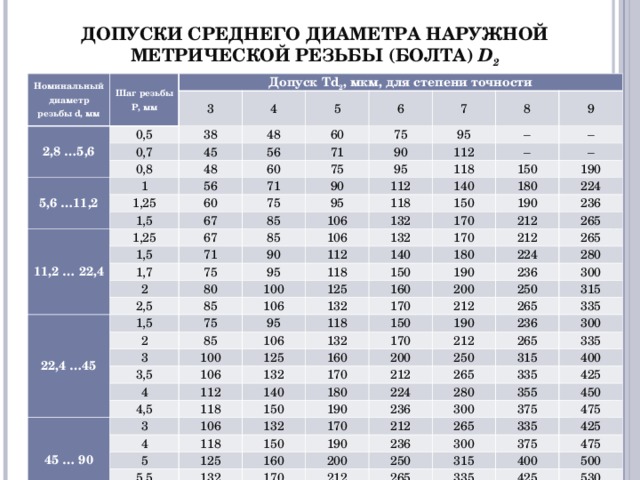
Допустимые поля и классы точности для болтов и гаек
Рассматривая значения полей допусков таких металлических изделий как болты и гайки, нужно отметить, что все они, особенно те, что помечены звездочкой, являются наиболее желаемыми для применения.
Любая <pлюбая>металлообработка по изготовлению метизов с малыми длинами свинчивания, те есть для тех деталей, которые относятся к группе S, не должна допускать применения «грубого» класса точности…
Обозначаются посадки для резьбовых деталей простой дробью, в знаменателе которой размещено значение для болта, а в числителе для гайки. Примером таких обозначений может служить следующие маркировки:
Стандарты метрической резьбы с натягом соответствуют ГОСТу 4608-65. Согласно указанным в ГОСТе характеристикам нарезка метрических резьб выполняется и крупным шагами и мелкими, размер которых варьируется в диапазоне 0,8 – 3 миллиметра, при этом диаметр изделия может принимать значения от 5 миллиметров до 48. Обычно их используют для того, чтобы создать резьбовые соединения с натягом, учитывая при этом значения среднего диаметра.
Типы посадок указаны для преимущественного их применения:
• шпильки, изготовленные из стали, которые должны будут сопрягаться с метизам, выполненными из алюминиевых сплавов и чугуна, обозначаются дробью – А0/Т0;
• шпильки, изготовленные из стали, которые должны будут сопрягаться гнездами метизов, выполненных их алюминиевых и магниевых сплавов, обозначают дробью – А02/Т02;
• шпильки, изготовленные из стали, которые должны будут сопрягаться гнездами метизов, выполненных из титанового сплава и стали, обозначают дробью – А03/Т03;
• шпильки, изготовленные из стали, которые должны будут сопрягаться гнездами метизов, выполненных из чугуна, обозначаю дробью А12/Т12.
Обычно гнезда и шпильки для посадок А02/Т02, А12/Т12 и А03/Т03 сортируют на группы, ориентируясь на средний диаметр.
Резьбы с натягом обозначаются согласно ГОСТу 8724-58, с добавлением маркировки посадки или полей допуска детали. Примером может служить обозначение соединения при помощи резьбы – М14 А02/Т02, в этой записи резьба гнезда будет обозначена как М14 А02, а резьбы шпильки – М14 А02.
Примером может служить обозначение соединения при помощи резьбы – М14 А02/Т02, в этой записи резьба гнезда будет обозначена как М14 А02, а резьбы шпильки – М14 А02.
Класс точности | Поле допусков резьб | |
болтов | Гаек | |
| Точный | 4h | 4H5H |
| Средний | 6h,6q*;6e;6d | 5H6H;6H*;6G |
| Грубый | 8h;8q* | 7H*;7G |
Очень часто металлообработка требует нарезку трубной цилиндрической резьбы, которая должна соответствовать ГОСТ 6357-73. Обычно такую нарезку делают, если она необходима для соединения цилиндрических резьбовых деталей водопровода или других сооружений, оснащенных внутренней резьбой, которая должна соответствовать ГОСТ 6211-69.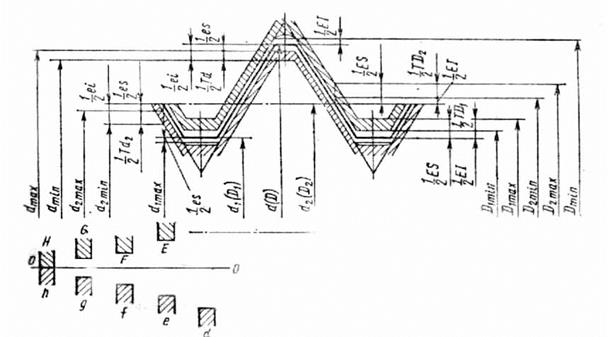 Несмотря на то, что нарезка резьбы происходит по наружному диаметры, номинальным считается внутренний.
Несмотря на то, что нарезка резьбы происходит по наружному диаметры, номинальным считается внутренний.
Для нарезки конической резьбы, угол профиля которой равен 60 градусов руководствуются ГОСТом 6111-52. Если необходимо в этом случает произвести нарезку трубной резьбы, то пользуются ГОСТом 6211-69. Точное соблюдение данных стандартов при изготовлении топливных, водяных, масляных и трубопроводов с воздушной рабочей средой, расположенных в станках и машинах, позволяет исключить применение уплотнителей для создания герметичных соединений.
Для того чтобы произвести соединение внутренней цилиндрической и внешней конической резьб пользуются укороченной конической резьбой с применением ГОСТа 6527-68.
В ходовых винтах и винтах различных прессов применяют трапециевидные резьбы, которые стандартизируются ГОСТом 9484-73. Регламентация допусков в этом случае происходит по ГОСТу 9562-75. Этот стандарт предусматривает поля допуска для гайки, обладающей средним диаметром d2, а также для винта. ГОСТом устанавливаются группы свинчивания нормальная – N и большая – L. Их значения, приводимые в документе, целиком зависят от шага резьбы, сочетающегося с номинальным диаметром. Поля допуска, которые устанавливает данный стандарт, относятся к грубому и среднему классам точности.
ГОСТом устанавливаются группы свинчивания нормальная – N и большая – L. Их значения, приводимые в документе, целиком зависят от шага резьбы, сочетающегося с номинальным диаметром. Поля допуска, которые устанавливает данный стандарт, относятся к грубому и среднему классам точности.
Обозначение — поле — допуск — резьба
Cтраница 3
Если обозначение поля допуска диаметра по вершинам резьбы совпадает с обозначением поля допуска среднего диаметра, то оно в
В тех случаях, когда для наружного диаметра наружной резьбы назначается поле допуска 6h, оно должно дополнительно указываться в обозначении поля допуска резьбы. [32]
В тех случаях, когда поле допуска наружного ( внутреннего) диаметра отлично от поля допуска среднего диаметра, то его дополнительно указывают в обозначении поля допуска резьбы.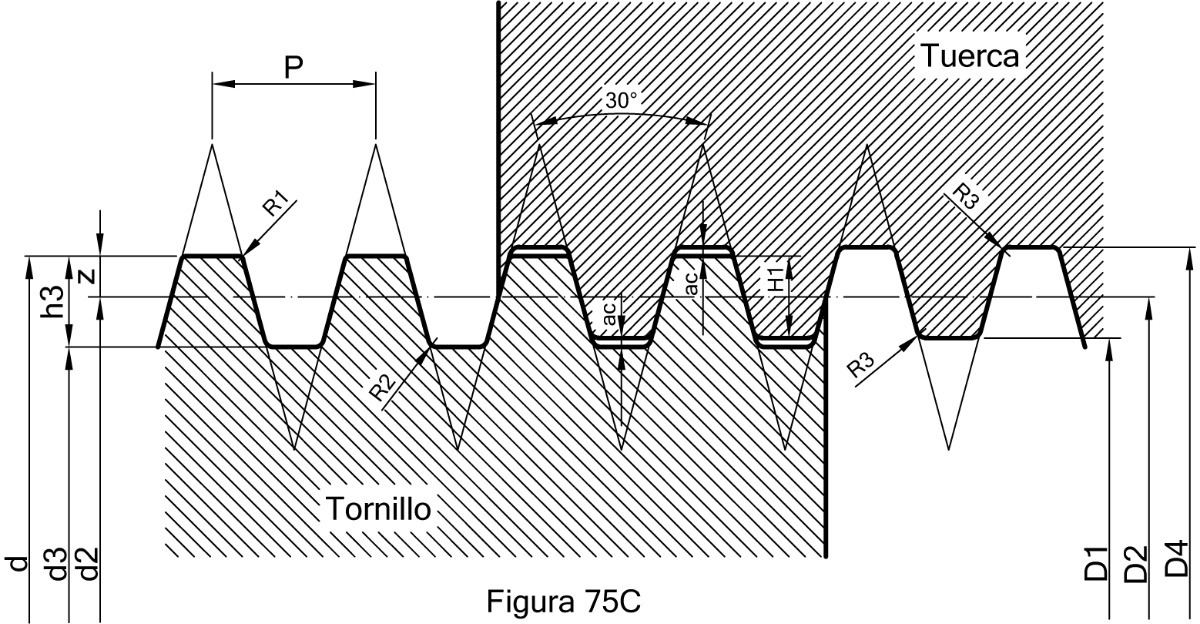 [33]
[33]
| Расположение полей допусков резьбового соединения в посадках с зазором. [34] |
Если поле допуска наружного диаметра для наружной резьбы или внутреннего диаметра для внутренней резьбы совпадает с полем допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется, например, 6g — для наружной резьбы; 6Я — для внутренней. [35]
В тех случаях, когда поле допуска наружного ( внутреннего) диаметра отлично от поля допуска среднего диаметра, то его дополнительно указывают в обозначении поля допуска резьбы. [36]
Поля допусков отдельных диаметров резьбы обозначают цифрой, показывающей степень точности, и буквой, соответствующей основному отклонению. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра ша первом месте) и обозначения поля допуска наружного диаметра для болта или внутреннего для гайки.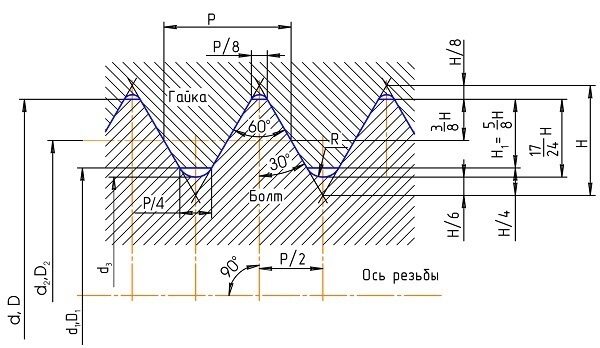
Поля допусков отдельных диаметром резьбы обозначают цифрой, показывающей степень точности, и буквой, присвоенной основному отклонению. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра ( всегда на первом месте) и обозначения поля допуска наружного диаметра для наружной резьбы или внутреннего — для внутренней резьбы. Например, запись 7 / i6g означает, что приняты поля допусков — lh для L2 и 6g для а. Если на оба диаметра резьбы установлены одинаковые поля допусков, то в условном обозначении символы не повторяются. D, установлены одинаковые поля допусков. [38]
Поля допусков диаметров резьбы образуются сочетанием степени точности ( допуска) и основного отклонения. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и поля допуска внутреннего диаметра для гаек или наружного — для болтов, например, 5Н6Н ( рис.
LH; с мелким шагом: М10 х 1 — 6H — LH; многозаходной: Ml6 х Ph4Pl 5 — 6H — LH. Отсутствие обозначения поля допуска резьбы означает, что назначен класс точности средний и соответственно следующие поля допусков. [40]
Для левой резьбы в обозначении добавляют буквы LH, например, RdlZLH. После обозначений размера резьбы Обязательно указывают обозначение поля допуска резьбы ( например, Rdl2 — 7e6e, W90 — — 7H6H, RdWLH-Тебе. Нормальная ( N) длина свинчивания в обозначении не указывается. [41]
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов. Если поле допуска диаметра выступов совпадает с полем допуска среднего диаметра, то оно в В обозначение поля допуска входят: цифра — степень точности ( номер квалитета) и буква — основное отклонение.
[42]
В обозначение поля допуска входят: цифра — степень точности ( номер квалитета) и буква — основное отклонение.
[42]
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов. Если поле допуска диаметра выступов совпадает с полем допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. В обозначение поля допуска входят: цифра — степень точности ( номер квалитета) и буква — основное отклонение. [43]
| Резцы для нарезания резьбы. [44] |
Значения полей допусков, заключенные в рамки, рекомендованы для предпочтительного применения. Если обозначение поля допуска диаметра по вершинам резьбы совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. [45]
Страницы: 1 2 3
Допуски на резьбу инструментов для нарезания резьбы
Что означает 6 H и 6 g в общем обозначении резьбы?
В конце концов, они должны совпасть: винт и гайка.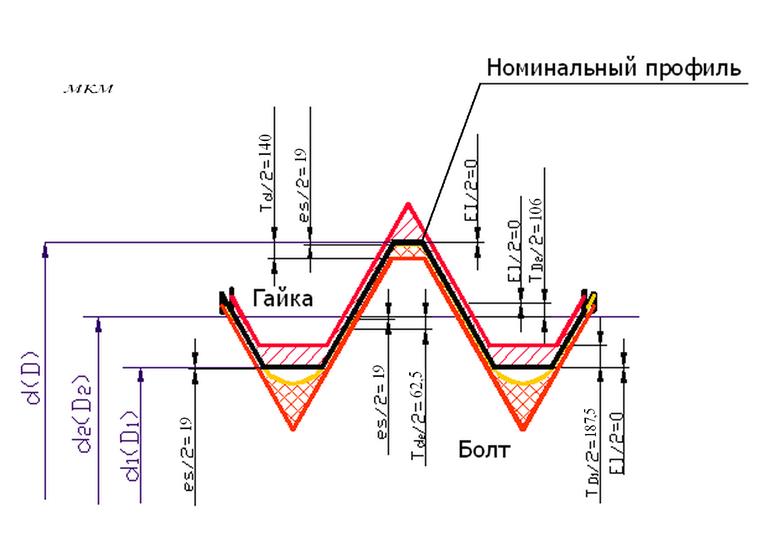 В прошлом это регулировалось таким образом, что каждому внутреннему потоку соответствовал свой внешний поток. Затем наступила индустриальная эпоха, и были установлены общеобязательные правила для технологий (стандарт). И благодаря этому стандарту винты из Англии теперь подходят к гайкам из Германии. Часть этого стандарта также определяет допуск. Здесь понимается допустимая отклонение от стандартного размера без угрозы для системы в целом. Примером может служить спецификация 20 +1/0,5.
В прошлом это регулировалось таким образом, что каждому внутреннему потоку соответствовал свой внешний поток. Затем наступила индустриальная эпоха, и были установлены общеобязательные правила для технологий (стандарт). И благодаря этому стандарту винты из Англии теперь подходят к гайкам из Германии. Часть этого стандарта также определяет допуск. Здесь понимается допустимая отклонение от стандартного размера без угрозы для системы в целом. Примером может служить спецификация 20 +1/0,5.
Это означает: мера может быть между 21 и 19,5. Допуск 1,5. Спецификации допусков необходимы, потому что абсолютная точность технически невозможна и не желательна с функциональной точки зрения.
В конце концов, цель нарезания резьбы состоит в том, чтобы нарезать наружную и внутреннюю резьбы, которые подходят друг другу. На языке техники это называется посадкой. И чтобы гарантировать, что эта посадка работает, в стандарте винтов определено следующее. Размер винта должен быть ниже номинального размера, размер гайки должен быть выше номинального размера. И инструменты, которые производят нарезку винтов и гаек, должны следовать этой логике, хотя и в более узких пределах допусков, чем стандартные винты.
Размер винта должен быть ниже номинального размера, размер гайки должен быть выше номинального размера. И инструменты, которые производят нарезку винтов и гаек, должны следовать этой логике, хотя и в более узких пределах допусков, чем стандартные винты.
Маленькая буква = внешняя резьба |
Большая буква = внутренняя резьба
6 H Таким образом, является обозначением допуска метчиков, с помощью которого достигается средняя посадка между винтом и гайкой. Цифра обозначает степень допуска, а буква — положение поля допуска. Для внутренней резьбы позиции поля допуска G и H стандартизированы, а для наружной резьбы позиции поля допуска e, f, g и h.
В нашем примере 6 H это средний класс точности для стандартной резьбы от M1,6. Если вы хотите назвать посадку между деталями с резьбой, используйте обозначение, например: M 6 – 6H/6g.
(строчная буква = наружная резьба, большая буква = внутренняя резьба)
Пока все хорошо, но что стоит за допуском 6 степени и каково расположение поля допуска? Все это определено в DIN ISO 965-1.
Остановимся на нашем примере: заглавная буква Н определяет положение поля допуска для внутренней резьбы с базовым размером 0, т.е. поле допуска лежит на нулевой линии. Для наружной резьбы g она иная: основной размер отрицательный, т. е. поле допуска всегда находится ниже нулевой линии. В техническом определении это теперь соответствует тому, что мы уже видели выше. Размер штампа всегда ниже номинального размера. Чтобы аппроксимация работала, поле допуска всегда должно быть отрицательным, т. е. всегда должно быть ниже нулевой линии.
А как насчет 6?
DIN ISO 965-1 также содержит информацию здесь. Чтобы гарантировать, что система классов допусков согласуется для различных шагов и наружных диаметров, допуски были определены в таблицах. И каждому из них присвоен номер. Для внутренней резьбы имеются числа 4 5 6 7 8 для степеней допуска, для наружной резьбы 4 6 8. Чем больше число, тем больше степень допуска.
Наконец, остается прояснить один вопрос: что произойдет, если информация о допуске отсутствует? Стандарт также предоставляет четкую информацию. Тогда класс точности принимают средним со следующими классами точности: 6 ч для резьбы М 1,6 и больше для внутренней резьбы и 6 г для резьбы М1,6 и больше. Но это уже было известно.
Тогда класс точности принимают средним со следующими классами точности: 6 ч для резьбы М 1,6 и больше для внутренней резьбы и 6 г для резьбы М1,6 и больше. Но это уже было известно.
Резюмируем.
Обозначение класса допуска содержит указание класса допуска для диаметра задней поверхности, за которым следует класс допуска для диаметра стержня внутренней резьбы или наружного диаметра наружной резьбы.
Каждая спецификация класса допуска состоит из:
• Номер класса допуска,
• Буква для положения поля допуска, а именно заглавные буквы для внутренней резьбы и строчные буквы для наружной резьбы.
Если два обозначения классов точности для диаметров боковой поверхности и диаметра стержня внутренней резьбы (или наружного диаметра наружной резьбы) совпадают, сокращения повторять не нужно.
Наружная резьба
Стандартная резьба с номинальным диаметром 10 мм
Классы точности для бокового и наружного диаметров
Внутренняя резьба
Стандартная резьба с номинальным диаметром 10 мм
Классы точности для бокового и наружного диаметров
Техническая таблица: классы допусков для состояния поверхности
Допуск резьбы
Покрытие требует места. Крепежные изделия, такие как гайки и болты, на которые нанесено покрытие для защиты от коррозии, должны иметь немного измененные размеры. Если болт с покрытием должен иметь точно такие же размеры, он должен быть немного тоньше. Для гайки с резьбой с покрытием необходимо немного увеличить внутренний диаметр.
Крепежные изделия, такие как гайки и болты, на которые нанесено покрытие для защиты от коррозии, должны иметь немного измененные размеры. Если болт с покрытием должен иметь точно такие же размеры, он должен быть немного тоньше. Для гайки с резьбой с покрытием необходимо немного увеличить внутренний диаметр.
Проблема старая
100 лет назад, когда первые болты были оцинкованы, они больше не подходили к гайкам. Иными словами, оцинкованные гайки больше не надевались на болты. С тех пор первоначальные размеры крепежных изделий, подлежащих покрытию, регулируются производителями. В настоящее время это является серьезной проблемой в области легкого строительства.
Расчет начальных размеров крепежных изделий с покрытием из цинковых чешуек подробно описан Международной организацией по стандартизации (ISO) в стандарте 10683. Текущая версия датируется 2014 годом. Немецкая версия стандарта гласит: «DIN EN ISO 10683:2014». , крепежный элемент – цинко-чешуйчатое неэлектролитическое покрытие». Данные, указанные в стандарте, относятся к болтам, стандартизированным во всем мире, с метрическими размерами и углом наклона 60°.
Текущая версия датируется 2014 годом. Немецкая версия стандарта гласит: «DIN EN ISO 10683:2014». , крепежный элемент – цинко-чешуйчатое неэлектролитическое покрытие». Данные, указанные в стандарте, относятся к болтам, стандартизированным во всем мире, с метрическими размерами и углом наклона 60°.
Во-первых, немного теории о размерах и производстве болтов и винтов.
- Классифицируются по наружному диаметру резьбы. Болт категории М6 имеет внешний диаметр 6 мм, а категория М10 — 10 мм.
- Категории допуска резьбы относятся к точности изготовления крепежных изделий.
- Это обозначение категории может быть дополнено строчной буквой «h», если резьба идет наружу, как у болтов (большая буква «H» добавляется там, где резьба идет внутрь, как у гаек).
- Буквы «g» и «e», добавленные к категории допуска резьбы, указывают, на сколько микрометров рассчитан болт или винт, чтобы оставалось место для защитного покрытия.


Пример
Болты М10 категории допуска 6h имеют допуск до 0,236 мм. Этот допуск вычитается из нулевой линии — самого внешнего размера. Таким образом, внешний диаметр таких болтов составляет от 9,764 до 10 мм.
Если такие болты имеют покрытие, их резьба немного толще в основании, на боковых сторонах и на конце. Как следствие, ответная часть болта, такая как гайка, затянута сильнее. Можно рассчитать, насколько плотно. Решающим здесь является высота защитного покрытия на боковых сторонах резьбы: диаметр боковой поверхности соответственно увеличивается в четыре раза по сравнению с толщиной покрытия. Например, если толщина покрытия болта M10 составляет 15 мкм, диаметр задней поверхности увеличивается на 60 мкм. Аналог болта, то есть гайка, следовательно, будет иметь на 60 мкм меньше доступного пространства.
Техническое решение простое
- Болты, предназначенные для нанесения покрытия, сконструированы таким образом, чтобы оставалось место для защитного покрытия. Они несколько тоньше, но, в свою очередь, при покрытии оставляют достаточно места на боковых сторонах резьбы. Такие болты изготавливаются для очень тонких и немного более толстых покрытий.
- Диаметр задней поверхности болтов М10 категории допуска «6g» меньше на 32 мкм, высота защитного слоя на одной стороне может быть до 8 мкм. Внешний диаметр болта примерно на 16 мкм меньше.
- Диаметр задней поверхности болтов М10 категории допуска «6е» меньше на 67 мкм; высота защитного слоя может достигать 16,75 мкм. Внешний диаметр болта примерно на 33 мкм меньше.
Для каждого размера болта и категории допуска существуют разные значения g и e. Они собраны в таблицы.
Они собраны в таблицы.
Защитные покрытия обычно неравномерно распределяются по резьбе — например, когда покрытия из цинковых чешуек наносятся на болты или гайки с помощью процесса погружения. Тогда шерсть у основания нити несколько толще, чем на боку. Напротив, на кончике нити шерсть немного тоньше, чем на боку.
Правильность конструкции резьбы можно проверить с помощью калибров- колец для болтов и калибров-пробок для гаек. Что касается калибров-пробок, то в 2012 году Deutscher Schraubenverband принял специальное руководство «Проверка на резьбу гаек с цинковым чешуйчатым покрытием». Причина: по производственным причинам зачерпывающие детали, такие как гайки, имеют увеличенную толщину покрытия. Калибры-пробки сконструированы таким образом, что они учитывают большую толщину покрытия у основания резьбы. Опыт показывает, что на резьбу гаек не влияет более толстое покрытие на основании.
Три диаметра резьбы
- Внешний диаметр – это расстояние между внешними точками резьбы.