
Мастер сварочный полуавтомат
Сварочный полуавтомат MASTER 132 — Сообщество «Оснащение Гаража и Инструмент» на DRIVE2

Доброго дня товарищи гаражники. Нужна ваша помощь. Имею дешевенький сварочный полуавтомат Master 132. Использую его подварить чего по жестянке, и тд., устраивает на все 100%. Но вот появилась потребность немного поварить алюминий, для этого приобрел проволку алюминиевую и заправил балон аргоном. Проволка нужного диаметра 0.8. Проблема заключается в том что проволка при первом тычке в место сварки, сбивается в кучу перед каналом направляющим. Т.е ролик ее толкает а она в канале во что то упирается или не упирается а просто туго идет, перевел метры проволки но поварить так и не удалось, пару раз удалось разжечь дугу и положить шов, в таком случае она идет без сбоя. Вообщем начитался интерента, насмотрелся ютюба, люди говорят что надо поменять направляющий канал для проволки с металлического на тефлоновый, и насадку на горелке тоже, якобы с тефлоном не будет происходить залипание проволки в канале, но у меня рукав не отсоединяется от аппарата, нет разъема, а сразу уходит в корпус, возможно ли при такой конструкции аппарата заменить направляющий канал? Может кто сталкивался с подобной ситуацией ?
www.drive2.ru
Инверторный сварочный полуавтомат мастер ПДГ 200
Сварочный полуавтомат Мастер ПДГ 200 принадлежит семейству сварочного оборудования инверторного типа. Относительно общих характеристик оборудование подлежит бытовому использованию. Аппарат работает с разными марками стали, с использованием активных и инертных газов. В качестве сваривателя применяется стальная проволока, диаметр которой колеблется в установленных пределах. Оборудование рассчитано на работу с малоуглеродистыми и низкоуглеродистыми сталями.
Согласно техническим данным сварочное оборудование этого типа принято считать бытовым, но оно достаточно эффективно работает в условиях промышленного производства.
Условия подключения сварочного полуавтомата ПДГ 200 Мастер:
- Напряжение сети 220 В.
- Номинальное напряжение – 19-30 В.
- Количество ступеней регулирования – 6.
- Евроразъём для стыковки со сваривательной поверхностью.
Особенности полуавтомата ПДГ 200 Мастер:
- Универсальность, позволяющая применять аппарат для различных областей производства.
- Высокое качество свариваемых поверхностей.
- Система защиты от перегрева.
- Функция «антизалипание».
- Высокая продолжительность работы.
- Небольшие габаритные размеры и относительно малый вес.
- Проточная вентиляция.
Для более удобного применения аппарат оснащен роликами, что обеспечивает легкое и удобное перемещение оборудования в пределах площадки.
Машина применяется для работы на дачных участках, в частности это незаменимый аппарат для строительства теплиц, монтажа гаражных ворот и др.
Достоинства сварочных полуавтоматов серии ПДГ 200:
- Эффективность сварки.
- Экономичность в потреблении электроэнергии.
- Функция «быстрый старт».
- Регулировка подачи тока осуществляется с помощью плавного регулятора.
Данный вид оборудования производится отечественными предприятиями, имеет все необходимые сертификаты качества и соответствия.
steelguide.ru
Полуавтомат MASTER ПДГ-1600
Инверторный сварочный полуавтомат MASTER ПДГ-1600 предназначен для полуавтоматической сварки углеродистой стали, нержавеющей и легированной стали, алюминия и его сплавов, сплошной стальной проволокой в среде защитного газа. Кроме того имеет функцию смены выходной полярности для сварки порошковой самозащитной проволокой без газа. Аппарат изготовлен на основе IGBT-компонентов, что обеспечивает меньший нагрев силового блока и, как следствие, снижение размеров и веса (по сравнению с MOSFET-аппаратами) за счет уменьшения размеров радиаторов. Инверторный сварочный полуавтомат имеет простой и непритязательный внешний дизайн, компактные габариты и небольшой вес.
Полуавтомат MASTER ПДГ-1600 разработан и произведен в России на заводе сварочного оборудования RUSELCOM. При разработке данного сварочного полуавтомата, инженеры учли все российские реалии: корпус изготовлен из толстого металла, что обеспечивает надежную защиту от внешних механических повреждений. Грамонтное расположение плат и силовых узлов обеспечивает хорошее охлаждение, благодаря чему аппарат обладает высокой выносливостью на полном токе (ПВ более 80%).
Горизонтальная загрузка сварочной проволоки полуавтомата MASTER ПДГ-1600 позволила сделать его компактным и легким. При настройке параметров сварки, акцент сделан на сварку тонкого металла, даже при пониженном напряжении, по плавности и мягкости сварки тонкого металла, у этого аппарат в данном ценовом сегменте нет равных. Аппарат так же уверенно проваривает металл до 4 мм.
- Регулировка напряжения на сварочной дуге.
- Регулировка скорости подачи сварочной проволоки.
Обе регулировки в комплексе определяют значение сварочного тока на выходе полуавтомата, причем каждому значению сварочного напряжения соответствует определенное оптимальное значение скорости подачи, таким образом, чтобы скорость подачи проволоки равнялась скорости её плавления в сварочной дуге. Оптимальные значения сварочного напряжения и скорости подачи проволоки сварщик подбирает экспериментально, путем выполнения нескольких пробных швов.
Магазин svarkasvarka.ru рекомендует данную модель сварочного полуавтомата для легкой промышленности. Аппарат обладает достаточной мощностью и универсальностью. Маленький вес и габариты. Лучший выбор для автосервисов и монтажных организаций. Полуавтомат MASTER ПДГ-1600 — полностью Российское производство, поэтому реальньные характеристики полностью соответствуют заявленным.- Сварка флюсовой проволокой. Функция смены полярности для использования флюсовой проволоки.
Поможем подобрать и купить сварочный аппарат или другое оборудование – получите подробную консультацию по телефону +7 (4852) 921-501
svarkasvarka.ru
ПДГ 160 Мастер

| Наименование характеристики | Значение |
| Напряжение питающей сети | 220 В |
| Номинальная частота, Гц. | 50 Гц |
| Сварочный ток | 40-160 А |
| ПВ при 120А | 100% |
| ПВ при 160А | 60% |
| Температура срабатывания термозащиты | |
| Количество ступеней регулирования сварочного тока | 4 |
| Потребляемая мощность | 7кВт |
| Диаметр сварочной проволоки | 0,6 – 1.0мм (0,8 мм) |
| Диапазон регулировки скорости подачи сварочной проволоки. | 0 – 15м / мин |
| Вместимость катушки | еврокассета 5кГ. |
| Длина сетевого шнура | 3 м |
| Масса | 42кГ |
Описание
Сварочный полуавтомат ПДГ-160 «MASTER» разработан, как сварочный полуавтомат для широкого применения, предназначен для полуавтоматической дуговой сварки на постоянном токе в среде защитного газа (MIG/MAG) малоуглеродистых и низкоуглеродистых сталей от 0,5 до 5 мм сплошной стальной проволокой 0,6-1,0 мм, а также сварки нержавеющих сталей.
Полуавтомат имеет в одном корпусе источник сварочного тока и подающий механизм с тормозным устройством.В тормозном механизме используются тормозные диски и опорный подшипник, что обеспечивает равномерную нагрузку на подающий механизм, а значит стабильную скорость подачи сварочной проволоки в зону сварки. Полуавтомат имеет встроенную систему широтно-импульсной регулировки подачи сварочной проволоки в зависимости от сварочного тока, что позволяет переключать пределы тока, не подстраивая скорость подачи проволоки.
Для подключения сварочной горелки в полуавтомате применяется евроразъем ЕС 300П, в котором применяется технология плавающих контактов. Это позволяет легко подключать горелки разных типов и заводов-производителей, а также существенно облегчает процесс смены горелки или замены сварочной проволоки. Изделие установленно на колеса для легкого перемещения.
Изделие надежно и просто в эксплуатации и обслуживании. ПДГ-160 «MASTER» обладает высокими характеристиками сварного шва и малым разбрызгиванием металла. Сварочный полуавтомат серии ПДГ-160 «MASTER» оптимальное сочетание между низкой ценой универсальностью, достаточной мощностью и высокими техническими характеристиками.
Примечание: Модификация ПДГ 160 ПР «Мастер» оборудован встроенной горелкой с промышленным разъемом.
Комплект поставки
1. Силовой блок2. Сетевой кабель 3м.3. Зажим массы4. Комплект колес (Установлены на аппарат)5. Формуляр
6. Упаковачная та
master-svarschik.ru
www.samsvar.ru
Сварочный полуавтомат Мастер ПДГ 200: характеристика, цена, отзывы
Сварочный полуавтомат Мастер ПДГ 200 принадлежит семейству сварочного оборудования инверторного типа. Относительно общих характеристик оборудование подлежит бытовому использованию. Аппарат работает с разными марками стали, с использованием активных и инертных газов. В качестве сваривателя применяется стальная проволока, диаметр которой колеблется в установленных пределах. Оборудование рассчитано на работу с малоуглеродистыми и низкоуглеродистыми сталями.
Согласно техническим данным сварочное оборудование этого типа принято считать бытовым, но оно достаточно эффективно работает в условиях промышленного производства.
Условия подключения сварочного полуавтомата ПДГ 200 Мастер:
- Напряжение сети 220 В.
- Номинальное напряжение – 19-30 В.
- Количество ступеней регулирования – 6.
- Евроразъём для стыковки со сваривательной поверхностью.
Особенности полуавтомата ПДГ 200 Мастер:
- Универсальность, позволяющая применять аппарат для различных областей производства.
- Высокое качество свариваемых поверхностей.
- Система защиты от перегрева.
- Функция «антизалипание».
- Высокая продолжительность работы.
- Небольшие габаритные размеры и относительно малый вес.
- Проточная вентиляция.
Для более удобного применения аппарат оснащен роликами, что обеспечивает легкое и удобное перемещение оборудования в пределах площадки.
Машина применяется для работы на дачных участках, в частности это незаменимый аппарат для строительства теплиц, монтажа гаражных ворот и др.
Достоинства сварочных полуавтоматов серии ПДГ 200:
- Эффективность сварки.
- Экономичность в потреблении электроэнергии.
- Функция «быстрый старт».
- Регулировка подачи тока осуществляется с помощью плавного регулятора.
Данный вид оборудования производится отечественными предприятиями, имеет все необходимые сертификаты качества и соответствия.
steelguide.ru
Как переделать сварочный инвертор в полуавтомат своими руками?
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ.
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.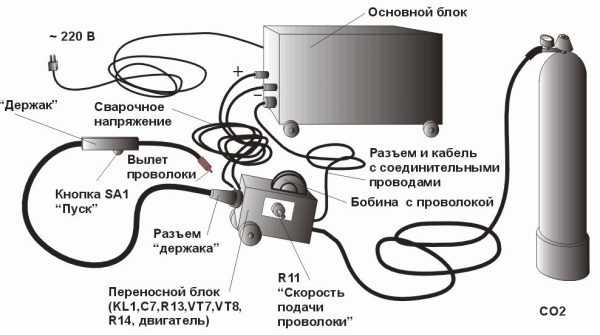
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Конструкция подающего устройства
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Поэтапная сборка полуавтомата
При переделке инверторов в полуавтоматы, необходимо учесть некоторые обстоятельства. При покупке инвертора, желательно, чтобы он поддерживал режим MMA+MIG/MAG. Аппарат обойдётся не намного дороже, но при переключении на режим MIG, он будет обеспечивать стабильную вольтамперную характеристику на выходе, что обеспечит плавную работу полуавтомата при токе ниже 40 А. Иначе, придётся вносить изменения в электронную схему инвертора и задействовать ШИМ для стабилизации параметров по напряжению. Это возможно осуществить при условии, что вы разбираетесь в электронике и хорошо умеете обращаться с паяльником.
Важно согласовать опорное и выходное напряжение, путём установки делителя и подобрать номиналы компонентов для подачи сигнала на входы контроллера.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.
Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
При возникновении затруднений, необходимо обратиться за консультацией к специалистам, чтобы не вызвать выхода из строя дорогого оборудования, а также, избежать риска для жизни.
Подводим итоги
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками. Это довольно сложная задача, при пристальном изучении, не является особенно трудной. Важно лишь обеспечить надёжное функционирование элементов и электробезопасность. Главное, что эти усилия и временные потери, обеспечат весьма существенную экономию денежных средств.
electrod.biz
Сварочное оборудование «MASTER»
Сварочное оборудование » MASTER»

Это продукция, зарекомендовавшая себя более чем у ста тысяч покупателей высоким качеством и надежностью в эксплуатации.
Виды сварочного оборудования «MASTER»
Сварочные полуавтоматы серии ПДГ «MASTER» предназначены для дуговой полуавтоматической сварки плавящимся электродом сплошной стальной проволокой диаметром от 0,8 до 1,2 мм в среде защитного газа стальных конструкций различного назначения толщиной от 0,8 до 3 мм ( ПДГ 160), до 5 мм ( ПДГ 200/210/211) и до 8 мм (ПДГ 280). Аппараты предназначены для сварки углеродистой и нержавеющей стали и стальных сплавов и используются в строительстве, машиностроении, производстве металлоконструкций различного назначения, производстве металлической мебели, напорных резервуаров и других областях.
Кроме того полуавтоматы могут применяться для сварки алюминия и его сплавов алюминиевой проволокой в среде инертного газа. Сварочные полуавтоматы для подключения горелки оборудованы разъемом, соответствующим евростандарту, что позволяет легко подключать и менять горелки разных типов и производителей.
 Устройство подачи сварочной проволоки серии
Устройство подачи сварочной проволоки серии
ППУ «MASTER«предназначена для работы с любыми источниками сварочного тока (ВДУ, ВДГ) или другими источниками постоянного тока с регулируемым напряжением 18…40В, для дуговой полуавтоматической сварки стальных конструкций различного назначения толщиной от 0,5 до 20 мм плавящимся электродом сплошной стальной проволокой диаметром 0,8-1,6 мм в среде углекислого газа, а также для применения в автоматизированных линиях управляемых специализированными контроллерами.
Устройство подачи проволоки выпускается с автономным питанием на рабочее напряжение 220 вольт и поэтому не требует дополнительных источников питания. Кроме того устройство может питаться через кабель управления, от любого другого источника напряжения в пределах 20…30 В. В этом случае сетевой кабель необходимо отключить.

ММА «MASTER» — данные аппараты выполнены с применением элементной базы IGBT последнего 6- го поколения. Аппараты оснащены системами защиты от перегрева, пониженного и повышенного напряжения и других перегрузок в сети. Встроенные функции делают сварочный процесс автоматизированным и легким. Работают со всеми видами электродов ( основными, рутиловыми, электродами по нержавеющей стали, чугуну и т.д)

MIG «MASTER»- предназначены для полуавтоматической сварки стальных конструкций различного назначения плавящимся электродом сплошной стальной проволокой в среде защитного газа.Аппараты используются для сварки низкоуглеродистой, нержавеющей стали и стальных сплавов. Применение современных инверторных источников сварочного тока дает аппаратам серии MIG неоспоримые преимущества перед традиционным трансформаторным оборудованием.
 TIG «MASTER»- технологии сварки TIG используется в тех отраслях производства, где необходимо получить высочайшее прочностное и эстетическое качество сварочного соединения: при сварке трубопроводов из черных и цветных металлов, при сварке медных и алюминиевых шин сильноточных электрических цепей, а также при сварке в местах , где невозможна или запрещена механическая обработка сварного шва. Сварочные инверторы предназначены для дуговой сварки неплавящимся электродом в среде инертного газа металлических конструкций различного назначения из черных и цветных металлов и сплавов (кроме алюминия) толщиной от 0,5 до 5 мм.
TIG «MASTER»- технологии сварки TIG используется в тех отраслях производства, где необходимо получить высочайшее прочностное и эстетическое качество сварочного соединения: при сварке трубопроводов из черных и цветных металлов, при сварке медных и алюминиевых шин сильноточных электрических цепей, а также при сварке в местах , где невозможна или запрещена механическая обработка сварного шва. Сварочные инверторы предназначены для дуговой сварки неплавящимся электродом в среде инертного газа металлических конструкций различного назначения из черных и цветных металлов и сплавов (кроме алюминия) толщиной от 0,5 до 5 мм.

WSME «MASTER» -предназначены для дуговой сварки неплавящимся электродом в среде инертного металлических конструкций различного назначения из черных и цветных металлов и сплавов толщиной от 0,5 до 10 мм постоянным током, а также алюминия и алюминиевых сплавов переменным током. Основное преимущество данной линии аппаратов- наличие режима АС- сварка с переменным током с регулировкой формы выходного напряжения, что позволяет проводить профессиональную сварку алюминия и алюминиевых сплавов. Аппараты могут выпускаться на рабочее напряжении 220 В и 380 В, и должны подключаться к сети в соответствие с требованием паспорта.

CUT «MASTER»- предназначена для термической резки углеродистых и нержавеющих сталей, цветных металлов и сплавов, алюминия и алюминиевых сплавов сжатой дугой с использованием воздушно- плазменных горелок прямого включения . Профессионалы по достоинству оценили малые размеры, вес аппарата, а также его низкое энергопотребление при высокой энергоэффективности.

SUPER «MASTER»— предназначена для сварки неплавящимся электродом в среде инертного газа углеродистой стали, нержавеющей стали и стальных сплавов , цветных металлов и металлов с использованием постоянного тока, а также для сварки алюминия и алюминиевых сплавов с использованием переменного тока. Для ручной дуговой сварки штучным покрытым электродом с использованием постоянного тока прямой и обратной полярности. Для термической резки углеродистых и нержавеющих сталей, цветных металлов и сплавов, алюминия и алюминиевых сплавов сжатой дугой с использованием воздушно- плазменных горелок прямого включения.
omtehprom.ru
Полуавтоматическая сварка (MIG)
Принципиальная схема и особенности полуавтоматической сварки
Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную. Для этого современная промышленность выпускает целую серию сварочных полуавтоматов, при помощи которых выполняют дуговую сварку в среде защитных газов. Их разрабатывают с использованием унифицированных узлов, что позволяет с наименьшими затратами выполнить наладку на сварку требуемых изделий. К таким унифицированным узлам относятся прижимные и направляющие устройства, подающие механизмы, узлы, осуществляющие подъем и перемещение, а также механизмы автоматической подачи присадочной проволоки. Полуавтоматы могут быть нескольких видов:
- для сварки сплошной стальной проволокой;
- для сварки сплошной алюминиевой проволокой;
- для сварки сплошной стальной и алюминиевой проволоками;
- для сварки сплошной стальной или алюминиевой порошковой проволоками.
Кроме того, полуавтоматы могут различаться по способу охлаждения горелки, регулировкой скорости подачи проволоки и методикой ее подачи и по конструктивным особенностям. При помощи этого универсального оборудования обеспечивается сварка практически всех труднодоступных мест с высоким качеством защиты сварочной ванны и дуги. Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» — полуавтомат шланговый, «УД» — установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» — газовая, «Ф» — флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» — для эксплуатации в районах с умеренным климатом; «ХЛ» — в районах с холодным климатом; «Т» — тропическое исполнение.
Принципиальная схема полуавтоматической установки представлена на рис. Как правило, в комплект установки входят: выпрямитель — источник питания сварочной дуги; подающее устройство, предназначенное для подачи электродной проволоки в зону сварки; газовый клапан, предназначенный для снижения давления защитного газа, находящегося в специальном баллоне.
Подающее устройство сварочной проволоки может быть толкающего, тянущего и универсального типа. Как правило, оно состоит из следующих основных узлов: электродвигателя, планетарной головки, блока управления, катушки с проволокой, электропневматического газового клапана.
Заслуживают внимания новые безредукторные конструкции подающих механизмов серии «Интермигмаг» с пульсирующей подачей проволоки, являющиеся модификацией известного механизма «Изаплан». Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие — закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее — ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
При помощи подающего устройства обеспечивается последовательность включения исполнительных органов сварочного полуавтомата, необходимая скорость подачи сварочной проволоки, выбор рабочего режима сварки и т.д. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получить сварные соединения высокого качества.
Горелка является одним из важных узлов сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Токоведущая направляющая трубка соединяет токопровод с токосъемным наконечником. Конструкция трубки определяется сечением токоведущей части и необходимостью подвода защитного газа. По своему конструктивному исполнению направляющие трубки должны соответствовать требованиям гибкости и достаточной проводимости. Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Наиболее ответственной частью горелки является ее сопло, представляющее собой токопроводящий наконечник. Эта деталь горелки работает в условиях высокой температуры и механического воздействия подающейся сварочной проволоки. Поэтому наконечник быстро изнашивается и требует замены. Для снижения изнашиваемости наконечника его хромируют, полируют или изготавливают из твердых составов на медно-вольфрамовой основе. При больших сварочных токах, достигающих более 315 А, применяют принудительное охлаждение наконечника.
Применяют два типа наконечников: с поджимным контактом и без поджимного контакта. Поджимной контакт применяется при сварке тонкими электродными проволоками диаметром 0,8-1,2 мм. Простейшей горелкой могут служить две медные трубки, вставленные друг в друга с зазором, по которому защитный газ подается в сопло. Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл.
Технические характеристики унифицированных горелок
| Тип горелки | Номинальный сварочный ток, А | ø электродной проволоки, мм | Длина рукава, | Габариты горелки, мм | Масса (без рукавов), |
| ДПГ-101-8УЗ | 160 | 0,8-1,2 | 2 | 254x60x1 13 | 0,45 |
| ГДПГ-101-9УЗ | 160 | 0,8-1,2 | 1 | ||
| ГДПГ-Ю1-10УЗ | 160 | 0,8-1,2 | 2 | ||
| ГДПГ-102-УЗ | 160 | 1,2-1,6 | 2 | 0,6 | |
| ГДПГ-301-6У4 | 315 | 1,2-1,4 | 3 | 266x50x125 | |
| ГДПГ-301-7У4 | 315 | 0,8-1,4 | 1 | ||
| ГДПГ-301-8У4 | 315 | 1,2-1,4 | 3 | ||
| ГДПГ-302-У4 | 315 | 1,6-2,0 | 2 | 0,7 | |
| ГДПГ-501-4У4 | 500 | 1,6-2,0 | 3 | 268x90x125 | |
| ГДПГ-603-У4 | 630 | 1,6-2,5 | 3 |
Горелки для ручной дуговой сварки неплавящимся электродом состоят из корпуса, сменной цанги, сменного наконечника, колпачка, вентиля, предназначенного для пуска, регулирования и подачи защитного газа, рукоятки, резинового рукава и газоподводящего кабеля. Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Кроме перечисленного оборудования в комплект сварочного поста входит осушитель, редуктор с манометрами или расходомерами для точной дозировки газа и отсекатель газа.
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫ
Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами.
Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей — сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля.
Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа.
Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
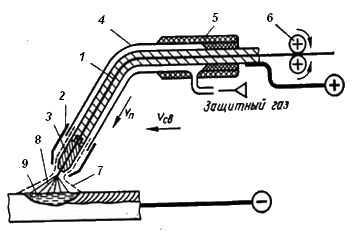 | 1. Сварочная проволока 2. Газовое сопло 3. Токоподводящий мундштук 4. Корпус горелки 5. Рукоять горелки 6. Механизм подачи проволоки 7. Атмосфера защитного газа 8. Сварочная дуга 9. Сварочная ванна |
Схема полуавтомата для сварки в защитных газах.
Сопло горелки — на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход — сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки — через каждые полгода.
Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы — от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.
Проверка горелки перед сваркой

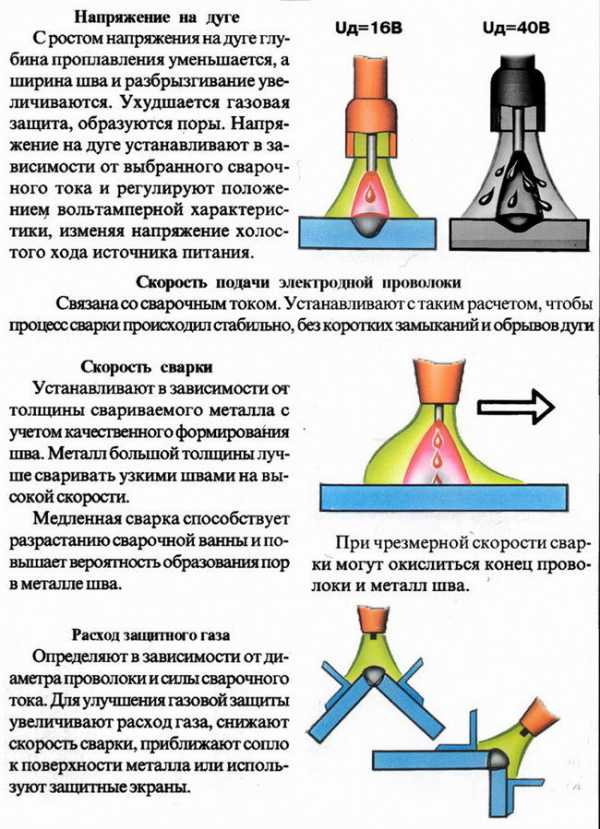
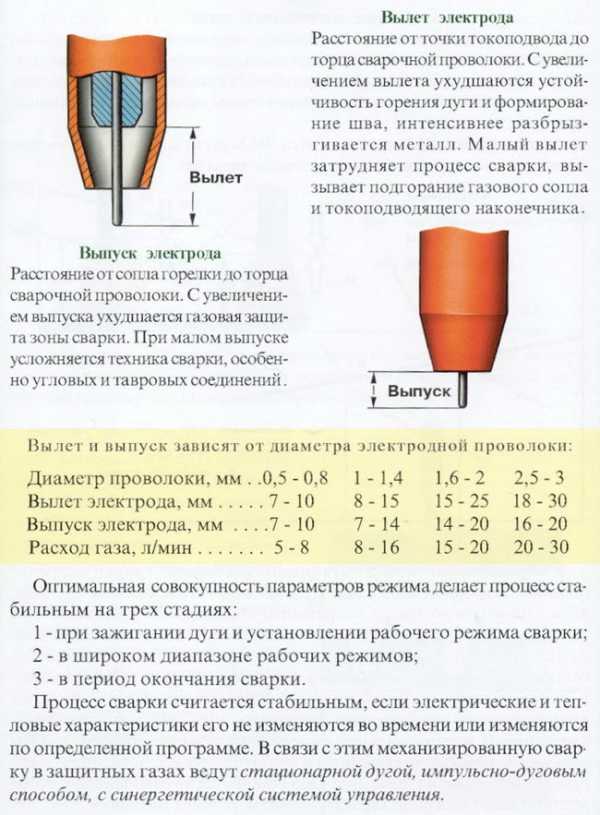
Режимы полуавтоматической сварки
masterweld.ru
Самодельный сварочный полуавтомат | Сварка своими руками
Сэкономить на приобретении сварочного полуавтомата возможно, если собрать его самостоятельно. При этом можно получить высококачественную сварку для ответственных конструкций, например, автомобиля, которая ни в чем не будет уступать дорогому аппарату, купленному в магазине. Сварочным оборудованием собранным своими руками, доступно выполнение качественной сварки и получение прочных соединений.
Вариант полуавтомата №1 «Собрать с нуля»
Схема приведенная ниже проверена, по ней собраны и успешно работают несколько сварочных аппаратов, которые жужжат бесперебойно уже не один год. Варить можно как с углекислотой, так и без.
Приведенная схема упрощена специально, чтобы со сборкой мог справится даже новичек, не владеющий особыми знаниями.
Силовой трансформатор Tr1 намотан на лабораторный автотрансформатор на 10А. Первичную обмотку транса оставляем без изменений, но выводы для регулировки тока расположены через пятнадцать витков. Вторичная состоит из двух обмоток по тридцать витков
Дроссель L1 можно намотать на рамке от телевизионного трансформатора шиной из меди в две обмотки по тридцать витков)
Транс Tr2 подберите какой найдете на 13В, трехамперный.
Движок М2 –для подачи элетрода-проволоки можно взять от дворников старого автомобиля.
Движок М1 –вентилятор от системного блока (компа) – система охлаждения .
R4 – регулятор движения проволоки.
Релюшку включения силового трансформатора можно не устанавливать, так же можно обойтись без реле тормозной системы двигателя подачи.
Вариант №2. Берем за основу сварочник ММА.
За основу в самодельном полуавтомате можно взять обыкновенный инвертор постоянного тока для бытовых работ, который стоит не дорого. К примеру, инвертор MINIONE подойдет для этих целей.

Avrora Minione 1600
К минивану нужно собрать выпрямитель, который состоит из мощных диодов, дросселя и мощного, емкостью примерно 50мкФ, конденсатора. Приобрести шлаг, протяжный механизм, который продается отдельно. В качестве тормоза для катушки с присадочным материалом можно взять обычную резинку со старого магнитофона (если еще есть такой в хозяйстве). Он необходим для того, чтобы когда подача останавливается, катушка не продолжала свое вращение самостоятельно.

сварочная проволока 08Г2С
Для питания регулятора подачи проволоки можно использовать схему, которая состоит из автомобильных реле, блока питания на 12В, используемого для потолочного освещения, выпрямителя постоянного тока (блока диодов). Регулятор подключается к электродвигателю, который вращает катушку. Всю конструкцию можно закрепить в металлическом каркасе и варить с удовольствием! Огромный плюс еще и в том, что инвертор, который используется как база для самодельного полуавтомата можно всегда снять и использовать как обычную ММА-сварку.
svarka-master.ru
как выбрать аппарат, рукава, проволоку
В настоящее время сварочный полуавтомат все больше вытесняет даже такие популярные виды сварки, как трансформатор.
Причем, такой спрос наблюдается как у профессионалов, так и среди обывателей, которые привыкли всю работу по дому выполнять своими руками.
Сварочный полуавтомат имеет более высокие функциональные возможности, чем аппараты другого типа, что дает возможность выполнять самые разные технологические операции в большем объеме.
Существенным преимуществом полуавтомата является то, что при помощи него можно выполнять соответствующие технологические операции, как с обыкновенной сталью, так и с цветными металлами.

Купить сегодня такое универсальное оборудование можно практически в любом специализированном магазине, причем его цена одна из наиболее доступных среди данной категории товаров.
На рынке можно купить огромный выбор оборудования данного класса, основное различие которого, главным образом, состоит в функциональных возможностях и производительности.
Конечно, профессиональный аппарат, схема управления которого достаточно сложная, эксплуатировать в домашних условиях нецелесообразно, к тому же и цена на него сравнительно высокая.
Для использования в условиях дома можно купить бытовой недорогой полуавтомат, схема управления и регулировка которого будут понятны любому домашнему мастеру.
Основные параметры
Тот, кто решил купить для домашнего использования бытовой аппарат полуавтомат, должен понимать, что существуют определенные критерии, которые могут в полной мере охарактеризовать ту или иную модель.
Прежде всего, не стоит обращать внимание на промышленные сварочные полуавтоматы, которые отличаются большими габаритами и сложностью управления, а к тому же купить их затруднительно, поскольку цена находится на высоком уровне.
Такой профессиональный агрегат предназначен, главным образом, для решения сложных задач в условиях производства.
Сварочный полуавтомат для использования в условиях дома, главным образом, должен удовлетворять те требования, которые предъявляет к нему мастер.
Видео:
Ток, который он вырабатывает, должен хорошо варить различные типы поверхностей. Именно этот показатель и считается основным для всех категорий агрегатов.
Зная параметры рабочего тока, можно будет рассчитать точную толщину свариваемой поверхности. Профессиональный аппарат имеет высокие показатели тока, которые в домашних условиях выработать не получится.
В любом сварочном полуавтомате в обязательном порядке предусмотрена регулировка тока, которая может быть либо дискретной, либо плавной.
Для домашнего использования лучше всего купить агрегат, в котором предусмотрена плавная регулировка, что позволить настроить аппарат более точно.
Как правило, профессиональный агрегат на производствах работает от трехфазной сети.
В домашних условиях это исключено, а поэтому лучше купить те устройства, которыми можно пользоваться при обычном однофазном напряжении.
Сварочный полуавтомат должен справляться с перепадами напряжения в сети без каких-либо последствий. Большое значение играет мощность, которую можно настроить при помощи специального рычага.
Должно быть и удобно пользоваться, т.е. варить аппаратом. Не стоит равняться на промышленные агрегаты при выборе устройства для дома.
Они предназначены для решения совершенно других задач, а поэтому их параметры работы во много раз отличаются от компактных и небольших агрегатов бытового назначения.
Некоторые особенности
Все полуавтоматы делятся на инверторные и обычные, при этом не только цена является основным различием между ними.
Для использования в условиях дома лучше всего купить инверторное устройство, которое по большему числу параметров превосходит обычный агрегат и будет отлично варить.
Прежде всего, в нем предусмотрена плавная настройка показателя тока, кроме этого, он создает более стабильную дугу.
Цена такого аппарата несколько выше, однако, функциональных возможностей в несколько раз больше, поэтому лучше, все-таки, купить его.
Видео:
В том случае, если сваркой предполагается пользоваться нерегулярно, то в целях экономии лучше приобрести обычный полуавтомат.
Наиболее предпочтительными выглядят те аппараты, которые могут работать с различными видами проволоки. Такие универсальные устройства позволяют варить практически все виды материалов.
Устройства, которые предназначены под один определенный тип проволоки, имеют более низкий потенциал работ, хоть и цена на них значительно ниже.
Для любого типа полуавтомата большое значение имеет его автоматизация, так как от этого во многом зависит легкость управления и простота в работе.
В обычном устройстве, цена которого находится в пределах разумного, предусмотрена ручная настройка скорости подачи проволоки.
В аппаратах, которые называются синергетическими, скорость подачи регулируется автоматическим способом за счет изменения каких-либо параметров работы.
Конечно, цена на такие устройства несколько выше. Большое значение играет схема управления агрегатом, а также его габариты.
В настоящее время можно приобрести как достаточно массивные двухкорпусные модели, так и компактные, состоящие из одного корпуса.
Любой тип полуавтомата должен быть прост в управлении, а его настройка должна производиться простым и понятным способом.
Выбор сварочного полуавтомата является достаточно ответственным делом, так как от этого во многом будет зависеть простота его использования при дальнейшей эксплуатации.
На видео, которое размещено выше, подробно рассказано о том, как сделать правильный выбор и не ошибиться.
Дополнительные принадлежности
Обязательным элементом полуавтомата является его рукав горелки.
Рукав является тем элементом горелки, который при необходимости можно в любой момент заменить на новый, тем более что цена на рукав горелки находится в разумных пределах.
Конечно, лучше всего приобрести аппарат, рукав горелки которого имеет качественное исполнение и сможет без проблем прослужить долгое время.
Видео:
В том случае, если придется выполнять сварку крупногабаритных конструкций, то рукав горелки должен иметь соответствующую длину.
В этом случае следует учесть, что если рукав горелки будет иметь большую длину, то подача проволоки должна осуществляться при помощи четырехроликового механизма.
Как уже было сказано ранее рукав горелки легко заменить при надобности.
Некоторые модели полуавтоматов предусматривают дополнительный выход под сварку обычным электродом.
В этом случае на аппарат дополнительно монтируется соответствующий переключатель управления этой функцией.
Есть аппарат, у которого есть дополнительная схема защиты в виде различных блоков. Чем больше функций может выполнять полуавтомат, тем выше будет его цена.
Значительно упростить работу помогают всевозможные устройства, которые дополнительно устанавливаются на сварочный полуавтомат.
Так, на аппарат, который оснащен цифровым индикатором, можно будет визуально наблюдать такие параметры, как напряжение, а также сила тока.
В этом случае для управления и настройки агрегата потребуется выполнить только несколько несложных операций. Кроме этого, можно будет более точно выставить все необходимые для работы параметры.
В специализированных магазинах можно найти устройства инверторного типа, которые оснащены функциями, помогающими исключить залипание электрода в момент его поджога.
Для того чтобы варить при высокой атмосферной температуре было несколько удобней, некоторые полуавтоматы оборудуются вентилятором охлаждения.
В этом случае на агрегат дополнительно устанавливается небольшой кулер. Есть множество приспособлений и для улучшения управления механизма подачи газа.
В любом случае, как бы на аппарат не были установлены устройства, схема его работы всегда остается неизменной.
Выбор проволоки
Сварочный полуавтомат используется для соединения самых разных видов металлов, в том числе и алюминия. Сварка алюминия и других видов металлов производится с использованием газа и специальной проволоки.
Конечно, для алюминия, стали и так далее рекомендуется использовать определенный сплав проволоки, однако схема работы будет всегда одинаковой.
Сварочная проволока для полуавтоматов исполняет роль своеобразного электрода и бывает нескольких типов, в зависимости от своего состава.
Видео:
Так, к примеру, для сварки алюминия рекомендуется использовать порошкообразную проволоку, которую сегодня можно приобрести практически в любом специализированном магазине.
Она состоит из того же алюминия и некоторых добавлений. Есть специальные омедненные проволоки для того, чтобы варить заготовки из стали с содержанием углерода.
Если необходимо варить соединение нержавеющего металла, то лучше всего использовать проволоку, сделанную из жаропрочной стали.
Для каждого вида металла предусмотрен свой тип проволоки, которая имеет тот или иной состав, а также диаметр.
Кроме этого, при выборе проволоки следует обращать внимание и на тип самого аппарата. Между собой проволока различается и по своей стоимости.
Поставляется она, как правило, в намотанном виде самых разных размеров.
При подготовке аппарата к работе мастеру достаточно только лишь вставить специальное устройство с проволокой в отведенное для этого в корпусе месте и вывести ее окончание к рукаву горелки.
Схема и правила установки проволоки производители полуавтоматов обычно указывают в инструкциях.
Подача газа в процессе сварки осуществляется совместно с проволокой и это помогает предотвратить разбрызгивание раскаленного металла, в том числе и алюминия.
Сварка алюминия и других типов металла осуществляется при определенной подаче газа, которая регулируется в зависимости от толщины рабочего материала.
Следует отметить и то, что состав, а также диаметр проволоки, как для алюминия, так и для других видов металлов, определяются соответствующими стандартами и ГОСТами. Такие же нормативы есть и для газа.
Принцип действия
Схема работы полуавтомата, как для сварки алюминия, так и для соединения других видов металла, всегда одинаковая.
Меняется только состав газа и проволока, которой нужно варить, исходя из нескольких факторов. В процессе выполнения соответствующей работы необходимо обеспечить непрерывную подачу газа.
Видео:
Использование газа при пользовании полуавтоматом необходимо для того, чтобы исключить разбрызгивание алюминия или другого вида металла, а также для защиты самого сварного соединения от внешнего воздействия.
Подача газа и проволоки в процессе работы осуществляется посредством горелки, которая имеет специальный механизм, предназначенный конкретно для этих целей.
Схема работы такого механизма достаточно примитивная и не сложная. Основным источником питания полуавтомата может быть как инвертор, так и обыкновенный трансформатор с выпрямителем.
Схема и скорость подачи проволоки и газа регулируется в ручном режиме, путем выставления в определенное положение тумблеров на аппарате.
У любого полуавтомата есть несколько различных режимов работы, каждый из которых предназначен для решения определенных задач.
Сварку полуавтоматом следует начинать только после того, как будет правильно выбрана схема работы и выставлен соответствующий режим.
Также в предварительной подготовке нуждается и поверхность металла, который будет соединяться посредством сварки.
Видео:
Варить поверхность металла следует с максимальной осторожностью, при этом горелку следует перемещать плавными движениями, равномерно укладывая слой.
Любой последующий шов должен выполняться строго по предыдущему. За счет того, что непрерывно поступает поток газа, качество и прочность шва увеличивается в несколько раз.
Производить все необходимые работы при помощи полуавтомата следует в обязательном порядке в защитном снаряжении, чтобы исключить возможность возникновения травмы.
После того как сварка будет закончена, следует полностью перекрыть подачу газа и отключить аппарат от напряжения.
При выборе полуавтомата для домашнего использования не стоит ориентироваться только лишь на стоимость аппарата.
Лучше сделать свой выбор в пользу более функционального агрегата, который даст возможность работать с самыми разными материалами.
Приобретая сварочный полуавтомат, следует обращать внимание на каждую мелочь и внимательно изучить соответствующую инструкцию, которая обязательно идет в комплекте с устройством.
Более подробно о том, как правильно выбрать полуавтомат, подробно рассказано на видео в нашей статье.
Видео:
rezhemmetall.ru