Шпиндель 16К20, подшипники шпинделя 16К20, запчасти для 16К20
Шпиндель в сборе для токарно-винторезного станка 16К20 16К20.020.401, а также 16К20.020.398-01. Также Вы можете приобрести подшипники шпинделя 16К20.020.401, 16К20.020.398-01.
Шпиндель — вал металлорежущего станка, передающий вращение закрепленному в нем инструменту или обрабатываемой заготовке. Весьма иажным является выбор материала шпинделя. Средненагруженные шпиндели изготовляют обычно из стали 45 с улучшением (закалка и высокий отпуск). При повышенных силовых нагрузках применяют сталь 45 с низким отпуском. Для шпинделей, требующих высокой поверхностной твердости и вязкой сердцевины, применяют сталь 45 с закалкой ТВЧ и низким отпуском. При повышенных требованиях применяют стали 40Х, 38ХМЮА (шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХНЗ (быстроходные и тяжелонагруженные шпиндели) и другие низколегированные стали. Сталь 65Г применяют для крупных шпинделей.
Конструктивная форма шпинделей зависит от способа крепления на нем зажимных приспособлений или инструмента, посадок элементов привода и типов применяемых опор. Шпиндели, как правило, изготовляют пустотелыми для прохода прутка, а также для уменьшения массы. Передние концы шпинделей станков общего назначения стандартизированы.
Опоры. В качестве опор шпинделей станков применяют подшипники качения и скольжения. Так как от шпинделей требуется высокая точность, то подшипники качения, используемые в опорах шпинделей, должны быть высоких классов точности. Выбор класса точности подшипника определяется допуском на биение переднего конца шпинделя, который зависит от требуемой точности обработки. Обычно в передней опоре применяют более точные подшипники, чем в задней.
Конструктивное оформление шпиндельных узлов весьма разнообразно. На рис. 2.12 показан шпиндельный узел токарновинторезного станка с двухрядным роликовым подшипником с коническим отверстием внутреннего кольца в качестве передней опоры.
Предварительный натяг осуществляют различными способами. В радиально-упорных шарикоподшипниках и конических роликовых подшипниках при парной установке предварительный натяг получают регулировкой во время сборки, а в радиальных шарикоподшипниках — смещением внутренних колец относительно наружных. На рис. 2.13 представлены конструктивные способы создания предварительного натяга шарикоподшипников вследствие сошлифовывания торцов внутренних колец (рис. 2.13, а), установки распорных втулок между кольцами (рис. 2.13, б), применения пружин, обеспечивающих постоянство предварительного натяга (рис. 2.13, в). На рис. 2.13, г показан способ создания предварительного натяга вследствие деформации внутреннего кольца при установке его на конической шейке шпинделя в роликоподшипниках с цилиндрическими роликами.
В прецизионных станках используют гидростатические подшипники, которые создают высокую точность вращения шпинделя. Их несущая способность, жесткость и точность зависят от величины зазоров, давления, схемы опоры. На рис. 2.14 схематически показана конструкция гидростатической опоры. Масло под давлением подводится в карманы 1 через отверстия 2. При вращении масло вытесняется из этих карманов через зазор между шейкой и подшипником и из отверстия 3 в резервуар. При увеличении внешней силы, стремящейся уменьшить зазор, возрастает давление масла в резервуаре, и зазор восстанавливается.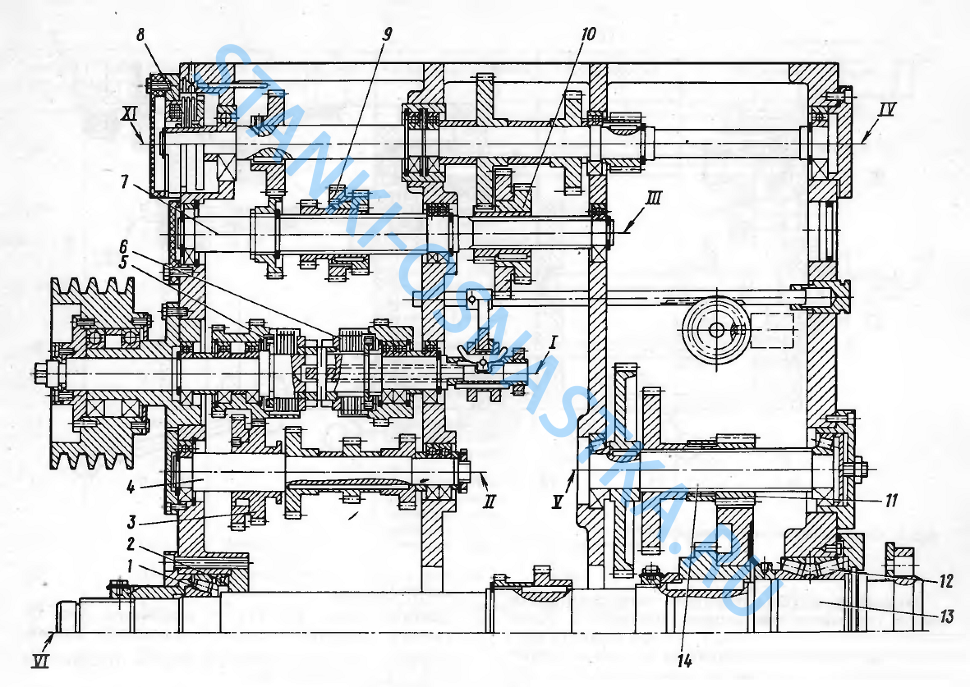
Самоустанавливающийся гидродинамический подшипник скольжения, применяемый в шлифовальных станках, показан на рис. 2.15. В обойме 4 расположено пять самоустанавлива-ющихся вкладышей 5. Каждый вкладыш имеет одну сферическую опору в виде штыря 3. Штыри закрепляют в обойме винтами 2 и 8 с шайбами 1, проходящими через крышку 7. Между крышкой и обоймой предусмотрены уплотнительные кольца 6.

Шпиндельные подшипники должны быть надежно защищены от загрязнения и вытекания смазочного материала. Манжетные уплотнения (рис. 2.16, а) из кожи, пластмассы или маслостойкой резины помещают в металлический кожух и прижимают к валу браслетной пружиной. В шпинделях станков более целесообразно применять лабиринтные уплотнения (рис. 2.16, б), которые не имеют трущихся поверхностей и могут работать при высокой частоте вращения. Они обеспечивают защиту подшипников в результате сопротивления протеканию жидкости через узкие щели. На рис. 2.16, в показаны уплотнения для вертикальных валов, уплотнения с кольцами типа поршневых и комбинированное фетровое уплотнение с отражательным кольцом, отбрасывающим масло.
16к20 подшипники | Шарикоподшипники станка, схема расположения
Обсудить
16К20 (1)
Схема расположения подшипников
Заказывать подшипники следует в соответствии с данными, приведенными в перечне подшипников качения.
Рисунок — Схема расположения подшипников
Таблица — Перечень подшипников качения
№ подшипника по ГОСТу | № ГОСТа | Габарит, мм | Класс точности | Узел, в котором установлены подшипники | № по схеме | Количество на станок | |||||||
d | D | B | |||||||||||
Шарикоподшипники однорядные радиальные | |||||||||||||
104 | 8338—75 | 20 | 42 | 12 | 0 | Фартук | 74 | 1 | |||||
105 | 8338—75 | 25 | 47 | 12 | 0 | Фартук | 61, 84 | 2 | |||||
106 | 8338—75 | 30 | 55 | 13 | 0 | Коробка подач | 47 | 1 | |||||
107 | 8338—75 | 35 | 62 | 14 | 0 | Шпиндельная бабка | 25 | 1 | |||||
107 | 8338—75 | 35 | 62 | 14 | 0 | Коробка подач | 41 | 1 | |||||
108 | 8338—75 | 40 | 68 | 15 | 0 | Шпиндельная бабка | 5, 6 | 2 | |||||
109 | 8338—75 | 45 | 75 | 16 | 0 | Шпиндельная бабка | 3, 4 | 2 | |||||
110 | 8338—75 | 50 | 80 | 16 | 6 | Шпиндельная бабка | 14, 16 | 2 | |||||
110 | 8338—75 | 50 | 80 | 16 | 0 | Фартук | 68, 69, 75 | 3 | |||||
202 | 8338—75 | 15 | 35 | 11 | 0 | Коробка подач | 30 | 1 | |||||
202 | 8338—75 | 15 | 35 | 11 | 0 | Фартук | 72, 73 | 2 | |||||
203 | 8338—75 | 17 | 40 | 12 | 0 | Каретка | 80, 81 | 2 | |||||
204К | 8338—75 | 20 | 47 | 14 | 0 | Шпиндельная бабка | 23 | 1 | |||||
204К | 8338—75 | 20 | 47 | 14 | 0 | Коробка подач | 33, 34, 42, 45, 46, 48, 49 | 7 | |||||
205К | 8338—75 | 25 | 52 | 15 | 6 | Шпиндельная бабка | 22, 26 | 2 | |||||
205К | 8338—75 | 25 | 52 | 15 | 0 | Коробка подач | 35, 44 | 2 | |||||
208К | 8338—75 | 40 | 80 | 18 | 6 | Шпиндельная бабка | 9, 10 | 2 | |||||
208 | 8338—75 | 40 | 80 | 18 | 6 | Шпиндельная бабка | 7 | 1 | |||||
209 | 8338—75 | 45 | 85 | 19 | 6 | Шпиндельная бабка | 1, 2 | 2 | |||||
303К2 | 8338—75 | 17 | 47 | 14 | 0 | Коробка подач | 43 | 1 | |||||
304К | 8338—75 | 20 | 52 | 15 | 0 | Коробка подач | 27, 52 | 2 | |||||
1000096 | 8338—75 | 6 | 15 | 5 | 0 | Фартук | 82 | 1 | |||||
1000900 | 8338—75 | 10 | 22 | 6 | 0 | Суппорт с механическим перемещением резцовых салазок | 92—99 | 8 | |||||
1000900 | 8338—75 | 10 | 22 | 6 | 0 | Фартук | 65 | 1 | |||||
1000902 | 8338—75 | 15 | 28 | 7 | 0 | Коробка подач | 38 | 1 | |||||
1000905 | 8338—75 | 25 | 42 | 9 | 0 | Фартук | 57 | 1 | |||||
1000907 | 8338—75 | 35 | 55 | 10 | 0 | Коробка подач | 31, 32 | 2 | |||||
7000103 | 8338—75 | 17 | 35 | 8 | 0 | Коробка подач | 36, 37 | 2 | |||||
7000103 | 8338—75 | 17 | 35 | 8 | 0 | Фартук | 53—56, 70 | 8 | |||||
7000107 | 8338—75 | 35 | 62 | 9 | 0 | Коробка подач | 50, 51 | 2 | |||||
Шарикоподшипники радиальные однорядные с одной защитной шайбой | |||||||||||||
60104 | 7242—70 | 20 | 42 | 12 | 0 | Фартук | 63 | 1 | |||||
60210 | 7242—70 | 50 | 90 | 20 | 0 | Фартук | 66 | 1 | |||||
Шарикоподшипники радиальные однорядные с двумя защитными шайбами | |||||||||||||
80018 | 7242—70 | 8 | 22 | 7 | 0 | Ограждение патрона |
| 3 | |||||
Шарикоподшипники радиально-упорные однорядные | |||||||||||||
46203 | 831—75 | 17 | 40 | 12 | 0 | Фартук | 59, 60, 67, | 7 | |||||
|
|
|
|
|
|
| 71, 76, 77, |
| |||||
|
|
|
|
|
|
| 83 |
| |||||
46216Л* | 831—75 | 80 | 140 | 26 | 5 | Шпиндельная бабка | 20, 21 | 2 | |||||
Роликоподшипники конические | |||||||||||||
7207 | 333—71 | 35 | 72 | 18,5 | 0 | Шпиндельная бабка | 17 | 1 | |||||
7305 | 333—71 | 25 | 62 | 18,5 | 0 | Шпиндельная бабка | 8 | 1 | |||||
7306 | 333—71 | 30 | 72 | 21 | 0 | Шпиндельная бабка | 11, 13 | 2 | |||||
7308 | 333—71 | 40 | 90 | 25,5 | 0 | Шпиндельная бабка | 18 | 2 | |||||
7604 | 333—71 | 20 | 52 | 22,5 | 0 | Шпиндельная бабка | 12, 15 | 2 | |||||
Шарикоподшипники упорные одинарные | |||||||||||||
8102 | 6874—75 | 15 | 28 | 9 | 0 | Суппорт | 87, 88 | 2 | |||||
8102 | 6874—75 | 15 | 28 | 9 | 0 | Задняя бабка | 89 | 1 | |||||
8103 | 6874—75 | 17 | 30 | 9 | 0 | Фартук | 85 | 1 | |||||
8104 | 6874—75 | 20 | 35 | 10 | 0 | Каретка | 79 | 1 | |||||
8105 | 6874—75 | 25 | 42 | 11 | 0 | Каретка | 78 | 1 | |||||
8105 | 6874—75 | 25 | 42 | 11 | 0 | Задняя бабка | 91 | 1 | |||||
8105 | 6874—75 | 25 | 42 | 11 | 0 | Фартук | 58, 62 | 2 | |||||
8106 | 6874—75 | 30 | 47 | 11 | СТ2 | Коробка подач | 39, 40 | 2 | |||||
8107К | 6874—75 | 35 | 52 | 12 | 0 | Резцовая головка | 86 | 1 | |||||
8202 | 6874—75 | 15 | 32 | 12 | 0 | Фартук | 64 | 1 | |||||
8205 | 6874—75 | 25 | 47 | 15 | 0 | Задняя бабка | 90 | Г | |||||
| Роликоподшипники радиальные двухрядные с короткими цилиндрическими роликами |
| |||||||||||
3182120* | 7634—75 | 100 | 150 | 37 | 4*** | Шпиндельная бабка | 24 | 1 | |||||
Роликоподшипник конический двухрядный с малым углом конуса и буртом на наружном кольце | |||||||||||||
697920Л** | ТУСТ 5434 | 98,425 | 152,4 | 92 | 2 | Шпиндельная бабка | 101 | 1 | |||||
Роликоподшипник конический с малым углом конуса, и автоматическим устранением зазоров однорядный | |||||||||||||
17716Л** | ТУСТ 5434 | 80 | 140 | 77,07 | 2 | Шпиндельная бабка | 100 | 1 | |||||
Шарнирные подшипники | |||||||||||||
2Ш20 | 3635—54 | 20 | 47 | 15/26 |
| Управление фрикционом | 102, 103 | 2 | |||||
* Для станков, поставляемых со шпиндельными подшипниками. | |||||||||||||
** Для станков, поставляемых со шпиндельными подшипниками | |||||||||||||
*** При отсутствии подшипника 4-го класса допускается использование подшипника 5-го класса, отобранного с радиальным биением дорожки качения внутреннего кольца R1 не более 0,005 мм и биением базового торца внутреннего кольца относительно отверстия Si не более 0,007 мм. | |||||||||||||
Примечания: 1. Подшипники, обозначенные на схеме номерами с 92 по 99, устанавливаются только в суппорте с механическим перемещением резцовых салазок. 2. Номерами 20, 21, 24 и 100, 101 обозначены шпиндельные подшипники. | |||||||||||||

Spindle bearing 3182120К (1K62, 16K20)
Adverts
business classifieds Products
goods & services Companies
companies in directory
| Search |
Bizator / Объявления / оборудование и материалы / промышленное оборудование / механическое оборудование
Тип объявления: продажаОпубликовано: 30. 10.2019
10.2019
| Price: | 5 000 UAH | |
| Company: | Ukrmetzapchastina | |
| Seller: | Dedkova Tat’yana Mihajlovna | |
| Phones: | 0507004049 Показать телефон 0980031368 Показать телефон Напишите сообщение | |
| Адрес: | UKRAINE, DNIPROPETROVEROVSOVSOPRSOPERSOPRSOPRSOPRSOPRSOPRSOPERSOPRSOPRSOPRSOPRSOPRSOPRSOPRSOPRSOPRSOPRSOPRSATROPETROPER.0017 |
3182120К Подшипник шпинделя к токарным станкам 1К62, 16К20.
Подшипник шпинделя представляет собой однорядный радиально-упорный шариковый подшипник, состоящий из цельных внутреннего и наружного колец и шариковых сепараторов с массивными окнами. Подшипники шпинделя неразборные.
Подшипники доступны в открытом виде и с уплотнениями.
Подшипники шпинделя производятся с более узкими допусками. Их применение наиболее оправдано в подшипниковых опорах с повышенными требованиями к точности опорного вала и скорости вращения. Такие подшипники лучше всего зарекомендовали себя в подшипниках главных шпинделей станков.
Есть также в продаже запчасти для машин, станков и приспособлений.
Цены разные, звоните!
Отправить на себя/friendprint versioncomplain
- спам [?]
- Неправильная категория [?]
- Установленная реклама [?]
- Законы. Нарушение [?]
- Другое [?]
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
технические характеристики, схемы, описание и отзывы / Paulturner-Mitchell.com
Станок токарный отечественный 16К20 относится к разряду токарно-винторезных станков. Его выпуск был налажен на заводе «Красный пролетарий» в 1973 году. Часть деталей поставлял Гомельский комбинат машинокомплектов. Современным аналогом рассматриваемой машины является агрегат ГС526У. Основная сфера применения прибора – промышленное производство, в частном хозяйстве он неактуален из-за своей дороговизны и достаточно внушительных габаритов.
Характеристика Станка Токарного 16К20
В рассматриваемом оборудовании используется прямоточная нарезка (метрическая, модульная, шаговая, дюймовая конфигурация) и некоторые другие токарные операции. Этот агрегат получил широкое распространение в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно найти идентичную китайскую копию с таким же шильдиком.
Основные параметры станка 16К20:
- Класс точности Н.
- Максимальный диаметр заготовки 50 мм.
- Аналоговый показатель поворота 220 мм.
- Максимальная длина обслуживаемого изделия — 2 метра.
- Ограничения поперечной/продольной подачи — 1,4/2,8 мм/об.
- Номинальная мощность главного электродвигателя 11 кВт.
- Длина/ширина/высота машины 2,5 (3,79)/1,19/1,5 м. Длина зависит от модификации.
- Вес оборудования в полной комплектации 3,6 тонны.
Управление и оборудование
Станок токарный 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода. Для начала познакомимся с его управлением. Штурвалы и переключатели управляются в ручном режиме. Агрегат дополнительно оснащен центральным резцедержателем, с помощью которого обрабатываются отверстия механической и ручной подачи. В этом случае задняя бабка не задействована.
Для начала познакомимся с его управлением. Штурвалы и переключатели управляются в ручном режиме. Агрегат дополнительно оснащен центральным резцедержателем, с помощью которого обрабатываются отверстия механической и ручной подачи. В этом случае задняя бабка не задействована.
Перемещением регулируемых салазок ось режущего инструмента и шпиндель соединяются между собой. Перед началом обработки необходимо вдавить козырек в кронштейн до упора. Рукоятка поперечного салазка служит для регулировки положения оси горелки.
Токарные станки по металлу 16К20 оснащены жестким упором микрометрического типа, отвечающим за продольное перемещение. По запросу мы предлагаем устройство с верхними салазками и механическим ходом. Кроме того, в устройстве предусмотрено многозаходное нарезание резьбы и чистовая обработка многогранных деталей. Этот блок включает в себя суппорт для гидрокопирования, коническую линейку и держатель инструмента.
Монолитное основание оборудования имеет коробчатую форму с подогревом шлифовальных направляющих. Коробка дополнительно служит для сборки микросхем, а также является емкостью, отвечающей за охлаждение рабочей жидкости.
Коробка дополнительно служит для сборки микросхем, а также является емкостью, отвечающей за охлаждение рабочей жидкости.
Неисправности
В отдельных случаях ремонт или замена отдельных деталей станка 16К20. Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или фрикциона коробки передач. В подобном блоке управления передачами чаще всего меняются шестерни и подшипники.
Фиксация фартука заключается в замене маточных гаек, подшипников, шлифовке направляющих. При дефектовке суппортов меняют винты, гайки, клинья с последующей притиркой направляющих элементов. При необходимости восстановить работоспособность задней бабки обычно заменяют пиноль, растачивают рабочие отверстия, производят циклевку направляющих деталей. Капитальный ремонт также предполагает замену электрической начинки, проверку точности и геометрии узла, установку системы охлаждения.
Ремонт токарных станков 16К20
Подготовительный процесс включает осмотр оборудования на холостом ходу. Это позволяет выявить шумовые и вибрационные моменты при различных положениях шпинделя. На данном этапе возможна обработка прототипа для определения состояния опор. Такая манипуляция обязательна, так как позволяет обнаружить практически не заметные в процессе эксплуатации дефекты.
Это позволяет выявить шумовые и вибрационные моменты при различных положениях шпинделя. На данном этапе возможна обработка прототипа для определения состояния опор. Такая манипуляция обязательна, так как позволяет обнаружить практически не заметные в процессе эксплуатации дефекты.
Шлифовка – это очистка всех выступающих кромок и выбоин на поверхности сердечника машины. Каркас устанавливается на стол, фиксируясь на внутренних углах. На этом этапе необходимо точно выверить параллельность сборки по отношению к поверхности верстака. Это можно сделать с помощью строительного уровня. Каркас крепится с помощью накладок и винтов с прогибом 0,05 мм.
Восстановление направляющих элементов
Некоторые заводы проводят пробную закалку машины прокаткой. В некоторых случаях дополнительно применяется закалка, повышающая стойкость деталей к износу. Способ ремонта выбирается исходя из степени твердости деталей направляющей и имеющейся ремонтной базы.
Наиболее популярными способами восстановления направляющих являются следующие варианты:
- Строгание.

- Пугающий.
- Шлифование.

Циклевка относится к наиболее трудоемкому процессу ремонта, даже при минимальном износе. В большинстве случаев эту манипуляцию проводят механическим способом, что дает определенный экономический эффект.
Шлифовка обеспечивает высокий показатель чистоты и точности отделки. Этот метод оптимален при работе с закаленными поверхностями. Измельчение позволяет увеличить производительность в несколько раз, по сравнению с операцией шабрения. При работе с закаленными направляющими потребуется дополнительная финишная отделка.
Отзывы и Цена
Токарный станок по металлу 16К20, цена которого начинается от 850 тысяч рублей, пришел на смену устаревшему варианту 1К62. Новое оборудование имеет лучшие характеристики. Пользователи среди качественных параметров оборудования выделяют следующие параметры:
- Длительный срок службы.
- Надежность.
- Точность обработки.
- Высокая производительность.
- Безопасность труда.
- Простота и удобство обслуживания.

Маркировка
Рассматриваемый станок предназначен для обработки конических, цилиндрических и нестандартных поверхностей. Пользователи отмечают универсальность оборудования, так как основания могут быть внешнего и внутреннего типа. Кроме того, агрегат служит для нарезания различных видов резьбы. Также владельцы отмечают возможность использования станка для обработки торцевых поверхностей с помощью фрез, сверл, зенкеров, метчиков и плашек.
При покупке описываемого оборудования обратите внимание на буквенно-цифровой код в названии модели. В индексе единица указывает на то, что токарный станок — это станок, цифра 6 — способность выполнять токарно-винторезные операции. Буква «К» в названии агрегата — поколение станков, последняя цифра указывает на максимальную высоту центров (220 мм). Наличие в названии буквы «П» говорит о повышенной точности прибора.
Наконец
Токарный станок 16К20, отзывы о котором приведены выше, относится к высокоточному оборудованию.