Станина — машина — постоянный ток
Станина — машина — постоянный ток
Cтраница 1
Станины машин постоянного тока, которые пронизываются постоянным магнитным потоком, отливают из стали или сваривают из толстых стальных листов. Главные полюса машин постоянного тока и синхронных машин собирают из штампованных листов конструкционной стали толщиной 1 — 4 мм. [1]
Станины машин постоянного тока изготавливают из стали или чугуна — материалов, в которых сочетаются высокая механическая прочность с большой магнитной проницаемостью. [3]
Станины машин постоянного тока изготовляются из стали. Вращающаяся часть электрической машины — якорь-состоит из сердечника, обмотки и коллектора. [5]
Станина машины постоянного тока одновременно является корпусом и магнитной системой машины. Станины изготовляются, как правило, из стали; чугун вследствие низкой магнитной проницаемости не находит применения в современных машинах постоянного тока. [6]
Станина машины постоянного тока выполняется массивной из литой стали, так как благодаря постоянству по величине и неподвижности магнитного поля в пространстве в этой части машины отсутствуют потери энергии на вихревые токи. Что касается барабана якоря, то, так как при вращении его в неподвижном магнитном поле в нем возникают вихревые токи, он выполняется из отдельных, изолированных друг от друга тонких листов электротехнической стали. В первых конструкциях машин постоянного тока их якорь выполнялся кольцевой формы ( в виде тороида) с намотанной на нем кольцевой обмоткой ( ркс. [7]
Станина машины постоянного тока является одновременно корпусом и активной частью, проводящей магнитный поток. Как правило, станины изготовляют из сталей. Для станин используется и стальной прокат ( марка стали Ст1, Ст2, СтЗ), который обладает преимуществом перед литой сталью, так как не имеет неизбежных при литье раковин. [8]
В станинах машин постоянного тока и ярмах явнополюсных роторов синхронных машин поток по длине средней линии меняется мало и его изменением пренебрегают. [10]
При диаметре свыше 1 м станины машин постоянного тока делают разъемными. Обычно такие машины выполняют, на стояковых подшипниках, и отсутствие разъема станины мешает использованию тех преимуществ монтажа, которые открывают разъемные стояковые подшипники. В литых станинах к каждой половине станины приливают массивные полки для стягивающих болтов. При сварной конструкции для стягивающих болтов к верхней половине станины приваривают легкие бобышки ( рис. 3 — 13), через которые болты 6 ввертывают в плоскость разъема
Устройство коллекторной машины постоянного тока
⇐ ПредыдущаяСтр 66 из 85Следующая ⇒
В настоящее время электромашиностроительные заводы изготовляют электрические машины постоянного тока, предназначенные для работы в самых различных отраслях промышленности, поэтому отдельные узлы этих машин могут иметь разную конструкцию, но общая конструктивная схема машин одинакова. Неподвижная часть машины постоянного тока называется статором,
Рис. 24.4. Устройство машины постоянного тока
вращающаяся часть — якорем (рис. 24.4).
Статор. Состоит из станины 6 и главных полюсов 4. Станина 6 служит для крепления полюсов и подшипниковых щитов и является частью магнитопровода, так как через нее замыкается магнитный поток машины. Станину изготовляют из стали — материала, обладающего достаточной механической прочностью и большой магнитной проницаемостью. В нижней части станины имеются лапы 11 для крепления машины к фундаментной плите, а по окружности станины расположены отверстия для крепления сердечников главных полюсов 4. Обычно станину делают цельной из стальной трубы, либо сварной из листовой стали, за исключением машин с весьма большим наружным диаметром, у которых станину делают разъемной, что облегчает транспортировку и монтаж машины.
Главные полюсы предназначены для создания в машине магнитного поля возбуждения. Главный полюс состоит из сердечника 6 и полюсной катушки 5. Со стороны, обращенной к якорю, сердечник полюса имеет полюсный наконечник, который обеспечивает необходимое распределение магнитной индукции в зазоре машины. Сердечники главных полюсов делают шихтованными из листовой конструкционной стали толщиной 1—2 мм или из тонколистовой электротехнической анизотропной холоднокатаной стали, например марки 3411. Штампованные пластины главных полюсов специально не изолируют, так как тонкая пленка окисла на их поверхности достаточна для значительного ослабления вихревых токов, наведенных в полюсных наконечниках пульсациями магнитного потока, вызванного зубчатостью сердечника якоря. Анизотропная сталь обладает повышенной магнитной проницаемостью вдоль проката, что должно учитываться при штамповке пластин и их сборке в пакет. Пониженная магнитная проницаемость поперек проката способствует ослаблению реакции якоря (см. § 26.2) и уменьшению потока рассеяния главных и добавочных полюсов (см. § 26.1).
В машинах постоянного тока небольшой мощности полюсные катушки делают бескаркасными — намоткой медного обмоточного провода непосредственно на сердечник полюса, предварительно наложив на него изоляционную прокладку (рис. 24.5, а). В большинстве машин (мощностью 1 кВт и более) полюсную катушку делают каркасной: обмоточный провод наматывают на каркас (обычно пластмассовый), а затем надевают на сердечник полюса (рис. 24.5, б). В некоторых конструкциях машин полюсную катушку для более интенсивного охлаждения разделяют по высоте на части, между которыми оставляют вентиляционные каналы.
Якорь. Якорь машины постоянного тока (рис. 24.4) состоит из вала 10, сердечника 3 с обмоткой и коллектора 7. Сердечник якоря имеет шихтованную конструкцию и набирается из штампованных пластин тонколистовой электротехнической стали. Листы покрывают изоляционным лаком, собирают в пакет и запекают. Готовый сердечник напрессовывают на вал якоря. Такая конструкция сердечника якоря позволяет значительно ослабить в нем вихревые токи, возникающие в результате его перемагничивания в процессе вращения в магнитном поле. На поверхности сердечника якоря имеются продольные пазы, в которые укладывают обмотку якоря.
Обмотку выполняют медным проводом круглого или прямоугольного сечения. Пазы якоря после заполнения их проводами обмотки обычно закрывают клиньями (текстолитовыми или гетинаксовыми). В некоторых машинах пазы не закрывают клиньями, а накладывают на поверхность якоря бандаж. Бандаж делают из проволоки или стеклоленты с предварительным натягом. Лобовые части
Рис. 24.5. Главные полюсы с бескаркасной (а) и каркасной (б) полюсными катушками:
1 — станина, 2 — сердечник полюса, 3 — полюсная катушка
Коллектор 1 является одним из сложных узлов машины постоянного тока. Основными элементами коллектора являются пластины трапецеидального сечения из твердотянутой меди, собранные таким образом, что коллектор приобретает цилиндрическую форму. В зависимости от способа закрепления коллекторных пластин различают два основных типа коллекторов: со стальными конусными шайбами и на пластмассе. На рис. 24.6, а показано устройство коллектора со стальными конусными шайбами. Нижняя часть коллекторных пластин 6 имеет форму «ласточкина хвоста». После сборки коллектора эти части пластин оказываются зажатыми между стальными шайбами 1 и 3, изолированными от медных пластин миканитовыми манжетами 4. Конусные шайбы стянуты винтами 2. Между медными пластинами расположены миканитовые изоляционные прокладки. В процессе работы машины рабочая поверхность коллектора постепенно истирается щетками. Чтобы при этом миканитовые прокладки не выступали над рабочей поверхностью коллектора, что вызвало бы вибрацию щеток и нарушение работы машины, между коллекторными пластинами фрезеруют пазы (дорожки) на глубину до 1,5 мм (рис. 24.6, б). Верхняя часть 5 коллекторных пластин (см. рис. 24.6, а), называемая петушком, имеет узкий продольный паз, в который закладывают проводники обмотки якоря и тщательно припаивают.
Рис. 24.6 Устройство коллектора с конусными шайбами
В машинах постоянного тока малой мощности часто применяют коллекторы на пластмассе, отличающиеся простотой в изготовлении. Набор медных и миканитовых пластин в таком коллекторе удерживается пластмассой, запрессованной в пространство между набором пластин и стальной втулкой 4 и образующей корпус коллектора. Иногда с целью увеличения прочности коллектора эту пластмассу 2 армируют стальными кольцами 3 (рис. 24.7). В этом случае миканитовые прокладки должны иметь размеры большие, чем у медных пластин 1, что исключит замыкание пластин стальными (армирующими) кольцами 3.
Электрический контакт с коллектором осуществляется посредством щеток, располагаемых в щеткодержателях 4 (см. рис. 24.4).
Щеткодержатель (рис. 24.8) состоит из обоймы 4, в которую помещают щетку 3, курка 1, представляющего собой откидную деталь, передающую давление пружины 2 на щетку. Щеткодержатель крепят на пальце зажимом 5. Щетка снабжается гибким тросиком 6 для включения ее в электрическую цепь машины. Все щеткодержатели одной полярности соединены между собой сборными шинами, подключенными к выводам машины. Одно из основных условий бесперебойной работы машины — плотный и надежный контакт между щеткой и коллектором. Давление на щетку должно быть отрегулировано, так как чрезмерный нажим может вызвать преждевременный износ щетки и перегрев коллектора, а недостаточный нажим — искрение на коллекторе.
Рис. 24.7. Устройство коллектора на пластмассе
Рис. 24.8. Щеткодержатель (сдвоенный)
машины постоянного тока
Помимо указанных частей машина постоянного тока имеет два подшипниковых щита: передний 12 (со стороны коллектора) и задний 7 (см. рис. 24.4). В центральной части щита имеется расточка под подшипник. На переднем подшипниковом щите имеется смотровое окно (люк) с крышкой, через которое можно осмотреть коллектор и щетки, не разбирая машины. Концы обмоток выведены на зажимы коробки выводов. Вентилятор
Из рассмотрения принципа действия и устройства коллекторной машины постоянного тока следует, что непременным элементом этой машины, включенным между обмоткой якоря и внешней сетью, является щеточно-коллекторный узел — механический преобразователь рода тока. Таким образом, коллекторные машины сложнее бесколлекторных машин переменного тока (асинхронной и синхронной) и, следовательно, уступают им (особенно асинхронной машине) в надежности и имеют более высокую стоимость.
Контрольные вопросы
1. Каково назначение коллектора в генераторе и двигателе?
2. Почему станину машины делают из стали?
3. Каково назначение конусных шайб в коллекторе?
4. Зачем в коллекторе на пластмассе применяют армирующие кольца?
Глава 25
Рекомендуемые страницы:
определение, виды, устройство, назначение, ремонт
У самого маленького настольного станка и огромного прокатного стана есть общая деталь — это станина. На нее крепятся все его подвижные и неподвижные узлы и детали. Станины изготавливают из прочных сплавов, ведь они выдерживать не только вес танка, но и усилия, возникающие в процессе его работы. Со временем станины изнашиваются, для продления жизни станка их подвергают обновляющему ремонту.

Что такое станина
Станина — это основа конструкции станка. На нее крепятся все остальные подвижные и неподвижные детали и узлы. Через нее механизм опирается на фундамент. Станина воспринимает на себя все усилия, возникающие при воздействии инструмента на заготовку. От определенных точек на станине, выбранных началом координат, отсчитываются перемещения движущихся частей станка. В нее входят такие компоненты, как:
- корпусные элементы;
- поперечные, продольные и вертикальные крепления и ребра жесткости;
- направляющие.
Станина – наиболее долгоживущая часть станка, рассчитанная на все время его эксплуатации. Двигатели, привода и рабочие органы могут много кратно заменяться по мере износа, направляющие лишь подвергается периодическому ремонту. Направляющие служат для продольного, поперечного или вертикального перемещения подвижных узлов механизма.
Направляющие бывают двух видов:
- незамкнуты, применяемые при обработке деталей большой и средней массы и небольших опрокидывающих моментах;
- замкнутые, используются при средних массах деталей и значительных опрокидывающих моментах.
Подвижные узлы могут перемещаться, скользя по направляющим, либо использовать роликовые или шариковые опоры.
Кроме передачи, распределения и компенсации усилий, станина также должна быть способной гасить колебания различной частоты, возбуждающиеся в механизме во время его работы.
Виды станин станков
Различают два основных вида изделия:
- горизонтальные опоры;
- вертикальные стойки.

Для горизонтальных их форма и сечение выбираются исходя из следующих факторов:
- оптимальное размещение узлов и деталей;
- автоматизированное или ручное удаление стружки и других отходов производства;
- минимальные помехи для подведения передач и коммуникаций к двигателям, приводам, рабочим органам;
- отведение охлаждающей жидкости и стружки;
- обеспечение расчетных показателей прочности, жесткости, вибропоглощения и шумоподавления;
При проектировании вертикальных стоек максимальное внимание уделяют их жесткости. Для этого выбирают наилучшую форму сечения, комбинируя полые объемы со сплошным литьем, вводя дополнительные стенки, перегородки и ребра жесткости.
При проектировании люков и ревизий, через которые осуществляется диагностика и техническое обслуживание механизмов, приходится достигать компромисса между удобством сервисных работ и требованиями сохранения жесткости.
При выборе сечения станин для фрезерного станка предпочтения отдают трапециевидным формам, наилучшим образом передающим и распределяющим как весовые, так и рабочие нагрузки от деталей и узлов крупных и тяжелых механизмов.
Для станин более легких станков становятся доступны и прямоугольные, и даже треугольные сечения.

Станины также разделяются на монолитные и сборные, состоящие из нескольких отдельно отливаемых и обрабатываемых деталей, которые соединяются в единое целое разъемными либо неразъемными соединениями.
Технические требования к станинам
Технические требования формируются с целью достижения соответствия фактических эксплуатационных качеств станка и проектных требований. Требуется также обеспечить баланс между показателями производительности и себестоимостью изготовления изделия.
Отдельный важный раздел технических требований- это требования к материалам, из которых должна быть изготовлена одна из самых важных деталей станка. Регламентируются:
- марка сплава;
- физико-механические и химические свойства;
- однородность структуры, прочность и упругость как в общем, как и отдельно в наиболее важных и нагруженных местах;
- твердость материала направляющих.
Еще один раздел требований — геометрия конструкции. От точности соблюдения размеров, особенно направляющих, зависит точность работы всего станка. Они служат для перемещения рабочих органов, непосредственно обрабатывающих изготовляемое изделие. Не менее важно соблюдение точности изготовления рабочих столов, разметочных плит и других видов оснастки для размещения, закрепления и перемещения заготовок.
Станина станка является точкой (или точками) отсчета координат при разметке и обработке изделия.

Геометрическими требованиями регламентируются как сами размеры, так и их предельные отклонения, параллельности поверхностей, предельно допустимые показатели изогнутости направляющих, углы уклона и радиусы сопряжения.
Немаловажный раздел требований относится к вибропоглощению и шумоизоляции. В нем описываются предельно допустимые показатели по механическим колебаниям конструкций станка на различных частотах, уровни передаваемых на фундамент вибраций. Для шумопоглощения используются специальные покрытия, наносимые как на наружные, так и на внутренние поверхности корпуса и ребер.
Металлы для производства станины и их основные свойства
Из какого материала делают станины станков? Традиционно основными материалами для изготовления станин различного оборудования служили металлы и их сплавы.
В XVII-XX веках наибольшей популярностью пользовался чугун. Он и сегодня сохраняет лидирующее положение, но постепенно отступает под натиском различных сортов стали, сплавов легких металлов, пластиков и композитных материалов.
Учитывая общую тенденцию к снижению массы и габаритов оборудования и повышению их эффективности, перед прогрессивными материалами открываются широкие перспективы.
Для станин легких и средних станков такая замена проходит опережающими темпами. Для тяжелого оборудования значительная часть функций станин переходит к армированному современными материалами железобетону фундамента.
Однако для высоконагруженных станков и производственных комплексов, таких, как прокатные станы, тяжелые прессы, кузнечные станки и сталелитейное оборудование, специальные марки чугуна по-прежнему вне конкуренции.
Его уникальная способность выдерживать большие статические нагрузки, высокая прочность направляющих и коррозионная стойкость выгодно отличают чугун от конкурирующих материалов. Чугунные сплавы с шаровидным графитом, модифицированные с помощью цериевых присадок, обладают такими же эксплуатационными характеристиками, как сталь и существенно дешевле в производстве.
Устройство станины
Основные компоненты конструкции станины токарного станка видны из чертежа станины в разрезе:
- опорная поверхность;
- продольные ребра;
- поперечные ребра, связывающие между собой продольные;
- направляющие, имеющие форму призмы;
- плоские направляющие, предназначенные для крепления бабок и перемещения суппортов.
Ребра формируются в процессе отливки заготовки под станину станка
Сечение призматических направляющих может принимать различные формы, исходя из направлений возникающих в процессе работы усилий и их величины. Обе направляющих обязательно должны быть строго параллельны в пространстве и иметь идеально гладкую и ровную опорную поверхность. В противном случае о точности обработки деталей на станке не может быть и речи.

Для достижения такого результата их подвергают высокоточной фрезеровке либо обрабатывают на строгальном станке. Далее проводится шлифовка и шабрение. В ходе этой обработки осуществляется неоднократный контроль геометрических показателей на соответствие требованиям технических условий. Окончательная проверка осуществляется после сборки станка и установки на него подвижных деталей и узлов.
Основное назначение
Назначение станины определяется ее ролью среди компонентов станка.
Она является одной из основных деталей и предназначена для выполнения следующих функций:
- крепление и размещение в определенном пространственном порядке всех остальных деталей и узлов изделия;
- восприятие, распределение и передача на фундамент статических и динамических нагрузок, вызываемых весом деталей и возникающих в процессе работы станка;
- создание условий для перемещения рабочих органов станка и заготовок с необходимой точностью по направляющим и рабочим столам.
Кроме того, она выполняет и вспомогательные функции — защиту элементов конструкции от воздействия внешней среды.
Ремонт станины
Несмотря на высокое качество материалов и точность изготовления, во время работы станина испытывает значительные нагрузки и неминуемо изнашивается. Наиболее заметны эти процессы на поверхности направляющих, теряющей свои геометрические и прочностные свойства.

Для восстановления рабочих свойств проводится периодический или внеплановый ремонт направляющих. Для выполнения операции шабрения со станка снимаются движущиеся части, а сама станина закрепляется на жестком массивном фундаменте. Далее операция проводится в следующей последовательности:
- проверяется линейность продольного и поперечного профиля с использованием рамного уровня;
- если отклонение превышает 0,02 мм на погонный метр, проводят шабрение одной из направляющих с применением линейки и краски для поверки;
- параллельно контролируется степень извернутости;
- после доведения отклонения до заданных значений переходят ко второй направляющей.
После шабрения проводят шлифовку поверхности.
Шлифовка направляющих
В ходе шлифовки выполняют операции в такой последовательности:
- запиливают и зачищают поверхностные забоины и задиры;
- станину закрепляют на плите продольно — строгальной установки;
- уложенным на уровне задней бабки уровнем измеряют степень извернутости направляющих;
- при необходимости корректируют провисание конструкции с помощью компенсирующих прокладок и клиньев;
- повторно измеряется извернутость, результаты измерений должны совпасть с первоначальными;
- поверхность направляющих шлифуется мелокоабразивной шлифовальной чашей.
После восстановления поверхности направляющих станок монтируется на собственный фундамент и на него крепятся ранее снятые подвижные части.

За срок службы станка такую операцию выполняют несколько раз, возвращая его к активному производственному применению
Станина — машина — постоянный ток
Станина — машина — постоянный ток
Cтраница 2
Строповка машин и их частей при подъеме и перемещении должна производиться за рым-болты, либо за специально приваренные к корпусу машины кулачки, либо за отверстия в ребрах жесткости станин машин постоянного тока. В последнем случае в эти отверстия вставляют стальные стержни. В машинах переменного тока большой мощности отверстия для этой же цели также располагаются в ребрах жесткости станины. [17]
В области среднего электромашиностроения сварные конструкции в значительной степени вытеснили литые в таких деталях, как станины машин постоянного и переменного тока, подшипниковые щиты, стояки подшипников качения, фундаментные плиты и др. При получении заготовок для толстостенных станин машин постоянного тока методом гибки под молотом припуск на обработку превышал 1.0 мм на сторону. В последнее время применяется способ вальцовки цилиндрических заготовок с обжатием, дающий более высокую точность, и припуски на обработку резко снижаются. [18]
Тонколистовой прокат ( ГОСТ 16523 — 70) используют для защитных кожухов наружных вентиляторов, жалюзи, распорок между пакетами сердечников и нажимными шайбами ротора и якоря, деталей вентиляторов, направляющих воздух щитков и др. Толстолистовой прокат по ГОСТ 1577 — 70 идет для изготовления станин машин постоянного тока, толстолистовой прокат по ГОСТ 14637 — 79 — для станин и подшипниковых щитов машин переменного тока в сварном исполнении. Для станин машин постоянного тока с / 1 200 мм применяют также цельнотянутые сварные трубы. Стальные поковки используют для коллекторных нажимных конусов и контактных колец фазных роторов. [19]
Тонколистовой прокат ( ГОСТ 16523 — 70) используют для защитных кожухов наружных вентиляторов, жалюзи, распорок между пакетами сердечников и нажимными шайбами ротора и якоря, деталей вентиляторов, направляющих воздух щитков и др. Толстолистовой прокат по ГОСТ 1577 — 70 идет для изготовления станин машин постоянного тока, толстолистовой прокат по ГОСТ 14637 — 79 — для станин и подшипниковых щитов машин переменного тока в сварном исполнении. Для станин машин постоянного тока с / isg 200 мм применяют также цельнотянутые сварные трубы. Стальные поковки используют для коллекторных нажимных конусов и контактных колец фазных роторов. [20]
Станина, служащая основанием для крепления всех частей машины, является также элементом магнитной цепи. Станины машин постоянного тока изготавливают из стали или чугуна — материалов, в которых сочетаются высокая механическая прочность с большой магнитной проницаемостью. Сердечник полюса может быть литым, но чаще его набирают из штампованных листов электротехнической стали, собирая ( шихтуя) их в пакет, стягиваемый шпильками. [21]
Тонколистовой прокат ( ГОСТ 16523 — 70) используют для защитных кожухов наружных вентиляторов, жалюзи, распорок между пакетами сердечников и нажимными шайбами ротора и якоря, деталей вентиляторов, направляющих воздух щитков и др. Толстолистовой прокат по ГОСТ 1577 — 70 идет для изготовления станин машин постоянного тока, толстолистовой прокат по ГОСТ 14637 — 79 — для станин и подшипниковых щитов машин переменного тока в сварном исполнении. Для станин машин постоянного тока с / 1 200 мм применяют также цельнотянутые сварные трубы. Стальные поковки используют для коллекторных нажимных конусов и контактных колец фазных роторов. [22]
Тонколистовой прокат ( ГОСТ 16523 — 70) используют для защитных кожухов наружных вентиляторов, жалюзи, распорок между пакетами сердечников и нажимными шайбами ротора и якоря, деталей вентиляторов, направляющих воздух щитков и др. Толстолистовой прокат по ГОСТ 1577 — 70 идет для изготовления станин машин постоянного тока, толстолистовой прокат по ГОСТ 14637 — 79 — для станин и подшипниковых щитов машин переменного тока в сварном исполнении. Для станин машин постоянного тока с / isg 200 мм применяют также цельнотянутые сварные трубы. Стальные поковки используют для коллекторных нажимных конусов и контактных колец фазных роторов. [23]
Станины
Основным требованием, предъявляемым к станине станка, является длительное обеспечение правильного взаимного положения узлов и частей, монтированных на станине, при всех предусмотренных режимах работы станка, что достигается неизменностью соответственно расположенных на станине базирующих поверхностей для основных узлов станка. Базирующие поверхности для перемещающихся частей называются направляющими движения и направляющими перестановки.
Отсюда вытекает предъявляемое к станинам, наряду с требованиями прочности, удобства изготовления, малой «металлоемкости» и достаточно низкой стоимости, основное требование неизменности формы станины, которая достигается: выбором материала станины и технологии ее изготовления, такой жесткостью станины, при которой ее деформации под действием наибольших усилий во время работы станка не выходят за пределы, сообразованные с допусками на неточность обработки, виброустойчивостью станины (как и других частей станка), достаточно большой износостойкостью направляющих. Форму станины определяют прежде всего: расположение на ней направляющих для различных узлов станка; вес, размеры и длины ходов основных частей и узлов станка; необходимость размещения внутри станины различных механизмов; необходимость устройства в стенках станины проемов, окон и отверстий для монтажа и демонтажа, для осмотра, регулирования и смазки механизмов станка, а на стенках станины — кронштейнов для монтажа различного рода устройств.
Работа высокопроизводительных станков часто сопровождается отделением больших количеств стружки — иногда сотен килограммов в час. Требование быстрого удаления стружки — одно из серьезнейших при проектировании современных скоростных станков — сильно влияет на форму станины: в ней должны быть сделаны окна и проемы для свободного падения стружки, наклонные к задней стенке станины скаты и т. п. В станинах современных высокопроизводительных станков нередко предусматривается место для встроенного конвейера, непрерывно убирающего стружку.
При проектировании литой станины должны соблюдаться общие литейно-технические требования, имеющие целью облегчение формовки и уменьшение усадочных напряжений. Станина должна быть достаточно жесткой. Однако для обеспечения жесткости упругой системы станок — заготовка — инструмент этого еще недостаточно, так как выбор подачи и глубины резания, допустимых при требуемой точности и чистоте обработанной поверхности и стойкости инструментов, зависит от жесткости всей указанной системы. Отсюда стремление связывать основные части станка так, чтобы они образовали замкнутую раму, отливать станину заодно с корпусом передней бабки и применять «монолитные» («моноблочные») конструкции.
Большое влияние на жесткость станины оказывают ребра, соединяющие ее станки или прилитые к ним. От расположения ребер, их числа, формы и размеров сечения зависит их эффективность в отношении повышения жесткости конструкции. Проведенные исследования на моделях станин различных форм, показали, например, что расположение ребер, соединяющих стенки станины (перегородок), в отношении вертикальной жесткости последней практически безразлично. Чтобы увеличить вертикальную жесткость, целесообразно приливать к стенкам ребра в виде продольных горизонтальных полок или диагональной сетки.
На горизонтальную жесткость станины расположение ребер и их форма оказывают большое влияние. Наиболее эффективными в этом отношении являются диагональные ребра (перегородки). Благоприятное влияние на горизонтальную жесткость оказывают и ребра в виде полок или диагональной сетки, особенно при комбинировании их с перегородками. Диагональные ребра повышают также жесткость станины на кручение.
Для изготовления станин используются следующие материалы.
Чугун серый. Станины станков отливают большей частью из обыкновенного серого чугуна, хотя все большее применение получают и чугуны других типов. Решающее влияние на выбор марки серого чугуна оказывают направляющие движения, которые должны обладать высоким сопротивлением истиранию. При проектировании станин (как и других отливок) необходимо избегать резких изменений толщины, так как иначе скорости остывания в различных точках поперечного сечения отливки будут различны, что может привести к появлению трещин в местах изменения толщины сечения.
Модифицированный чугун. Все более широкое применение для изготовления станин и других ответственных деталей станков находит модифицированный сорбито-перлитовый чугун. Его износостойкость в 2—3 раза выше, чем у немодифицированного перлитового чугуна, особенно при удельных давлениях свыше 15—20 кг/см2 и трении со смазкой, засоренной абразивом. Также и по механическим свойствам (пределы прочности, пределы выносливости, модуль упругости и пр.) модифицированный чугун лучше обычного перлитового, приближаясь к стали. Твердость модифицированного чугуна в термически необработанном состоянии, а обрабатываемость — такая же, как обычного серого чугуна той же твердости. Модифицированный чугун поддается закалке т. в. ч. или пламенем до высокой твердости, что используется для повышения износостойкости направляющих.
Следует отметить, что в настоящее время термически обрабатываются также и отливки из серого немодифицированного чугуна. Как показывает опыт, при термической обработке такого чугуна трещины получаются реже, чем при термической обработке чугуна модифицированного.
Сталь. В современном станкостроении наблюдается тенденция к замене литых станин сварными из прокатной стал. Эта тенденция обусловлена рядом технических и экономических причин.
Как материал для изготовления станин, чугун обладает многими достоинствами (возможность изготовления отливок почти любой формы, хорошая обрабатываемость — лучшая, чем у стали, способность гасить вибрации и др.). Однако следует принимать в расчет и ряд неудобств, связанных с изготовлением станин отливкой:
а) удлинение срока изготовления станка из-за необходимости предварительно изготовить модель и стержневые ящики, а также выдержать отливку до обработки и после обдирки в течение довольно длительного времени;
б) возможный брак литья, причем некоторые пороки обнаруживаются лишь в процессе механической обработки;
в) необходимость оставлять на поверхностях отливки довольно большие припуски;
г) при направляющих, составляющих одно целое со станиной, чугун приходится выбирать соответственно требованиям, предъявляемым к направляющим;
д) при длительном вылеживании литья замедляется оборачиваемость оборотных средств предприятия и возрастает стоимость незавершенной продукции;
е) при малых сериях на стоимости станка неблагоприятно отражаются расходы на изготовление модели и стержневых ящиков, а при крупносерийном производстве влияние этого фактора может быть настолько незначительным, что им можно пренебрегать.
От всех этих недостатков свободны станины, выполненные сваркой из предварительно нарезанных кусков прокатной стали.
Направляющие привариваются или прикрепляются болтами к станине, поэтому станина может быть изготовлена из дешевой поделочной углеродистой стали.
Предел упругости и механические качества стали значительно выше, чем у обычного чугуна; поэтому расход материала на стальную сварную станину много меньше, чем на чугунную, при одинаковых в обоих случаях усилиях и моментах, если запас надежности и жесткость обеих станин принять одинаковыми. При равной жесткости вес стального элемента равен 0,5-0,75 веса чугунного, т. е. экономия металла составляет 50—25%. Практически экономия металла при замене литой чугунной станины стальной сильно зависит от конструктивного оформления обоих вариантов.
Решая вопрос о предпочтительности чугунной или стальной станины для проектируемого станка, необходимо принимать в расчет всю совокупность технико-экономических показателей обоих вариантов. При крупносерийном масштабе производства нередко более целесообразен вариант литой станины, а при необходимости быстрого изготовления одного или нескольких станков — стальная станина.
Для изготовления сварных станин станков можно пользоваться листовой сталью толщиной S > 3 мм. При малой толщине стенок необходимая жесткость станины должна быть обеспечена достаточно большим количеством ребер. В результате этого, а также большого числа и длины сварных швов может оказаться, что та же станина, изготовленная из стали толщиной 10—12 или даже 15 мм, получается не более тяжелой и вместе с тем менее трудоемкой.
Помимо перечисленных материалов некоторое применение для изготовления станин получили также сталистый чугун, легированные чугуны, азотированный чугун и в тяжелых станках — бетон.
«Как строят станки на заводе «Саста». Фоторепортаж» в блоге «Производство»
Представьте себе токарный станок, способный изготовить деталь с точностью до 6 микрон диаметром до 1 м., длиной до 12 м. и весом до 8 тонн. Впечатляет? Срок службы таких станков достигает 40 лет, а изготавливают их на заводе «Саста» в г. Сасово Рязанской области.
 Участок общего монтажа станков © sun9-13.userapi.com
Участок общего монтажа станков © sun9-13.userapi.com
Станки
«Саста» производит не только гигантов. Предприятие специализируется на средних и тяжелыхх токарных и трубонарезных станках, обрабатывающих центрах. Каталог завода включает 17 моделей различных размеров как с ручным управлением, так и с числовым программным управлением.
 Участок монтажа крупногабаритных станков © sun9-38.userapi.com
Участок монтажа крупногабаритных станков © sun9-38.userapi.com
Сасовские станки работают в 39 странах мира. Их используют предприятия энергетики, судостроения, тяжелого и транспортного машиностроения, авиационно-космические предприятия и предприятия нефтегазового комплекса.
«Саста» активно работает над модельным рядом. За последние 3 года разработано и выпущено несколько новых моделей: токарные обрабатывающие центры с осью С и фрезерной функцией НТ500, токарный станок с гибкой системой управления «для всех» FLEX, тяжелый токарный станок с 2-мя проходными суппортами, осью С и осью У СА1350.
 Как строят станки на заводе «Саста», изображение №58 © sun9-74.userapi.com
Как строят станки на заводе «Саста», изображение №58 © sun9-74.userapi.com
Завод
Строительство станокстроительного завода в Сасово началось в 1971-м году. Предприятие задумывалось для производства металлорежущих станков повышенной точности.
Свой первый станок #завод выпустил 45 лет назад, в 1975-м году.
Сегодня на предприятии действует конструкторский центр, который разрабатывает требования к новым станкам, технические проекты и конструкторскую документацию.
Инженеры «Састы» свои станки разрабатывают в системах автоматического проектирования (САПР). Конструкторская информация об изделии управляется централизованно PDM-системой (PDM — product data management, управление данными об изделии). Благодаря этому каждый конструктор при разработке узла сверяется с результатами работы коллег и использует библиотеку типовых решений, созданную на заводе.
 Участок обработки корпусных деталей © sun9-32.userapi.com
Участок обработки корпусных деталей © sun9-32.userapi.com
Сварочно-заготовительный участок
Завод реализует полный технологический цикл, который включает литейное, сварочно-заготовительное, механообрабатывающее и сборочное производства. Станочный парк «Састы» насчитывает 200 единиц оборудования.
 Сварочно-заготовительный участок © sun9-49.userapi.com
Сварочно-заготовительный участок © sun9-49.userapi.com
П и В
Каталог завода «Саста» включает 17 металлообрабатывающих станков. Из них 7 имеют класс точности «П» (повышенный) и 3 — «В» (высокий). Класс «П» означает, что станок гарантирует обработку детали с точностью до 6 микрон, класс «В» — до 4.
Давайте посмотрим, благодаря чему достигаются эти цифры.
На рисунке показана обобщенная схема станка:
 Как строят станки на заводе «Саста», изображение №7 © sun9-33.userapi.com
Как строят станки на заводе «Саста», изображение №7 © sun9-33.userapi.com
Деталь одним концом зажимается в патрон, другим — удерживается задней бабкой. Резец закрепляется на суппорте. Каретка суппорта перемещается вдоль детали винтом подачи, который вращается коробкой подач.
Таким образом, точность обработки детали определяется люфтом шпинделя, точностью соосности шпинделя и задней бабкой, люфтом каретки суппорта, плавностью и точностью ее подачи.
Но это не все. Конструкция станка должна исключать вибрации и обладать жесткостью, исключающей деформацию его узлов при высокой нагруженности. А если станок предназначен для обработки крупных деталей, то несущие узлы (станина, передняя и задняя бабки, шпиндельный узел) должны надежно удерживать тяжелую заготовку, масса которой может достигать нескольких тонн.
Решение этих задач усложняется тем, что станок должен сохранять свои характеристики на протяжении срока эксплуатации.
Жесткость
Жесткость и виброустойчивость станка обеспечивают тем, что его основные несущие узлы изготавливают литьем из чугуна, реже из высокоуглеродистой стали.
Литые детали для станков «Саста» изготавливает на собственном литейном производстве.
 Подготовка к выпуску чугуна © sun9-42.userapi.com
Подготовка к выпуску чугуна © sun9-42.userapi.com
 Выпуск чугуна из индукционной печи емкостью 1.5 т. © sun9-30.userapi.com
Выпуск чугуна из индукционной печи емкостью 1.5 т. © sun9-30.userapi.com
 Взятие пробы сплава перед заливкой формы © sun9-55.userapi.com
Взятие пробы сплава перед заливкой формы © sun9-55.userapi.com
 Снятие шлака с поверхности сплава © sun9-55.userapi.com
Снятие шлака с поверхности сплава © sun9-55.userapi.com
Подготовка к выпуску чугуна
При выплавке чугуна берут пробы, по которым определяют соответствие сплава необходимым свойствам: выполняется химический и спектральный анализ состава сплава, контроль микроструктуры, механические испытания.
По необходимости состав сплава корректируют добавкой присадок или шихты (измельченный металлический лом, чугун).
 Подготовка литейной полуформы. На заводе используются холоднотвердеющие смеси, позволяющие получать литье высокой размерной точности. На модельную плиту устанавливается ящик, который затем заполняется формовочной смесью. Формовочная смесь готовится роторным смесителем (на фото — желтый агрегат), который смешивает кварцевый песок со смолой и катализатором, а затем подает ее в модельный ящик. После того, как смесь застынет, готовую полуформу извлекут из ящика © sun9-57.userapi.com
Подготовка литейной полуформы. На заводе используются холоднотвердеющие смеси, позволяющие получать литье высокой размерной точности. На модельную плиту устанавливается ящик, который затем заполняется формовочной смесью. Формовочная смесь готовится роторным смесителем (на фото — желтый агрегат), который смешивает кварцевый песок со смолой и катализатором, а затем подает ее в модельный ящик. После того, как смесь застынет, готовую полуформу извлекут из ящика © sun9-57.userapi.com
 Участок крупных литейных форм © sun9-23.userapi.com
Участок крупных литейных форм © sun9-23.userapi.com
 Установка стержней в литейную форму станины станка СА500 © sun9-22.userapi.com
Установка стержней в литейную форму станины станка СА500 © sun9-22.userapi.com
 Автоматизированная линия безопочной формовки. Модельные ящики, установленные на линию, заполняются формовочной смесью. После затвердевания смеси ящик подается на распаровщик © sun9-65.userapi.com
Автоматизированная линия безопочной формовки. Модельные ящики, установленные на линию, заполняются формовочной смесью. После затвердевания смеси ящик подается на распаровщик © sun9-65.userapi.com
Готовый сплав заливают в формы, для изготовления которых используют холоднотвердеющие смеси. Эта технология дает высокую размерную точность отливок и применяется для изготовления деталей различных размеров с качественной поверхностью.
Заливка станины токарного станка СА500 © sun9-59.userapi.com
 Заливка станины станка СА700 © sun9-30.userapi.com
Заливка станины станка СА700 © sun9-30.userapi.com
 Как строят станки на заводе «Саста», изображение №22 © sun9-36.userapi.com
Как строят станки на заводе «Саста», изображение №22 © sun9-36.userapi.com
Формовочные смеси перед использованием проходят входной контроль в земельной лаборатории. На литейном производстве действует пять лабораторий: спектральная, механическая, металлографическая, химическая и земельная.
 Спектральная лаборатория. Концентрацию легирующих элементов и примесей в сплаве измеряют эмиссионным спектрометром ДФС-500. По результатам анализа принимается решение о необходимости корректировки состава сплава © sun9-51.userapi.com
Спектральная лаборатория. Концентрацию легирующих элементов и примесей в сплаве измеряют эмиссионным спектрометром ДФС-500. По результатам анализа принимается решение о необходимости корректировки состава сплава © sun9-51.userapi.com
 В металлографической лаборатории выполняются контроль микроструктур чугунов и сталей © sun9-23.userapi.com
В металлографической лаборатории выполняются контроль микроструктур чугунов и сталей © sun9-23.userapi.com
От застывшей отливки отделяют фрагменты литниковой системы и зачищают заливы, затем направляют на термообработку.
Деталь равномерно прогревается до высокой температуры, а затем охлаждается. Благодаря этому в структуре металла снимаются внутренние напряжения и достигается однородность механических свойств отливки, что улучшает ее прочность и жесткость.
 Обрубка станочной коробки подач © sun9-9.userapi.com
Обрубка станочной коробки подач © sun9-9.userapi.com
 Термический участок завода оборудован электропечью с выкатным подом. Благодаря термической обработке в структуре металла снимаются внутренние напряжения и достигается однородность механических свойств отливки, что улучшает ее прочность и жесткость © sun9-52.userapi.com
Термический участок завода оборудован электропечью с выкатным подом. Благодаря термической обработке в структуре металла снимаются внутренние напряжения и достигается однородность механических свойств отливки, что улучшает ее прочность и жесткость © sun9-52.userapi.com
В результате на выходе литейного производства получают литье с механическими свойствами, необходимыми для несущих узлов станка.
Точность
Крупные заготовки заготовки литых деталей, такие как станины, корпуса передних, задних бабок, каретки обрабатываются на участке обработки корпусных деталей.
Здесь работает автоматическая линия Toyoda, в которую входит два обрабатывающих центра Toyoda FA800S. Система подачи этой линии включает 50 паллет для установки деталей. Линия обеспечивает работу станков на 72 часа без вмешательства оператора. Оба обрабатывающих центра оснащены системой смены инструмента на 330 позиций, поэтому она выполняет обработку литой заготовки в полном объеме, включая высокоточную обработку поверхностей.
 Автоматическая линия Toyoda. В ее состав входят два обрабатывающих центра Toyoda FA800S. Система подачи этой линии включает 50 паллет для установки обрабатываемых деталей. Линия обеспечивает работу станков на 72 часа без вмешательства оператора © sun9-45.userapi.com
Автоматическая линия Toyoda. В ее состав входят два обрабатывающих центра Toyoda FA800S. Система подачи этой линии включает 50 паллет для установки обрабатываемых деталей. Линия обеспечивает работу станков на 72 часа без вмешательства оператора © sun9-45.userapi.com
 Оба обрабатывающих центра оснащены системой смены инструмента на 330 позиций. На фото — стройные ряды конусных оправок инструментов в системе смены инструментов обрабатывающего центра Toyoda FA800S © sun9-51.userapi.com
Оба обрабатывающих центра оснащены системой смены инструмента на 330 позиций. На фото — стройные ряды конусных оправок инструментов в системе смены инструментов обрабатывающего центра Toyoda FA800S © sun9-51.userapi.com
 Линия выполняет обработку литой заготовки в полном объеме, включая высокоточную обработку поверхностей © sun9-70.userapi.com
Линия выполняет обработку литой заготовки в полном объеме, включая высокоточную обработку поверхностей © sun9-70.userapi.com
Как строят станки на заводе «Саста», изображение №31 © sun9-48.userapi.com
Кроме расточных и фрезерных станков здесь применяется портально-фрезерный обрабатывающий центр с 2х-осевой поворотной головкой Micromat, предназначенный для прецизионной обработки крупногабаритных деталей.
Его дублером по номенклатуре обрабатываемых деталей является новый высокотехнологичный продольно-фрезерный станок.
 Портально-фрезерный обрабатывающий центр с 2х-осевой поворотной головкой Micromat выполняет прецизионную обработку крупногабаритных деталей © sun9-20.userapi.com
Портально-фрезерный обрабатывающий центр с 2х-осевой поворотной головкой Micromat выполняет прецизионную обработку крупногабаритных деталей © sun9-20.userapi.com
 Портально-фрезерный обрабатывающий центр PC-4225 © sun9-14.userapi.com
Портально-фрезерный обрабатывающий центр PC-4225 © sun9-14.userapi.com
 Сменный инструмент портально-фрезерного обрабатывающего центра PC-4225 © sun9-60.userapi.com
Сменный инструмент портально-фрезерного обрабатывающего центра PC-4225 © sun9-60.userapi.com
 Продольно-фрезерный станок формирует профиль призматических направляющих станины © sun9-31.userapi.com
Продольно-фрезерный станок формирует профиль призматических направляющих станины © sun9-31.userapi.com
На призматические направляющие станины устанавливаются задняя бабка и каретка суппорта, поэтому шероховатость направляющих определяет точность позиционирования и плавность перемещения бабки и каретки, а следовательно и точность изготовления деталей.
Обработка призматических направляющих производится на продольно-шлифовальных станках. В основном это уникальное оборудование, производство которого уже прекращено, поэтому такие станки в хорошем состоянии в России и даже мире ценятся «на вес золота». Похвастаться наличием такого оборудования может далеко не каждое производство. На «Састе» таких станков четыре, с длиной столов — 4, 6, 7 и 7,5 метров. С их помощью решается сложная задача — изготовление длинномерных станин. Дело в том, что из-за технологических особенностей процесса литья невозможно изготовить цельнолитую станину длиной более 5-6 м., поэтому длинномерные станины собираются из модулей по 3 м., и только затем производится шлифование призматических направляющих.
 Продольно-шлифовальный станок с длиной стола 7.5 м. © sun9-2.userapi.com
Продольно-шлифовальный станок с длиной стола 7.5 м. © sun9-2.userapi.com
 Продольно-шлифовальный станок с длиной стола 4 м. © sun9-17.userapi.com
Продольно-шлифовальный станок с длиной стола 4 м. © sun9-17.userapi.com
Чистовая обработка шпиндельных узлов (которые для своих станков «Саста» изготавливает самостоятельно) выполняется на круглошлифовальном станке Studer.
 Обработка шпиндельного узла на станке Studer © sun9-17.userapi.com
Обработка шпиндельного узла на станке Studer © sun9-17.userapi.com
Износоустойчивость деталей и рабочих поверхностей «Саста» достигает тремя методами обработки.
Перед механической обработкой литые детали проходят процесс искусственного старения, проводимый в электропечи. Деталь помещается в печь, нагревается до температуры, обозначенной в технологическом процессе, после чего выдерживается при этой температуре необходимое время. В процессе искусственного старения снимаются остаточные напряжения металла и повышается предел его прочности.
 Электропечи. Перед механической обработкой литые детали проходят процесс искусственного старения, проводимый в электропечи. Деталь помещается в печь, нагревается до температуры, обозначенной в технологическом процессе, после чего выдерживается при этой температуре необходимое время. В процессе искусственного старения происходит снятие остаточных напряжений металла и повышается предел его прочности © sun9-6.userapi.com
Электропечи. Перед механической обработкой литые детали проходят процесс искусственного старения, проводимый в электропечи. Деталь помещается в печь, нагревается до температуры, обозначенной в технологическом процессе, после чего выдерживается при этой температуре необходимое время. В процессе искусственного старения происходит снятие остаточных напряжений металла и повышается предел его прочности © sun9-6.userapi.com
 Печи химико-термической обработки. Химико-термическая обработка позволяет изменить химический состав и механические свойства поверхностей деталей © sun9-59.userapi.com
Печи химико-термической обработки. Химико-термическая обработка позволяет изменить химический состав и механические свойства поверхностей деталей © sun9-59.userapi.com
Призматические направляющие станин, посадочные места подшипников, зубчатые колеса подвергаются поверхностной закалке, которая выполняется нагревом поверхности детали под действием тока высокой частоты. В результате механические свойства поверхности меняются, а свойства остальной детали остаются неизменными.
 На переднем плане — станины, призматические направляющие которых прошли закалку током высокой частоты, слева — установка закалки стали током высокой частоты, на заднем плане — продольно-шлифовальный станок © sun9-18.userapi.com
На переднем плане — станины, призматические направляющие которых прошли закалку током высокой частоты, слева — установка закалки стали током высокой частоты, на заднем плане — продольно-шлифовальный станок © sun9-18.userapi.com
Химический состав и механические свойства всей поверхности детали изменяют химико-термической обработкой.
Производство
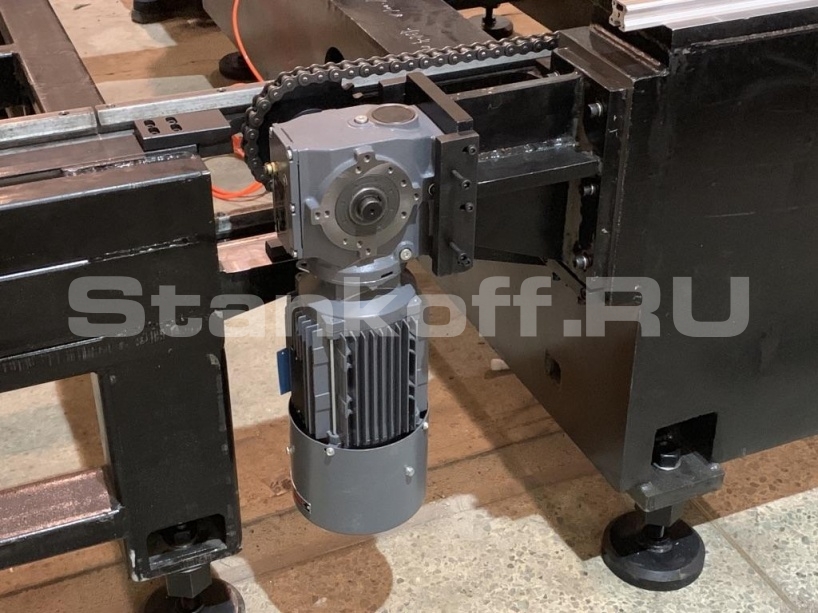
Станки собираются на двух участках: на участке общего монтажа станков и участке монтажа крупногабаритных станков.
Сборка станка начинается с обвязки станины (прокладка кабелей, установка датчиков и мелкого оборудования). Затем на нее устанавливают шпиндельную, заднюю бабки, каретку, а также механизмы передачи движения от двигателя (такие, как шарико-винтовые передачи), остальные узлы. Каждый этап сборки станка завершается контролем качества, который выполняют работники ОТК.
 Универсальный трубонарезной станок СА983 на участке общего монтажа станков © sun9-73.userapi.com
Универсальный трубонарезной станок СА983 на участке общего монтажа станков © sun9-73.userapi.com
 Установка револьверной головки на мостик, станок СА500 © sun9-13.userapi.com
Установка револьверной головки на мостик, станок СА500 © sun9-13.userapi.com
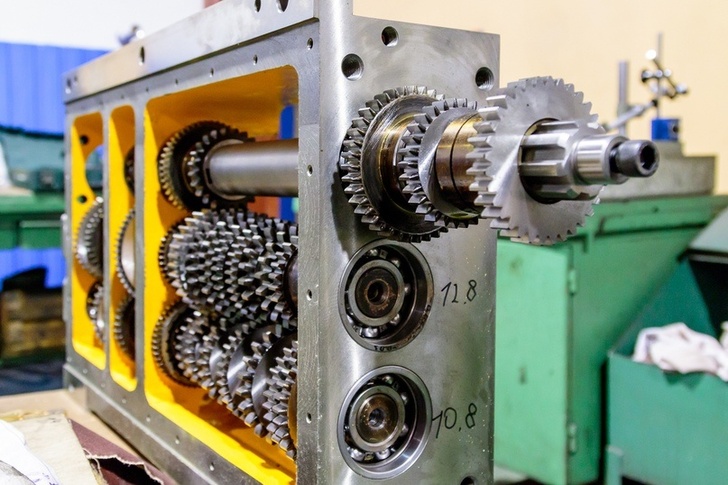 Коробка передач токарного станка на участке узловой сборки станкостроительного завода “Саста”. Все узлы своих станков Саста собирает на собственном производстве. На каждый узел оформляется паспорт, в котором фиксируются результаты испытаний узла © sun9-2.userapi.com
Коробка передач токарного станка на участке узловой сборки станкостроительного завода “Саста”. Все узлы своих станков Саста собирает на собственном производстве. На каждый узел оформляется паспорт, в котором фиксируются результаты испытаний узла © sun9-2.userapi.com
 Токарно-фрезерный станок F.O.R.T. В рамках программы модернизации производства несколько токарных станков этой марки были поставлены на участок обработки мелких деталей. F.O.R.T. — российская торговая марка, под которой выпускает станки “Балтийская промышленная компания” (в ее состав с 2017 г. входит завод © sun9-21.userapi.com
Токарно-фрезерный станок F.O.R.T. В рамках программы модернизации производства несколько токарных станков этой марки были поставлены на участок обработки мелких деталей. F.O.R.T. — российская торговая марка, под которой выпускает станки “Балтийская промышленная компания” (в ее состав с 2017 г. входит завод © sun9-21.userapi.com
 Зубофрезерный станок в работе © sun9-45.userapi.com
Зубофрезерный станок в работе © sun9-45.userapi.com
Завершается сборка станка установкой защитных кожухов.
Узлы и агрегаты станков собираются на участке узловой сборки, панель электрошкафа и пульт управления — на участке электромонтажа.
Производство деталей для узлов выполняется на сварочно-заготовительном участке и участке обработки мелких деталей. Здесь свою магию творят гидроабразивные и лазерные станки, листогибы, прессы, токарное, фрезерное, зубофрезерное, строгальное и шлифовальное оборудование, на котором из стального проката изготавливают детали для узлов новых станков.
 Сварочно-заготовительный участок © sun9-71.userapi.com
Сварочно-заготовительный участок © sun9-71.userapi.com
Источник: https://zen.yandex.ru/media/b282/ka…vode-sasta-5f0075631958ab3d4207a9c2
Как выбрать станину для оптоволоконного лазерного станка?

При покупке лазерного станка многие задаются вопросом какую станину выбрать, в чем их различия? Давайте разберемся.
Выбор станины влияет на срок эксплуатации станка, надежность работы, качество реза и др.
Существует три основных вида станин для оптоволоконных лазеров:
- Литая чугунная станина
- Сварная станина из листовой стали
- Сварная станина из стальных труб
Чугунная литая станина

Если предположить, что китайские литейщики соблюдают все требования в процессе литья, то можно выделить следующие плюсы:
- Высокие показатели износостойкости и амортизации.
- Благодаря низкой тепловой чувствительности и чувствительности к разрыву уменьшается потеря качества оборудования при использовании.
- Точность станка может сохраняться в течение длительного времени без деформации в жизненном цикле.
- Относительно низкая себестоимость производства станины.
Однако не стоит забывать и о минусах:
- Доподлинно неизвестно насколько китайские литейщики соблюдают технологические процессы. Каков состав сплава? Осуществляется ли «Старение» отливки. Как правило, после получения отливки она проходит первую термическую обработку, которая выравнивает структуру чугуна и проходит в течение почти 20 часов. Это позволяет снять 80-90 процентов внутренних напряжений. После проведения термической обработки деталь проходит предварительную механическую обработку и поступает на площадку для естественного старения. На открытом воздухе она «вылеживается» на протяжении 10-12 месяцев. Это позволяет снять напряжение после предварительной обработки, при этом, не уменьшая общую структурную твердость чугуна. Задайте себе вопрос: Китайские производители отливают «правильные» чугунные станины?
- В процессе литья в отливке образуются полости с воздухом, так называемые пузыри. Это отрицательно влияет на целостность структуры и как следствие может ухудшить прочностные и эксплуатационные характеристики изделия.
- Чугун хрупкий материал и поэтому если в процессе изготовления станка были повреждены резьбы крепления направляющих и реек, то это гарантированно приведет в дальнейшем уменьшению точности при обработке на станке.
Вам нравится такая чугунная станина?
Разнообразие китайских литых чугунных станин
Мы регулярно посещаем заводы основных производителей оптоволоконных лазерных станков в Китае. И вот какие чугунные станины мы увидели.





Сварная станина из труб
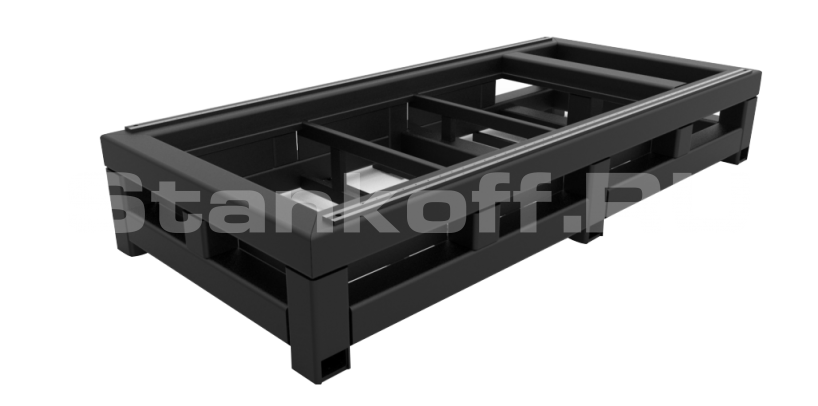
Сварная станина из труб подходит для резки тонкого листового металла. Как правило, используют в производстве бюджетных станков
Плюсы:
- Невысокая стоимость относительно станков на станине из листового металла.
- Ремонтопригодность.
Минусы:
- Могут наблюдаться деформации при интенсивных динамических нагрузках.
- Относительно легкий вес.
Фото станин сваренных из труб






Сварная станина из листовой стали
Станина из листа на наш взгляд наиболее прогрессивное и надежное решение для станков оптоволоконной лазерной резки. Листовая станина обладает значительными преимуществами по сравнению с станиной из труб, такими как больший вес, прочность и надежность, отсутствие вибраций при работе и, как следствие, обеспечивает стабильный, качественный и точный рез.
Плюсы:
- Металлоемкость и большой вес.
- Прочность и надежность конструкции.
- Долговечность
Минусы:
- Мы честно пытались их обнаружить. Пока не удалось.
Фото станин из листовой стали







Сталь против дерева — Почему стальные шпильки более распространены, чем деревянные?
Стальные гвоздики имеют множество преимуществ перед деревянными аналогами, но у них есть некоторые недостатки. Удивительно, но стальные стойки не так прочны, как деревянные, особенно более легкие версии, которые можно использовать только для внутренних ненесущих стен. Некоторые подрядчики советуют не вешать очень тяжелые вещи, например кухонные шкафы (они вам ведь не нужны, правда?). Стальные гвоздики также могут стоить дороже деревянных, и вы должны учитывать некоторые особенности, связанные с металлическим каркасом.Во-первых, вы должны использовать разные кабели и электрические коробки при прокладке проводов из-за того, что сталь может проводить электричество.
Стальные гвоздики часто считаются более экологически чистыми, чем древесина, потому что сталь пригодна для вторичной переработки, но другие утверждают, что древесина является возобновляемым ресурсом и со временем разрушится. Как добыча руды для производства стали, так и ее плавление в процессе переработки создают загрязнение. Металл также проводит холод, поэтому, если у вас есть здание с металлическим каркасом, вам следует использовать особый тип изоляции из экструдированного полистирола для создания прочного теплового барьера.Однако на самом деле это может привести к созданию более энергоэффективного дома.
В холодных и очень влажных местах может возникнуть проблема образования конденсата на шпильках, а поскольку сталь может ржаветь, вам понадобятся влагонепроницаемые барьеры. Для домашних мастеров есть кривая обучения — сложнее резать гипсокартон и ввинчивать его в стальные шпильки. Также вместо стружки валяются кусочки металла. Возможно, вам не удастся найти сверхпрочные стальные шпильки (единственный вид, который можно использовать для внешних или несущих стен) в вашем местном магазине товаров для дома, и, возможно, вам придется найти их где-нибудь, обслуживающее исключительно подрядчиков.
Итак, стальные шпильки не идеальны, и некоторые люди предпочитают продолжать использовать деревянные шпильки. Если вы все же выберете сталь, вам все равно понадобится древесина для отделки, оконных и дверных рам, а также ванных комнат (из-за сантехники). Какой из них вы выберете, действительно зависит от ваших личных предпочтений.
.Краткое руководство по изготовлению кровати
Когда я рос, никогда не заправлял постель . Зачем тратить силы, когда вы просто собираетесь развернуться (15 часов спустя, но все же) и снова все испортить? К счастью, уговоры моей матери научиться этому навыку и попытаться развить эту привычку окупились. Сейчас я люблю застилать свою кровать , потому что с этого дня выходной день начинается правильно, в моей спальне сразу появляется видимость порядка и покоя, а в конце долгого дня приятно залезть в свеже застеленную кровать.
 Посмотреть в галерее
Посмотреть в галерее
Если вам интересно, как сделать свежую, аккуратную кровать, вот краткое руководство по , как сделать вашу кровать , с некоторыми вариациями, чтобы вы могли создать манящий постельный пейзаж вашей мечты.
Шаг 1. Поместите юбку кровати (также известную как оборка или балдахин) на каркас кровати (необязательно).
 Посмотреть в галерее
Посмотреть в галерее
 Посмотреть в галерее
Посмотреть в галерее
Для многих людей юбка кровати — отличный способ скрыть предметы под кроватью и придать кровати в целом изысканный вид.Конечно, не все юбки для кроватей созданы одинаково, и стиль и цвет, которые вы выберете, будут иметь большое значение в общем стиле вашей кровати. Кроме того, если вы предпочитаете держать ножки кровати открытыми, не переживайте.
Шаг 2: Наденьте пружинный блок (при необходимости), матрас и наматрасник.
 Посмотреть в галерее
Посмотреть в галерее
Наматрасник не только защищает матрас, но и обеспечивает небольшую амортизацию, что никогда не бывает плохо, правда?
Шаг 3: Положите простыню на наматрасник.
 Посмотреть в галерее
Посмотреть в галерее
Чтобы сделать это легко, зацепите два верхних угла простыни за два верхних угла матраса. Потяните вниз и разгладьте лист, зацепляя сначала один, а затем другой нижний угол. В качестве альтернативы вы можете положить на матрас плоскую простыню и аккуратно подогнуть все углы и края под матрас, чтобы он выглядел четким.
Вариант 1а: Накиньте на кровать простыню и одеяло.
 Смотреть в галерее
Смотреть в галерее
Этот непринужденный и гостеприимный метод заправки кроватей не только эффективен, но и придает всей спальне разнообразную и дружелюбную атмосферу.Слегка помятый, но не менее шикарный, это отличный способ застелить постель мужчине или женщине в дороге.
Альтернатива 1b: Положите на кровать груду подушек.
 Посмотреть в галерее
Посмотреть в галерее
Подушки — прекрасный способ привнести стиль в кровать и продемонстрировать вашу индивидуальность. Будь то подушки с белоснежным пуховым чехлом или разные по форме и размеру, подушки в верхней части кровати гарантируют мягкий комфорт.
Альтернатива 1c: Бросьте одеяло у изножья кровати.
 Посмотреть в галерее
Посмотреть в галерее
Конечно, в летние месяцы в этом нет необходимости, но если вы склонны дремать или свертываться калачиком с хорошей книгой, всегда приятно иметь под рукой плед, чтобы держать себя в руках. комфортно в любую погоду. Точность (или ее отсутствие), с которой вы «бросаете» одеяло, также многое говорит об общей атмосфере вашей спальни.
Вариант 2а: Приложите простыню ко дну кровати.
 Посмотреть в галерее
Посмотреть в галерее
Плавно потяните простыню вверх к изголовью кровати, затем сложите примерно на 2/3 высоты кровати.Заправьте плоскую простыню под матрас по всей длине. Это обнажит верхнюю часть вашей простыни … убедитесь, что она хорошая.
Альтернатива 2b: Добавить простое одеяло, сложенное пополам.
 Посмотреть в галерее
Посмотреть в галерее
Это откроет не только подогнанный лист, но и часть (около фута) верхней части плоского листа. Это отличный способ получить свежую, свежую кровать, не выглядящую полностью отельной.
Альтернатива 2c: сложите подушки у изголовья кровати.
 Посмотреть в галерее
Посмотреть в галерее
Количество и стиль подушек, которые вы выберете, конечно, полностью зависит от вас. Добавьте столько подушек, сколько сложных, мало или таких простых подушек, насколько вам будет комфортно.
Вариант 3: Сложите, затем плотно сложите.
 Посмотреть в галерее
Посмотреть в галерее
От плоской простыни до покрывала до пледа у изножья кровати, сложите все слоями и заправьте со всех сторон. Это идеальный вариант для создания хрустящей кровати в стиле отеля, обеспечивающей ультрасовременный вид с чистой подкладкой.
Я надеюсь, что эта статья дала вам несколько идей о том, как сделать кровать своей мечты. Мы хотели бы услышать ваши собственные проверенные советы по заправке постели.
.Машиностроение Интервью Вопросы и ответы
Часто задаваемые главные вопросы на собеседовании по машиностроению и ответы на вопросы материаловедения (MS) и термической обработки (HT) для новичков и опытных инженеров-механиков от 2 до 5 лет. Для студентов также предусмотрены жизненные вопросы.
1) Что вы имеете в виду под плавкой?
Процесс извлечения железа называется плавкой.
2) Что вы понимаете под удельным весом и упорством?
- Удельный вес .Это соотношение массы 1 куб. См. вещества к массе такой же емкости воды.
- Прочность . Это свойство металла, благодаря которому металл становится достаточно прочным, чтобы противостоять тяговому усилию.
3) Определите следующие свойства металла (а) Обрабатываемость (б) Ковкость
- (a) Обрабатываемость — это свойство металла, благодаря которому металл можно легко резать режущими инструментами для получения хорошей обработки поверхности.Например: латунь, низкоуглеродистая сталь
- (b) Ковкость — это свойство металла, благодаря которому его можно растягивать во всех направлениях с помощью молотка или прокатки. Например: олово, свинец
4) Определить твердость металла?
Это свойство металла, которое делает металл способным противостоять проникновению через поверхность других металлов. К твердым металлам относятся высокоуглеродистая сталь и быстрорежущая сталь.
5) Какова прочность металла?
Прочность — это свойство металла, благодаря которому металл без разрушения способен выдерживать изгиб или скручивание.Мягкая сталь и кованое железо — твердые металлы.
6) Определите следующие свойства металла: (a) плавкость (b) жесткость (c) пластичность
- Плавкость. Это свойство металла, благодаря которому металл становится жидким при нагревании.
- Жесткость. Это свойство металла, благодаря которому металл способен сопротивляться прогибу под действием приложенной извне нагрузки.
- Пластичность. Это свойство металла, благодаря которому металл можно без разрыва втягивать в проволоку.
7) Почему чугун перед обработкой выдерживают?
Для легкой обработки и сохранения режущей кромки инструмента.
8) Как углерод влияет на свойства стали?
Если содержание углерода выше, то степень твердости выше и температура плавления ниже. Если процентное содержание углерода ниже, легче производить ковку и сварку.
9) Почему станины станков сделаны из чугуна?
Потому что он имеет большую прочность на сжатие и незначительную усадку.Ему легко отлить любую цельную форму, он устойчив к износу и может поглощать вибрации.
10) Чем отличается кованое железо, чугун и чугун?
Кованое железо содержит менее 0,1% углерода и является продуктом пудлинговой печи. Чугун получают в вагранке. Он содержит 33,5% углерода в смешанном или свободном состоянии. Чугун — это железоуглеродистый сплав, содержащий 35% углерода, а также такие примеси, как марганец, сера и фосфор.Это продукт доменной печи.
.6 болезненных истин, которые помогут вам найти свою жизненную цель
Большинство людей понятия не имеют, чем они хотят заниматься в жизни. И это их пугает.
На самом деле, вопросы о «поиске цели своей жизни» — одни из самых распространенных писем, которые я получаю ежедневно. Всякий раз, когда я получаю вопрос по этой теме, я вспоминаю эту цитату Марка Мэнсона:
«Если вы не знаете, что делать с собой, что заставляет вас думать, что какой-нибудь придурок с веб-сайтом поступит так? Я писатель, а не гадалка.”
Марк Мэнсон, Screw Finding Your Passion
Мне всегда нравилась эта цитата, потому что … это правда. Это вредит. Он врезается в катану и заставляет задуматься: «Черт возьми, я пишу этому парню с какого-то сайта, чтобы он помог мне найти цель в жизни … что со мной не так?»
Какими бы резкими ни были эти слова, нет ничего плохого в том, чтобы вы спросили. Как далее объяснил Марк, в жизни большую часть времени нет однозначных ответов. Все в жизни НЕ знает, а потом все еще делает.
Он был прав, когда сказал, что какой-то болван на каком-то сайте не может знать, в чем ваша жизненная цель или в чем она должна быть. Однако у этого болвана есть несколько советов, которые помогут вам его найти.
1. Не существует «высшей» цели
Скорее всего, вы каким-то образом или в какой-то форме считаете, что были предназначены для определенной цели в жизни … вы просто еще не нашли ее. Вот почему это первая, хотя и самая болезненная правда, которую вам нужно понять:
Как и все остальное в жизни, ВЫ должны сами разбираться в дерьме.
Никто не будет определять за вас цель вашей жизни. Перестаньте искать «знак» того, что вы должны что-то делать. Жизнь — это все, что вы делаете. Некоторые из них хороши, некоторые плохи, но все они в конечном итоге имеют последствия.
Это может звучать жестоко, но вселенная безразлична. Миру все равно, нравится вам это или нет. Он даже не думает о тебе.
По большому счету, ты не важен. Через сто лет никто не вспомнит, что вы когда-либо жили.Их не волнуют проблемы, с которыми вы сталкивались, и то, прожили ли вы свою жизнь в полной мере или нет. Даже сегодня большинство людей просто не заботится о вас.
Эй, ну, положи нож.
Это не призыв к действию, чтобы вы начали резать себе запястья. Я говорю это не для того, чтобы заставить вас почувствовать себя никчемным, а для того, чтобы вы почувствовали, что наделены полномочиями .
Когда вы поймете, что у вас есть сила выбирать свою судьбу, это освобождает.Вы перестаете быть связанными обществом, своим наследием или мнениями других людей. Как только вы поймете, что вам не нужно играть роли, для которых вам «суждено», вы сможете сделать абсолютно все, что захотите. Небо это предел.
Женщинам было «суждено» уступать мужчинам (во многих странах, к сожалению, это до сих пор так). Африканцам «суждено» быть не более чем рабами. В западных странах вам, вероятно, было «суждено» работать на ненавистной работе и выйти замуж слишком рано.
Еще хуже, представьте, если бы вы узнали, что целью всей вашей жизни было не что иное, как сдать гребаное масло.
Рик из шоу Рик и Морти воплощает это понятие в полной мере. В сериале есть бесконечные реальности и бесконечные вселенные, поэтому независимо от того, что вы решите делать, где-то еще вы сделали противоположный выбор. Следовательно, ничто из того, что вы делаете, не имеет значения.
Большинство людей сочли бы это депрессивным, но Рик понимает, насколько это освобождает. Поскольку на самом деле ничего не имеет значения, ты можешь делать все, что хочешь. Нет никаких ограничений или ограничений.
Бля в поисках своей судьбы. Сделай свой собственный.
2. Выбери что-нибудь постоянное
Моя подруга как-то рассказала грустную историю про своего дедушку.
Большую часть своей жизни он заставлял себя работать по 12 часов в день, подрабатывая на работе, которая не была особенно интересной или значимой. Тем не менее, он никогда не жаловался и не сожалел об этом решении. Затем, выйдя на пенсию, он понял, что … он не знает, что ему нужно делать.

Большую часть жизни скучные, однообразные дела БЫЛИ целью его жизни.По его мнению, это то, что ему нужно было сделать, и он это сделал. Поэтому, когда это у него отняли, он остался ни с чем. Нет причин вставать с постели по утрам. Нет причин для оправдания каких-либо действий. Нет причин для беспокойства.
Эта потеря смысла сильно ударила по нему.
В то время как раньше с ним было приятно находиться, на пенсии он стал алкоголиком. Большую часть своих дней он напивается до забвения и оскорбляет всех, кто встречается на его пути. Это печальный поворот событий, но еще хуже то, что многие из нас движутся точно в том же направлении по .
Всякий раз, когда вы привязываете себя к чему-то временному, будь то работа, отношения или набор навыков, вы, естественно, испытываете депрессию, когда эти вещи отбрасываются. Если ваша жизненная цель связана с конкретным человеком, ваша жизнь будет казаться бессмысленной, если этот человек изменится, бросит вас или умрет. Если вы спортсмен, который получает необратимую травму и вам нужно выйти на пенсию, ваша жизненная цель испарится в мгновение ока.
Вот пример: Спортсмен может сказать: «Моя жизненная цель — толкать этот мяч», или они могут сказать: «Моя жизненная цель — помочь популяризировать этот вид спорта и сделать его лучше, чем раньше».
В первом случае можно играть около десяти лет, и все готово. * POOF * Ваша жизненная цель исчезла. Во втором случае вы можете быть отличным игроком, затем тренером, затем педагогом, затем комментатором, председателем совета директоров и так далее.
Целью вашей жизни должно быть то, что НИКОГДА не может закончиться. Если ваша цель — что-то более широкое, вы всегда можете найти способ внести в нее свой вклад до самой старости.
Для меня моя цель — найти способы сохранить душевные силы и помочь другим сделать то же самое.И я могу продолжать выполнять эту цель до самой смерти. Однако способ, которым я это делаю, , вероятно, со временем кардинально изменится.
Я не говорю, что вы не должны заботиться о своей работе, отношениях или окружении. Вы должны, но не они должны быть ЕДИНСТВЕННЫМ, что вас волнует. Я говорю о том, что вам нужно еще больше заботиться о чем-то еще .
Если Бэтмен потеряет все свое богатство, гаджеты и друзей и останется ни с чем и ни с кем, у него все равно будет та же жизненная цель, и он все равно будет посвящать ей такое же количество времени — только другими способами .
Вы можете бросить меня голым в джунгли, и я выйду в шиншилловом пальто, леопардовой шляпе и на 10 фунтов тяжелее.
Puff Daddy, Notorious
Таким же образом, если мой сайт исчезнет в одночасье, я буду опустошен, но цель моей жизни останется неизменной. Мне просто нужно будет найти другой способ сделать это правдой.
Выберите что-нибудь постоянное, и цель вашей жизни никогда не умрет.
3. Вы придаете значение вещам
Знаете ли вы, что сегодня у меня день рождения? С ДНЕМ РОЖДЕНИЯ МЕНЯ!!
Ну, на самом деле это не мой день рождения.Но если это так, зачем тебе все равно меня поздравлять? Это просто годовщина того дня, когда я родился. Это даже не то, чего я добился сам. Фактически, каждый человек вокруг вас добивался одного и того же (возможно, больше раз и лучше, чем вы).
Чей-то день рождения имеет значение, потому что мы, как общество, решаем это важно.
Большинство вещей, которые вам небезразличны, важны просто потому, что вы решаете, они важны.TMZ мог бы бредить тем, какая знаменитость что сделала, где и с кем, но мне было бы наплевать на это.
Это основано на реальных событиях, кстати.
Все потому, что я — это me , для я — решил, что эта информация не имеет значения для me .
А теперь взгляните на свою жизнь. Что тебя уже волнует? Семья, друзья, имущество? Марк Мэнсон подробно рассказал об этом в своей книге «Тонкое искусство не трахаться».Только вместо «Что тебя волнует?» Он сформулировал так: «Тебе на что наплевать?»
Он утверждал, что у каждого из нас есть очень ограниченное количество «траха», которое мы можем дать, и что мы должны отдавать их только тому, что имеет значение. И это правда.
Вещи, которыми вы владеете, в конечном итоге становятся вашими.
Тайлер Дерден, Бойцовский клуб
Цель жизни, по сути, — это то, что вам больше всего нравится. Вершина горы, на которую вы подниметесь всю оставшуюся жизнь, несмотря на все препятствия на своем пути.Это идеал, к которому вы стремитесь, хотя и знаете, что никогда его не достигнете.
Тем не менее, большинство из нас решает «трахнуть» все мелкие, временные и неважные вещи. Вы придаете слишком много значения тому, что вам говорят незнакомцы, даже если больше никогда их не увидите. Вы глубоко заботитесь о том парне в своей спортивной машине, который вас подрезал, хотя этот инцидент не имеет никакого значения для вашей жизни в целом.
Чтобы найти цель жизни, которая действительно заслуживает внимания, более критично относитесь к тому, чему вы придаете значение.Но будьте активны в этом отношении; сознательно, предпочитает не заботиться о повседневной ерунде, которая не имеет значения, поэтому вы можете тратить больше энергии на то, что действительно имеет значение (например, на мой день рождения).
Если все в вашей жизни имеет смысл, значит, ничего не имеет.
4. Цель жизни — не счастье.
Я уже говорил это раньше и повторю еще раз: я ненавижу самопомощь.
Да, я знаю, что мои сочинения подпадают под общий принцип «самопомощи», но большая часть материалов о самопомощи — это полная чушь.Я бы знал, потому что, когда был молод и легковерен, я ел это дерьмо и облизывал тарелку.
Но чем больше я действительно начинал думать о совете, который выполнял, тем больше я начинал понимать, насколько это смешно. И все сводится к лежащей в основе лжи, которую они постоянно продвигают:
Индустрия самопомощи утверждает, что счастье — ЕДИНСТВЕННАЯ вещь, которая имеет значение. Это не так.
Фактически, большинство людей вокруг вас тоже передают эту идею. Неважно, чем вы занимаетесь в жизни, «до тех пор, пока это делает вас счастливым».Это смешно.
Счастье — это легкая, эмоция. Это не требует усилий. Когда ты счастлив, ты счастлив. Мир прекрасен. Светит солнышко, щебечут птицы, а двойные радуги заставляют совсем потерять дерьмо от волнения.
Дело в том, что мы, люди, совершенно не умеем судить о своих эмоциях. Положительно или отрицательно, мы думаем, что они прослужат дольше и будут иметь больший эффект, чем обычно. Когда вы счастливы, вы чувствуете, что больше никогда не сможете грустить.Когда вам грустно, вы чувствуете, что уже ничто не сможет снова вызвать улыбку на вашем лице.
Затем, через несколько часов, ваше настроение меняется, как и ваши эмоции. Кто бы мог подумать?
То же самое и со счастьем. Когда ты счастлив, все прекрасно. Но как только это чувство ускользает, вы остаетесь сбитым с толку и грустите, что оно прошло. Итак, вы пытаетесь найти способ снова вернуть это удивительное чувство.
Счастье — это наркотик. Некоторое время вы чувствуете себя потрясающе, но эффекты временные, и вы сделаете все, чтобы исправить это.
Но большая часть жизни — это , а не счастья. Большинство дней скучны и обычны. На каждый счастливый момент вы будете испытывать четыре момента боли и агонии. За каждую «фазу медового месяца», которую вы проходите в отношениях, которые заставляют вас чувствовать чрезвычайно хорошо , вы будете переживать ссору или разрыв, из-за которых вы будете чувствовать себя чрезвычайно плохо .
Это просто жизнь. Он крутится по кругу.
Если вы просто продолжаете гоняться за счастьем, как собака гоняется за собственным хвостом, вы будете продолжать вращаться, пока у вас не закружится голова и вы не упадете в свою какашку.Долгосрочное счастье приходит от принятия отрицательных сторон жизни. Это происходит из-за того, что вы принимаете боль и в результате научитесь становиться сильнее.
Самопомощь становится все более популярной, потому что многие из нас просто хотят, чтобы им говорили: «Ты в порядке. Тебе нечего менять. Вам уготованы великие дела, и вы должны чувствовать это хорошо. А когда перестанешь чувствовать себя хорошо, купи мою новую книгу ».
Не гоняйся за счастьем. В конечном итоге это оставит вас несчастным.
5.По большей части, вы не особенный.
В поисках своей жизненной цели большинство людей исходят из предположения, что они абсолютно офигительные, а не другие, такие как я, особенные. Например, Однажды в Шаолине спец.
Хотя каждый из нас особенный в своем собственном опыте, и нет двух людей, проживающих две одинаковые жизни, по большей части вы такие же, как все. Вы хотите нравиться. Вы хотите, чтобы вас уважали. Вы хотите, чтобы ваша жизнь имела смысл, и вы хотите, чтобы ваша жизненная цель была уникальной для вас.
Поэтому, когда я говорю вам, что вы такие же, как все, мне больно. Если вы такие же, как все, и вам не нравится жизнь, которую ведет большинство людей, чем… следует ли вам ненавидеть свою жизнь? Стоит ли вам свернуться калачиком под душем, сжать колени и сидеть там вечность?
Конечно, нет. Пошел на хуй за то, что так легко сдался.

В глубине души вы это знаете. Вы ходите в школу или работаете, как многие, или сидите весь день на заднице, опять же, как многие. И хотя некоторые из нас готовы взбираться на горы и открывать для себя новые элементы, совершать научные открытия и бороться за права человека, большинство из нас просто… живут.
Каждую неделю я получаю десятки писем от людей, которые делятся историями своей жизни и уникальными проблемами. Каждый застрял в собственном пузыре и не осознает, что … их проблемы не уникальны. Конечно, нет. Люди есть люди.
На самом деле, я держу пари на свое левое яичко, что вещь №1, которая беспокоит вас в этот момент, подпадает под одну из этих пяти категорий:
- Тревога (чрезмерное мышление, навязчивые мысли, паранойя)
- Социальное поведение ( чувство застенчивости, неуверенности, замкнутости, неуважения)
- Производительность (прокрастинация, дисциплина, сосредоточенность, обучение)
- Жизненная цель (поиск смысла или страсти, риск, застревание на работе, которую вы ненавидите)
- Отношения (проблемы с друзьями, семьей или романтическим партнером)
Как я это узнаю? Потому что на самом деле я просмотрел сотни писем, которые получил только за последние несколько месяцев, а затем отсортировал их по популярности и частоте их появления.По крайней мере, я знаю, что вы боретесь с №4.
Не думайте, что вы особенный, просто существуя. Станьте особенным своими действиями.
6. Вы не знаете, чего хотите.
На момент написания этой статьи большую часть времени я трачу на то, чтобы писать о мышлении и отвечать на миллионы писем в день от людей, которые ищут совета. Добавьте к этому кучу деловых и маркетинговых материалов, и вы поймете, почему я обычно испытываю стресс 24/7.
Но вот загвоздка.Несмотря на то, что Mind of Steel вызывает беспрецедентное давление и стресс в моей любви, я бы не променял это на мир. Даже когда это сложно, я знаю, что делаю то, что должен делать.
Так откуда я узнал, что это должно быть моей «целью жизни»?
Ну… я не знал. Я понятия не имел. Если бы вы запрыгнули в свое любимое устройство для путешествий во времени, будь то телефонная будка, DeLorean или ТАРДИС, вернулись на десять лет назад и сказали моему 18-летнему себе, что я буду зарабатывать на жизнь блогом, он, вероятно, смейтесь в лицо.
Я знаю, что за засранец. Вы отправились в прошлое, а он просто смеется вам в лицо.
 И вообще, откуда у него хватит смелости смеяться над кем-нибудь?
И вообще, откуда у него хватит смелости смеяться над кем-нибудь?Но дело в том, что он рассмеялся, потому что я даже не думал о создании блога, пока мне не исполнилось 22 года. Когда я начал Mind of Steel еще в 2014 году, это было с компьютера в библиотеке моего университета между уроками. Я просто писал разовые статьи, думая, что их никто не прочитает.
Хотя я все еще делилась полезными советами о психологической силе, я не умел хорошо писать и не так много знал о психологии, лежащей в основе того, что я писал.
Со временем у меня начали появляться читатели, затем больше читателей, потом люди начали присылать мне электронные письма о серьезных проблемах, поэтому я начал изучать психологию, посещать курсы, учиться писать и так далее. Перенесемся на несколько лет вперед, и вот мы здесь.
Смысл в следующем: Моя «цель жизни» со временем менялась. И твоя тоже. Перед тем, как вести этот блог, я запустил онлайн-проект, который провалился. До этого я работал на разных работах, которые мне не очень нравились. До этого я потратил более 10 лет, пытаясь стать аниматором мирового уровня и пытаясь развить свои навыки рисования.
По мере того, как вы растете как личность, ваши интересы и ценности изменятся. И чем больше вы меняетесь, тем больше меняется ваша жизненная цель.
Я перепробовал множество вещей, прежде чем нашел то, что мне действительно нравится. Всякий раз, когда я получаю электронное письмо от кого-то, кто воспользовался моим советом, чтобы изменить свою жизнь, это чувство стоит всех бессонных ночей, проведенных над моим столом, проектируя мой сайт так, чтобы люди действительно прочитали его в первую очередь.
 Еще помогла пачка кофе.
Еще помогла пачка кофе.Из всего того, что я раньше пробовал, по сути, мне это не нравилось. Мне не нравилось рисовать весь день, или иметь бизнес-мышление, или заниматься спортом, пока у меня не сломались колени. Забудьте, было ли это моей «целью жизни» — мне это просто не нравилось.
По той же причине я люблю цитату Марка с самого начала. Нет «правильного ответа». Нет единственной жизненной цели, которую вам нужно «выяснить». Вы можете изменить или поменять свою жизненную цель в любой момент жизни столько раз, сколько захотите.
И скорее всего, вы уже знаете, то, что вы любите делать больше всего на свете. Вы просто боитесь дать этому шанс.
«Люди говорят, что нужно иметь большую страсть к тому, что вы делаете, и это абсолютно верно. Причина в том, что если вы этого не сделаете, любой разумный человек сдался бы. Так что если вам это не нравится, если вам это не нравится, вы собираетесь сдаться ».
Стив Джобс
Выбирайте цель своей жизни с умом, но не волнуйтесь, если вы облажаетесь.Вы всегда можете выбрать снова.
7. Это нормально быть невежественным
Наконец, вы, возможно, читаете все это и думаете про себя:
«Но Фил, я до сих пор понятия не имею, что делать и с чего начать!»
И знаете что? Совершенно нормально. Черт, в этой статье должно было быть только «6 болезненных истин», но здесь мы находимся на №7. Вещи меняются.
Не знать, чего ты хочешь, — это нормально. Никто из нас, включая меня, не знает, что, черт возьми, мы делаем большую часть времени.Мы просто делаем выбор и надеемся на лучшее. Иногда что-то получается, иногда нет.
Если все эти разговоры о том, что вы не особенный и все бессмысленно, привели вас в депрессию, помните: жизнь — это не просто счастье. Этого никогда не было и не должно было быть. Однако это не должно быть просто болью. А постоянное беспокойство о том, что вы «должны делать», просто добавляет ненужной боли в вашу жизнь.
Так что перестаньте так сильно беспокоиться о «поиске цели своей жизни».Просто продолжай жить. Найдите то, что вам нравится делать, и делайте больше. Выберите риск и измените свою жизнь. Или решите остаться прежним и ценить то, что у вас есть.
По словам легендарного Рика Санчеса: «Независимо от того, что вы выберете, вы наконец-то охладитесь». В конце концов, это все, что вы, вероятно, искали.
Прежде, чем ты уйдешь : Если бы мне пришлось выбрать один навык, который гарантировал, что ты сможешь справиться с ЛЮБОЙ жизнью, которую бросает тебе жизнь, это определенно была бы психическая сила.Вот почему я написал Справочник Mind of Steel — пошаговое руководство по формированию и поддержанию сильного мышления. Проверить это.
.