материал наконечника должен обладать высокой электропроводностью и твердостью. Этим условиям удовлетворяют различные марки бронз на основе меди.
Полуавтоматическая сварка в среде углекислого газа по сравнению с ручной дуговой сваркой имеет ряд преимуществ:
— производительность;
— экономичность;
— возможность автоматизации;
— в некоторых случаях лучшее качество шва.
studfiles.net
Пособие для «чайников»: особенности дуговой сварки электродами

Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Не которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических кап ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным техноло
www.samsvar.ru
Аргонодуговая полуавтоматическая сварка
Как и чем варить алюминий
Конструкции, изготовленные из алюминия и его сплавов, нашли широкое применение почти во всех отраслях народного хозяйства и сварка алюминия является одним из основных способов соединения деталей в изделие.
Содержание

Широкое применение обусловлено уникальными свойствами алюминия, к которым относятся:
- небольшой удельный вес;
- хорошие прочностные характеристики;
- высочайшая коррозионная стойкость;
- высокая технологичность:
- хорошая свариваемость;
- возможностью применения в различных климатических условиях;
- отсутствие искрообразования и магнитных свойств;
- отсутствие реакции на воздействие ультрафиолетового излучения, газов, масел, кислот;
- большой срок службы с сохранением свойств.
Благодаря перечисленным свойствам конструкции, созданные из алюминия и его сплавов, могут работать при очень низких температурах, применяться во взрывоопасных производствах и в условиях агрессивных сред. В строительстве они позволяют придать выразительность фасадам, а интерьеру – изумительный дизайн.
Широко используется сварка алюминия и в ремонтных целях, позволяя восстанавливать работоспособность многих изделий.
Способы сварки
Прежде чем перейти к способам сварки, с помощью которых осуществляют соединение деталей из алюминия, рассмотрим факторы, затрудняющие процесс свариваемости. К ним относятся:
 высокие теплопроводность, текучесть и коэффициент расширения;
высокие теплопроводность, текучесть и коэффициент расширения;- низкий модуль упругости;
- пленка оксида алюминия, имеющая высокую температуру плавления.
Все эти факторы требуют от сварщика не только уметь правильно выбрать сварочный аппарат для алюминия, но и хорошо знать технологические приемы, с помощью которых достигается высокое качество соединений.
Высокая теплопроводность и наличие высокотемпературной оксидной пленки требуют мощный источник тепла. Кроме того, для разрушения оксидной пленки необходимо подготовленные под сварку кромки обезжиривать и очищать механическим или химическим способом.
Обладая высокой текучестью, металл в процессе сваривания может вытекать через шов, поэтому при формировании однослойного шва необходимо использовать специальные подкладки (металлические или керамические).
| Эскизы соединения | Размеры, мм | Угол скоса кромок α, град | ||
| Толщина металла S | Зазор b | Притупление, с | ||
| До 1.5 | До 1.0 | Без скоса кромок, допускается отбортовка | ||
| 1.5-3.0 | 0.8-2.0 | Без скоса кромок | ||
| 3.1-5.0 | 1.5-2.5 | 1.5-1.8 | 60-65 | |
| Более 5.0 | 2.0-5.0 | 1.6-2.0 | 65-70 | |
| До 1.5 | 0.3-0.5 | Без скоса кромок | ||
| 1.6-3.6 | 0.5-1.0 | То же | ||
| 3.1-5.0 | 0.8-.15 | 1.0-1.2 | 50-60 | |
| Более 5.0 | 1.0-2.0 | 1.2-1.5 | ||
| До 1.5 | 0.3-0.5 | Бес скоса и кромок | ||
| 1.6-3.0 | 0.5-1.0 | |||
| 3.1-5.0 | 0.8-1.5 | 1.0-1.5 | 40-60 | |
| Более 5.0 | 1.0-2.0 | 1.5-2.0 |
Низкий модуль упругости и высокий коэффициент расширения может привести к деформации изделия. Чтобы избежать этого в некоторых случаях изделие предварительно прогревают, а затем уже сваривают. Иногда помогает выбор оптимального режима и опытный сварщик умеет его подобрать.
В процессе проведения сварочных работ могут возникать такие дефекты как пористость и горячие трещины. И здесь уже необходима специальная защита сварочного шва в процессе сварки. Достигается это с помощью защитного газа (аргона), подаваемого в зону сварки. В некоторых случаях помогает добавление в сварной шов в процессе сварки специальных модификаторов.
Наиболее распространенными видами сварки для алюминия и его сплавов являются следующих 3 вида:
- ручная дуговая;
- аргонодуговая;
- полуавтоматическая.
Особенности ручной дуговой сварки
Таким видом сварки изготавливают изделия их технически чистого алюминия и силуминов. Сварку ведут на постоянном токе, имеющем обратную полярность. Используют специальные электроды для сварки алюминия типа ОЗА-1, ОЗА-2 или ОЗАНА, которые перед сваркой обязательно просушивают в печи при температуре 200 0С не менее 2 часов. Перед сваркой толстого металла детали, подлежащие сварке, прогревают до температуры 250 ÷ 400 0С.
Сварку выполняют в любом пространственном положении на большой скорости. Величина сварочного тока должны быть не более 60 А на 1 мм Ø электрода. Металл толщиной до 2 мм варят, не разделывая кромок, а свыше – или разделывают кромки или варят с зазором (0,5 ÷ 0,7 мм).
Для удаления оксидной пленки используют флюс АФ-4А. Сразу после окончания сварки проводят очистку шва от шлака и окислов.
Нюансы аргонодуговой сварки
Для защиты сварочного шва от вредного воздействия кислорода в зону сварки подается чистый аргон. При сварке алюминия аргоном используются неплавящиеся вольфрамовые электроды, диаметр которых подбирают в зависимости от толщины свариваемых деталей (1,6 ÷ 6 мм).
Электрод находится в сопле, изготовленным из керамики. Туда под высоким давлением подается защитный газ. Это позволяет сваривать швы с высоким качеством и с применением присадочной проволоки. Присадочная проволока подбирается в зависимости от марки свариваемого алюминия или сплавов на его основе и может составлять в Ø 1 ÷ 5 мм (АД, АО, АК).
Тонкий металл (до 3 мм) варится на подкладке за один проход. Металл толщиной до 6 мм вариться с двух сторон без разделки кромок. Более толстый метал должен иметь разделку кромок – Х-образную или V-образную и свариваться за несколько проходов (до 4).
Полуавтоматическая сварка
Сварка алюминия полуавтоматом характеризуется высокой производительностью, которая намного выше, чем при выполнении работ аргонодуговой сваркой. Полуавтоматическая сварка выполняется на постоянном токе («+» на электроде) капельным переносом или в специальном импульсном режиме. Существует 2 основных процесса аргонодуговой сварки алюминия:
- TIG сварка;
- MIG сварка (полуавтоматическая импульсная).

Сравнение швов MIG и TIG
TIG сварка — сварка вольфрамовым электродом в среде чистого аргона. Аппарат для сварки алюминия работает на переменном токе и снабжен высокочастотным устройством для зажигания дуги.
Подача аргона и сварочной проволоки осуществляется через сварочную горелку. Имеется возможность регулировать баланс и частоту тока, что дает возможность сварщику контролировать процесс сварки.
Более перспективной является сварка алюминия инвертором. Главное его преимущество – экономия потребляемой энергии и высокое качество сварочных швов по сравнению с установками трансформаторного типа. Инверторные источники питания позволяют изменять частоту напряжения, что положительно сказывается на результатах сварки.
Применение аргонодуговой сварки является оптимальным решением при сварке алюминиевых конструкций и ремонте узлов и деталей, изготовленных на основе алюминия. Инверторы значительно повышают производительность сварки, что иногда является решающим фактором при его приобретении.
Основные преимущества сварки полуавтоматами:
- высокая скорость сварки;
- возможность сваривания сложных конструкций;
- защита негативного воздействия окружающих факторов и среды;
- одинаковая глубина проплавления;
- возможность сварки длинных швов;
- качество шва.
К недостаткам относят следующие факторы:
- оборудование требует точной настройки;
- должна быть тщательная подготовка кромок;
- сложность выполнения сварочных работ;
- невозможность выполнения сварки на улице.
Сварка может осуществляться с помощью оборудования, которое работает на переменном (АС) и комбинированном (АС/DC) токе.
Для осуществления качественной сварки сплавов алюминия и технического алюминия необходим переменный ток, т.е. необходимы инверторы, имеющие аббревиатуру TIG AC/DC, которые являются универсальными аппаратами. Переменный контур в схемах таких аппаратов как раз служит для таких материалов. Во время возникновения полупериодов обратной полярности происходит мощное катодное распыление оксидной пленки, что способствует получению высококачественного соединения.
Сварка алюминия аргоном на постоянном токе, имеющем обратную полярность, с применением неплавящегося электрода не применяется, т.к. неправильное тепловое распределение между электродом и свариваемыми деталями не дает получить качественное соединение.
Требования к инверторам и материалам
Основные требования к инверторам для сварки алюминиевых сплавов сводятся к следующим факторам:
- должны способствовать быстрому и бесконтактному поджогу дуги;
- иметь особую констру
www.samsvar.ru
Полуавтоматическая дуговая сварка | Учебные материалы
В нефтехимическом машиностроении находит наиболее широкое применение полуавтоматическая сварка в среде защитного газа.
Особенность такого вида сварки в том, что электрическая сварочная дуга горит в струе газа, защищающий металл от вредного воздействия окружающего воздуха. По отношению к электроду защитный газ непрерывно через сопло можно подавать в зону сварки центрально (рисунок 3.7 а) или сбоку (рисунок 3.7 б).
В качестве защитных применяют инертные (аргон, гелий) и активные (водород, азот, углекислый газ, кислород), а также смеси этих газов (Ar + CO2, Ar + O2, CO2 + O2 и др.).
Смеси применяются для улучшения технологических и металлургических свойств защитной атмосферы и экономии дорогих газов.
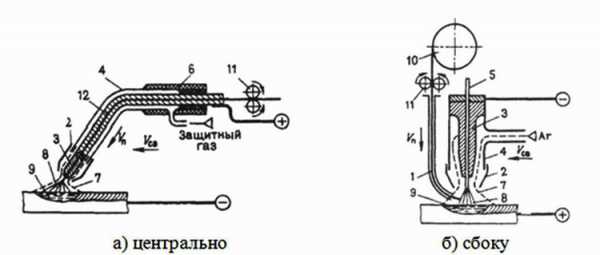
Рисунок 3.7 – Виды сварки в защитных газах:
1 – присадочный пруток или проволока; 2 – сопло; 3 – токоподводящий мундштук; 4 – корпус горелки;5 – неплавящийся электрод; 6 – рукоять горелки; 7 – атмосфера защитного газа; 8 – сварочная дуга; 9 – ванна расплавленного металла; 10 – кассета с проволокой; 11 – механизм подачи; 12 – плавящий металлический электрод (сварочная проволока)
Выбор защитного газа зависит от свариваемого металла. Инертные газы используются при сварке цветных металлов, нержавеющих сталей, титана. Для сварки малоуглеродистых и низколегированных сталей применяют углекислый газ.
Основные преимущества сварки:
- высокая производительность процесса;
- минимальное воздействие металла шва с кислородом и азотом воздуха;
- отсутствие необходимости в применении обмазок и флюсов в связи с чем отпадает очистка швов от шлака;
- высокая степень концентрации источника теплоты, способствующая уменьшению отрицательного теплового воздействия приводящего к ухудшению структуры (свойств), короблению изделия;
- возможность наблюдения за открытой дугой в процессе сварки;
- возможность сварки в любых пространственных положениях.
Недостаток – защитный газ лишь защищает, нет благоприятных воздействий (раскисление и легирование) присущих покрытиям или флюсу.
Дуговая сварка в среде защитных газов может быть осуществлена неплавящимся (вольфрамовым) и плавящимся электродом.
При дуговой сварке неплавящимся электродом источником тепла является дуга, возбуждаемая между вольфрамовым электродом и изделием.
Сварка неплавящимся электродом выполняется с присадкой, когда в формировании шва участвует присадочный металл, подаваемый со стороны в зону дуги; и без присадки, когда шов формируется только за счет расплавления свариваемых кромок. В этих случаях рационально сваривать изделия толщиной от 0,5 до 2,5 мм (например, компенсаторы технологических трубопроводов от тепловых расширений). Сварка неплавящимся W–электродом в среде аргона находит применение в комбинированной технологи сварки толстостенных труб (S > 14 мм) из жаропрочных хромомолибденовых сталей.
При сварке плавящимся электродом источником тепла является дуга, возбуждаемая между свариваемым изделием и электродной проволокой, непрерывно подаваемой в зону дуги. При этом механизируется подача сварочной проволоки с помощью сварочной головки. Применяется голая сварочная проволока диаметром dэл = 0,6…3,0 мм, которая из кассеты непрерывно поступает во время сварки. Защитный газ подается через специальный канал наконечника горелки , к которой по шлангам подводится токоведущий провод и защитный газ.
Аргонно-дуговая сварка: аргон – инертный газ, хранят и транспортируют в специальных баллонах под давлением 15 МПа.
dprm.ru