
Резьбовые шпильки (большого диаметра и длины)
Резьбовые шпильки
Изготавливаем шпильки по ГОСТ на заказ:
- Шпильки для фланцевых соединений
- Шпильки односторонние и двусторонние для фланцевых соединений
- Шпильки с двумя одинаковыми по длине резьбовыми концами
- Шпильки на гаечном ключе
- Шпильки ввинчивающиеся
- Шпильки для деталей с гладкими отверстиями
- Стяжные шпильки
- Упорные шпильки
- Шпильки с мелким шагом резьбы
- Шпильки с крупным шагом резьбы
- Шпильки большого диаметра
- Шпильки большой длины
- Нестандартные шпильки
- Шпильки по индивидуальным чертежам и эскизам
- Шпильки по гост
- Полнорезьбовые шпильки
- Шпильки высокопрочные
- Приварные шпильки
Диаметром от М6 до М100, длиной от 100мм до 5000мм.
Из материала: ст20,ст30,ст40,ст45,ст40х,09г2с,12х18н10т.
Классы прочности: от 5.6.
Срок поставки резьбовых шпилек от 3 дней, в зависимости от объема и сложности заказа.
Изготавливаем резьбовые шпильки в любом количестве.
Стоимость изготовления резьбовых шпилек рассчитывается по чертежам.
Принимаем заявки на эл.почту:[email protected] и по телефону
Стоимость зависит от сложности конструкции, высоты резьбы, шага резьбы, материала, количества.
Технология изготовления резьбовых шпилек
- Отрезка заготовки.
- Центровка
- Предварительно снимаем фаски
- Если резьба короткая, то предварительно снимаем место, где будет резьба для накатки. Далее накатываем резьбу. Если резьба длинная, то сразу ее нарезаем.
Изделие поставляется без защитного покрытия, обеспечивается только промасливание.
В процессе изготовления шпилек выполняем работы на универсальных токарных станках, токарных станках с ЧПУ, резьбонакатных станках.
Особенности производства шпилек Красноярск
- Изготавливаем анкерные шпильки только под заказ.
- Работаем как по разовым и штучным заказам, также изготавливаем шпильки оптом.
- Цеха по производству шпилек расположены в Красноярске. Работаем с организациями по всей России, отправляем крепеж через транспортные компании.
- Возможна разработка чертежей на резьбовые шпильки по требованиям Заказчика.
Накатка резьбы на резьбонакатном станке
Резьбовые шпильки от производителя
- Возможность заказа пробной партии для проверки в лаборатории точности исполнения и качества изготовленного крепежа.
- Шпильки выпускаем из сырья по ГОСТ.
- Контроль качества в процессе производства.
- Предоставляем сертификат качества на продукцию.
Резьбовые шпильки Красноярск.
Цены уточняйте по тел.: 8-965-900-53-63
| Крепеж | Обозначение | Резьба | Шаг резьбы, мм | Длина, мм | Мин. разруш.сила, кН | Вес 1000 шт/кг |
| Шпилька резьбовая | 6 х 1000 | M6 | 1,00 | 1000 | 8,0 | 179,3 |
| Шпилька резьбовая | 8 х 1000 | M8 | 1,25 | 1000 | 14,6 | 316,8 |
| Шпилька резьбовая | 10 х 1000 | M10 | 1,50 | 1000 | 23,2 | 500,0 |
| Шпилька резьбовая | 12 х 1000 | M12 | 1,75 | 1000 | 33,7 | 721,0 |
| Шпилька резьбовая | 14 х 1000 | M14 | 2,00 | 1000 | 46,0 | 1023,0 |
| Шпилька резьбовая | 16 х 1000 | M16 | 2,00 | 1000 | 62,8 | 1325,0 |
| Шпилька резьбовая | 20 х 1000 | M20 | 2,50 | 1000 | 98,0 | 2075,0 |
| Шпилька резьбовая | 24 х 1000 | M24 | 3,00 | 1000 | 141,0 | 2981,0 |
| Шпилька резьбовая | 6 х 2000 | M6 | 1,00 | 2000 | 8,0 | 358,6 |
| Шпилька резьбовая | 8 х 2000 | M8 | 1,25 | 2000 | 14,6 | 633,6 |
| Шпилька резьбовая | 10 х 2000 | M10 | 1,50 | 2000 | 23,2 | 1000,0 |
| Шпилька резьбовая | 12 х 2000 | M12 | 1,75 | 2000 | 33,7 | 1442,0 |
| Шпилька резьбовая | 14 х 2000 | M14 | 2,00 | 2000 | 46,0 | 2046,0 |
| Шпилька резьбовая | 16 х 2000 | M16 | 2,00 | 2000 | 62,8 | 2650,0 |
| Шпилька резьбовая | 20 х 2000 | M20 | 2,50 | 2000 | 98,0 | 4150,0 |
Сфера применения шпилек от мостов до фундаментов. Их используют там, где нельзя применять болты.
Чаще всего заказывают упорные, стяжные шпильки и шпильки по индивидуальным чертежам.
Наше предприятие специализируется на изготовлении резьбовых шпилек методом накатки резьбы роликами на высокопроизводительном оборудовании.. В настоящее время изготовление шпилек резьбовых методом накатки резьбы роликами находит все более широкое применение и замещает традиционные методы нарезки резьбы резцами и плашками, которые существенно выше аналогичного оборудования, что позволяет нам в короткие сроки выполнять заказы наших клиентов при высоком качестве. Конструктивные особенности оборудования дают возможность производить изготовление шпилек резьбовых методом накатки резьбы на длинных шпильках и изготавливать шпильку с полной резьбой длиной до пяти метров.
Типы исполнения резьбовых шпилек:
Шпилька ГОСТ 26-2040-96 Шпильки для фланцевых соединений трубопроводов и соединительных частей, арматуры, приборов, сосудов и аппаратов, применяемых в химической, нефтеперерабатывающей, нефтехимической, газовой, нефтяной и других смежных отраслях промышленности. Токарные работы
Шпилька ГОСТ 9066-75 Шпильки односторонние и двусторонние для фланцевых соединений с температурной среды от 0 до 650 град. С. Стандарт не распространяется на фланцевые соединения объектов, подведомственных Госгортехнадзору СССР, с условным давлением Ру менее 4 МПа. Токарные работы
Шпилька ГОСТ 22043-76 Шпильки с двумя одинаковыми по длине резьбовыми концами с диаметром резьбы от 2 до 48 мм. Токарные работы
Шпилька ГОСТ 22042-76 Шпильки с двумя одинаковыми по длине резьбовыми концами с диаметром резьбы от 2 до 48 мм. Токарные работы
Шпилька ГОСТ 22041-76 Шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце; с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
Шпилька ГОСТ 22040-76 Шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце; с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
Шпилька ГОСТ 22039-76 Шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце; с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
Шпилька ГОСТ 22038-76 Шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце; с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
Шпилька ГОСТ 22037-76 Настоящий стандарт распространяется на шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце; с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
Шпилька ГОСТ 22036-76 Настоящий стандарт распространяется на шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце; с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
Шпилька ГОСТ 22035-76 Настоящий стандарт распространяется на шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце; с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
Шпилька ГОСТ 22034-76 Настоящий стандарт распространяется на шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце; с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
Шпилька ГОСТ 22033-76 Настоящий стандарт распространяется на шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на гаечном и ввинчиваемом концах; с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце; с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
Шпилька ГОСТ 22032-76 Настоящий стандарт распространяется на шпильки с номинальным диаметром резьбы от 2 до 48 мм, изготовляемые с крупным шагом резьбы на гаечном и ввинчиваемом концах, с мелким шагом резьбы на гаечном и ввинчиваемом концах, с мелким шагом резьбы на ввинчиваемом конце и крупным шагом резьбы на гаечном конце, с крупным шагом резьбы на ввинчиваемом конце и мелким шагом резьбы на гаечном конце. Токарные работы
ktm-metiz.ru
Шпильки
Шпильки
Шпилька резьбовая — соединительная деталь, представляющая из себя металлический стержень с наружной резьбой.
Шпильки предназначены для соединения между собой деталей, присоединения деталей к оборудованию или конструкции, в качестве стягивающих элементов строительных конструкций.
Компания ООО «ТПК «ТроЯ» производит и реализует шпильки по ГОСТ, ОСТ и индивидуальным чертежам Заказчика.
Мы изготовим шпильки из сталей марок:
— Ст.20, 35, 45, 40х, 09г2с, 30ХГСА, 12ХН3А, 20ХН3А и др.
— Ст.20х13, 14х17н2, 12х18н10т,10х17н13м2т и др.
Шпильки могут быть изготовлены классом прочности 8.8, 10.9, 12.9
Шпильки полнорезьбовые (с резьбой по всей длине шпильки)


позволяют регулировать расстояние между скрепляемыми деталями как при монтаже конструкций или сборке оборудования, так и при их дальнейшей эксплуатации (деревянное домостроение, производство теплообменников). Наша компания изготавливает полнорезьбовые шпильки длиной до 6 метров.
Шпильки с резьбой с одной стороны


применяются для крепления деталей или строительных конструкций, неотъемлемой частью которых она становится при помощи сваривания, а также для крепления конструкций или оборудования в бетон, грунт и т.д.
Шпильки с резьбой с двух сторон соединяют детали с гладкими и резьбовыми отверстиями.
 |
ГОСТ 22032-76 «Шпильки с ввинчиваемым концом длиной 1d» Класс точности В. ГОСТ 22033-76 «Шпильки с ввинчиваемым концом длиной 1d» Класс точности А. |
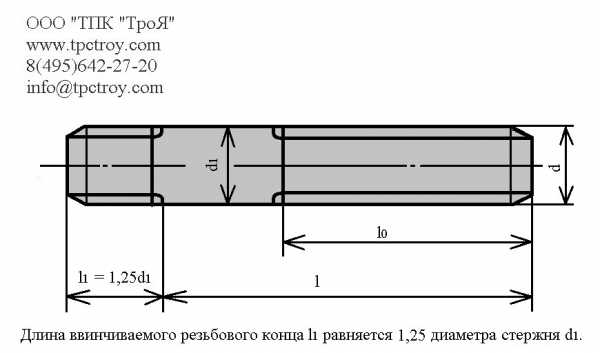 |
ГОСТ 22034-76 «Шпильки с ввинчиваемым концом длиной 1,25d» Класс точности В. ГОСТ 22035-76 «Шпильки с ввинчиваемым концом длиной 1,25d» Класс точности А. |
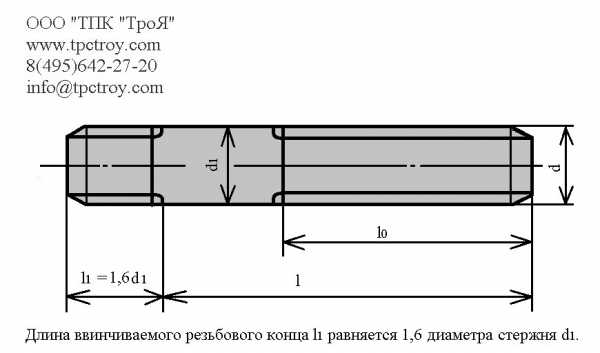 |
ГОСТ 22036-76 «Шпильки с ввинчиваемым концом длиной 1,6d» Класс точности В. ГОСТ 22037-76 «Шпильки с ввинчиваемым концом длиной 1,6 d» Класс точности А. |
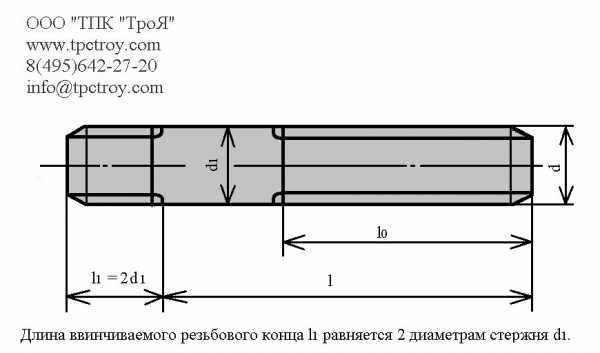 |
ГОСТ 22038-76 «Шпильки с ввинчиваемым концом длиной 2d» Класс точности В. |
 |
ГОСТ 22040-76 «Шпильки с ввинчиваемым концом длиной 2,5d» Класс точности В. ГОСТ 22041-76 «Шпильки с ввинчиваемым концом длиной 2,5d» Класс точности А. |
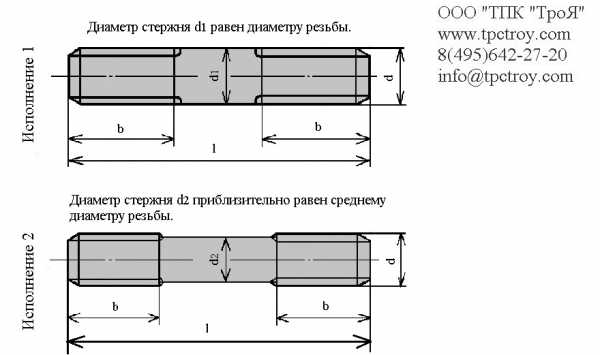 |
ГОСТ 22042-76 «Шпильки для деталей с гладкими отверстиями» Класс точности В. ГОСТ 22043-76 «Шпильки для деталей с гладкими отверстиями» Класс точности А. |
|
ГОСТ 9066-75 «Шпильки для фланцевых соединений с температурой среды от 0 до 650 С» | |
|
ОСТ 26-2039-96 «Шпильки с ввинчиваемым концом для фланцевых соединений» | |
|
ОСТ 26-2040-96 «Шпильки для фланцевых соединений» |
Купить шпильки в компании «ТроЯ» можно позвонив нам по телефону 8 (495) 642-27-20, либо отправив письмо на электронную почту [email protected]. Кроме того, Вы можете отправить заявку на расчет и наши сотрудники помогут Вам в формировании заказа. Мы осуществляем индивидуальный подход к каждому заказчику, формируем гибкие цены.
← Назад в раздел
tpctroy.com
Полнорезьбовые шпильки — Русский БолтЪ
Полнорезьбовая шпилька представляет собой метиз, который имеет внешнюю резьбу по всей длине элемента. Данный крепеж позволяет создать надежное и прочное соединение, поэтому довольно часто используется в различных областях, например:
- машиностроении;
- производстве мебели;
- промышленных и энергетических сферах;
- строительстве;
- бытовых работах.
Главное преимущество полнорезьбовых шпилек – высокая устойчивость к воздействию динамических нагрузок.
Помимо этого, метиз может иметь дополнительную обработку с покрытием цинком. В таком случае крепление подходит для использования в условиях контактирования с внешней средой. Такая шпилька устойчива к возникновению коррозийных процессов, а также отличается медленным износом.
Стоит отметить, что наличие резьбы по всей длине детали обеспечивает более надежное соединение и повышает ее устойчивость к усиленным нагрузкам.
Особенности крепежей
Как правило, полнорезьбовые шпильки изготавливаются из стали. Применение нержавеющих сплавов позволяют помещать метиз в агрессивные условия, а также применять его при перепадах температуры. Популярным решением также является закалка элементов путем помещения в печь на длительный срок, а также метод холодной штамповки.
Кроме того, такие крепления часто подвергают термообработке. В результате шпилька имеет повышенную прочность и может применяться в условиях повышенной сложности. К примеру, метизы устойчивы к воздействию статических нагрузок и вибрации. Стоит отметить, что такие детали также отличаются длительным сроком эксплуатации и износостойкостью. При этом стоимость полнорезьбовых шпилек выгодна и доступна.r-bolt.ru
Все о резьбовых шпильках
30.05.2016
Шпилька широко применяется для крепления различных деталей. При этом в качестве фиксирующего элемента на оба конца шпильки могут накручиваться гайки. Либо один конец шпильки вворачивается непосредственно в тело детали (для этого в ней предварительно сверлиться стандартный паз и нарезается внутренняя резьба).
Резьбовая шпилька является стандартным крепёжным изделием. Её материал, конструктивные размеры и прочие параметры регламентируются ГОСТ 22032-76, ГОСТ 22042-76, а также DIN 975 и DIN 976.
DIN – это Немецкий институт по стандартизации. Поэтому в сравнении с российским ГОСТОм, зарубежный стандарт предполагает наличие определённых нюансов:
-
DIN 975 Шпилька резьбовая (штанга) – этот стандарт регламентирует конструкцию шпилек со сплошной (по всей длине) метрической резьбой.
Шпилька предназначается для потолочного крепления вентиляционных систем, воздуховодов и пр. Допускает наращивание крепежа при помощи соединительных гаек с метрической резьбой.
Для производства резьбовых шпилек используется углеродистая, автоматная сталь (в том числе с гальванической оцинковкой) или нержавеющая сталь. Метрическая резьба – с натягом (для обеспечения прочной фиксации и неподвижности соединений).
Размерный ряд по длине – 1000 или 2000 мм, по диаметру резьбы – от М4 до М36. -
DIN 976 Шпилька резьбовая оцинкованная – в отличие от предыдущего изделия, шпилька по стандарту «976» имеет расширенный размерный ряд по длине (от 25 до 300 мм). По диаметру резьбы изготавливаются шпильки от М6 до М16.
Материалом для шпильки служит углеродистая, оцинкованная сталь, нержавеющие стали А2 или А4, латунь. Используется в промышленности, строительстве для соединения узлов и деталей при помощи гаек и шайб.
Для успешного применения шпилек стандарта DIN 976 необходимо точное знание размеров крепежа. Если же таких данных нет, лучше использовать метровые шпильки DIN 975 – с нарезкой длины «по месту». -
ГОСТ 22032-76 Шпильки с ввинчиваемым концом длиной 1d. Класс точности В. Конструкция и размеры – Российский стандарт распространяется на сравнительно большой класс крепёжных резьбовых шпилек, регламентируя изделия с резьбой от М2 до М48. При этом гаечный и ввинчиваемый конец шпильки могут иметь крупный или мелкий шаг резьбы. Допускаются варианты, когда крупная резьба нанесена на гаечный конец, а ввинчиваемая часть шпильки имеет мелкую резьбу – или наоборот. Размерный ряд по длине ввинчиваемой части шпильки – от 3 до 48 мм.
-
ГОСТ 22042-76 Шпильки для деталей с гладкими отверстиями. Класс точности В. Конструкция и размеры – По данному стандарту выпускаются шпильки с двумя равными по длине резьбовыми частями. Диаметр метрической резьбы составляет от 2 до 48 мм. Шаг – либо крупный, либо мелкий. Длина стержня – от 10 до 500 мм.
Шпильки изготавливаются из углеродистой легированной стали, алюминия, бронзы или латуни.
Рекомендации по выбору
Как и любое крепёжное изделие, резьбовые шпильки рассчитаны на работу с определённой нагрузкой. Несущая способность шпилек зависит от их размера, вида материала, а также характера приложения нагрузки. В большинстве случаев шпильки рассчитаны «держать» нагрузку, действующую либо в плоскости, параллельной оси шпильки, либо перпендикулярной ей.
В первом случае несущая способность крепежа целиком определяется глубиной вкручивания шпильки – её резьбовая часть работает в условиях распределённой нагрузки на растяжение. На грузоподъёмность шпильки также будет влиять тип резьбы (точнее, её шаг – крупный или мелкий), но по сравнению с глубиной вкручивания это влияние не столь существенно.
Во втором случае (когда нагрузка направлена перпендикулярно оси шпильки), несущая способность целиком определяется сопротивлением материала, работающего на изгиб и срез. Решающим фактором повышения грузоподъёмности при этом будет вид материала стержня (твёрдая сталь предпочтительнее мягкой латуни или алюминия) и его диаметр. Длина резьбовой части и вид самой резьбы не принципиальны (хотя и должны обеспечивать прочное крепление шпильки в месте «заделки» в деталь или при накручивании гаек).
Кроме перечисленных факторов, при выборе материала шпильки необходимо учитывать условия окружающей среды. При агрессивном воздействии, длительную работу лучше обеспечит крепёж из нержавеющей или оцинкованной стали. Однако нельзя забывать, что контакт разнородных металлов (к примеру, стали и алюминия) приводит к возникновению электрохимической коррозии, которая быстро разрушает мягкий металл и резко снижает несущую способность соединения.
И наконец, конкретные значения длины и диаметра резьбовых шпилек (при известном характере нагружения и условий окружающей среды) можно определить по специальным таблицам.
Работа крепежа на пределе текучести
В ряде случаев взаимное крепление деталей должно обеспечивать высокую прочность и герметичность конструкции. При наличии внутренних сил (к примеру, давления рабочего тела) крепёж даже очень прочно стянутых деталей будет «играть», поскольку металл резьбовых шпилек обладает определённой податливостью. Чтобы «выбрать» эту податливость (которая характерна для нагрузок в области упругой деформации материала), резьбовые шпильки затягивают определённым моментом в несколько этапов – сперва чтобы «оказаться» в зоне упругой деформации, а затем при дальнейшей затяжке подойти к границе предела текучести.
При этом обеспечивается максимальная надёжность соединения. Однако крепёж становится одноразовым – открученные шпильки уже нельзя использовать повторно, поскольку их материал уже «потёк» (при работе в зоне пластической деформации размеры изделия после снятия нагрузки не восстанавливаются!).
Дата публикации: 30.05.2016
Материалы подготовлены специалистами компании «Трайв-Комплект».
Полное или частичное копирование содержимого возможно только после согласования с администрацией сайта по эл. почте [email protected]
traiv-komplekt.ru
Полнорезьбовые шпильки: виды, особенности применения
Резьбовые шпильки – широко распространенные крепежные детали. Стержни с резьбой используются на разных этапах проведения монтажных работ. Крепеж работает просто.
Стержень с резьбой ввинчивается в соединяемые детали, фиксируется сверху специальным метизом, как правило, гайкой. В ряде случаев используется специальная прокладка под гайку для увеличения прочности закрепа.
Длина шпильки по ГОСТу может быть разной. Фактически она определяется назначением метизов. Крепежи для выполнения монтажных работ на этапе заливки фундамента могут иметь длину до 1 метра.
Высококачественные стальные шпильки ГОСТ определяет как исключительно надежные и функциональные метизы. Они могут иметь разный диаметр. Последний подбирается в соответствии с диаметром резьбовых отверстий в местах соединения элементов конструкций на объекте строительства.
Особенности полнорезьбовых шпилек
Шпилька полнорезьбовая (ГОСТ) относится к метизам специального назначения. Главной ее отличительной особенностью является нарез резьбы по всей длине металлического цилиндрического прута. Номинальные диаметры шпилек ГОСТ определяет в соответствии с назначением крепежа. Полнорезьбовые металлические изделия изготавливаются в нескольких типоразмерах. Диапазон составляет 10–60 мм.
Полнорезьбовые шпильки могут иметь разный шаг резьбы. Изделия предлагаются как стандартные (с одинаковым шагом по всей длине), так и специальные (с комбинированной резьбой).
ООО «Центр Строй» изготавливает полнорезьбовые шпильки в широком диапазоне размеров. Наши метизы отличаются высокой механической прочностью, устойчивостью к воздействию влаги и слабо агрессивных сред. Коррозийную стойкость металлу обеспечивает специальное покрытие.
Производственные нюансы
Полнорезьбовый крепеж используется, как правило, на сложных участках строительства и монтажа. Шпильки высокопрочные, ГОСТ определяет их номинальные технические характеристики, с учетом специфики применения метизов изготавливаются из стали горячекатаного проката. Чаще всего используются материалы марок 09Г2С, 40Х, 10, 20, 35. Из легированных, нелегированных углеродистых сталей метизы изготавливаются под заказ. Класс прочности определяется типом материала.
Особое внимание в процессе производства уделяется контролю качества метизов. Полнорезьбовые шпильки должны выдерживать серьезную динамическую нагрузку. ООО «Центр Строй» предоставляет покупателям гарантии качества. Все изготовленные на заводе метизы соответствуют профильным ГОСТам.
Применение полнорезьбового крепежа
Шпильки с резьбой по всей длине цилиндрического прута используются при выполнении общестроительных, специальных отделочных работ. Крепежные изделия подбираются по материалу, диаметру, длине, классу точности.
Полнорезьбовые шпильки применяются для соединения элементов турбин различного типа, трубопроводов, деталей инженерных систем (в частности вентиляции, кондиционирования). Используется профильный крепеж также в машиностроении, авиастроении, различных сферах производства.
Применение полнорезьбовых шпилек позволяет оптимизировать отдельные виды отделочных работ. Крепеж такого типа используется, например, при установке подвесных и натяжных потолочных конструкций. В целом, применение метизов с полной резьбой актуально везде, где необходимо обеспечить максимальную прочность и надежность соединения. Главное – правильно подобрать крепежные элементы.
Посмотреть цены
stroy495.ru
И снова о качестве резьбовой шпильки / ЦКИ
В рекламных роликах, в буклетах, каталогах и на сайтах компаний, торгующих крепежом, мы часто можем встретить слово «качество». Его используют к месту и не к месту, но используют все и всегда. Возникает ощущение, что все торгуют качественным товаром, каждый продавец имеет лабораторию входного контроля. Встретить брак, а уж тем паче, заведомо некачественный товар, на российском рынке просто невозможно.
Но, каждый, кто сталкивался по работе с резьбовыми шпильками по DIN 976 и DIN 975 длиной 1 и 2 метра хотя бы раз (а то и не раз) нарывался на брак. Достаточно взять это изделие в руку и откровенный брак видно сразу. Опытные монтажники и строители говорят, что такой резьбой можно бриться. Ну не знаем, бриться не пробовали…а вот порезаться можно вполне. Ведь никто не пишет, что продаёт бракованную шпильку. Откуда же берется такая шпилька на нашем рынке и почему она именно такая?
Ответ прост:
Изначально доля такой шпильки на рынке была значительно меньше. Но конкуренция вынуждала оптовых поставщиков снижать себестоимость изделия. А самый эффективный способ (если отбросить все законные известные способы) — это уменьшить расход металла при изготовлении одного изделия.
Как это сделать?
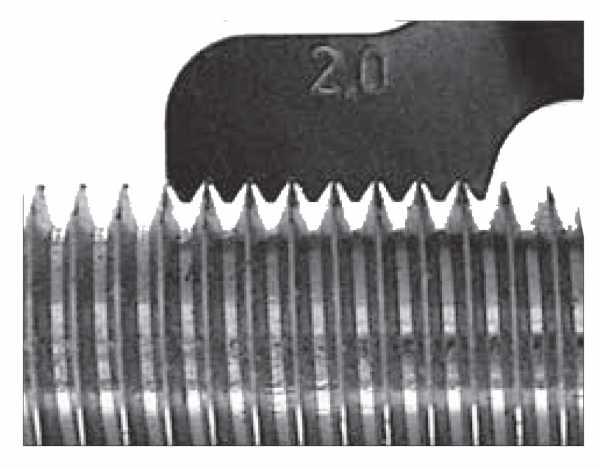
Проблему решают элегантно и просто – азиатского партнера просят сделать шпильку покороче и потоньше. И если покороче нет так опасно, и легко контролируется заказчиком, то экономия на диаметре несёт гораздо больше подводных камней. Например, если взять для шпильки М12 пруток не 10,83 мм как положено, а 9,5, то на выходе мы получим тонкий и вытянутый профиль резьбы, и уменьшенный внутренний диаметр сечения.
Стандартная метрическая резьба имеет угол при вершине 60 градусов. Искусственно «вытянутая» шпилька имеет угол от 25 до 45 градусов. Такая шпилька выдерживает 70% и менее от должной нагрузки, а некоторые «экземпляры», вообще не позволяют произвести монтаж, потому как гайка по ним гуляет и в принципе не желает затягиваться с нужным усилием.
Последствия ?
Мы о них уже писали
Реальность такова, что объемы продаж такой бракованный шпильки на российском рынке в десятки раз (а по некоторым оценкам в 40-50 раз) превосходят продажи качественной шпильки. И возможно потребитель и не догадывается, что существует другая шпилька. Он её просто не видел и не встречал на прилавках.
ГК ЦКИ предлагает работать в качественной реальности, где шпильку используют не для бритья, а для монтажа и производства. Где монтажник, строитель и заказчик могут быть уверены в конечном результате. Ведь качественный крепеж важен именно для конечного результата.
Спросите у вашего поставщика крепежа какой угол при вершине резьбы у его резьбовой шпильки, и вы узнает в какой реальности он работает.
www.cki-com.ru
Резьбовые шпильки — Энциклопедия по машиностроению XXL
Наиболее распространенная арматура штифтовая (гладкие и резьбовые шпильки, винты), втулочная (гладкие и резьбовые втулки), плоская (лепестки, контакты) и проволочная (рис. 8.13, а). Для предупреждения проворачивания или вырыва из изделия на штифтовой арматуре делают накатку и кольцевые выточки (рис. 8.13,б,/,2), на плоской — отверстия или вырезы (рис. 8.13,6,6), на проволочной — расплющивание или изгиб арматуры (рис. 8,13, [c.198]Далее на заготовках из сплава ВТ1-0, предварительно подвергнутых РКУ-прессованию (маршрут 1), формировалась резьба путем накатывания на специальной установке [411]. Полученные резьбовые шпильки служили образцами для испытаний на малоцикловую усталость. Резьбовые шпильки были получены только пластическим деформированием (без снятия стружки) и с резьбой, нарезанной резцом (со снятием стружки). Шпильки с накатанной и нарезанной резьбой типа Мб испытывали на специализированной испытательной машине [411]. [c.247]
Связь выносливости с неровностями поверхности. Долговечность многих машин ограничивается сопротивлением усталости их деталей. К таким деталям принадлежат, например, шлицевые валы, кольца и тела подшипников качения, резьбовые шпильки и т. д., особенно турбинные и компрессорные лопатки, выносливость которых до настоящего времени лимитирует ресурс двигателей. [c.44]
В формы могут быть залиты резьбовые шпильки и другие элементы зажимных устройств. Если приспособление снимают с производства, то корпус его можно вторично использовать для нового приспособления. В этом случае фрезерованием выбирают пространство для заливки смолы под ложементы другого изделия и сверлением восстанавливают отверстия в днище корпуса под литник и выпор. [c.86]
Наконечники навинчиваются на резьбовую шпильку, туго ввернутую в стержень индикатора. К глубиномеру прилагаются установочные меры. [c.706]
Наиболее распространенные типы арматуры штифтовая (гладкие и резьбовые шпильки, винты) втулочная (гладкие и резьбовые втулки) плоская (лепестки, контакты и т. п.) и проволочная показаны на фиг. 12. [c.891]
Магнитострикционный преобразователь вставляется в отверстие в дне (или стенке) ванны 1. Под нижнюю плоскость диафрагмы 10 укладывается уплотнительная прокладка 9, средний диаметр которой соответствует одной из узловых линий изгибных колебаний диафрагмы. С дном бачка 3 для охлаждения пакета 7 и обмотки 8 жестко соединена резьбовая шпилька 5. В отверстие ванны вставляется кронштейн 2, опирающийся верхней опорной поверхностью на внешнюю поверхность корпуса ванны. В нижней части кронштейн имеет отверстие под шпильку, а в верхней — цилиндрический буртик для центровки в отверстии дна ванны. Шпилька входит в отверстие кронштейна и на нее одевается демпфирующая резиновая шайба 6, и одной резьбовой парой (шпильки 5 и гайки 4) производится уплотнение диафрагмы с дном. [c.232]
Тугие резьбовые соединения, составляющие пару между резьбовой шпилькой и резьбовым отверстием, не подлежат отвинчиванию и гарантируют соединение от самоотвинчивания при вибрациях. Тугие резьбовые соединения могут быть получены несколькими способами [c.82]
Механизм, показанный на фиг. 7, г, отличается от предыдущего применением привода двухстороннего действия. Отвод прихвата 1 производит рычажок 2. Пружина 3 позволяет поршню окончательно зажать деталь, после того как рычажок и прихват упрутся в резьбовую шпильку 4. После переключения потока масла в цилиндр механизм возвращается в исходное положение. [c.18]
Гайкой по неподвижной резьбовой шпильке [c.388]
Резьбовые соединения весьма распространены в машиностроении, а трудоемкость их относительно велика. Их сборку выполняют, применяя крепежные детали (болты, винты и резьбовые шпильки, рис. 48). При болтовых соединениях не требуется нарезание резьбы в соединяемых деталях что важно, если мате- [c.816]
При сборке соединений с резьбовыми шпильками процесс еще более усложняется. Сначала в одну из деталей ввертывают с натягом резьбовые шпильки, затем на них надевают сопряженную деталь, на выступающие концы шпилек надевают шайбы, навинчивают и затягивают гайки. [c.818]
В гнездах пресс-формы (фиг. 492, д) Подвижные стержни (фиг. 492, е) Резьбовые шпильки (фиг. 492, ж) Резьбовые стержни (фиг. 492, з) [c.614]
| Рис. 129. Примеры восстановления валов а — при поломке концевой шейки. 6 ремонт с помощью резьбовой шпильки, в — ремонт с помощью муфты | 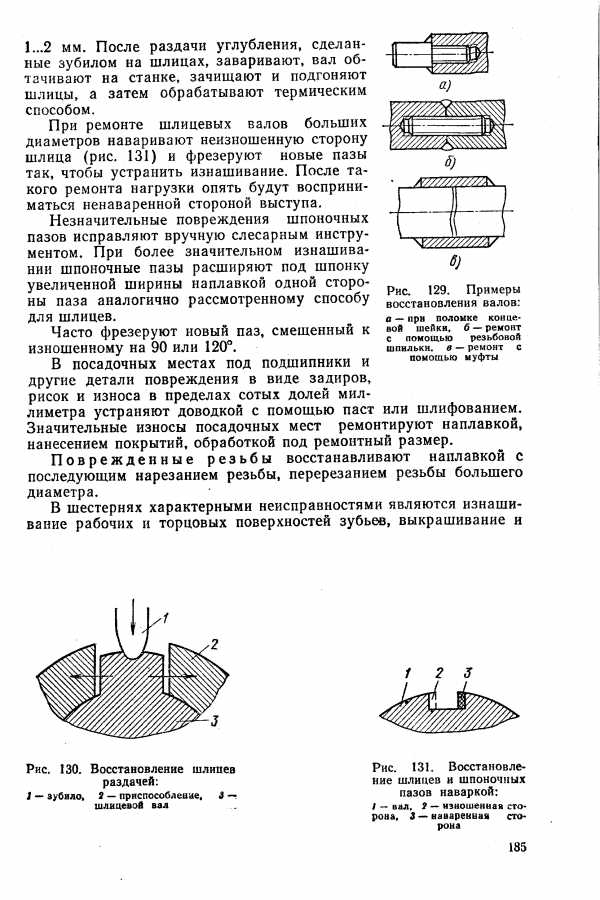 |
Резьбовые шпильки УСП-410 (фиг. 71) соответствуют размерам ГОСТа, но длина нарезной части обоих концов шпильки несколько увеличена для удобства сборки всех элементов компоновок УСП. С помощью резьбовых шпилек часто наращивают пазовые или шарнирные болты для увеличения их длины. [c.136]
Приспособление для гибки стальной ленты по диаметру 150 мм (фиг. 118) собрано за 2 ч. Основанием компоновки служит прямоугольная базовая плита УСП-140 размером 120 X 360 X 60 мм. На рабочей плоскости плиты установлены угольники УСП-237 на шпонках. На пальце УСП-308 в вертикальной плоскости угольника насажен и закреплен диск УСП-310 диаметром 150 мм. Палец удерживается в отверстии угольника резьбовой шпилькой УСП-410. Эта шпилька одновременно служит и осью для ручного устройства, с помощью 214 [c.214]
Тубус нижнего освещения 22 (фиг. 75,а) помещается в колонке /5 и состоит из трубы с диафрагмой, трубки 23 с конден-сорной линзой 24 и зеркалом 25. Осветительная трубка 23 устанавливается по оптической оси, фиксируется контрольной шпилькой и закрепляется двумя винтами. Диафрагма регулируется поворотом тубуса, с которым она связана посредством сектора, как показано на фиг. 48. Сектор закреплен на тубусе тремя винтами. В отверстие сектора входит резьбовая шпилька 26 (фиг. 75,а). Зеркало 25 находится между двумя втулками со скошенными торцами, и положение его фиксируется двумя винтами 27. [c.178]
При разборке винтового механизма подъема стола отвертывают четыре винта и две конические резьбовые шпильки и снимают плиту 1 (фиг. 163). Отвертывают винты и снимают шпонку 2. Освобождают рукоятку 6-, затем, вращая штурвал 3, выводят кверху стакан 4 и вынимают его из кронштейна 5. Отвернув винты 7, снимают штурвал 3 и втулку 8, предварительно отвернув винты 9 и вынув вкладыш 10, состоящий из двух секторов затем вынимают кольца [c.316]
| Фиг. 61. Многоинструментная наладка на револьверный станок для обработки резьбовой шпильки I — открепить, подать до упора и закрепить пруток II — подрезать торец III — обточить конец под резьбу IV снять фаску | 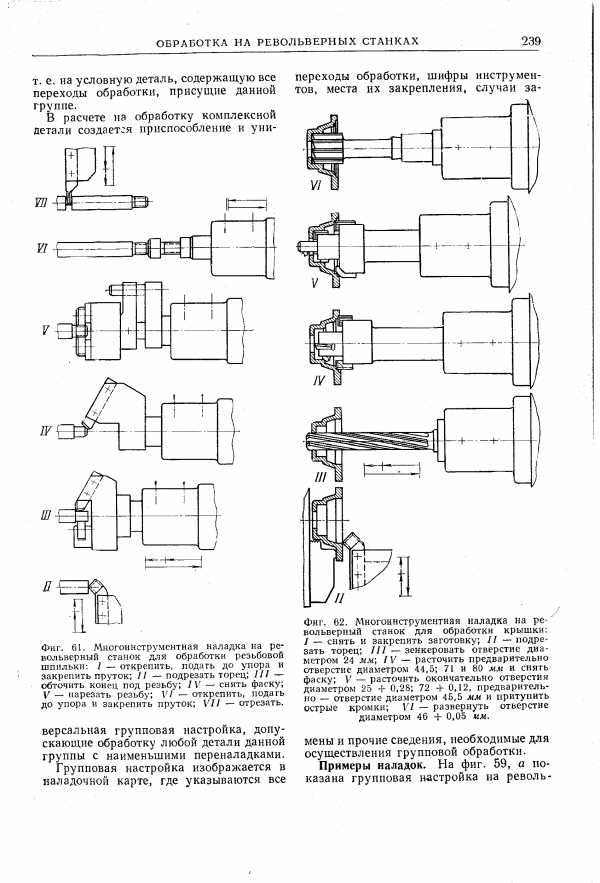 |
Рио. 85. Многоинструментная наладка на револьверный станок для обработки резьбовой шпильки 1 — открепить, подать до упора и. закрепить пруток (на рис. не показано) II — подрезать торец III—обточить конец под резьбу IV —снять фаску V — нарезать резьбу VI — открепить, подать до упора и закрепить пруток 71/— отре.зать [c.280]
При сборке соединений на резьбовых шпильках контролируют не только момент затяжки гаек, но и момент затяжки шпилек при их ввертывании в корпусную деталь. Шпильки должны быть перпендикулярны плоскости сопряжения (отклонение допускается в пределах до 0,1 мм на 100 мм длины выступающей части шпильки) и иметь заданную высоту над этой плоскостью. Перпендикулярность шпильки проверяют угольником и щупом, а ее высоту — предельным шаблоном или универсальным измерительным инструментом. [c.645]
Фланцевое соединение затягивают резьбовыми шпильками с помощью специальных высоких гаек, в результате чего создается более равномерное распределение напряжений по виткам резьбы и улучшаются условия сохранения графитсодержащей смазки, которой смазывается резьба шпилек для предохранения их от задирания и коррозии. Главные задвижки присоединяются к трубопроводу сваркой. [c.40]
Резины для гуммирования 246 Резольная смола (жидкий бакелит) 156 Резцы алмазные 264 Резьбовые шпильки 142 Резьбо-уплотнительная смазка 310 Ректификованный, этиловый спирт 290 Рекуперационный активный уголь 290 Релаксация напряжения резины 241 Релин 173 Рельсы крановые 64 Ременный чепрак 263 Ремни кожаные приводные 263 Ремни резиновые (плоские и клиновые) 250. [c.344]
Резьбовые шпильки не следует располагать близко к точным отверстиям и плоскостям, так как при их затяжке происходит вьшу-чивание стенок дета ш и возникают пофешно-сти формы точных поверхностей (например, зеркала цилиндров двигателя). [c.818]
| Рис. 5.131. Схема выполнения крепления с помощью самонарезающих вставок типа Ensat большого размера 1-3, а-г — см. подпись к рис. 5.130 4 — резьбовая шпилька д — шпилька ввернута в резьбовую вставку | 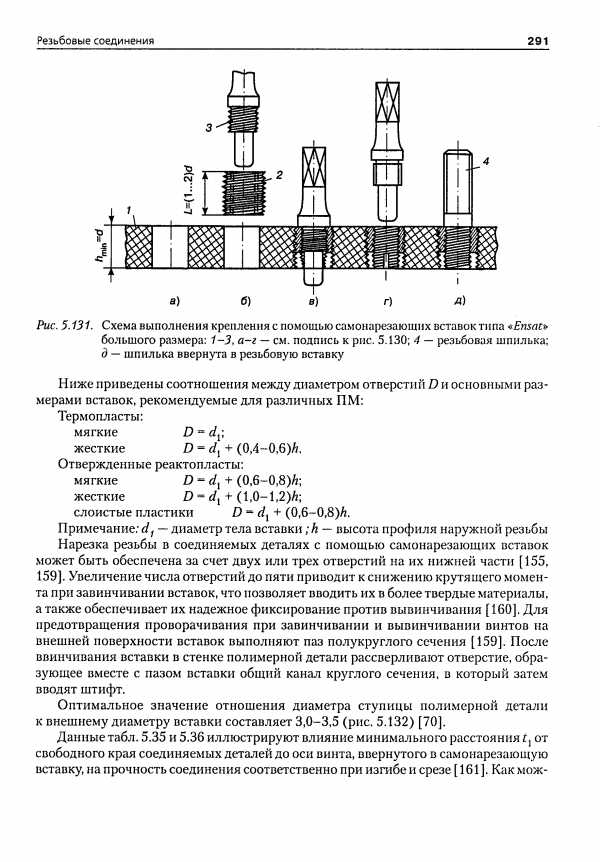 |
Для коленчатых валов применяют специальные радиальные подшипники скольжения. В большинстве случаев эти подшипники разъемные с вкладышами из двух или нескольких частей. Они смазываются преимущественно маслом под давлением 2,5—4 кГ/сл . Крышка подшипника крепится двумя или четырьмя резьбовыми шпильками. Корпус подшипника чаще всего составляет одно целое с корпусом машины. Д.тя вертикальных валов применяются вкладыши из двух частей с разъемом в горизонтальной плоскости. В крупных машинах горизонтального исполнения подшипники состоят из четырех, реже — из трех частей. Если снла действует на подшипник преи.мущественно в горизонталь- [c.186]
Отверстия предназначаются под крепежные детали (болты, свободно сидящие винты с головками, резьбовые шпильки, установочные штифты, заклепки) и валы с посаженными на них деталями. Отклонения от номинальных размеров, определяющих взаимное расположение отверстий или расположение их относительно базовых поверхностей, неизбежны, как бы точны ни были методы изготовления отерстий. Однако эти погрешности не должны превосходить известных пределов, определяемых, с одной стороны, служебным назначением соединения, с другой — технологическими возможностями. [c.513]
Собираемые детали предпочтительнее соединять винтами, а не болтами или резьбовыми шпильками с гайками. Два последних способа более трудоемки, так как необходима предварительная вставка болтов или ввертывание шпилек и последующее наживление и затяжка гаек. Автома- ические устройства получаются при Конструкции винтов, [c.323]
На фиг. 247 показан новый способ крепления небольших деталей, удобный с точки зрения автоматизации сборки. На выступающий конец резьбовой шпильки или болта надевается трубка (фиг. 247, а) из пластичного металла со сравнительно большим радиальным зазором. При осадке трубка деформируется (фиг. 247, б). Металл, затекая во впадины резьбы, образует достаточно прочное соединение, поддаюшееся последующей разборке и не требующее дополнительного стопорения. [c.324]
При сборке соединений с резьбовыми шпильками процесс еще более усложняется. Сначала в одну из деталей ввертывают с натягом резьбовые шпильки, затем на них надевают сопряженную деталь, на выступающие концы шпилек надевают шайбы, навинчивают и затягивают гайки. Натяг при ввертывании шпилек обеспечивают следующими способами натяг гю резьбе (наиболее распространен), плотная посадка на сбег резьбы шпильки, упор буртом шпильки в плоскость ра.тьема деталей, yrtop в дно резьбового отверсгия, посадка резьбы шпильки на клею, завинчивание шпильки в гладкое отверстие (то.тько для алюмиииевых и магниевых сплавов), затяжка шпильки со спиральной проволочной вставкой. [c.349]Универсальность элементов УСП состоит в том, что они имеют такую конструкцию и изготовляются таким методом, которые позволяют многократно использовать их в различных сочетаниях, для разных целей в конструкции приспособления. Например, плоский прихват, который в обычных специальных приспособлениях используется как прижимная планка для крепления обрабатываемого изделия, в системе УСП (УСП-400) в одном случае служит как прижим, в другом — как упор для установки обрабатываемой детали, в третьем — как планка, через которую проходит резьбовая шпилька УСП-410 или пазовый болт УСП-420 для поджима или крепления обрабатываемой детали. Прихваты УСП изготовляют из цементуемой стали 20, закаливают на твердость HiR 55—60, шлифуют и доводят до 3-го класса точности и 6-го класса чистоты обработки поверхностей. [c.81]
| Фиг. 69. Крепежно-прижимные детали разные прихваты, резьбовые шпильки, пазовые, шарнирные и Г-образные болты, нажимные, установочные и друпие винты, разные гайки и шайбы (см. табл. 27). | 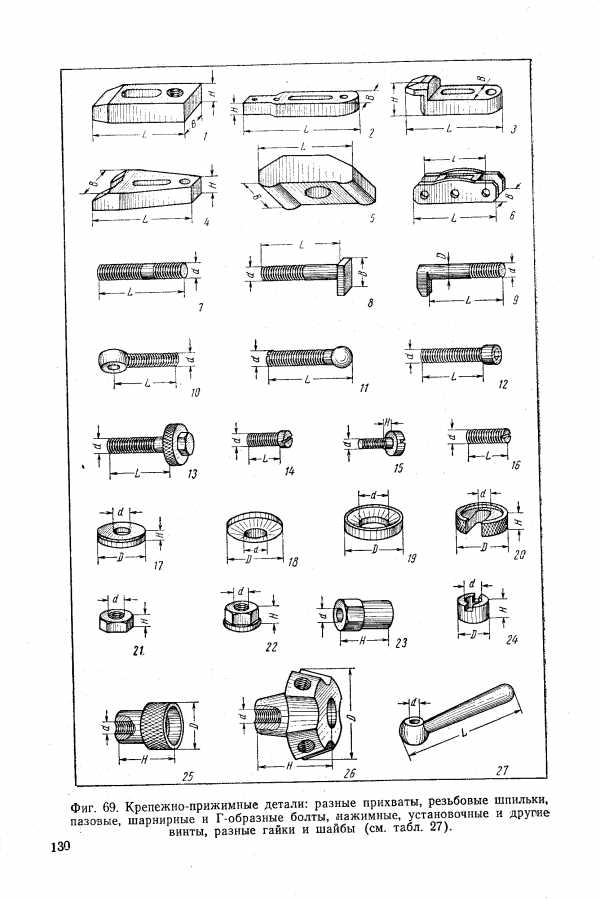 |
Обрабатываемая деталь устанавливается по наружному диаметру на плоскости базовой плиты УСП-160, которая, в свою очередь, укреплена на установочном диске УСП-310 поворотного устройства. Крепление осуществляется через полость цилиндра резьбовой шпилькой УСП-4Г0, быстросъемной шайбой УСП-443 и высокой гайкой УСП-451. Один конец шпильки ввернут в резьбовое отверстие установочной втулки делительного диска УСП-625. При выходе из отверстия шпилька контрится низкой гайкой УСП-450, что предохраняет ее от провертывания во время крепления обрабатываемой детали. Ввиду большой длины цилиндра резьбовую шпильку пришлось нарастить до необходимого размера другой подобной же шпилькой с помощью удлиненной и низкой гаек. Для того чтобы деталь не отжималась под усилием резания в процессвободный конец цилиндра установлен-домкратик УСП-640, который удерживает деталь в строго горизонтальном положении. [c.196]
Наиболее точный метод контроля осевой силы затяжки заключается в измерении удлинения болта (резьбовой шпильки) посредством микрометрических скоб, микрометров и индикаторных устройств. Измерение удлинения производят с точностью до 0,01 мм. Затяжку боята прекращают после того, как фактргаески полученное удлинение достигнет расчетного, определяемого по формуле [c.644]
mash-xxl.info