Зачем менять Полярность при сварке Электродами
Чтобы ответить на вопрос зачем менять полярность при сварке электродами, для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный, или переменный ток.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение. Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь.
Прямая полярность используется при сварке цветных металлов (медь, латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла.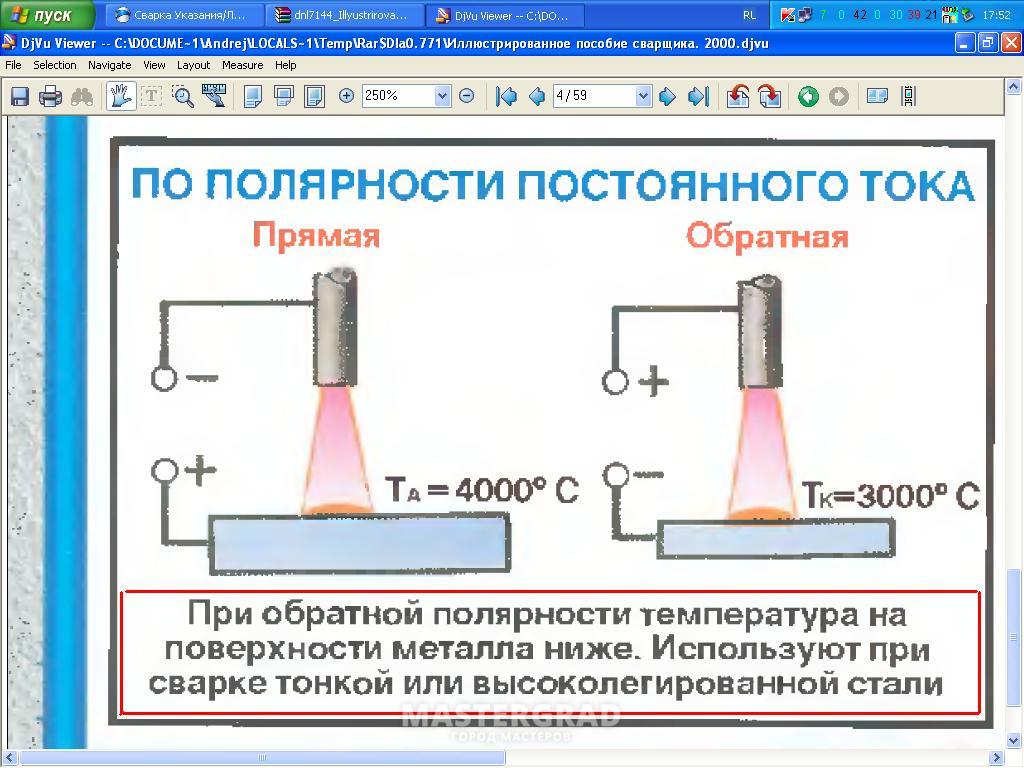 Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обратная полярность используется при сварке высоколегированых сталей, тонколистовых металлов, нержавейки, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того, какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Как подключать сварочный аппарат плюс и минус: сварка электродом полярность
Электрод с плюсом
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.

- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом.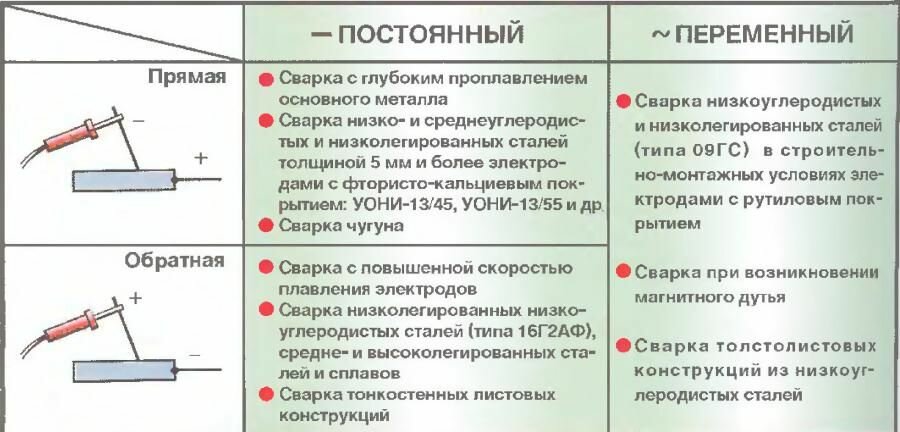 На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного.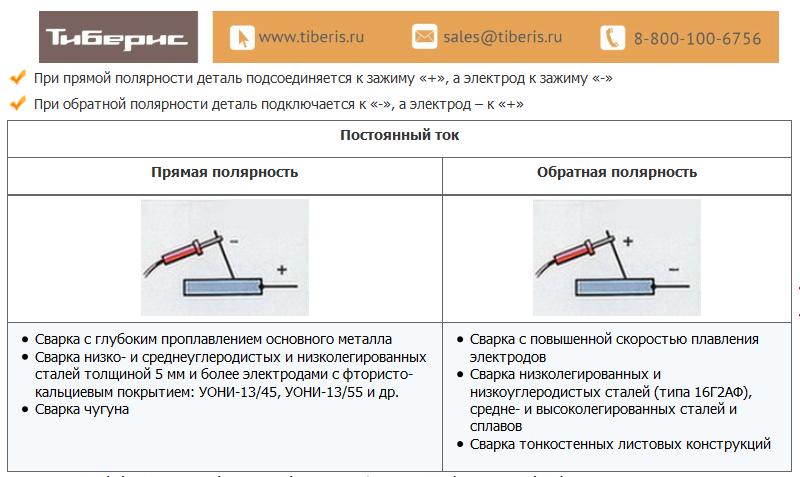
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.

- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.

- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.

- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Поделись с друзьями 0 0 1 0
Источник: https://svarkalegko.com/tehonology/pryamaya-i-obratnaya-polyarnost.html
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается.
 Этот способ соединения позволяет сваривать тонкостенные заготовки.
Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.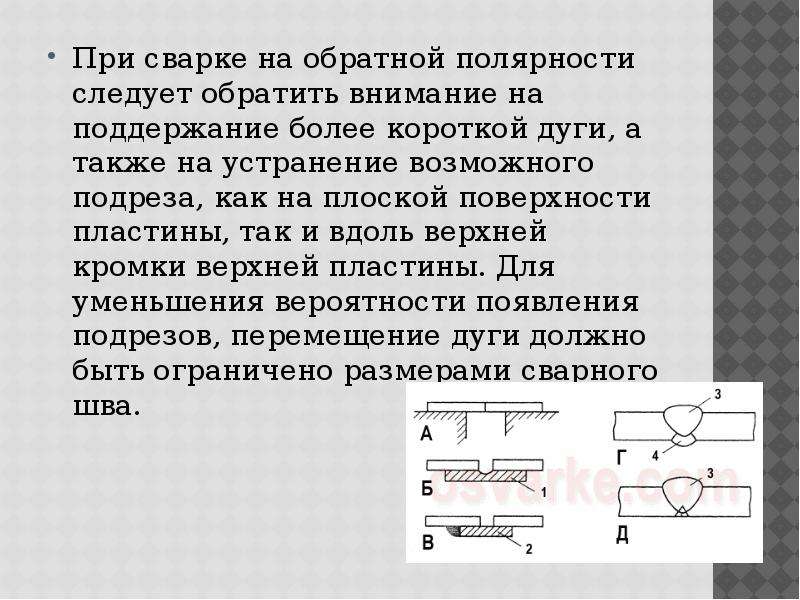
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями.
 Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.

- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Источник: https://electric-220.ru/news/poljarnost_pri_svarke_invertorom/2019-05-17-1690
Плюс и минус на сварке. Прямая и обратная полярность. Сварка током обратной полярности.
Чтобы ответить на вопрос зачем менять полярность при сварке электродами , для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный , или переменный ток .
Электрическая дуга зажигается искровым генератором между электродом и деталью. Электрод представляет собой только клемму одного из полюсов и не добавляется в плавильный пул. Следовательно, используются электроды с высокой температурой плавления и высокой эмиссией. Для пайки стали, меди, никеля, титана и т. д. постоянный ток с прямой полярностью используется при нагреве электрода за вычетом обратной полярности. Алюминий и его сплавы обычно свариваются с переменным током. Переменный ток дает дугу, которая очищает пластину в положительном цикле, что позволяет легко течь.
д. постоянный ток с прямой полярностью используется при нагреве электрода за вычетом обратной полярности. Алюминий и его сплавы обычно свариваются с переменным током. Переменный ток дает дугу, которая очищает пластину в положительном цикле, что позволяет легко течь.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение . Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При всем этом управлении вы можете добиться чрезвычайно стойких сварных швов с наивысшим качеством отделки. Преимущества Отличная сварочная сварочная обработка Обработка сварных швов с меньшим количеством сварных швов Низкая чувствительность к межкристаллитной коррозии Без всплесков Может быть автоматизирована Стоимость оборудования очень разумная Расходные материалы и аксессуары, легко доступные на рынке.
Ограничения Трудность использования при наличии воздушного потока Недостаточная для сварки пластин более 6 мм, для которых мы имеем другие более эффективные процессы. Низкая производительность из-за низкой скорости осаждения материала Процесс зависит от способности сварщика, когда он не автоматизирован.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода ; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Если вы смотрите прямо на сварочную дугу, даже на короткое время, это может привести к ожогам вашей роговицы, которая чрезвычайно чувствительна к ярким светорам, например, непосредственно глядя на солнечный свет, снег, яркие отражения и т.д. технически излучение дуги вызывает воспаление в роговице, вызванное.
Избыток ультрафиолетовых лучей, генерируемых сваркой, который, как известно офтальмологам, называется «Излучение дуги». Один из наиболее распространенных симптомов, указывающих на то, что вы «сожгли» свою роговицу, — это ощущение, что кто-то «тыкает» ваши глаза ночью. Использование «сварочной маски» является обязательным и необязательным. Во время сварки с прохожими рекомендуется использовать занавеску и не забывайте предупреждать окружающих, особенно детей и даже мелких животных, таких как кошки и собаки, поскольку они также могут пострадать.
Прямая полярность используется при сварке цветных металлов (медь , латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия , так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
Пример защиты шторного типа в секции сварки.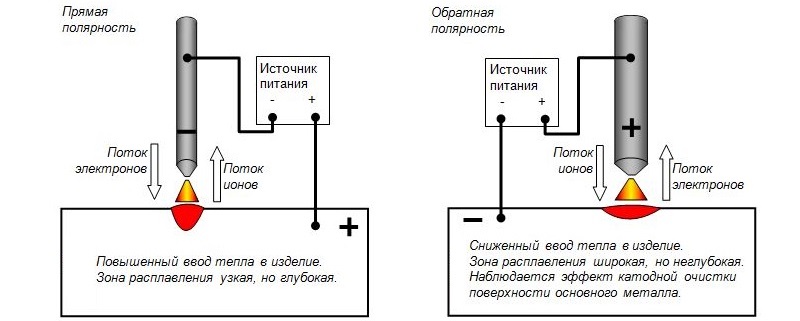 Выделенные пары связаны с типом свариваемого материала, силой тока, способностью сварщика, очисткой листа, сваркой, вентиляцией участка и т.д. существуют типы материалов, которые могут генерировать чрезвычайно ядовитые газы, например, при цинковой сварке, и очень важно, чтобы сварщик знал переменные объекта и предотвращал загрязнение. Все это кумулятивно, и сварочные отделы должны иметь хорошую вентиляцию или даже выхлопные газы. Никогда не сваривайте в помещении, как внутри гаража.
Выделенные пары связаны с типом свариваемого материала, силой тока, способностью сварщика, очисткой листа, сваркой, вентиляцией участка и т.д. существуют типы материалов, которые могут генерировать чрезвычайно ядовитые газы, например, при цинковой сварке, и очень важно, чтобы сварщик знал переменные объекта и предотвращал загрязнение. Все это кумулятивно, и сварочные отделы должны иметь хорошую вентиляцию или даже выхлопные газы. Никогда не сваривайте в помещении, как внутри гаража.
Сварочный свет производит большое количество ультрафиолетовых лучей и может вызвать ожоги, как если бы вы были подвержены воздействию солнца. Также важно защищать лицо, руки, руки, ноги. Поскольку сварка часто «размахивает» небольшими кусками раскаленного металла, наиболее заметными являются «царапины».
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обычно встречаются в мастерских и отраслях. Не говоря уже о легковоспламеняющихся растворителях и красках. Поэтому перед началом сварки. Помните, что пенные или водные огнетушители не рекомендуются по понятным причинам: электричество сварочных машин и их установок. Это факт, что многое уже сожжено, пытаясь освободить тюлени огнетушителей.
Офисы и отрасли промышленности часто являются шумными местами, и использование демпферов в соответствии с состоянием местоположения имеет важное значение. Но если у вас более одного. Он используется для сварки стали. Только паяльная машина не может быть шумной. нержавеющая сталь.
Обратная полярность используется при сварке высоколегированых сталей , тонколистовых металлов, нержавейки , так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Этот вариант идеально подходит для сварки цветных материалов. При таком типе сварки электрод будет чередоваться между положительным и отрицательным. углеродистой стали. Элемент панели управления слева направо: разъем факела Газовый разъем Гнездовой разъем горелки Отрицательный зажимной разъем.
Это разъемы, которые соединяют факел с оборудованием. Один для газа и один для запуска триггера. На передней части устройства. Разъем триггера газового разъема. Где все соединения будут подключены. Мы имеем слева направо. Время для сборки электрода. Электрод. Мы первоначально разместим диффузор на факеле диффузора.
Следовательно менять полярность нужно в зависимости от того , какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Качественное сварное соединение, при работе с аппаратами постоянного тока, во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Он будет заправлен в факел. на дне его. Затяните плотно. Соблюдайте небольшой крутящий момент с помощью двух плоскогубцев. Но чтобы сломать меня, чтобы подтянуть, давайте поместим верх факела. Пропустите сопло сопла. Это должно быть хорошо утечка. Что может привести к загрязнению во время сварки. Который должен быть в хорошем состоянии. Чтобы предотвратить утечку в факеле.
Теперь пришло время установить вилку, чтобы наблюдать, что рядом с винтовой резьбой вилки. Таким образом, именно в этот момент мы регулируем «сколько» вольфрамового электрода. Теперь мы с факелом, смонтированным и готовым к использованию. Подсоединение отрицательного когтя теперь позволяет установить отрицательный коготь.
Теперь мы с факелом, смонтированным и готовым к использованию. Подсоединение отрицательного когтя теперь позволяет установить отрицательный коготь.
Сварка постоянным током подразумевает наличие гнезда, для подключения к «+» и «–» сварочного аппарата. В зависимости от того, куда подключена масса, а куда электрод и различают полярность.
- Прямая полярность – схема подключения, при которой к плюсовому гнезду присоединяется масса, а к минусу – электрод. При этом род и полярность тока обуславливает существование анодного и катодного пятен. При таком подключении анодное(более горячее) образуется на стороне заготовки.
- Обратная полярность – масса присоединена к минусу, а электрод к плюсу. На обратной полярности при сварке постоянным током анодное пятно с более высокой температурой, образуется на противоположной стороне, то есть — электроде.
Обратите внимание! Сварка переменным током подразумевает самостоятельное изменение полярности до сотни раз в секунду, поэтому в таких случаях соблюдать схему подключения не имеет смысла.
Разъем прост и функциональен, он остается подключенным к «положительному» выходу оборудования. Вставлен в разъем. Поверните по часовой стрелке, чтобы заблокировать его. Но он очень прост. Он имеет определенную позицию для соответствия. Установка аргонового регулятора на цилиндр.
И затяните зажим. Используется при этой сварке. Конечный результат близок к окончательному результату. Из 5 мм каждый на отопление. То есть: мы сделаем металлы собраны вместе без добавления материала, в котором мы используем 85 ампер мощности в этом сварном шве. Мы должны сварить две части стали.

Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Уже появляется нагретый сварной шов, завершающий результат. Давайте намотаем две части трубки из нержавеющей стали. Из 3 мм начальной стены. Завершая окончательный результат, мы сварим две части трубки из нержавеющей стали. стены 3 мм. Они защищены от атмосферного загрязнения инертным газом. Этот процесс в основном относится к производству ультрачистых металлов. С минимальным плавлением и электроэрозией. Обычно при сварке алюминия. Увеличьте срок службы электрода. Иридий и церий. Вольфрамовый электрод.
Лантан. сварочная дуга. торий. Добавление этих компонентов вольфрамовый электрод обычно осуществляется в пропорциях от 1% до 4%. Является стержнем из вольфрамового металла. Электрода и сварочной ванны. Обычно используются оксиды металлов: цирконий. И быть отличным проводником электронов. повышенная стабильность дуги. Они производятся металлургическим процессом самого высокого уровня. Называется «спекание». И признается за его эффективные преимущества. Его температура плавления. Обычно аргон. Все эти оксиды увеличивают простоту открытия дуги.
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно.
 Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву. - Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Ториум используется в течение многих лет. Цирконий используется с переменным током. Обычно содержит небольшое количество других оксидов металлов. Газ «Гелий» также является вариантом. а также возможность разумно обрабатывать подавляющее большинство сварочных работ. и для стоимости.
Газ «Гелий» также является вариантом. а также возможность разумно обрабатывать подавляющее большинство сварочных работ. и для стоимости.
В Бразилии. Тем самым позволяя вам рассчитать, сколько газа вы потратили или все еще имеете внутри цилиндра. Частичное или полное воспроизведение запрещено, за пределами Системы, без прямого разрешения вашего регионального отдела. Электрод и бассейн расплава защищены газообразной атмосферой, состоящей из инертного газа, то есть газа, который не реагирует с другими материалами, или смеси инертных газов, обычно аргона или гелия. В зависимости от применения припоя можно добавлять материал в расплав; В этом случае материал должен быть совместим с основным металлом. Это процесс, подходящий практически для всех металлов, в частности титановых, циркониевых, алюминиевых и магниевых сплавов, легированных сталей, нержавеющих сталей, никелевых сплавов и специальных сплавов. Это широко используемый процесс сварки труб в аэрокосмической и атомной промышленности и ремонтных работах из-за простоты в управлении процессом и возможности использования дополнительного материала. Преимущества Этот процесс имеет преимущество высококачественных сварных швов, отсутствие шлака и брызг и может использоваться во всех положениях и типах соединений. Кроме того, вольфрам называется термоэлектронным, поскольку легко излучать электроны, что значительно облегчает стабильность дуги; вольфрам может быть чистым или с циркониевыми или ториевыми сплавами. Чистые вольфрамовые электроды имеют преимущество в снижении стоимости и меньшем измельчении при использовании переменного тока. С другой стороны, недостатки — это трудность открытия арки и более низкая долговечность. Химический состав электрода. Химические элементы, добавленные к электроду, важны для обеспечения лучшей производительности процесса сварки. Электроды с добавлением диоксида циркония или титана обладают такими преимуществами, как повышенная долговечность, более высокая прочность с более высокими потенциями и лучшими свойствами воспламенения. С другой стороны, недостатками при использовании переменного тока являются более высокая стоимость, более высокий эффект шлифования и более низкая стабильность дуги.
 Электрод с диоксидом циркония имеет хорошие характеристики при использовании с переменным током и обладает высокой устойчивостью к загрязнению. Этот препарат выполняется путем шлифования наконечника, всегда в продольном направлении, для облегчения направления электронов. В особых случаях шлифовальные метки удаляются полировкой. При сварке постоянным током кончик электрода должен быть заострен. Правильный наконечник конуса можно получить по практическому правилу: высота конуса должна быть в два раза больше диаметра электрода. В случае сварки переменного тока наконечник электрода должен быть слегка закруглен. Выбор электрода. Выбор типа и диаметра электрода должен учитывать толщину и тип материала, тип соединения, количество проходов и параметры сварки, такие как сила тока и напряжение, а также химический состав электрода, Диаграмма помогает выбрать электрод. Рассматриваются следующие параметры: длина дуги, скорость сварки, расход газа и сварочный ток. Длина дуги Длина дуги — это расстояние между наконечником электрода и основным металлом; Увеличение длины также увеличивает напряжение дуги под заданным сварочным током и данным защитным газом.
Электрод с диоксидом циркония имеет хорошие характеристики при использовании с переменным током и обладает высокой устойчивостью к загрязнению. Этот препарат выполняется путем шлифования наконечника, всегда в продольном направлении, для облегчения направления электронов. В особых случаях шлифовальные метки удаляются полировкой. При сварке постоянным током кончик электрода должен быть заострен. Правильный наконечник конуса можно получить по практическому правилу: высота конуса должна быть в два раза больше диаметра электрода. В случае сварки переменного тока наконечник электрода должен быть слегка закруглен. Выбор электрода. Выбор типа и диаметра электрода должен учитывать толщину и тип материала, тип соединения, количество проходов и параметры сварки, такие как сила тока и напряжение, а также химический состав электрода, Диаграмма помогает выбрать электрод. Рассматриваются следующие параметры: длина дуги, скорость сварки, расход газа и сварочный ток. Длина дуги Длина дуги — это расстояние между наконечником электрода и основным металлом; Увеличение длины также увеличивает напряжение дуги под заданным сварочным током и данным защитным газом.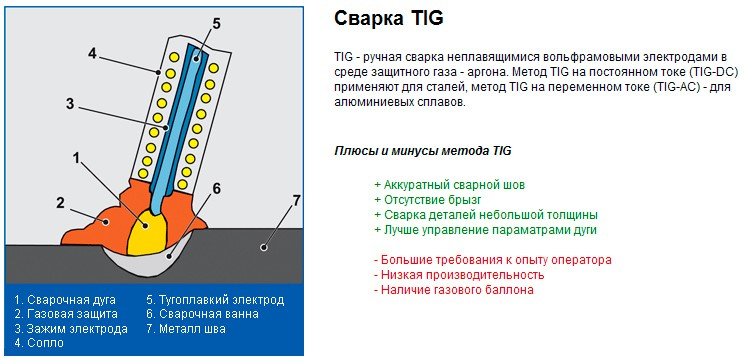 Длина дуги влияет на сварной шов, который будет тем больше, чем больше дуга. Очень короткая или очень длинная дуга становится неустойчивой, что способствует образованию пористости, укусов и отсутствия слияния. Скорость сварки Скорость сварки влияет на проникновение и ширину сварного шва; Таким образом, если скорость увеличивается, то проникновение и шнур уменьшаются, а также усиливается при сварке с добавлением металла. Повышенная скорость улучшает эффективность и производительность сварки, снижая издержки производства; Однако слишком высокие скорости могут вызывать разрывы, такие как отсутствие проникновения и укусов. Поток газа Для эффективной защиты от газа необходимо учитывать поток газа. Поток должен быть достаточно прочным, чтобы вывести воздух из зоны сварки и таким образом защитить бассейн расплава; Однако высокая скорость потока может вызвать турбулентность в потоке газа, что приводит к разрыву или дефектам шнура и нестабильности дуги, не говоря уже о более высокой стоимости сварки.
Длина дуги влияет на сварной шов, который будет тем больше, чем больше дуга. Очень короткая или очень длинная дуга становится неустойчивой, что способствует образованию пористости, укусов и отсутствия слияния. Скорость сварки Скорость сварки влияет на проникновение и ширину сварного шва; Таким образом, если скорость увеличивается, то проникновение и шнур уменьшаются, а также усиливается при сварке с добавлением металла. Повышенная скорость улучшает эффективность и производительность сварки, снижая издержки производства; Однако слишком высокие скорости могут вызывать разрывы, такие как отсутствие проникновения и укусов. Поток газа Для эффективной защиты от газа необходимо учитывать поток газа. Поток должен быть достаточно прочным, чтобы вывести воздух из зоны сварки и таким образом защитить бассейн расплава; Однако высокая скорость потока может вызвать турбулентность в потоке газа, что приводит к разрыву или дефектам шнура и нестабильности дуги, не говоря уже о более высокой стоимости сварки. На рынке доступны 10 адаптивных устройств с факелом, которые обеспечивают более плавный и эффективный поток газа. Правило для определения идеальной скорости потока состоит в том, чтобы провести испытание, начиная с высокого потока и постепенно уменьшаться до тех пор, пока не начнется поверхностное окисление шнура; идеальный расход будет самым близким и самым высоким. Низкий расход не обеспечивает адекватной защиты плавильной лужи, что также приводит к разрыву. 11 В случае механизированной сварки используются катушки проката. Диаметры нитей и нитей различны. Материалы и сплавы, используемые при изготовлении палочек, различны; Классифицируются по их химическому составу и по свойствам осажденного металла. Важно, чтобы аддитивный металл не содержал влаги, жира и окисления. Выбор добавочного металла. Выбор металла с добавлением учитывает такие факторы, как схожесть основного металла, химический состав, механические свойства и разумные затраты. Диаметр провода или измерительного щупа должен соответствовать толщине свариваемых деталей или количеству материала, подлежащего осаждению.
На рынке доступны 10 адаптивных устройств с факелом, которые обеспечивают более плавный и эффективный поток газа. Правило для определения идеальной скорости потока состоит в том, чтобы провести испытание, начиная с высокого потока и постепенно уменьшаться до тех пор, пока не начнется поверхностное окисление шнура; идеальный расход будет самым близким и самым высоким. Низкий расход не обеспечивает адекватной защиты плавильной лужи, что также приводит к разрыву. 11 В случае механизированной сварки используются катушки проката. Диаметры нитей и нитей различны. Материалы и сплавы, используемые при изготовлении палочек, различны; Классифицируются по их химическому составу и по свойствам осажденного металла. Важно, чтобы аддитивный металл не содержал влаги, жира и окисления. Выбор добавочного металла. Выбор металла с добавлением учитывает такие факторы, как схожесть основного металла, химический состав, механические свойства и разумные затраты. Диаметр провода или измерительного щупа должен соответствовать толщине свариваемых деталей или количеству материала, подлежащего осаждению. Эта информация доступна в каталогах производителей. Содержание влаги также является важным фактором, который необходимо контролировать. Выбор газа зависит от таких факторов, как тип свариваемого металла, толщина деталей и положение сварки. 70% и 30% и 30% и 70% смеси аргона и гелия представляют лучшие результаты при сварке цветных металлов, таких как алюминий, магний и сплавы. Выбор газа важен, поскольку он влияет на скорость сварки. Гелий требует высоких сварочных напряжений, что требует более высокой энергии при одинаковой длине тока и дуги; Обеспечивает большое проникновение сварного шва; Представляет высокую стоимость, но, в свою очередь, обеспечивает более высокую скорость в случае автоматической сварки алюминия и его сплавов. При автоматической сварке алюминия и его сплавов можно использовать чистый гелиевый газ с постоянным током и отрицательной полярностью. Состоит из источника электрической энергии, который может быть в то же время трансформатором, в случае переменного тока или выпрямителя или генератора, в случае постоянного тока; Факел с опорой для электрода; Проводящий кабель для защитного газа; Один кабель для системы охлаждения и один для питания; источник газа, который может быть цилиндром и регулятором давления, или набор цилиндров с каналами для подачи распределительной сети в случае сварки несколькими рабочими станциями; И регулятор потока газа.
Эта информация доступна в каталогах производителей. Содержание влаги также является важным фактором, который необходимо контролировать. Выбор газа зависит от таких факторов, как тип свариваемого металла, толщина деталей и положение сварки. 70% и 30% и 30% и 70% смеси аргона и гелия представляют лучшие результаты при сварке цветных металлов, таких как алюминий, магний и сплавы. Выбор газа важен, поскольку он влияет на скорость сварки. Гелий требует высоких сварочных напряжений, что требует более высокой энергии при одинаковой длине тока и дуги; Обеспечивает большое проникновение сварного шва; Представляет высокую стоимость, но, в свою очередь, обеспечивает более высокую скорость в случае автоматической сварки алюминия и его сплавов. При автоматической сварке алюминия и его сплавов можно использовать чистый гелиевый газ с постоянным током и отрицательной полярностью. Состоит из источника электрической энергии, который может быть в то же время трансформатором, в случае переменного тока или выпрямителя или генератора, в случае постоянного тока; Факел с опорой для электрода; Проводящий кабель для защитного газа; Один кабель для системы охлаждения и один для питания; источник газа, который может быть цилиндром и регулятором давления, или набор цилиндров с каналами для подачи распределительной сети в случае сварки несколькими рабочими станциями; И регулятор потока газа. 15 Факел служит опорой для вольфрамового электрода, а также обеспечивает защитный газ. Внутри факела есть зажим, который удерживает электрод, и его следует выбирать в соответствии с диаметром электрода. Широкий выбор факелов, доступных на рынке, позволяет адаптировать его к труднодоступным сварным швам. Сопло горелки, которое может быть керамическим или металлическим, имеет функцию направления защитного газа; Его также следует выбирать в зависимости от толщины и формы сварочного шва или используемого электрического тока. Диаметр газового сопла должен быть достаточно большим, чтобы адекватно защитить расплавленную лужу и нагретую зону. Практическое правило говорит, что внутренний диаметр сопла должен быть в четыре раза больше диаметра электрода. Система охлаждения факела Сильное дуговое дутье и большие токи требуют охлаждения факела и сварочного кабеля. Таким образом обеспечивается адекватная защита, и оборудование становится гибким и простым в обращении. Охлаждение факела может осуществляться водой или воздухом.
15 Факел служит опорой для вольфрамового электрода, а также обеспечивает защитный газ. Внутри факела есть зажим, который удерживает электрод, и его следует выбирать в соответствии с диаметром электрода. Широкий выбор факелов, доступных на рынке, позволяет адаптировать его к труднодоступным сварным швам. Сопло горелки, которое может быть керамическим или металлическим, имеет функцию направления защитного газа; Его также следует выбирать в зависимости от толщины и формы сварочного шва или используемого электрического тока. Диаметр газового сопла должен быть достаточно большим, чтобы адекватно защитить расплавленную лужу и нагретую зону. Практическое правило говорит, что внутренний диаметр сопла должен быть в четыре раза больше диаметра электрода. Система охлаждения факела Сильное дуговое дутье и большие токи требуют охлаждения факела и сварочного кабеля. Таким образом обеспечивается адекватная защита, и оборудование становится гибким и простым в обращении. Охлаждение факела может осуществляться водой или воздухом. Водяное охлаждение. Вода, используемая для охлаждения, должна быть очищена, чтобы не ограничивать или забивать проходы, из-за чего оборудование перегревается и не работает. В тех случаях, когда доступная вода не очищается, рекомендуется использовать фильтры. В большинстве мастерских есть питьевое водоснабжение; Однако иногда работа выполняется на больших мастерских или в полевых условиях, 17 Воздушное охлаждение Факел также может быть оснащен воздушным охлаждением; Эта система ограничена током около 200 А, согласно изготовителю, и используется при сварке тонких пластин с очень низким рабочим циклом. Горелка с воздушным охлаждением легче и имеет более низкую стоимость, чем система водоснабжения. Апертура выполнена с помощью устройств, которые образуют тип пилотной дуги. Наиболее часто используется высокочастотный воспламенитель, который обеспечивает высоковольтный и высокочастотный сигнал 5 кВ и 5 кГц и позволяет ионизировать газовый столбец между электродом и частью, вызывая открытие. За несколько секунд до открытия дуги рекомендуется запустить поток инертного газа; Этот временной интервал известен как предварительная утечка газа.
Водяное охлаждение. Вода, используемая для охлаждения, должна быть очищена, чтобы не ограничивать или забивать проходы, из-за чего оборудование перегревается и не работает. В тех случаях, когда доступная вода не очищается, рекомендуется использовать фильтры. В большинстве мастерских есть питьевое водоснабжение; Однако иногда работа выполняется на больших мастерских или в полевых условиях, 17 Воздушное охлаждение Факел также может быть оснащен воздушным охлаждением; Эта система ограничена током около 200 А, согласно изготовителю, и используется при сварке тонких пластин с очень низким рабочим циклом. Горелка с воздушным охлаждением легче и имеет более низкую стоимость, чем система водоснабжения. Апертура выполнена с помощью устройств, которые образуют тип пилотной дуги. Наиболее часто используется высокочастотный воспламенитель, который обеспечивает высоковольтный и высокочастотный сигнал 5 кВ и 5 кГц и позволяет ионизировать газовый столбец между электродом и частью, вызывая открытие. За несколько секунд до открытия дуги рекомендуется запустить поток инертного газа; Этот временной интервал известен как предварительная утечка газа. Затем дуга освещается с помощью высокочастотного воспламенителя, а факел направляется в конкретное место, чтобы обеспечить формирование плавильного пула; Когда лужа достигает требуемого размера, может начаться сварка. Высокочастотный сигнал имеет очень низкую мощность и не влияет на безопасность оператора. Газовый баллон. Защитный газ поставляется в стальных цилиндрах под давлением. Обычно устройства имеют устройство, которое препятствует воспламенению искр при открытии дуги. Этот тип цепи применяется при сварке стальных, медных, хромоникелевых аустенитных сталей и жаропрочных сплавов. 19 Концентрация тепла составляет около 30% в части и 70% в электроде. Полученный сварной шов широкий, с небольшим проникновением. Чистящий эффект возникает при воздействии электрической дуги: электроны, покидающие основной металл или ионы газа, бомбардируют оксидную пленку, вызывая ее разрушение. Однако, поскольку положительная полярность мало используется, обычно используется переменный ток, чтобы вызвать этот эффект, поскольку пробой оксида происходит в положительной половине цикла.
Затем дуга освещается с помощью высокочастотного воспламенителя, а факел направляется в конкретное место, чтобы обеспечить формирование плавильного пула; Когда лужа достигает требуемого размера, может начаться сварка. Высокочастотный сигнал имеет очень низкую мощность и не влияет на безопасность оператора. Газовый баллон. Защитный газ поставляется в стальных цилиндрах под давлением. Обычно устройства имеют устройство, которое препятствует воспламенению искр при открытии дуги. Этот тип цепи применяется при сварке стальных, медных, хромоникелевых аустенитных сталей и жаропрочных сплавов. 19 Концентрация тепла составляет около 30% в части и 70% в электроде. Полученный сварной шов широкий, с небольшим проникновением. Чистящий эффект возникает при воздействии электрической дуги: электроны, покидающие основной металл или ионы газа, бомбардируют оксидную пленку, вызывая ее разрушение. Однако, поскольку положительная полярность мало используется, обычно используется переменный ток, чтобы вызвать этот эффект, поскольку пробой оксида происходит в положительной половине цикла.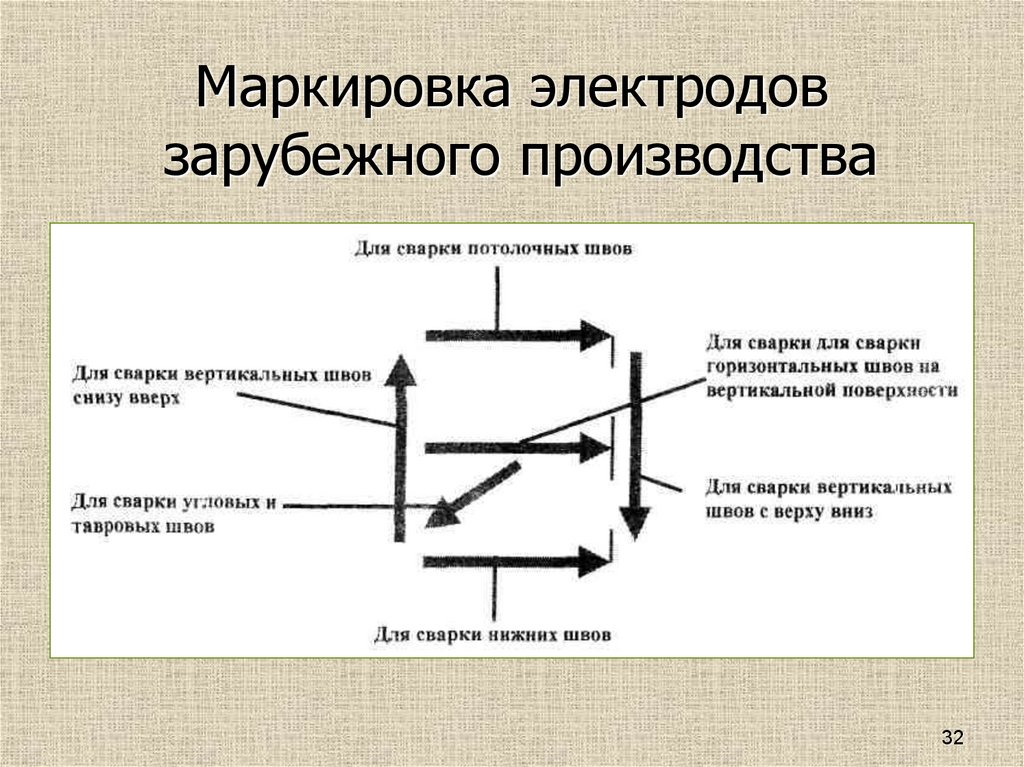 Электроны и ионы идут от части к электроду и наоборот, вызывая сбалансированную концентрацию тепла 50% для каждого и средний проникающий шарик. Из-за эффекта выпрямления наблюдается дисбаланс в этом движении, что приводит к тому, что излучение электронов из пула слияния меньше, чем излучение электронов от электрода; это вызывает появление двух синусоид различной интенсивности. Выпрямляющий эффект является более разрушительным в случае сварки алюминия и магния, которые представляют собой тугоплавкий оксид, поскольку поток электронов, испускаемых лужей, недостаточен Чтобы полностью разрушить слой оксида, который существует во время сварки. Для ослабления эффекта выпрямления используется трансформатор конденсаторного фильтра, который уравновешивает синусоидальные волны, представляющие поток электронов. 21 Четыре основные цифры, идентификаторы электродов имеют следующее значение: сопротивление соответствует пределу прочности при сварке в килограммах на квадратный миллиметр. Третья цифра изменяется от 1 до 4 и указывает положение, в котором электрод может сваривать, где: 1 — все позиции; 2 — все, кроме нисходящих вертикальных положений; 3-квартирный и горизонтальный макет; 4-плоское положение.
Электроны и ионы идут от части к электроду и наоборот, вызывая сбалансированную концентрацию тепла 50% для каждого и средний проникающий шарик. Из-за эффекта выпрямления наблюдается дисбаланс в этом движении, что приводит к тому, что излучение электронов из пула слияния меньше, чем излучение электронов от электрода; это вызывает появление двух синусоид различной интенсивности. Выпрямляющий эффект является более разрушительным в случае сварки алюминия и магния, которые представляют собой тугоплавкий оксид, поскольку поток электронов, испускаемых лужей, недостаточен Чтобы полностью разрушить слой оксида, который существует во время сварки. Для ослабления эффекта выпрямления используется трансформатор конденсаторного фильтра, который уравновешивает синусоидальные волны, представляющие поток электронов. 21 Четыре основные цифры, идентификаторы электродов имеют следующее значение: сопротивление соответствует пределу прочности при сварке в килограммах на квадратный миллиметр. Третья цифра изменяется от 1 до 4 и указывает положение, в котором электрод может сваривать, где: 1 — все позиции; 2 — все, кроме нисходящих вертикальных положений; 3-квартирный и горизонтальный макет; 4-плоское положение. Когда расчет не требует точности, мы можем просто умножать константу 0. Существуют три основных типа машин для сварки с электродом с покрытием: трансформатор для сварки; Генератор для сварки; выпрямитель для сварки. Модели варьируются от производителя к производителю, но принцип работы каждого типа машины одинаковый. Трансформатор для сварки Это статическая электрическая машина, предназначенная для подачи электрической дуги переменного тока. Он может быть небольшим, средним и большим в зависимости от выполняемой работы. Трансформаторы, являющиеся станками для сварки переменным током, позволяют использовать только электроды, подходящие для этого типа тока. Примечание. Для долговременной работы и электродов с большим диаметром необходимо соблюдать осторожность, чтобы выбрать машину с достаточной мощностью. У машины обычно есть два контакта для подключения кабелей. Трансформатор, в большинстве случаев, имеет рулевое кривошипное устройство, в котором регулируется интенсивность тока. В небольших машинах регулировка интенсивности производится с помощью штырькового разъема, а заземляющий кабель — внутри.
Когда расчет не требует точности, мы можем просто умножать константу 0. Существуют три основных типа машин для сварки с электродом с покрытием: трансформатор для сварки; Генератор для сварки; выпрямитель для сварки. Модели варьируются от производителя к производителю, но принцип работы каждого типа машины одинаковый. Трансформатор для сварки Это статическая электрическая машина, предназначенная для подачи электрической дуги переменного тока. Он может быть небольшим, средним и большим в зависимости от выполняемой работы. Трансформаторы, являющиеся станками для сварки переменным током, позволяют использовать только электроды, подходящие для этого типа тока. Примечание. Для долговременной работы и электродов с большим диаметром необходимо соблюдать осторожность, чтобы выбрать машину с достаточной мощностью. У машины обычно есть два контакта для подключения кабелей. Трансформатор, в большинстве случаев, имеет рулевое кривошипное устройство, в котором регулируется интенсивность тока. В небольших машинах регулировка интенсивности производится с помощью штырькового разъема, а заземляющий кабель — внутри. 29 Он может быть небольшим, средним и большим, в зависимости от требований выполняемой работы. Для регулирования интенсивности тока используется рычаг, который смещается между двумя шкалами, градуированными в усилителях. Примечание: генератор содержит вращающиеся детали, подлежащие износу; По этой причине должен быть установлен план обслуживания и смазки в соответствии с инструкциями производителя. Сварочный выпрямитель Это статическая электрическая машина, предназначенная для питания электрической дуги с постоянным током. Выпрямитель поддерживает долговременную работу благодаря охлаждающему устройству, соединенному с его собственным корпусом. 31 Выпрямитель имеет два или три контакта для подключения кабелей, где указана полярность. Выпрямитель имеет устройство маховика или реостата, в котором регулируется интенсивность тока. 32 Регулировка тока Ток, подаваемый машиной, должен меняться в зависимости от диаметра электрода. Когда диаметр электрода указывается в дробном дюйме, для регулировки тока может быть установлено общее правило.
 Это правило: текущая интенсивность работы с электродом с покрытием должна примерно соответствовать диаметру сердечника электрода в миллисекундах. Пример. Решение. Если на каждые 1 мм мы используем 40 А, умножая 3, 2 мм на 40 А, мы найдем приблизительную силу тока для сварки с электродом диаметром 3, 2 мм. Длина дуги Чтобы определить это, применяется следующее правило: Длина дуги в сварных швах с покрытыми электродами должна быть равна или немного меньше диаметра используемого сердечника электрода. В следующей таблице мы можем наблюдать некоторые различия в сварке при работе с короткой или длинной дугой. Короткая дуга Длинная дуга Высокое проникновение Меньше сварного зеркала менее разбрызгивание Меньше проникновения Распылительная сварка Чрезмерное разбрызгивание Скорость продвижения Оно изменяется в зависимости от интенсивности тока с размером детали и желаемым типом шнура. 34 Вычислите и запишите интенсивность тока для работы с электродом диаметром 4 мм. 35 Типы электродов Электрод может быть двух типов: голый или с покрытием.
Это правило: текущая интенсивность работы с электродом с покрытием должна примерно соответствовать диаметру сердечника электрода в миллисекундах. Пример. Решение. Если на каждые 1 мм мы используем 40 А, умножая 3, 2 мм на 40 А, мы найдем приблизительную силу тока для сварки с электродом диаметром 3, 2 мм. Длина дуги Чтобы определить это, применяется следующее правило: Длина дуги в сварных швах с покрытыми электродами должна быть равна или немного меньше диаметра используемого сердечника электрода. В следующей таблице мы можем наблюдать некоторые различия в сварке при работе с короткой или длинной дугой. Короткая дуга Длинная дуга Высокое проникновение Меньше сварного зеркала менее разбрызгивание Меньше проникновения Распылительная сварка Чрезмерное разбрызгивание Скорость продвижения Оно изменяется в зависимости от интенсивности тока с размером детали и желаемым типом шнура. 34 Вычислите и запишите интенсивность тока для работы с электродом диаметром 4 мм. 35 Типы электродов Электрод может быть двух типов: голый или с покрытием. Покрыто Оно состоит из металлического сердечника, покрытого органическими и минеральными соединениями, сплавом железа и т.д. с определенными процентами. Электрод может быть покрыт экструзией или просто покрыт оболочкой и может быть тонким, средним или толстым. Материал сердечника может быть черным или цветным, и его выбор производится в соответствии с материалом детали, подлежащей сварке. Компоненты покрытия поставляются в виде порошка, соединенного «связующим» клеем, обычно с силикатом калия или натрия. Он используется с преимуществами на рабочих местах: мелким и средним покрытием. Который требует хорошего мастерства. Заказ отделки с металлическими рамами. Целлюлоза Содержит горючие органические материалы в покрытии. Он широко используется для сварки, где: проникновение очень важно; Шлаковые включения нежелательны. Два типа электродов, которые мы будем приводить ниже, менее используются, чем три упомянутых выше. Кислота Его покрытие состоит из оксида железа, оксида марганца и других раскислителей.
Покрыто Оно состоит из металлического сердечника, покрытого органическими и минеральными соединениями, сплавом железа и т.д. с определенными процентами. Электрод может быть покрыт экструзией или просто покрыт оболочкой и может быть тонким, средним или толстым. Материал сердечника может быть черным или цветным, и его выбор производится в соответствии с материалом детали, подлежащей сварке. Компоненты покрытия поставляются в виде порошка, соединенного «связующим» клеем, обычно с силикатом калия или натрия. Он используется с преимуществами на рабочих местах: мелким и средним покрытием. Который требует хорошего мастерства. Заказ отделки с металлическими рамами. Целлюлоза Содержит горючие органические материалы в покрытии. Он широко используется для сварки, где: проникновение очень важно; Шлаковые включения нежелательны. Два типа электродов, которые мы будем приводить ниже, менее используются, чем три упомянутых выше. Кислота Его покрытие состоит из оксида железа, оксида марганца и других раскислителей. Наиболее рекомендуемое рабочее положение для этого электрода является плоским. Его проникновение невелико, а его механические свойства очень плохие. Он используется на рабочих местах, где внешний вид шнура более важен, чем его сопротивление. Примечание: В некоторых типах покрытия добавляются металлические частицы, которые придают электроду другие характеристики, такие как: более высокая эффективность работы; определенные свойства. Функции покрытия Функции покрытия много. Затем мы разделим наиболее важные и разделим их на три группы. Электрическая функция Сделайте воздух между электродом и деталью более проводящим, облегчая прохождение электрического тока, что позволяет устанавливать и поддерживать стабильную дугу. Металлургические функции. Создавайте газовую завесу, которая окружает дугу и расплавленный металл, предотвращая вредное воздействие воздуха, а также добавляя легирующие элементы и дезоксиданты для уменьшения примесей. Физическая функция Направляйте металлические капельки к плавильному бассейну, облегчая сварку в различных положениях и задерживая охлаждение шарика через образование шлака, обеспечивая лучшие механические свойства сварного шва.
Наиболее рекомендуемое рабочее положение для этого электрода является плоским. Его проникновение невелико, а его механические свойства очень плохие. Он используется на рабочих местах, где внешний вид шнура более важен, чем его сопротивление. Примечание: В некоторых типах покрытия добавляются металлические частицы, которые придают электроду другие характеристики, такие как: более высокая эффективность работы; определенные свойства. Функции покрытия Функции покрытия много. Затем мы разделим наиболее важные и разделим их на три группы. Электрическая функция Сделайте воздух между электродом и деталью более проводящим, облегчая прохождение электрического тока, что позволяет устанавливать и поддерживать стабильную дугу. Металлургические функции. Создавайте газовую завесу, которая окружает дугу и расплавленный металл, предотвращая вредное воздействие воздуха, а также добавляя легирующие элементы и дезоксиданты для уменьшения примесей. Физическая функция Направляйте металлические капельки к плавильному бассейну, облегчая сварку в различных положениях и задерживая охлаждение шарика через образование шлака, обеспечивая лучшие механические свойства сварного шва. Толстый, содержащий карбонат кальция, другие основные карбонаты и фтор. Он должен быть сухим, чтобы избежать пористости в сварном шве. Тонкие, содержащие горючие органические материалы, которые при сжигании дают толстый слой защитного газа. Средние или толстые, содержащие оксид железа и марганец и другие дезоксиданты. Толстый, содержащий оксид железа без оксида магния. Скорость плавления Обычный Регулярный Высокий Высокий Высокий Проникновение Небольшой Средний Большой Средний Маленький шлак Плотный и вязкий, обычно самонарезающий. Компактный и толстый, легко снимаемый. Кислота, легко отделяемая; Пористой и рыхлой. Тяжелый, компактный и самозарядный. Тенденция к трещине Обычный Низкий Регулярный Высокий Обычный 41 Может быть в сварочных кабинах или в других местах, где необходимо выполнить сварку. Приведем меры предосторожности, которые необходимо соблюдать в некоторых из этих мест. Кабина должна быть окрашена в темное и матовое, чтобы избежать отражения света. Он должен быть достаточно вентилируемым, чтобы газы, выделяемые электродом во время сварки, не всасывались сварщиком; Хотя эти газы обычно не токсичны, они могут влиять на дыхательные пути.
Толстый, содержащий карбонат кальция, другие основные карбонаты и фтор. Он должен быть сухим, чтобы избежать пористости в сварном шве. Тонкие, содержащие горючие органические материалы, которые при сжигании дают толстый слой защитного газа. Средние или толстые, содержащие оксид железа и марганец и другие дезоксиданты. Толстый, содержащий оксид железа без оксида магния. Скорость плавления Обычный Регулярный Высокий Высокий Высокий Проникновение Небольшой Средний Большой Средний Маленький шлак Плотный и вязкий, обычно самонарезающий. Компактный и толстый, легко снимаемый. Кислота, легко отделяемая; Пористой и рыхлой. Тяжелый, компактный и самозарядный. Тенденция к трещине Обычный Низкий Регулярный Высокий Обычный 41 Может быть в сварочных кабинах или в других местах, где необходимо выполнить сварку. Приведем меры предосторожности, которые необходимо соблюдать в некоторых из этих мест. Кабина должна быть окрашена в темное и матовое, чтобы избежать отражения света. Он должен быть достаточно вентилируемым, чтобы газы, выделяемые электродом во время сварки, не всасывались сварщиком; Хотя эти газы обычно не токсичны, они могут влиять на дыхательные пути. Полевая сварка В этой ситуации, помимо обычных мер предосторожности, сварщик должен знать о повреждениях, вызванных электрическим током, избегать работы во влажных местах, под дождем, босиком или с обувью в плохих условиях. Техническое обслуживание при сварке Особое внимание следует уделять сварке вблизи легковоспламеняющихся или взрывоопасных материалов. 43 Из лучей, излучаемых наиболее вредными, являются ультрафиолетовые и инфракрасные. Ультрафиолетовые лучи Причины: сильные ожоги, разрушение клеток и при этом преждевременное разрушение кожи; Тяжелая атака на глазное яблоко и может привести к катаральному конъюнктивиту, язве роговицы и т.д. инфракрасный луч Он несет ответственность за повреждения, такие как: ожоги 1 и 2 степени; катаракта; частые головные боли; Взгляд устал. Инфракрасные и ультрафиолетовые лучи невидимы. Брызги Это небольшие капли расплавленного металла, которые прыгают в процессе сварки во всех направлениях. Они отвечают за ожоги на сварщике, а также за пожары, если они попадают на горючий материал.
Полевая сварка В этой ситуации, помимо обычных мер предосторожности, сварщик должен знать о повреждениях, вызванных электрическим током, избегать работы во влажных местах, под дождем, босиком или с обувью в плохих условиях. Техническое обслуживание при сварке Особое внимание следует уделять сварке вблизи легковоспламеняющихся или взрывоопасных материалов. 43 Из лучей, излучаемых наиболее вредными, являются ультрафиолетовые и инфракрасные. Ультрафиолетовые лучи Причины: сильные ожоги, разрушение клеток и при этом преждевременное разрушение кожи; Тяжелая атака на глазное яблоко и может привести к катаральному конъюнктивиту, язве роговицы и т.д. инфракрасный луч Он несет ответственность за повреждения, такие как: ожоги 1 и 2 степени; катаракта; частые головные боли; Взгляд устал. Инфракрасные и ультрафиолетовые лучи невидимы. Брызги Это небольшие капли расплавленного металла, которые прыгают в процессе сварки во всех направлениях. Они отвечают за ожоги на сварщике, а также за пожары, если они попадают на горючий материал. 44 Маски для индивидуального защитного оборудования Они изготовлены из негорючего материала, тепловой и электрической изоляции, легкие и устойчивые. Они служат для защиты сварщика от молнии, разбрызгивания и высокой температуры, возникающих во время сварки. Существует несколько моделей, и ваш выбор должен быть выполнен в соответствии с типом выполняемой работы. Световые фильтры Это защитные очки, которые должны поглощать не менее 99, 5% излучения, испускаемого при сварке. Сборка очков Сборка очков в маске должна выполняться, как показано на рисунке ниже. Фартук Защищает переднюю часть тела. Поножи или поножи Защитите ноги и ноги сварщика. Понятие электричества, применяемого для сварки. Безопасность и средства индивидуальной защиты. Переменные, которые влияют на сварку. Электроды для ручной дуговой сварки. Классификация и хранение электродов. Технология сварки — процесс тигров и электрод с покрытием.
. Это процесс сварки, который использует электрическую дугу в качестве источника тепла между деталью и расходным материалом в виде проволоки, обеспечиваемой непрерывным питателем, что делает соединение металлических материалов сплавлением.
44 Маски для индивидуального защитного оборудования Они изготовлены из негорючего материала, тепловой и электрической изоляции, легкие и устойчивые. Они служат для защиты сварщика от молнии, разбрызгивания и высокой температуры, возникающих во время сварки. Существует несколько моделей, и ваш выбор должен быть выполнен в соответствии с типом выполняемой работы. Световые фильтры Это защитные очки, которые должны поглощать не менее 99, 5% излучения, испускаемого при сварке. Сборка очков Сборка очков в маске должна выполняться, как показано на рисунке ниже. Фартук Защищает переднюю часть тела. Поножи или поножи Защитите ноги и ноги сварщика. Понятие электричества, применяемого для сварки. Безопасность и средства индивидуальной защиты. Переменные, которые влияют на сварку. Электроды для ручной дуговой сварки. Классификация и хранение электродов. Технология сварки — процесс тигров и электрод с покрытием.
. Это процесс сварки, который использует электрическую дугу в качестве источника тепла между деталью и расходным материалом в виде проволоки, обеспечиваемой непрерывным питателем, что делает соединение металлических материалов сплавлением.
Запомните! Тип подключения не зависит от пространственного положения.
Особенности сварки током прямой полярности
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие — более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Особенности сварки током обратной полярности
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины.
 При работе с толстыми заготовками качество шва резко снижается.
При работе с толстыми заготовками качество шва резко снижается. - запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
Заключение
Сварочные аппараты постоянного тока, такие как инверторы или полуавтоматы – достаточно просты, чтобы использовать в быту. Именно поэтому спрос и предложение этих устройств на рынке постоянно растет. Этому способствует их доступность, дешевизна и постоянным током варить проще, чем переменным. Однако чтобы получить качественное, красивое и долговечное сварное соединение нужно знать ряд технологических особенностей, в том числе предназначение и виды полярности. Благодаря знаниям из этой статьи и источнику постоянного тока своими руками вы сможете выполнить любые сварочные работы. Главное — тщательный подход к работе и соблюдение всех защитных мер.
Полярность при сварке предоставляет все возможности качества
Типы сварки
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается.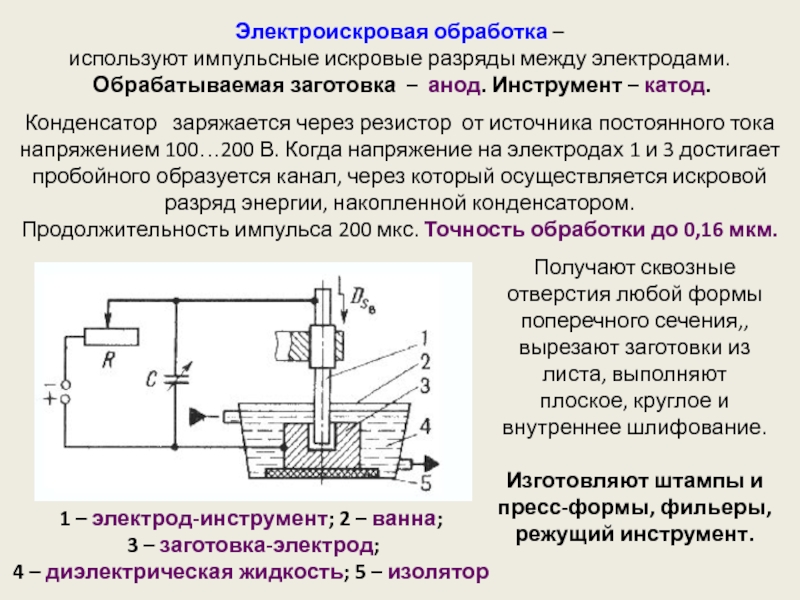 Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется. Циклам присуща частота 50 Гц. Она, поднявшись до плюсового напряжения, может упасть до нуля либо опуститься до отрицательного показателя. Напряжение изменяется от плюса к минусу и наоборот.
Сваривая цветной металл и нержавейку
При сварке цветных металлов, включая алюминий, пользуются особым вольфрамовым электродом. При этом применяют в процессе сварки прямую полярность, минус на электроде. Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева. Это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
У нее температура плавления существенно выше в сравнении с самим металлом.
Полярность напрямую при сварке способствует получению:
- узкой электрической, более концентрированной дуги;
- более основательного проплавления металла, а также стали из нержавейки;
- более качественного шва.
Есть также у процесса и немаловажная экономическая составляющая. Применяя дорогостоящий электрод из вольфрама меньшего диаметра, можно попутно добиться снижения затрат на газ. Если же подсоединить электрод из вольфрама при сварке в обратной полярности, то есть на держателе – с плюсом, то шов окажется менее глубоким. У этого метода имеются свои преимущества. Сваривая тонкие пластины, можно не бояться прожечь насквозь материал из цветного металла и нержавейки.
Существенным недостатком становится только эффект магнитного дутья. Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки.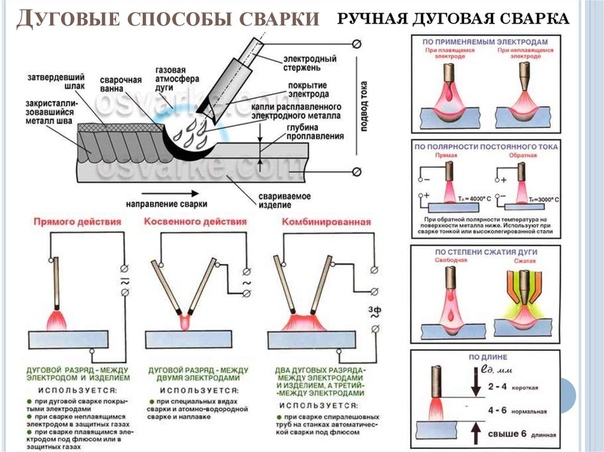 Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Прямая полярность получается, когда с изделием соединяют «плюс» источника тока. Если соединяют электрод, то тогда налицо обратная полярность. Пользуясь сварочным инвертором, можно самому выбрать на нем полярность. Она определит для сварки направление маршрута для потока электронов. Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
- на клемме земля – минус;
- на электроде – плюс.
Ток направляется к положительному от отрицательного контакта. По данной причине электроны идут на электрод от металла. В итоге сильно нагревается конец электрода. Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде. При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Особая важность полярности при сварке
Ясно, что сварка на переменном токе не зависит от того, какой выбран зажим трансформатора для присоединения электрода и изделия. А вот постоянным током по давней традиции сваривают одним из двух способов. С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
В анод превращается изделие, подключенное к положительному полюсу. Обратная полярность означает, что электрод после подключения к положительному полюсу является анодом. Катод в данном случае – это изделие, подключенное к отрицательному полюсу.
Материал электрода определяет характер дуги между плавящимися электродами из металла и неплавящимися электродами (вольфрамовыми либо угольными). Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
- световые и электрические;
- температурные и электромагнитные;
- кинетические.
Главные технологические свойства включают три разновидности:
- Саморегулирование.
- Пространственную устойчивость.
- Мощность дуги.
Для поддержки горения дуги надо получить электрически заряженные частицы в пространстве между имеющимися электродами. Эти частицы представляют собой электроны, отрицательные и положительные ионы. Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным.
Дуговой промежуток ионизируется при зажигании дуги, постоянно поддерживается во время ее горения. В дуговом промежутке обычно выделяют такие области:
- катодную;
- анодную;
- область дугового разряда (столб дуги).
В анодной области имеет место существенное падение напряжения, которое вызвано скоплением возле электродов заряженных частиц (пространственных зарядов). На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
Сварка имеет общую длину дуги, которая состоит из суммы длин трех областей. Общее напряжение сварочной дуги образует сумма падений напряжения в каждой из областей дуги. Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги. А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Ее эффективность определяется количеством теплоты, которое вводится в металл (не исключая нержавейки) за определенную единицу времени и расходуется на его нагрев. Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
- на нагрев разбрызгивающихся капель;
- излучение;
- на теплоотвод в металле.

Отношение результативной тепловой мощности источника теплоты к полной является в процессе нагрева коэффициентом полезного действия.
Технология дуговой сварки
Популярность дуговой сварки неоспорима. Она различается по признакам:
- по виду электродов;
- по виду применяемого тока;
- по среде, где имеет место дуговой разряд.
Для ремонта кузовов авто широко применяется дуговая сварка полуавтоматом в газовой защитной среде. Для индивидуального использования самой доступной считается ручная дуговая сварка. Она осуществляется плавящимися электродами на постоянном либо переменном токах. Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Расстояние между дном кратера и поверхностью главного металла считается глубиной его проплавления или глубиной провара. Она зависит:
Она зависит:
- от скорости перемещения дуги;
- величины тока сварки.
Если длина сварочной дуги не больше, чем диаметр стержня электрода, то дугу называют короткой или нормальной. Она способна гарантировать превосходное качество сварного шва. Дугу, имеющую большую протяженность, считают длинной. Чересчур значительное наращивание длины дуги приводит к снижению качества сварки. Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Электрод в ходе процесса перемещается поперек и вдоль сварного шва в направлении оси, чтобы сохранить намеченную длину дуги. Ускоренное движение электрода приводит к появлению неплотного, неровного и узкого шва. При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода.
Сварные швы по своей форме могут быть:
- нахлесточными,
- тавровыми,
- угловыми,
- стыковыми.
По протяженности швы делятся на прерывистые и сплошные. По пространственному положению они имеют четыре разновидности:
- Потолочные.
- Вертикальные.
- Горизонтальные.
- Нижние.
Источники питания: генератор, выпрямитель, сварочный трансформатор – при внешней характеристике представляют связь величины тока нагрузки с напряжением на выходных зажимах. Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Длина дуги определяется напряжением. Напряжение будет выше, если сварочная дуга длинней. Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Похожие статьиКупил сварочный инвертор.куда подключать держак на плюс или минус?
Раздел: Вопросы | Автор: Менеджер 7 февраля 2011 | 0 комментариев
Нами строителям был задан рабочим такой вопрос:
Купил сварочный инвертор.куда подключать держак на плюс или минус?
Вот что они ответили:
Ответ №1
Постоянка? тогда наверное плюс держак минус масса
Ответ №2
На инверторах обычно обратная полярность тоесть на минус хотя можно и на плюс только нагрузка будет больше на аппарат перегреватся будет,
Ответ №3
Держак на-
Ответ №4
Держатель подключают к минусу, если хотят хотят лучшего проплавления металла при сварке (значительные толщины свариваемого металла). а когда хотят избежать прожогов, (при сварке незначительных толщин) – держатель подключают к плюсу. впрочем, разница может быть и незаметной. многое зависит от напряжения в вашей электросети.
Ответ №5
Смотреть на упаковку электродов, там написана прямая или обратная полярность. обычно на держаке минус.
Ответ №6
Электрод на плюс , а можно экспериментально попробовать как лучше будет варить , и не плохо бы-лоб почитать инструкцию ! удачи !
Ответ №7
Прямая полярность на минус,обратная на плюс.если на электродах указано.
Ответ №8
Только на плюс.
Ответ №9
Смотря,что и чем варим.чермет или н/рж+эл-ды пост.,то на -,если эл-ды перем. лучше на +.
Полезная информация:
Какой сварочник выбрать для варки порогов у авто, сварки ящика из тройки и сварки ворот в гараже? инвертор? полуавтомат?
Prorab forward 241 (сварочный инвертор) ваше мнение о сие продукте?
Вопрос к мужчинам. хочу подарить мужу шуруповерт. на каком остановиться. не навороченный и надежный.интерскол, skil?
Как провести дезинфекцию погреба? какие есть варианты?
Зачем менять полярность при сварке: простым языком
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.
Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.
Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.
Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Ручная дуговая сварка — Сварка MMA штучными электродами — Статьи о сварке
Ручная дуговая сварка MMA – сварка покрытыми штучными плавящимися электродами.
Сварка ММА (Manual Metal Arc) – это электродуговая сварка, которая была открыта русским ученым Н.Н. Бернандосом в 1882 году. Он впервые использовал электрический ток для соединения заготовок стали с помощью угольного электрода. В то время сварка осуществлялась непокрытыми электродами, то есть стальной проволокой. В 1904 году швед Оскар Челльберг (основатель концерна «ESAB») изобрел покрытый обмазкой сварочный электрод. Ручная дуговая сварка MMA – это сварка покрытыми штучными электродами, которая заключается в том, что источник сварочного тока, подключенный к сети, имеет два кабеля с разной полярностью, при помощи которых сварочный ток подается к свариваемым деталям. Один кабель, с зажимом на конце, именуется массой (клемма заземления) и крепится к стальной заготовке. Второй кабель имеет держатель для сварочного электрода, при помощи которого происходит сварка металла. При данном типе сварки тепловая энергия вызывает плавление металла и образование сварочной ванны, при остановке теплового воздействия электрического тока металл остывает и кристаллизуется – так образуется сварочный шов. Металл сварочного электрода переходит в сварочную ванну. Благодаря различным химическим составам обмазки сварочного электрода меняется химический состав и свойства металла сварного шва, а также образуются газообразные соединения, защищающие сварочную ванну от воздействия окружающей среды.
Основы ручной дуговой сварки.
Электродуговая сварка может проходить на переменном (AC) и постоянном (DC) токе. При сварке на переменном токе сварочная дуга слабоустойчива, необходимы профессиональные навыки сварки в сравнении с постоянным током. Сварка на постоянном токе является единственным способом электросварки некоторых металлов и сплавов. При ручной дуговой сварке особую роль играет выбор полярности подключения сварочного аппарата.
- Прямая полярность – это когда «минус» подключен к электроду, а «плюс» на клемме заземления или на массе. При это способе подключения ток поступает от электрода к заготовке металла, которая нагревается, а электрод остается при этом холодным. В основном сварка MMA при прямой полярности применяется для сварки листового металла, имеет узкую сферу применения.
- Обратная полярность – это когда «плюс» подключен к электроду, а «минус» на клемме массы или заземления. В таком случае сварочный ток подается от металла на электрод, происходит нагрев и плавление сварочного электрода. Сварка на обратной полярности наиболее распространена.
Следующий шаг – это выбор сварочного тока в зависимости от толщины свариваемого металла. За основу можно взять правило: около 40 А тока на 1 мм металлической заготовки. То есть при сварке металла толщиной 3 мм используется сварочный ток в 100 – 140 А. Немаловажным понятием является значение ПВ% сварочного аппарата, не забывайте про него при выставлении нужного Вам значения сварочного тока на сварочном аппарате.
Розжиг дуги. Сварочная дуга разжигается двумя способами: касание кончика электрода и заготовки металла и резкий отрыв электрода; несколько чиркающих прикосновений сварочного электрода к заготовке свариваемого металла. При соблюдении одинакового расстояния между электродом и свариваемым металлом при сварке обеспечивается стабильная не затухающая дуга. При слишком маленьком расстоянии между заготовкой и электродом, сварочный электрод попросту прилипнет к металлу; при слишком большом расстоянии — сварочная дуга потухнет (погаснет). Для стабильной и качественной ручной дуговой сварки необходимы практические навыки сварочного дела, качественные и правильно выбранные сварочные материалы и сварочное оборудование.
Разница между прямой и обратной полярностями при дуговой сварке
Источники питания для дуговой сварки могут подавать как переменный, так и постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод — с другой клеммой. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой промежуток образует дугу (основной источник тепла при дуговой сварке).В зависимости от подключений питание постоянного тока может обеспечивать две полярности, как показано ниже:
- Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме.
- Обратная полярность постоянного тока (DCRP) или Положительный электрод постоянного тока (DCEP) — когда неблагородные металлы подключены к отрицательной клемме источника питания, а электрод подключен к положительной клемме.
И прямая полярность постоянного тока, и обратная полярность постоянного тока имеют свои плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
| Прямая полярность | Обратная полярность |
|---|---|
| Электрод подключается к отрицательной клемме источника питания, а неблагородные металлы — к положительной клемме. | Недрагоценные металлы соединяются с отрицательной клеммой источника питания, а электрод — с положительной клеммой. |
| При достаточной разности потенциалов электроны выходят из кончика электрода и ударяются о поверхность базовой пластины. | Здесь электроны высвобождаются с поверхности базовой пластины и ударяются о кончик электрода. |
| 2/3 rd общего тепла дуги генерируется около опорной пластины, а остальное — на кончике электрода. | 2/3 rd всего тепла дуги генерируется на кончике электрода, а остальное — около опорной пластины. |
| Правильное сплавление основного металла достигается легко. Так устраняется неплавление и непровара. | Из-за меньшего тепловыделения возле опорной плиты может произойти неполное сплавление опорной плиты. |
| В случае расходных электродов скорость осаждения присадочного металла довольно низкая. | Скорость осаждения присадочного металла довольно высока, поскольку большая часть тепла выделяется на конце электрода. |
| Напряжение дуги и стабильность дуги не зависят от излучательной способности рабочего материала. | Напряжение дуги и стабильность дуги в значительной степени зависят от излучательной способности рабочего материала. |
| Слабое действие дуговой очистки (очистка от оксидов). | Дуга очистки хорошая. |
| Включения могут возникнуть, если поверхности опорной плиты не были должным образом очищены перед сваркой. | Благодаря хорошему очищающему действию дуги снижается склонность к дефектам включения. |
| DCSP может вызвать сильную деформацию и более широкую ЗТВ в свариваемом компоненте. | Искажения меньше с DCRP, а также HAZ узкая. |
| DCSP не подходит для сварки тонких листов. | DCSP подходит для сварки тонких листов. |
| Металлы с высокой температурой плавления (например, нержавеющая сталь, титан) могут подходящим образом соединяться с помощью DCSP. | Металлы с низкой температурой плавления (например, медь, алюминий) можно соединять с помощью DCSP. |
6013 Сварочный стержень, настройки, полярность и ток
Есть много типов электродов. Но один из самых популярных электродов у новичков — E6013. Как видите, электроды обозначены четырьмя цифрами. Первые два числа « 60 » обозначают его предел прочности на разрыв, что означает, что прочность на разрыв E6013 составляет до 59 700 фунтов на дюйм или почти 60 000 фунтов на дюйм, а его предел текучести составляет 67 700 фунтов на квадратный дюйм.
Третье число « 1 », однако, указывает на то, что вы можете использовать эти сварочные электроды во всех четырех положениях: вертикальном, горизонтальном, плоском и потолочном.
Последняя цифра « 3 » относится к типу шлака, составу флюса и источнику питания, используемому для этого электрода. Последняя цифра явно указывает на следующее: если она равна 0, это означает DCRP. Если он равен 1, это означает, что вы можете использовать обратную полярность постоянного или переменного тока. Если это 2, это означает, что вы можете использовать прямую полярность постоянного или переменного тока.Если это 3, это означает, что вы можете использовать постоянный или переменный ток прямой или обратной полярности.
Использование и применение стержня 6013
E6013 разработан для сварки со средним и легким проплавлением. Он используется для сварки углеродистой стали, а также для сварки любой полярности. Как упоминалось выше, он очень популярен среди новичков, потому что он легко обеспечивает стабильную дугу, подходящую для сварки плохо подогнанных стыков. Он также используется для сварки низкоуглеродистых сталей, некоторых низкоуглеродистых сталей и гальванизированных сталей.Характерная для него дуга струйного типа очень сильная и приводит к глубокому проникновению.
Более того, вы можете легко удалить образующийся шлак. Типичные области применения E6013 включают сварку листового металла, транспортных средств, судоремонт и строительство, а также сварку перегруженных и чрезмерно изношенных поверхностей из мягкой стали. Также может использоваться в обычных и легких производствах.
Вы можете использовать этот стержень для заполнения многопроходных сварных швов, когда вам нужно накладывать слой за слоем для создания сварного шва.E6013 также может обеспечить качественный сварной шов, даже если он дает неглубокий провар, просто приклеиваясь к металлу, лежащему под ним.
E6013 часто предпочитают новички из-за его превосходной стабильности дуги, что делает его пригодным для слабых соединений. Кроме того, он оставляет гладкую, приятную на вид поверхность, что, наряду со стабильностью дуги, делает его удобным при работе с неровными или короткими сварными швами, требующими позиционной регулировки. Он подходит для работы с углеродистой сталью и может использоваться для сварки с любой полярностью.
Часто используется для:
- Сварка автомобилей
- Судостроение и ремонт
- Излишне обработанная и поврежденная низкоуглеродистая сталь
- Сварка тонкого листового металла
- Прочие легкие изделия общего назначения
Характеристики E6013
E6013 обычно описывается как «стержень для начинающих,« стержень из листового металла »или даже« стержень easy ». Эти дополнения к E6013 могут свидетельствовать о его преимуществах.Но вы также можете отрицательно относиться к этим придаткам.
Хотя западные люди не доверяют E6013, тем не менее, он очень популярен среди европейцев и азиатов, особенно для выполнения корневых швов. Более того, азиаты и европейцы, похоже, выбрали E6013, когда дело доходит до корневого доступа.
E6013, кажется, имеет свои достоинства, так как оставляет после себя гладкий внутренний корень. После небольшого количества проб и ошибок вы наверняка обнаружите, что E6013 можно легко уберечь от чрезмерного усиления корня.
E6013 характеризуется легким течением, и эта характеристика, по-видимому, работает против него в случае корневого прохода. Наоборот, однако, это не всегда так, поскольку эта характеристика позволяет сварщику двигаться немного быстрее. Кроме того, образование шлака на задней стороне сварного шва более яркое и чистое, что свидетельствует о меньшем окислении. Это, безусловно, желаемое качество при выполнении корневого шва, особенно в условиях повышенного давления.
Американские сварщики могут уклоняться от одобрения 6013 из-за их предвзятого отношения к этому электроду; но через год они могут переосмыслить свою точку зрения на 6013 год.Однако, если вы серьезный профессиональный сварщик, вам не следует уклоняться от рассмотрения этого аспекта 6013.
Результаты сварки стержнем Э6013
Сварочный пруток E6013 — это универсальный пруток, подходящий для сварки низкоуглеродистой, гальванизированной стали и некоторых низколегированных сталей. Хотя его покрытие генерирует очень стабильную, мощную дугу, похожую на струю, этот электрод не так глубоко проникает, как E6011, который может проникать в толстый или нечистый материал. Вместо этого E6013 обеспечивает легкое или среднее проникновение, более подходящее для более тонкой стали, объединяя металл вместе на более коротком расстоянии под поверхностью между электродом и основным металлом.
Образующийся шлак тонкий и легко очищается.
Полярность и настройки
Электроды 6013 могут использоваться с переменным или постоянным током (прямой или обратной полярности) в любом положении. Он может сваривать низкоуглеродистую и среднеуглеродистую сталь. Однако есть и положительные, и отрицательные отзывы о E6013. Например, у него более толстое покрытие, которое не разбрызгивается. Более того, его можно использовать как с полярностью постоянного, так и переменного тока.
Плюсы и минусы
Если смотреть положительно, можно сказать, что E6013 очень популярен, потому что он прост в использовании и прост в освоении.С другой стороны, мы можем рассматривать эти выступы отрицательно, как свидетельствующие о том, что E6013 имеет более низкое качество, чем у популярных электродов, таких как E6010 или E6011.
С другой стороны, E6013 воспринимается негативно, потому что он оставляет массивное образование шлака, и по сравнению с E6010 он относительно неглубокий по проникновению, если вы не знаете, как его правильно использовать. Если вы знаете, как его правильно использовать, вы неизбежно сможете производить высококачественные сварные швы, хотя эти сварные швы несопоставимы с таковыми у E7018.Хотя по глубине проплавления он не сравним с E6010 или E7018, он неизбежно обеспечивает хороший сварной шов, а также быстро и без труда удаляет большое количество металла. Кроме того, вам понадобится увеличенный угол наклона стержня и плотная дуга, чтобы шлак не скатился прямо перед сварным швом.
Как сваривать со стержнем E6013?
Первое, что вы должны учитывать при использовании E6013, — это не забыть отрегулировать настройки силы тока в зависимости от размера E6013, который будет использоваться для сварки основного металла, который вы используете.Кроме того, вы должны очистить металл, который вы собираетесь сваривать, проволочной щеткой, чтобы получить наилучшее проплавление. Затем вы можете продолжить зажигание дуги, просто поцарапав стержень на металлической основе, как только вы решите начать процесс сварки.
Обязательно наличие хорошего обзора того, что вы свариваете. Следовательно, вам следует расположиться так, чтобы вы могли видеть конец электрода, а также возникающую дугу. Вы должны удерживать свое тело в таком положении, при этом держите голову подальше от дыма, который он создает.Используйте положение под углом от 10 до 15 градусов по отношению к направлению движения, чтобы опустить электрод за нижнюю часть. Наконец, вы должны следовать любимой технике перемещения электрода, используя легкое круговое движение или легкое покачивание, чтобы добиться хороших результатов сварки.
Различные типы и размеры сварочного аппарата 6013
Часто задаваемые вопросы о сварке стержнем
Советы по сварке палкой для начинающих
Моллюски могут сделать вас лучшим сварщиком.Просто подумайте о CLAMS: настройка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость движения. Если вы только изучаете процесс сварки, технически называемый дуговой сваркой в защитном металлическом корпусе (SMAW), запоминание этих пяти пунктов улучшит вашу технику сварки.
Перед тем, как перейти к информации о сварке, представленной далее в этой статье, уделите минуту и ознакомьтесь со следующими советами по сварке штангой, особенно если вы никогда не зажигали дугу или все еще обсуждаете, какой аппарат купить.
В: Какой тип сварочного аппарата лучше всего подходит для универсального использования?
A: Сварочный аппарат с выходом переменного / постоянного тока, будь то электродуговая машина, такая как Miller® Thunderbolt®, или газовый двигатель, такой как сварочная машина / генератор Bobcat ™.
Сваркапостоянным током имеет преимущества перед переменным током для большинства применений, в том числе: более легкий запуск; меньше дуговых отключений и заеданий; меньше брызг / лучше выглядящие сварные швы; более легкая сварка в вертикальном положении и над головой; легче учиться; и более плавная дуга. Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10 процентов больший провар при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности (отрицательный электрод) лучше сваривает более тонкие металлы.
Q: Есть ли у выхода переменного тока какие-либо преимущества?
A: Да, это хороший вариант, если вам нужно сваривать материал, который намагничивается из-за трения, например, когда сено, корм или вода постоянно трутся о стальную деталь. Выход постоянного тока не будет работать из-за дуги, когда магнитное поле выдувает расплавленный присадочный металл из сварочной ванны. Поскольку выход переменного тока имеет переменную полярность, он позволяет сваривать намагниченные детали.
В: Какого размера мне нужна машина?
A: Станок с током от 225 до 300 ампер справится практически со всем, с чем может столкнуться средний человек, поскольку для большинства процедур сварки стержнем требуется 200 ампер или меньше.Чтобы сварить материал толщиной более 3/8 дюйма, просто сделайте несколько проходов — это то, что делают профессионалы, даже при сварке 1-дюймовой конструкционной стали.
В: Я вижу слово «рабочий цикл» в спецификациях продукта? Что это обозначает?
A: Рабочий цикл — это количество минут из 10-минутного цикла, которое может выполнить сварщик. Например, Thunderbolt создает выход постоянного тока на 200 ампер при рабочем цикле 20 процентов. Он может непрерывно сваривать при 200 А в течение двух минут, а затем должен остывать в течение восьми минут, чтобы предотвратить перегрев.
Рабочий цикл и сила тока обратно пропорциональны. Thunderbolt работает при 90 А и имеет 100-процентный рабочий цикл, что означает, что вы можете сваривать без остановки. Это правило обратной пропорциональности справедливо для всех машин Miller, но не распространяется на все машины, произведенные другими компаниями.
Q: Какой тип стержня я должен использовать для наплавки?
A: Стержни для наплавки могут обеспечивать ударопрочность, стойкость к истиранию или и то, и другое в зависимости от области применения. Поскольку тип требуемого стержня зависит от типа почвы или заполнителя в вашем районе, обратитесь к местному дистрибьютору сварочных материалов и спросите его мнение.Если вы не знаете дистрибьютора, позвоните по номеру 1-800-426-4553, и оператор автоматически соединит вас с ближайшим дистрибьютором Miller. Вы также можете найти дистрибьюторов на сайте http://www.millerwelds.com/wheretobuy/.
В. Какой тип прутка следует использовать для обычной сварки стали?
A: Обычные электроды, используемые для общих работ, включают 6010, 6011, 6013, 7018 и 7024, каждый из которых имеет определенные свойства: 6010 электродов проникают глубоко, а 6013 электродов проникают меньше.Для улучшения внешнего вида борта и работы с более прочными сталями (например, для сцепки) используйте стержень 7018. Для лучшего проплавления толстого материала отшлифуйте соединение до скоса под углом 30 градусов (оставьте площадку шириной никель на дне канавки) и сделайте несколько проходов. Как вариант, сделайте первый проход с помощью стержня 6010, затем сделайте проход с крышкой с помощью 7018. Удилище 7024, пожалуй, является самым простым в использовании. Толстый флюс этого электрода, также известный как тяговый стержень, автоматически поддерживает правильную длину дуги, что позволяет вам протаскивать стержень прямо вдоль заготовки.
В: Нужно ли удалять ржавчину или масло перед сваркой?
A: Сварка палкой более щадящая в нечистых условиях, но никогда не помешает очистить детали проволочной щеткой или стереть излишки ржавчины. Если вы хорошо подготовитесь и обладаете средними сварочными способностями, вы сможете сделать качественный шов. Однако даже хорошее сварочное мастерство не может преодолеть плохую подготовку, так как это может привести к растрескиванию, неплавлению и включению шлака.
Помните РАКОВИНЫ
Теперь, когда вы готовы к сварке, вспомните о МОЛОЧКАХ.Может показаться, что нужно много думать о том, чтобы объединить все эти моменты в один момент сварки, но с практикой это становится второй натурой, так что не расстраивайтесь! Сварка палкой получила свое название не потому, что электрод похож на палку, а потому, что каждый прилепляет стержень к заготовке, когда учится сваривать.
Текущая установка
Правильная установка тока или силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Например, пруток 6010 диаметром 1/8 дюйма хорошо работает от 75 до 125 ампер, а пруток 7018 диаметром 5/32 дюйма сваривает при токах до 220 ампер.Сторона коробки электродов обычно указывает рабочие диапазоны. Выбирайте силу тока в зависимости от толщины материала, положения сварки (примерно на 15% меньше тепла для работы над головой по сравнению с плоским сварным швом) и наблюдения за готовым сварным швом. Большинство новых сварочных аппаратов имеют постоянную этикетку, на которой рекомендуются значения силы тока для различных электродов и различных толщин материалов.
Длина дуги
Правильная длина дуги зависит от электрода и приложения. В качестве хорошей отправной точки длина дуги не должна превышать диаметр металлической части (сердечника) электрода.Слишком плотное удерживание электрода снижает сварочное напряжение. Это создает неустойчивую дугу, которая может погаснуть сама по себе или привести к замерзанию стержня, а также образует сварной шов с высоким гребнем. Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой скорости наплавки, поднутрениям и иногда пористости.
Многие новички сваривают со слишком длинной дугой, поэтому у них получается шероховатый валик с большим количеством брызг. Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения
При сварке палкой в плоском, горизонтальном и потолочном положениях используется метод сварки волочением или обратной стороной. Удерживая стержень перпендикулярно стыку, наклоните верхнюю часть электрода в направлении движения примерно на 5-15 градусов. Для сварки вертикально вверх используйте технику толкания или переда и наклоните верх стержня на 15 градусов от направления движения.
Манипуляции
Каждый сварщик манипулирует или плетет электрод в уникальном стиле.Развивайте свой собственный стиль, наблюдая за другими, практикуясь и создавая метод, который приносит вам хорошие результаты. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение стержня обычно дает бусину шире, чем необходимо. Во многих случаях обычное прямое движение работает нормально.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов или в Z-образной форме, полукруге или ступенчатой схеме.Ограничьте поперечное движение до двух с половиной диаметров сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или бусинок.
При сварке вертикально вверх сосредоточьтесь на сварке сторон стыка, а середина сама позаботится о себе. Сделайте небольшую паузу сбоку, чтобы дать возможность дальней стороне валика остыть, а сварочная лужа наверстать упущенное и обеспечить надежное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Скорость передвижения
При правильной скорости движения получается сварной шов желаемого контура (или гребня), ширины и внешнего вида. Отрегулируйте скорость движения так, чтобы дуга оставалась в пределах одной трети сварочной ванны. На малых скоростях движения получается широкий выпуклый борт с неглубоким проникновением. Чрезмерно высокие скорости движения также уменьшают проникновение, создают более узкий и / или сильно выпуклый борт и, возможно, поднутрения.
Несколько последних советов. Всегда помните, что вам нужен хороший обзор сварочной ванны.В противном случае вы не сможете обеспечить сварку в стыке, сохраняя дугу на переднем крае лужи и используя нужное количество тепла (на самом деле вы можете увидеть лужу со слишком большим тепловым выходом из стыка). Для лучшего обзора держите голову в стороне от дыма, чтобы вы могли легко видеть лужу.
Также помните, что вы учитесь на ошибках. Нет ничего постыдного в шлифовании плохих сварных швов. Фактически, профессиональные сварщики создают идеальные сварные швы, распознавая дефекты, шлифуя их и повторно сваривая.
Различия — TIG (DC) и TIG (AC)
Сварка TIG (DC) постоянным током — это когда ток течет только в одном направлении. По сравнению со сваркой TIG на переменном токе, однажды протекающий ток не упадет до нуля, пока сварка не закончится. Как правило, инверторы TIG могут выполнять сварку как на постоянном, так и на переменном / постоянном токе, при этом очень немногие аппараты работают только на переменном токе.
DC используется для сварки TIG низкоуглеродистой стали / нержавеющей стали, а переменный ток используется для сварки алюминия.
Полярность
Сварочный процесс TIG имеет три варианта сварочного тока в зависимости от типа соединения. Каждый способ подключения имеет как достоинства, так и недостатки.
Постоянный ток — отрицательный электрод (DCEN)
Этот метод сварки можно использовать для широкого диапазона материалов. Сварочная горелка TIG подключается к отрицательному выходу сварочного инвертора, а рабочий обратный кабель — к положительному выходу.
Когда дуга образуется, в цепи течет ток, и распределение тепла в дуге составляет около 33% на отрицательной стороне дуги (сварочная горелка) и 67% на положительной стороне дуги (заготовка). .
Эти весы обеспечивают глубокое проникновение дуги в заготовку и уменьшают нагрев электрода.
Это пониженное тепло в электроде позволяет проводить больший ток через электроды меньшего размера по сравнению с соединениями с другой полярностью. Этот метод подключения часто называют прямой полярностью и является наиболее распространенным подключением, используемым при сварке постоянным током.
Постоянный ток — положительный электрод (DCEP)
При сварке в этом режиме сварочная горелка TIG подключается к положительному выходу сварочного инвертора, а рабочий обратный кабель — к отрицательному выходу.
Когда дуга образуется, в цепи течет ток, и распределение тепла в дуге составляет около 33% на отрицательной стороне дуги (заготовка) и 67% на положительной стороне дуги (сварочная горелка). ).
Это означает, что электрод подвергается наибольшему нагреву и, следовательно, должен быть намного больше, чем в режиме DCEN, даже при относительно низком токе, чтобы предотвратить перегрев или плавление электрода. Заготовка подвергается более низкому уровню нагрева, поэтому проплавление шва будет неглубоким.
Этот метод подключения часто называют обратной полярностью.
Кроме того, в этом режиме влияние магнитных сил может привести к нестабильности и явлению, известному как дуга, когда дуга может блуждать между свариваемыми материалами. Это также может произойти в режиме DCEN, но более распространено в режиме DCEP.
Может возникнуть вопрос, зачем нужен этот режим при сварке. Причина в том, что некоторые цветные металлы, такие как алюминий, при нормальном воздействии атмосферы образуют оксид на поверхности.Этот оксид образуется из-за реакции кислорода в воздухе и материала, похожего на ржавчину на стали. Однако этот оксид очень твердый и имеет более высокую температуру плавления, чем фактический основной материал, и поэтому перед сваркой его необходимо удалить.
Оксид можно удалить шлифованием, чисткой щеткой или какой-либо химической очисткой, но как только процесс очистки прекращается, оксид начинает снова образовываться. Поэтому в идеале его нужно чистить во время сварки. Этот эффект происходит, когда ток течет в режиме DCEP, когда поток электронов разрушается и удаляет оксид.Таким образом, можно было предположить, что DCEP будет идеальным режимом для сварки этих материалов с оксидным покрытием этого типа. К сожалению, из-за воздействия на электрод высоких уровней тепла в этом режиме размер электродов должен быть большим, а проникновение дуги будет низким.
Решением для этих типов материалов может быть глубокая проникающая дуга в режиме DCEN плюс очистка в режиме DCEP. Чтобы получить эти преимущества, используется режим сварки на переменном токе.
Сварка на переменном токе (AC)
При сварке в режиме переменного тока ток, подаваемый сварочным инвертором, работает либо с положительными и отрицательными элементами, либо с полупериодами.Это означает, что ток течет в одну сторону, а затем в другую в разное время, поэтому используется термин «переменный ток». Комбинация одного положительного элемента и одного отрицательного элемента называется одним циклом.
Количество раз, которое цикл завершается в течение одной секунды, называется частотой. В Великобритании частота переменного тока, подаваемого в сеть, составляет 50 циклов в секунду и обозначается как 50 Гц (Гц)
.Это будет означать, что ток изменяется 100 раз в секунду.Количество циклов в секунду (частота) в стандартной машине определяется частотой сети, которая в Великобритании составляет 50 Гц.
Стоит отметить, что с увеличением частоты магнитные эффекты увеличиваются, а такие элементы, как трансформаторы, становятся все более эффективными. Кроме того, увеличение частоты сварочного тока делает дугу жестче, улучшает стабильность дуги и приводит к более контролируемым условиям сварки.
Однако это теоретически, так как при сварке в режиме TIG на дугу влияют другие факторы.
На синусоидальную волну переменного тока может влиять оксидное покрытие некоторых материалов, которое действует как выпрямитель, ограничивая поток электронов. Это называется выпрямлением дуги, и его эффект приводит к отсечению или искажению положительного полупериода. Последствиями для зоны сварного шва являются неустойчивые условия дуги, отсутствие очищающего действия и возможное повреждение вольфрама.
Дуговое выпрямление положительного полупериода
Формы сигналов переменного тока (AC)
Синусоидальная волна состоит из положительного элемента, поднимающегося до своего максимума от нуля до спада до нуля (часто называемого холмом).
Когда он пересекает ноль, и ток меняет направление в сторону своего максимального отрицательного значения, прежде чем возрастет до нуля (часто называемый впадиной), один цикл завершается.
Многие сварочные аппараты TIG старого типа были аппаратами только синусоидального типа. С развитием современных сварочных инверторов со все более сложной электроникой появились средства управления и формирования формы волны переменного тока, используемой для сварки.
С развитием инверторов для сварки TIG переменным и постоянным током, включающих больше электроники, было разработано поколение аппаратов с прямоугольной волной.Благодаря этим электронным элементам управления переключение с положительного на отрицательное и наоборот может происходить практически мгновенно, что приводит к более эффективному току в каждом полупериоде из-за более длительного периода по максимуму.
Эффективное использование накопленной энергии магнитного поля создает формы волны, которые очень близки к квадрату. Управление первых электронных источников питания позволяло управлять «прямоугольной волной». Система позволит контролировать положительный (очистка) и отрицательный (проникновение) полупериоды.
Условие баланса будет равным + положительный и отрицательный полупериоды, дающие стабильное состояние сварного шва.
Проблемы, с которыми можно столкнуться, состоят в том, что если очистка произошла за время, меньшее, чем положительный полупериод, то часть положительного полупериода не будет продуктивной и может также увеличить потенциальное повреждение электрода из-за перегрева. Однако этот тип машины также будет иметь контроль баланса, который позволяет изменять время положительного полупериода в пределах времени цикла.
Этого можно достичь, установив элемент управления в положение, которое позволит проводить больше времени в отрицательном полупериоде по сравнению с положительным полупериодом. Это позволит использовать более высокий ток с меньшими электродами, чем больше
накала в плюсе (работа). Увеличение нагрева также приводит к более глубокому провару при сварке с той же скоростью движения, что и в уравновешенном состоянии.
Уменьшенная зона термического влияния и меньшая деформация за счет более узкой дуги.
Этого можно достичь, установив элемент управления в положение, которое позволит проводить больше времени в положительном полупериоде по сравнению с отрицательным полупериодом. Это позволит использовать очень активный ток очистки. Следует отметить, что существует оптимальное время очистки, по истечении которого дополнительная очистка не выполняется, а вероятность повреждения электрода выше. Воздействие на дугу должно обеспечить более широкую чистую сварочную ванну с неглубоким проплавлением.
Стандартные понижающие потенциалы | Безграничная химия
Стандартные понижающие потенциалы
Стандартные восстановительные потенциалы обеспечивают систематическое измерение тенденции к снижению различных молекул.
Цели обучения
Напомним, что положительный потенциал восстановления указывает на термодинамически благоприятную реакцию по сравнению с восстановлением протона до водорода
Основные выводы
Ключевые моменты
- Восстановительный потенциал измеряет тенденцию молекулы к сокращению за счет поглощения новых электронов.
- Стандартный восстановительный потенциал — это восстановительный потенциал молекулы при определенных стандартных условиях.
- Стандартные восстановительные потенциалы могут быть полезны при определении направленности реакции.
- Восстановительный потенциал данного вещества можно рассматривать как отрицательный по отношению к окислительному потенциалу.
Ключевые термины
- уменьшить : для добавления электронов / водорода или удаления кислорода.
- стандартный водородный электрод : окислительно-восстановительный электрод, который составляет основу термодинамической шкалы окислительно-восстановительных потенциалов; используется в качестве стандарта, по которому измеряются другие электроды.
Снижающий потенциал
Восстановительный потенциал (также известный как окислительно-восстановительный потенциал, окислительно-восстановительный потенциал или E h ) измеряет склонность химического вещества приобретать электроны и тем самым уменьшаться.Потенциал восстановления измеряется в вольтах (В) или милливольтах (мВ). У каждого вида есть свой собственный восстановительный потенциал. Чем более положительный потенциал, тем больше у вида сродство к электронам или тем сильнее вид сокращается.
Окисление-восстановление в гальваническом элементе : В этом гальваническом элементе цинк восстанавливает катионы меди. В результате образуются катионы цинка и нейтральная металлическая медь.
Стандартный восстановительный потенциал (E 0 ) измеряется при стандартных условиях:
- 25 ° С
- 1 M концентрация для каждого иона, участвующего в реакции
- Парциальное давление 1 атм для каждого газа, участвующего в реакции
- Металлы в чистом виде
Стандартный понижающий потенциал
Стандартный восстановительный потенциал определяется относительно электрода сравнения стандартного водородного электрода (SHE), которому произвольно задан потенциал, равный 0.00 вольт. Значения, указанные ниже в скобках, представляют собой стандартные потенциалы восстановления для полуреакций, измеренные при 25 ° C, 1 атмосфере и pH 7 в водном растворе.
- CH 3 COOH + 2H + + 2e — → CH 3 CHO + H 2 O (-0,58)
- 2H + + 2 e — → H 2 (0,0)
- O 2 + 2H + + 2e — → H 2 O 2 (+0,7)
- O 2 + 4H + + 4e — → 2H 2 O (+1.64)
Так как потенциал восстановления измеряет внутреннюю тенденцию к восстановлению вида, сравнение стандартного потенциала восстановления для двух процессов может быть полезным для определения того, как будет протекать реакция.
Исторически многие страны, включая США и Канаду, использовали в своих расчетах стандартные потенциалы окисления, а не восстановительные. Это просто отрицательные значения стандартных восстановительных потенциалов, поэтому на практике это несложно.Однако, поскольку они также могут называться «окислительно-восстановительными потенциалами», IUPAC предпочитает термины «потенциалы восстановления» и «потенциалы окисления». Их можно четко различить, используя символ E 0 r для восстановления и E 0 o для окисления.
Прогнозирование спонтанного направления окислительно-восстановительной реакции
Направление окислительно-восстановительной реакции зависит от относительной силы окислителей и восстановителей в растворе.
Цели обучения
Предсказать направление потока электронов в окислительно-восстановительной реакции с учетом восстановительных потенциалов двух полуреакций
Основные выводы
Ключевые моменты
- Иногда направление окислительно-восстановительной реакции можно определить путем оценки относительной силы восстановителей и окислителей.
- В ситуациях, когда электрохимический ряд недостаточен для точного определения направления окислительно-восстановительной реакции, можно использовать стандартный электродный потенциал E o .
- Отрицательное значение потенциала клетки указывает на восстанавливающую среду, а положительное значение указывает на окислительную среду.
Ключевые термины
- стандартный потенциал электрода : потенциал электрода, измеренный в стандартных условиях (298 K, 1 атм и 1 M).
Прогнозирование полуреакций окислительно-восстановительного потенциала
Обычно направление окислительно-восстановительной реакции зависит от относительной силы окислителей и восстановителей в растворе.В простых ситуациях электрохимическая серия может быть очень полезна для определения направления реакции.
Электрохимическая серия : Для того, чтобы предсказать, будут ли два реагента участвовать в спонтанной окислительно-восстановительной реакции, важно знать, какое место они занимают в электрохимической серии.
В представленной таблице самым легко восстанавливаемым элементом является Li, а наиболее легко окисляемым — железо. Это означает, что Li будет записан как полуреакция восстановления по сравнению с любым другим элементом в этой таблице.С другой стороны, Fe будет записан как полуреакция окисления по сравнению с любым другим элементом в этой таблице.
Некоторые реакции нельзя «наблюдать» таким образом. Эти реакции требуют более математического метода определения направления. Чтобы понять это, важно учитывать стандартный электродный потенциал, который является мерой движущей силы реакции. Знак стандартного потенциала электрода указывает, в каком направлении должна протекать реакция, чтобы достичь равновесия.\ text {o} = 0,00 \ V [/ латекс]
E o = 0,76 В
Положительное значение E o указывает, что на STP эта реакция должна идти вправо, чтобы достичь равновесия. Другими словами, положительное значение E o указывает, что реакция имеет константы равновесия, которые благоприятствуют продуктам.
Что происходит со стандартным потенциалом электрода, когда реакция записывается в обратном направлении? Ни относительная сила окислителя или восстановителя, ни величина потенциала не изменятся.\ text {o} = -0,76 \ text {V} [/ latex]), потенциал ячейки меняется на противоположный.
Относительные реакционные способности различных полуреакций можно сравнивать, чтобы предсказать направление потока электронов. Уравнения полуреакции можно объединить, если обратиться к окислению таким образом, чтобы нейтрализовать электроны.
Прогнозирование растворения металла в кислоте
Металл растворим в кислоте, если он вытесняет H 2 из раствора, что определяется стандартным восстановительным потенциалом металла.
Цели обучения
Предсказать, будет ли металл растворяться в кислоте, учитывая его восстановительный потенциал
Основные выводы
Ключевые моменты
- Некоторые металлы обладают более сильной «замещающей» способностью, чем другие, что указывает на то, что они с большей вероятностью уменьшатся.
- Хотя H 2 не является металлом, его все же можно «заменить» некоторыми сильно восстанавливающими металлами.
- Тенденция металла «вытеснять» газообразный водород из кислого раствора определяет его растворимость; если металл не может вытеснить водород, он не будет окисляться и останется нерастворимым.
- Вы можете определить, будет ли металл растворяться в кислоте, сравнив стандартный восстановительный потенциал металла с потенциалом газообразного водорода.
Ключевые термины
- уменьшить : для добавления электронов / водорода или удаления кислорода.
- окислить : Увеличить валентность (положительный заряд) элемента за счет удаления электронов.
Металлы
Некоторые металлы можно считать более «активными», чем другие, в том смысле, что более активный металл может заменить менее активный из раствора его соли.{2+} + \ text {Cu} (\ text {s}) [/ latex]
Здесь цинк более активен, чем медь, потому что он может заменять медь в растворе. Если погрузить кусок металлического цинка в раствор медного купороса, поверхность цинка быстро покроется слоем мелкодисперсной меди. Синий цвет раствора уменьшается по мере замещения иона меди (II).
Подобные сравнения других металлов позволили расположить их в порядке увеличения их электронодонирующей или понижающей мощности.Эта последовательность известна как электродвижущая или активная серия металлов.
- Уровень активности 1 (высший): Li, K, Ca, Na
- Уровень активности 2: Mg, Al, Mn, Zn, Fe
- Уровень активности 3: Ni, Sn, Pb
- Уровень активности 4 (самый низкий): Cu, Ag, Pt, Au
Серия действий
Ряд активности долгое время использовался для предсказания направления окислительно-восстановительных реакций. Рассмотрим, например, упомянутое выше окисление меди металлическим цинком.{2+} + \ text {Cu} (\ text {s}) [/ latex]
Старомодный способ выразить это — сказать, что «цинк заменит медь из раствора».
Обратите внимание, что в таблице также учтена замена водорода (H 2 ). Хотя H 2 не является металлом, его все же можно «заменить» некоторыми сильно восстанавливающими металлами. Тенденция металла «заменять» газообразный водород из кислого раствора будет определять его растворимость в этом растворе.
Снижающие потенциалы
Каждая полуячейка связана с разностью потенциалов, величина которой зависит от природы конкретной электродной реакции и от концентраций растворенных веществ.- \ rightarrow \ text {Zn} (\ text {s}) [/ latex]
В ячейке Zn (s) | Zn 2+ (водн.) || Cu 2+ (водн.) | Cu (s), цинк появляется слева, указывая на то, что он окисляется, а не восстанавливается. По этой причине разность потенциалов, вносимая левой полуячейкой, имеет знак, противоположный ее обычному восстановительному потенциалу полуячейки. Эти значения могут быть определены с использованием стандартных потенциалов восстановления, которые часто можно найти. Используя стандартные восстановительные потенциалы реакции, можно определить, насколько вероятно, что данный металл будет принимать или отдавать электроны.\ text {o} = 0,00 \ V [/ латекс]
Сложение двух полуреакций дает общее уравнение и положительное значение для E 0 . Это означает, что реакция происходит самопроизвольно, и Zn растворяется в HCl.
Термодинамика окислительно-восстановительных реакций
Термодинамика окислительно-восстановительных реакций может быть определена с использованием их стандартных восстановительных потенциалов и уравнения Нернста.
Цели обучения
Перевести между константой равновесия / коэффициентом реакции, стандартным восстановительным потенциалом и изменением свободной энергии Гиббса для данной окислительно-восстановительной реакции
Основные выводы
Ключевые моменты
- Окислительно-восстановительные реакции — это реакции, при которых электроны переносятся между частицами.
- Уравнение Нернста позволяет рассчитать восстановительный потенциал окислительно-восстановительной реакции в «нестандартных» условиях.
- Когда система находится в состоянии равновесия, уравнение Нернста можно упростить и записать в терминах константы равновесия K, которая, в свою очередь, позволяет вывести уравнение для определения изменения свободной энергии Гиббса ([латекс] \ Delta \ text {G} [/ latex]) реакции.
Ключевые термины
- Свободная энергия Гиббса : термодинамический потенциал, который измеряет «полезную» или инициирующую процесс работу, получаемую от термодинамической системы при постоянной температуре и давлении.
- стандартный потенциал восстановления : восстановительный потенциал реакции, измеренный при стандартных условиях: 25 ° C, концентрация 1 M для каждого участвующего иона, парциальное давление 1 атм для каждого газа и металлы в чистом состоянии.
Снижающий потенциал
Для расчета термодинамических величин, таких как изменение свободной энергии Гиббса [латекс] \ Delta \ text {G} [/ latex] для общей окислительно-восстановительной реакции, необходимо использовать уравнение, называемое уравнением Нернста.Вальтер Нернст был немецким химиком и физиком, который в начале 20 века разработал уравнение, чтобы связать восстановительный потенциал, температуру, концентрацию и количество переносимых электронов.
Вальтер Нернст : Портрет Вальтера Нернста.
Уравнение Нернста позволяет рассчитать восстановительный потенциал при любой температуре и концентрации реагентов и продуктов; Стандартный реакционный потенциал должен быть измерен при 298К и 1М для каждого раствора.0 [/ латекс]
В этом уравнении:
- [latex] \ Delta \ text {G} [/ latex] — изменение свободной энергии
- n — количество родинок
- E 0 — стандартный потенциал
- F — постоянная Фарадея
Стандартные электродные потенциалы | Электрохимические реакции
13,6 Стандартные электродные потенциалы (ESCRF)
Стандартные условия (ESCRG)
Стандартные электродные потенциалы являются мерой равновесных потенциалов.Положение этого равновесия может измениться, если вы измените некоторые условия (например, концентрацию, температуру). Поэтому важно использовать стандартные условия:
давление = \ (\ text {101,3} \) \ (\ text {kPa} \) (\ (\ text {1} \) \ (\ text {atm} \))
температура = \ (\ text {298} \) \ (\ text {K} \) (\ (\ text {25} \) \ (\ text {℃} \))
концентрация = \ (\ text {1} \) \ (\ text {мол.{-3} $} \)
Стандартный водородный электрод (ESCRH)
Это разность потенциалов (записанная как напряжение) между двумя электродами, которая заставляет электроны течь от \ (\ color {blue} {\ textbf {анод}} \) к \ (\ color {red} {\ textbf {cathode}} \) через внешнюю цепь гальванического элемента (помните, обычный ток идет в обратном направлении).
Возможно измерение потенциала электрода и электролита.Однако это непростой процесс, и полученное значение будет зависеть от концентрации раствора электролита, температуры и давления.
Способ устранения этих несоответствий — сравнение всех электродных потенциалов со стандартным электродом сравнения . Все эти сравнения выполняются с одинаковыми концентрациями, температурой и давлением. Это означает, что эти значения можно использовать для расчета разности потенциалов между двумя электродами. Это также означает, что потенциалы электродов можно сравнивать без необходимости создания конкретной исследуемой ячейки.
Этот электрод сравнения можно использовать для расчета относительного электродного потенциала для вещества. В качестве электрода сравнения используется стандартный водородный электрод (рисунок 13.8).
- Стандартный водородный электрод
Стандартный водородный электрод — это окислительно-восстановительный электрод, который составляет основу шкалы окислительно-восстановительных потенциалов.
Рисунок 13.8: Упрощенная версия стандартного водородного электрода.{-} \) \ (\ rightleftharpoons \) \ (\ text {H} _ {2} (\ text {g}) \)
Стандартный водородный электрод, используемый сейчас, фактически представляет собой потенциал платинового электрода в теоретическом кислотном растворе.
Электродный потенциал водородного электрода в \ (\ text {25} \) \ (\ text {℃} \) оценивается как \ (\ text {4,4} \) \ (\ text {V} \ ). Однако, чтобы использовать его в качестве электрода сравнения, это значение устанавливается на ноль при всех температурах , чтобы его можно было сравнивать с другими электродами.
Стандартные электродные потенциалы (ESCRJ)
Чтобы использовал водородный электрод , он должен быть присоединен к исследуемой системе электродов. Например, если вы пытаетесь определить электродный потенциал меди, вам нужно будет подключить медную полуячейку к водородному электроду; если вы пытаетесь определить электродный потенциал цинка, вам нужно будет подключить цинковую полуячейку к водородному электроду и так далее. {+} (\ text {aq}) || \)).Таким образом, отрицательное значение означает, что другой элемент или соединение имеет большую тенденцию к окислению, а положительное значение означает, что другой элемент или соединение имеет большую тенденцию к восстановлению.
Вольтметр измеряет разность потенциалов между зарядами этих электродов. В этом случае вольтметр будет показывать \ (- \ text {0,76} \) \ (\ text {V} \), поскольку электрод \ (\ text {Zn} \) имеет относительно большее количество электронов.
Медь
Медь менее склонна к образованию ионов, чем водород, поэтому, если стандартный водородный электрод подключен к медной полуячейке, \ (\ color {red} {\ textbf {медь}} \) будет относительно \ (\ цвет {красный} {\ textbf {менее негативный}} \).{-} \) \ (\ to \) \ (\ text {H} _ {2} (\ text {g}) \)
Ионы меди с большей вероятностью образуют твердую медь, чем ионы водорода, образующие газообразный водород. Упрощенное представление ячейки показано на рисунке 13.10.
Рисунок 13.10: Когда медь подключена к стандартному водородному электроду, на медном электроде накапливается относительно небольшое количество электронов. На водородном электроде много электронов.
Вольтметр измеряет разность потенциалов между зарядами этих электродов.В этом случае вольтметр будет читать \ (\ text {+0,34} \) \ (\ text {V} \), поскольку электрод \ (\ text {Cu} \) имеет относительно меньшее количество электронов.
Напряжения, зарегистрированные при подключении цинка и меди к стандартному водородному электроду, на самом деле представляют собой стандартных электродных потенциалов для этих двух металлов. Важно помнить, что это не абсолютные значения , а потенциалы, которые были измерены на относительно потенциала водорода, если стандартный водородный электрод считается равным нулю.
По соглашению, мы всегда указываем полуреакцию восстановления при задании стандартного потенциала электрода.
В примерах, которые мы использовали ранее, потенциал восстановления цинкового электрода равен \ (- \ text {0,76} \), а медный — \ (\ text {+0,34} \). Итак, если элемент или соединение имеет отрицательный отрицательный потенциал восстановления стандартного электрода , это означает, что он легко образует ионы. Чем отрицательнее значение, тем легче этому элементу или соединению образовывать ионы (окисляться и быть восстановителем).Если элемент или соединение имеет положительный стандартный электродный потенциал , это означает, что он не так легко образует ионы.
К счастью для нас, нам не нужно определять стандартный электродный потенциал для каждого металла. Это уже было сделано, и результаты занесены в таблицу стандартных электродных потенциалов. В таблице 13.2 представлены стандартные восстановительные потенциалы электродов.
Полуреакция | E ° V |
\ (\ text {Li} ^ {+} + \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Li} \) | \ (- \ text {3,04} \) |
\ (\ text {K} ^ {+} + \ text {e } ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {K} \) | \ (- \ text {2,92} \) |
\ (\ text {Ba } ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Ba} \) | \ (- \ text {2,90} \) |
\ (\ text {Ca} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Ca} \) | \ (- \ text {2,87} \) |
\ (\ text {Na} ^ {+} + \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ текст {Na} \) | \ (- \ text {2,71} \) |
\ (\ text {Mg} ^ {2+} + 2 \ text {e} ^ {- } \) \ (\ rightleftharpoons \) \ (\ text {Mg} \) 90 026 | \ (- \ text {2,37} \) |
\ (\ text {Al} ^ {3+} + 3 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Al} \) | \ (- \ text {1,66} \) |
\ (\ text {Mn} ^ {2+} + 2 \ text { e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Mn} \) | \ (- \ text {1,18} \) |
\ (2 \ text {H} _ {2} \ text {O} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {H} _ {2} (\ text {g}) + 2 \ text {OH} ^ {-} \) | \ (- \ text {0,83} \) |
\ (\ text {Zn} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Zn} \) | \ (- \ text {0,76} \) |
\ (\ text {Cr} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Cr} \) | \ (- \ text {0,74} \) |
\ (\ text {Fe} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Fe} \) | \ (- \ text {0,44} \) |
\ (\ text {Cr} ^ {3+} + 3 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Cr} \) | \ (- \ text {0,41} \) |
\ (\ text {Cd} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Cd} \) | \ (- \ text {0,40} \) |
\ (\ text {Co} ^ {2+ } + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Co} \) | \ (- \ text {0,28} \) |
\ (\ text {Ni} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Ni} \) | \ (- \ text {0,25} \) |
\ (\ text {Sn} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Sn } \) | \ (- \ text {0,14} \) |
\ (\ text {Pb} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Pb} \) | \ (- \ text {0,13} \) |
\ (\ текст {Fe} ^ {3+} + 3 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Fe} \) | \ (- \ text {0,04 } \) |
\ (2 \ text {H} ^ {+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {H} _ {2 } (\ text {g}) \) | 0,00 |
\ (\ text {S} + 2 \ text {H} ^ {+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {H} _ {2} \ text {S} (\ text {g}) \) | \ (\ text {+0,14 } \) |
\ (\ text {Sn} ^ {4+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Sn} ^ {2 +} \) | \ (\ text {+0,15} \) |
\ (\ text {Cu} ^ {2+} + \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Cu} ^ {+} \) | \ (\ text {+0,16} \) |
\ (\ text {SO} _ { 4} ^ {2-} + 4 \ text {H} ^ {+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {SO} _ {2} (\ текст {g}) + 2 \ text {H} _ {2} \ text {O} \) | \ (\ text { +0,17} \) |
\ (\ text {Cu} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Cu } \) | \ (\ text {+0,34} \) |
\ (2 \ text {H} _ {2} \ text {O} + \ text {O} _ { 2} + 4 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (4 \ text {OH} ^ {-} \) | \ (\ text {+0,40} \ ) |
\ (\ text {Cu} ^ {+} + \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Cu} \) | \ (\ text {+0,52} \) |
\ (\ text {I} _ {2} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (2 \ text {I} ^ {-} \) | \ (\ text {+0,54} \) |
\ (\ text {O} _ {2} (\ text {g} ) + 2 \ text {H} ^ {+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {H} _ {2} \ text {O} _ {2 } \) | \ (\ text {+0,68} \) |
\ (\ text {Fe} ^ {3+} + \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Fe} ^ {2 +} \) | 90 002 \ (\ text {+0,77} \) |
\ (\ text {NO} _ {3} ^ {-} + 2 \ text {H} ^ {+} + \ text {e } ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {NO} _ {2} (\ text {g}) + \ text {H} _ {2} \ text {O} \) | \ (\ text {+0,78} \) |
\ (\ text {Hg} ^ {2+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \ ) \ (\ text {Hg} (\ text {l}) \) | \ (\ text {+0,78} \) |
\ (\ text {Ag} ^ {+} + \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Ag} \) | \ (\ text {+0,80} \) |
\ (\ text {NO} _ {3} ^ {-} + 4 \ text {H} ^ {+} + 3 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {NO } (\ text {g}) + 2 \ text {H} _ {2} \ text {O} \) | \ (\ text {+0,96} \) |
\ ( \ text {Br} _ {2} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (2 \ text {Br} ^ {-} \) | \ (\ text {+1,06} \) |
\ (\ text {O} _ {2} (\ text {g}) + 4 \ text {H} ^ {+} + 4 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (2 \ text {H} _ {2} \ text {O} \) | \ (\ text {+1,23} \) |
\ (\ text {MnO} _ {2} + 4 \ text {H} ^ {+} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Mn} ^ {2+} + 2 \ text {H} _ {2} \ text {O} \) | \ (\ text {+1, 28} \) |
\ (\ text {Cr} _ {2} \ text {O} _ {7} ^ {2-} + 14 \ text {H} ^ {+} + 6 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (2 \ text {Cr} ^ {3+} + 7 \ text {H} _ {2} \ text {O} \) | \ (\ text {+1,33} \) |
\ (\ text {Cl} _ {2} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ ( 2 \ text {Cl} ^ {-} \) | \ (\ text {+1,36} \) |
\ (\ text {Au} ^ {3+} + 3 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Au} \) | \ (\ text {+1,50} \) |
\ (\ text {MnO} _ {4} ^ {-} + 8 \ text {H} ^ {+} + 5 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Mn} ^ { 2+} + 4 \ t ext {H} _ {2} \ text {O} \) | \ (\ text {+1,52} \) |
\ (\ text {Co} ^ {3+} + \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (\ text {Co} ^ {2 +} \) | \ (\ text {+1,82} \) |
\ (\ text {F} _ {2} + 2 \ text {e} ^ {-} \) \ (\ rightleftharpoons \) \ (2 \ text {F} ^ {-} \) | \ (\ text {+2,87} \) |
Таблица 13.{-} \) \ (\ rightleftharpoons \) \ (\ text {Au} \)) означает, что элемент или соединение легко получает электроны. Этот элемент или соединение представляет собой \ (\ color {red} {\ textbf {легко восстанавливается}} \) и, следовательно, является хорошим \ (\ color {red} {\ textbf {окислителем}} \).
\ (\ color {blue} {\ textbf {восстанавливающая способность}} \) (т.е. способность действовать как восстанавливающий агент) элементов или соединений в таблице уменьшается на , когда вы перемещаете вниз на в таблице. .
\ (\ color {red} {\ textbf {окислительная способность}} \) элементов или соединений увеличивается на , когда вы перемещаете вниз на в таблице.{\ circ} \) вычислений. Это потому, что солевой мостик не так эффективен (это всего лишь кусок веревки, пропитанный электролитом). Для достижения наилучших результатов при замачивании струны используйте насыщенный раствор нитрата натрия.
Поднос для кубиков льда, окислительно-восстановительный эксперимент
Цель
Для определения относительной реакционной способности соответствующих металлов и понимания работы простой электрохимической ячейки.
Аппарат
Поднос для кубиков льда, вольтметр и соединительные провода.{-3} $} \) растворов свинца (например, \ (\ text {PbSO} _ {4} \)), магния (например, \ (\ text {MgSO} _ {4} \)), цинка (например, \ (\ text {ZnSO} _ {4} \)) и медь (например, \ (\ text {CuSO} _ {4} \)).
Нить, пропитанная раствором нитрата натрия (\ (\ text {NaNO} _ {3} \)).
Предварительные знания
Электроны движутся от анода к катоду. Обычный ток движется от катода к аноду, поэтому положительный вывод вольтметра будет на катоде, а отрицательный вывод — на аноде.{3} $} \) решений \ (\ text {Pb} \), \ (\ text {Zn} \), \ (\ text {Cu} \) и \ (\ text {Mg} \) в четыре различных углубления для кубиков льда.
Они не должны находиться рядом друг с другом, чтобы избежать смешивания растворов.
Прикрепите к зажимам «крокодил» два разных металла. Оберните влажную струну через два используемых раствора (так, чтобы каждый конец струны находился в растворе). Затем поместите металл в соответствующий ионный раствор.
и.{2 +} \) решение.
Используйте комбинации ячеек в следующем порядке:
Pb / Zn; Pb / Cu; Pb / Mg; Zn / Cu; Zn / Mg; Cu / Mg
Определите комбинации металлов, дающие положительный результат.
Составьте таблицу, которая показывает:
сочетание металлов
какой металл является анодом в этой паре металлов
какой металл является катодом в этой паре металлов
Металлическая комбинация | Анод | Катод | ||
| 76 | 76 | |||
Используйте эту таблицу для ранжирования металлов от самого сильного восстановителя до (ранжируйте от самого сильного к самому слабому).
Для каждой комбинации запишите полуреакцию восстановления и полуреакцию окисления, а затем общую реакцию клетки.
Запишите все наблюдения для каждой ячейки.
Вопросы
Объясните, почему напряжения кажутся ниже / выше ожидаемых.
Для чего нужна веревка?
Выводы
В зависимости от электродного потенциала каждого металла один и тот же металл может быть анодом в одной реакции и катодом в другой.Это можно увидеть по положительному или отрицательному показанию вольтметра.
Например, свинец будет восстанавливаться с большей вероятностью, чем цинк, поэтому в этой паре свинец будет катодом, а цинк — анодом. Однако вероятность окисления свинца выше, чем у меди, поэтому в этой паре медь будет катодом, а свинец — анодом.
Высокие оценки в науке — залог вашего успеха и будущих планов. Проверьте себя и узнайте больше о практике Сиявулы.
Зарегистрируйтесь и проверьте себяТаблица стандартных электродных потенциалов
Упражнение 13.6\ (- \ text {2,37} \) \ (\ text {V} \)
\ (- \ text {0,13} \) \ (\ text {V} \)
\ (- \ text {0,25} \) \ (\ text {V} \)
Какой из металлов окисляется с наибольшей вероятностью?
Ион какого металла восстанавливается с наибольшей вероятностью?
кобальт (III) (фтор не металл)
Какой металл является самым сильным восстановителем?
Если другой электрод изготовлен из магния, происходит ли восстановление или окисление в медной полуреакции? Поясните свой ответ.
Редукция. Приведены значения для полуреакций восстановления. Медь восстанавливается легче (потенциал положительного электрода), чем магний (потенциал отрицательного электрода)
Если другим электродом является олово, происходит ли восстановление или окисление в полуреакции ртути? Поясните свой ответ.
Редукция. Приведены значения для полуреакций восстановления. Ртуть легче восстанавливать (большой потенциал положительного электрода), чем олово (небольшой потенциал отрицательного электрода).{2 +} \)
Самым сильным окислителем является соединение, которое легче всего восстанавливается. Это соединение с наибольшим положительным значением E ° в таблице стандартных восстановительных потенциалов.
Какое вещество является самым сильным окислителем?
Хлор — сильнейший окислитель.
Какое вещество является самым сильным восстановителем?
Кальций — сильнейший восстановитель.
Использование стандартных электродных потенциалов (ESCRK)
Итак, теперь, когда вы понимаете эту полезную таблицу потенциалов восстановления, важно, чтобы вы могли использовать эти значения для расчета разностей потенциальной энергии. Следующие рабочие примеры помогут вам в этом. Во всех этих случаях важно понимать, о чем идет речь.
В этом отработанном примере даны две полуреакции. Оба представлены, как показано в таблице стандартных восстановительных потенциалов, но в действительности восстанавливается только один металл, а другой окисляется.{-} \) \ (\ rightleftharpoons \) \ (\ text {Ag} (\ text {s}) \) (E ° = \ (\ text {+0,80} \) \ (\ text {V} \))
Используйте значения потенциала электрода, чтобы определить, какой металл окисляется, а какой восстанавливается
Оба значения положительны, но у серебра потенциал положительного электрода больше, чем у меди. Следовательно, серебро легче восстанавливается, чем медь, а медь окисляется легче, чем серебро.
Запишите полуреакции восстановления и окисления
Значения E ° взяты из таблицы стандартных понижающих потенциалов .{-} \)
Можно сделать вывод, что магний будет вытеснять серебро из раствора нитрата серебра, так что в растворе будут металлическое серебро и ионы магния.
Если магний способен вытеснить серебро из раствора нитрата серебра, это означает, что металлический магний будет образовывать ионы магния, а ионы серебра станут металлическим серебром. Другими словами, теперь будет металла серебра и раствора нитрата магния .{2 +} \).
Рабочий пример 9: Определение общих реакций
Для ячейки из оксида цинка (\ (\ text {Zn} \)) и золота (III) (\ (\ text {Au} _ {2} \ text {O} _ {3} \)) в растворе \ (\ text {KOH} \) определить:
полуреакции окисления и восстановления
общее вычисленное химическое уравнение
стандартное обозначение ячейки для ячейки
Найдите соответствующие реакции в таблице стандартных электродных потенциалов
В реакции участвуют цинк и золото.{-} \)
Добавьте ионы-наблюдатели и удалите электроны из уравнения
\ (\ text {Au} _ {2} \ text {O} _ {3} (\ text {aq}) + 3 \ text {Zn} (\ text {s}) \) \ (\ to \) \ (2 \ text {Au} (\ text {s}) + 3 \ text {ZnO} (\ text {aq}) \)
Какой материал является анодом, а какой катодом?
Окисление — это потеря электронов на аноде, поэтому анодом является \ (\ text {Zn} (\ text {s}) \).
Восстановление — это усиление электронов на катоде, поэтому катодом является \ (\ text {Au} _ {2} \ text {O} _ {3} \).
Приведите стандартные обозначения клеток для этой реакции
Анод всегда пишется первым (слева): \ (\ text {Zn} (\ text {s}) | \ text {ZnO} (\ text {aq}) \)
Катод всегда пишется вторым (справа): \ (\ text {Au} _ {2} \ text {O} _ {3} (\ text {s}), \ text {Au} (\ text { s}) \)
Следовательно, стандартное обозначение ячеек:
\ (\ text {Zn} (\ text {s}) | \ text {ZnO} (\ text {aq}) || \ text {Au} _ {2} \ text {O} _ {3} (\ текст {s}), \ text {Au} (\ text {s}) \)
В эксперименте по вытеснению вы можете использовать ксилол, толуол или сероуглерод вместо парафина.Однако это не лучшие химические вещества для работы. Если вы все же используете одно из этих химикатов, убедитесь, что учащиеся исследуют опасности материалов, с которыми они работают.
Ученики должны работать с концентрированной сильной кислотой. Концентрированные сильные кислоты могут вызвать серьезные ожоги. Напоминайте учащимся, что при обращении со всеми химическими веществами, особенно концентрированными кислотами, необходимо быть осторожными и носить соответствующее защитное снаряжение. Средства защиты включают перчатки, защитные очки и защитную одежду.{3} $} \)), бромная вода, водные растворы хлорида натрия (\ (\ text {NaCl} \)), бромид натрия (\ (\ text {NaBr} \)) и йодид натрия (\ (\ text {NaI} \)), парафин, концентрированный \ (\ text {HCl} \).
5 пробирок, 2 пластиковые капельницы.
Метод
Концентрированный \ (\ text {HCl} \) может вызвать серьезные ожоги. Мы рекомендуем использовать перчатки и защитные очки всякий раз, когда вы работаете с кислотой. Не забудьте добавить кислоту в воду и не вдыхать ее.{3} $} \) концентрированного \ (\ text {HCl} \).
Понаблюдайте за жидкостью и отметьте, что происходит при добавлении \ (\ text {HCl} \), запишите свои наблюдения. Вы образовали раствор хлора в воде .
С помощью пластиковой капельницы перенесите хлорную воду примерно на \ (\ text {1} \) \ (\ text {cm} \) высоту в пробирки с метками A, B и D.
Обратите внимание на любые изменения в пробирке. Запишите все наблюдения.{3} $} \) бромной воды в пробирки с маркировкой C и E.
Обратите внимание на любые изменения в пробирке. Запишите все наблюдения.
С помощью пластиковой капельницы перенесите парафин примерно на \ (\ text {2} \) \ (\ text {cm} \) высоту в каждую пробирку. Закройте пробирку пробкой или резиновой пробкой, крепко удерживая ее на месте большим пальцем, встряхните смесь.
Используйте таблицу окислительно-восстановительного потенциала, чтобы написать общие чистые ионные уравнения для реакций в пробирках B, D и E.
Используя свое понимание правил растворимости ( подобно растворяется, как ), объясните, почему слой парафина стал окрашенным в пробирках B, D и E. Объясните, что привело к окрашиванию парафина в пробирке C.
Почему в пробирке A не было реакции и изменения цвета?
Результаты
В пробирке присутствует A \ (\ text {Cl} _ {2} \), но он не окрашен, поэтому изменения цвета парафина не наблюдается.{-} \) ионы с образованием \ (\ text {I} _ {2} \), которые превратят парафин в фиолетовый цвет.
Заключение
Молекулы галогена неполярны. Поэтому они растворяются в неполярном растворителе, таком как парафин. Слой парафина станет цвета галогена, присутствующего в растворе. Наиболее вероятно, что из этих трех галогенов восстанавливается хлор, за ним следует бром и затем йод. Это можно увидеть в таблице стандартных электродных потенциалов, поскольку хлор имеет самый большой потенциал положительного электрода из трех галогенов.
Высокие оценки в науке — залог вашего успеха и будущих планов. Проверьте себя и узнайте больше о практике Сиявулы.
Зарегистрируйтесь и проверьте себяИспользование стандартных электродных потенциалов
Упражнение 13.7Если бы серебро было добавлено к раствору сульфата меди (II), вытеснило бы оно медь из раствора сульфата меди (II)? Поясните свой ответ.
№
Мы используем таблицу стандартных электродных потенциалов, чтобы найти электродный потенциал для серебра и меди.{-} \) \ (\ rightleftharpoons \) \ (\ text {Cu} (\ text {s}) \) (E ° = \ (\ text {+0,34} \) \ (\ text {V} \))
Серебро имеет больший положительный E °, чем медь. Следовательно, серебро легче восстанавливается (легче образует твердый металл), чем медь (легче образует ионы меди), и оно не сможет вытеснить ионы меди из раствора.
Если цинк добавить в раствор сульфата магния, вытеснит ли цинк магний из раствора? Дайте подробное объяснение своего ответа.{-} \) \ (\ rightleftharpoons \) \ (\ text {Mg} (\ text {s}) \) (E ° = \ (- \ text {2,37} \) \ (\ text {V} \))
Цинк имеет меньшую отрицательную E °, чем магний. Следовательно, цинк легче восстанавливается (легче образует твердый металл), чем магний (легче образует ионы магния), и он не сможет вытеснить ионы магния из раствора.
Если к раствору сульфата кобальта добавить алюминий, вытеснит ли алюминий кобальт из раствора? Дайте подробное объяснение своего ответа.{-} \) \ (\ rightleftharpoons \) \ (\ text {Co} (\ text {s}) \) (E ° = \ (- \ text {0,28} \) \ (\ text {V} \))
Алюминий имеет большую отрицательную E °, чем кобальт. Поэтому алюминий легче окисляется (легче образует ионы алюминия), чем кобальт (легче образует твердый металл), и он сможет вытеснить ионы кобальта из раствора.
ЭДС ячейки (ESCRM)
На примере полуэлементов цинка и меди мы знаем, что когда эти две полуэлементы объединены, цинк будет полуреакцией окисления, а медь — полуреакцией восстановления.{-} \ rightleftharpoons \ text {Zn (s)}} \) (E ° = \ (- \ text {0,76} \) \ (\ text {V} \))
Показания измерителя покажут разность потенциалов между двумя полуэлементами. Это известно как EMF ячейки. Чем выше ЭДС, тем больше энергии выделяется на единицу заряда.
- ЭДС ячейки
ЭДС ячейки определяется как максимальная разность потенциалов между двумя электродами или полуячейками в гальванической ячейке.
ЭДС ячейки такая же, как и напряжение на отключенной ячейке (теория электрических цепей , ).{-3} $} \)
Т = \ (\ текст {298} \) \ (\ текст {K} \).
\ (\ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \)
В стандартных обозначениях ячеек \ (\ color {blue} {\ textbf {полуячейка анода}} \) всегда пишется на \ (\ color {blue} {\ text {left}} \) и \ ( \ color {red} {\ textbf {катодная полуячейка}} \) всегда пишется на \ (\ color {red} {\ text {right}} \).
\ (\ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \ _ \)
\ (\ color {blue} {\ text {восстанавливающий агент}} \) используется \ (\ color {blue} {\ text {окисленный}} \).\ (\ color {blue} {\ text {Oxidation}} \) — потеря электронов на \ (\ color {blue} {\ text {анод}} \).
\ (\ color {red} {\ text {окислитель}} \) находится \ (\ color {red} {\ text {уменьшенный}} \). \ (\ color {red} {\ text {Reduction}} \) — это прирост электронов на \ (\ color {red} {\ text {катод}} \).
Важно уметь рассчитать ЭДС электрохимической ячейки. Для расчета ЭДС ячейки:
Причина определения электрода сравнения теперь становится очевидной.Потенциальные различия могут быть рассчитаны на основе электродных потенциалов (определяемых относительно водородной полуячейки) без необходимости каждый раз конструировать сами ячейки.
Можно использовать любое из следующих уравнений:
E ° \ (_ {\ text {(cell)}} = \) E ° (\ (\ color {red} {\ text {полуреакция уменьшения}} \)) — E ° (\ (\ color { синий} {\ text {полуреакция окисления}} \))
E ° \ (_ {\ text {(cell)}} = \) E ° (\ (\ color {red} {\ text {окислитель}} \)) — E ° (\ (\ color {blue} {\ text {восстановитель}} \))
E ° \ (_ {\ text {(cell)}} = \) E ° (\ (\ color {red} {\ text {cathode}} \)) — E ° (\ (\ color {blue} { \ text {анод}} \))
Итак, для ячейки \ (\ text {Zn} \) — \ (\ text {Cu} \):
E ° \ (_ {\ text {(cell)}} = \) \ (\ text {0,34} \) — (\ (- \ text {0,76} \)) = \ (\ text { 0,34} \) + \ (\ text {0,76} \) = \ (\ text {1,10} \) \ (\ text {V} \)
- Стандартный ЭДС
Стандартная ЭДС (E ° \ (_ {\ text {cell}} \)) — это ЭДС гальванического элемента, работающего в стандартных условиях.Символ ° обозначает стандартные условия.
Рабочий пример 10: Расчет ЭДС ячейки
Ячейка содержит твердый свинцовый анод в растворе ионов золота.
Изобразите ячейку в стандартных обозначениях.
Рассчитайте потенциал ячейки (ЭДС) электрохимической ячейки.
Найдите соответствующие реакции в таблице стандартных электродных потенциалов
В реакции участвуют свинец и золото.{-} \) \ (\ rightleftharpoons \) \ (\ text {Au} (\ text {s}) \) (E ° V = \ (\ text {+1,50} \) \ (\ text {V } \))
Какой металл с большей вероятностью будет восстанавливаться, а какой окисляться?
E ° свинца — это небольшое отрицательное значение, а E ° золота — большое положительное число. Следовательно, свинец окисляется легче, чем золото, а золото легче восстанавливается, чем свинец.
Определите, какой металл является катодом, а какой анодом
Окисление — это потеря на аноде, поэтому анодом является свинец.{3 +} (\ text {aq}) | \ text {Au} (\ text {s}) \)
Рассчитать потенциал ячейки
E ° \ (_ {\ text {(cell)}} = \) E ° \ (_ \ text {(катод)} \) — E ° \ (_ \ text {(анод)} \)
E ° \ (_ {\ text {(cell)}} = \) E ° \ (_ \ text {(gold)} \) — E ° \ (_ \ text {(lead)} \)
= \ (\ text {+1,50} \) — (\ (- \ text {0,13} \))
= \ (\ text {+1,63} \) \ (\ text {V} \)
Рабочий пример 11: Расчет ЭДС ячейки
Рассчитайте потенциал ячейки электрохимической ячейки, в которой происходит следующая реакция, и представьте ячейку в стандартных обозначениях.{-} \) \ (\ rightleftharpoons \) \ (\ text {H} _ {2} (\ text {g}) \) (E ° = \ (\ text {0,00} \) \ (\ text {V} \))
Какой элемент с большей вероятностью будет восстанавливаться, а какой окисляться?
Е ° магния — более отрицательное значение, чем Е ° водорода. Следовательно, магний окисляется легче, чем водород, а водород восстанавливается легче, чем магний.
Определите, какой металл является катодом, а какой анодом
Окисление — это потеря на аноде, поэтому анодом является магний.{+} (\ text {aq}), \ text {H} _ {2} (\ text {g}) | \ text {Pt} (\ text {s}) \)
Рассчитать потенциал ячейки
E \ (_ {\ text {(cell)}} = \) E ° \ (_ \ text {(катод)} \) — E ° \ (_ \ text {(анод)} \)
E \ (_ {\ text {(cell)}} = \) E ° \ (_ \ text {(водород)} \) — E ° \ (_ \ text {(магний)} \)
= \ (\ text {0,00} \) — (\ (- \ text {2,37} \))
= \ (\ text {+2,37} \) \ (\ text {V} \)
Стандартные электродные потенциалы
Упражнение 13.8Объясните своими словами, что подразумевается под «электродным потенциалом» металла.
Электродный потенциал металла — это: «ЭДС ячейки, в которой электрод слева является стандартным водородным электродом, а электрод справа — рассматриваемым электродом» — из Золотой книги ИЮПАК (goldbook. {2 +} (\ text {aq}) | \ text {Pt} (\ text {s}) \)
Рассчитать ЭДС ячейки
E ° \ (_ \ text {(ячейка)} \) = E ° \ (_ \ text {(катод)} \) — E ° \ (_ \ text {(анод)} \)
E ° \ (_ \ text {(cell)} \) = E ° \ (_ \ text {(ион перманганата)} \) — E ° \ (_ \ text {(ион железа)} \) = \ ( \ text {1,52} \) — \ (\ text {0,77} \) = \ (\ text {+0,75} \) \ (\ text {V} \)
Спонтанность (ESCRN)
Самопроизвольное |
положительное ЭДС |
Несамопроизвольное |
отрицательное ЭМП |
Таблица 13.4: Использование ЭМП для определения спонтанности клеток.
Из таблицы потенциалов восстановления (Таблица 13.2) видно, что разные металлы обладают разной реакционной способностью. Некоторые восстанавливаются легче, чем другие. Вы также можете сказать, что одни окисляются легче, чем другие.
Например, медь (E ° = \ (\ text {+0,34} \) \ (\ text {V} \)) восстанавливается легче, чем цинк (E ° = \ (- \ text {0,76 } \) \ (\ текст {V} \)). Следовательно, если реакция включает восстановление меди и окисление цинка, она будет происходить спонтанно.Однако, если это требует окисления меди и восстановления цинка, это не произойдет самопроизвольно.
Чтобы предсказать, происходит ли реакция спонтанно, вы можете посмотреть на знак значения ЭДС для ячейки. Если ЭДС положительна , то реакция спонтанная . Если ЭДС отрицательная , то реакция будет , а не спонтанной .
Можно провести эксперименты, чтобы предсказать, будет ли реакция спонтанной или нет.{-} {\ text {(aq)}}} \) (E ° = \ (\ text {+1,06} \) \ (\ text {V} \))
ЭДС = E ° (полуреакция восстановления) — E ° (полуреакция окисления)
ЭДС = E ° (свинец) — E ° (бромид)
EMF = \ (- \ text {0,13} \) \ (\ text {V} \) — \ (\ text {1,06} \) = \ (- \ text {1,19} \) \ (\ text {V} \)
Знак ЭДС отрицательный, поэтому эта реакция не будет происходить самопроизвольно. Давайте рассмотрим причины этого более подробно.
Посмотрите на потенциал электрода для первой полуреакции.{-} \) \ (\ to \) \ (\ text {Cu} (\ text {s}) \)
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(медь)}} \) — E ° \ (_ {\ text {(silver)}} \ )
E ° \ (_ {\ text {(cell)}} \) = \ (\ text {+0,34} \) \ (\ text {V} \) — (\ (\ text {+0,80 } \) \ (\ text {V} \)) = \ (- \ text {0,46} \) \ (\ text {V} \)
E ° \ (_ {\ text {(cell)}} \) отрицательный, поэтому эта реакция не является спонтанной.
Напишите уравнение реакции, используя таблицу электродных потенциалов.{-} \) \ (\ rightleftharpoons \) \ (\ text {H} _ {2} (\ text {g}) \) (E ° = \ (\ text {0,00} \) \ (\ text {V} \))
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(водородный ион)}} \) — E ° \ (_ {\ text {(никель)}} \)
E ° \ (_ {\ text {(cell)}} \) = \ (\ text {0,00} \) \ (\ text {V} \) — (\ (- \ text {0,25} \) \ (\ text {V} \)) = \ (\ text {+0,25} \) \ (\ text {V} \)
E ° \ (_ {\ text {(cell)}} \) положительный, поэтому эта реакция спонтанная.{-} \) \ (\ to \) \ (\ text {Mg} (\ text {s}) \)
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(магний)}} \) — E ° \ (_ {\ text {(цинк)}} \ )
E ° \ (_ {\ text {(cell)}} \) = \ (- \ text {2,37} \) \ (\ text {V} \) — (\ (- \ text {0,76 } \) \ (\ text {V} \)) = \ (- \ text {1,61} \) \ (\ text {V} \)
Знак E ° \ (_ {\ text {(cell)}} \) отрицательный, поэтому эта реакция не является спонтанной.{-} \) \ (\ to \) \ (\ text {Ba} (\ text {s}) \)
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(барий)}} \) — E ° \ (_ {\ text {(цинк)}} \ )
E ° \ (_ {\ text {(cell)}} \) = \ (- \ text {2,90} \) \ (\ text {V} \) — (\ (- \ text {0,76 } \) \ (\ text {V} \)) = \ (- \ text {2,14} \) \ (\ text {V} \)
Знак E ° \ (_ {\ text {(cell)}} \) отрицательный, поэтому эта реакция не является спонтанной.{-} \) \ (\ to \) \ (\ text {Cu} (\ text {s}) \)
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(медь)}} \) — E ° \ (_ {\ text {(цинк)}} \ )
E ° \ (_ {\ text {(cell)}} \) = \ (\ text {0,34} \) \ (\ text {V} \) — (\ (- \ text {0,76} \) \ (\ text {V} \)) = \ (\ text {+1,1} \) \ (\ text {V} \)
Знак Е ° \ (_ {\ text {(cell)}} \) положительный, поэтому эта реакция спонтанная.{-} \) \ (\ to \) \ (\ text {Cd} (\ text {s}) \)
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(cadmium)}} \) — E ° \ (_ {\ text {(цинк)}} \ )
E ° \ (_ {\ text {(cell)}} \) = \ (- \ text {0,40} \) \ (\ text {V} \) — (\ (- \ text {0,76 } \) \ (\ text {V} \)) = \ (\ text {+0,36} \) \ (\ text {V} \)
Знак Е ° \ (_ {\ text {(cell)}} \) положительный, поэтому эта реакция спонтанная.{-} \) \ (\ to \) \ (\ text {Cu} (\ text {s}) \)
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(медь)}} \) — E ° \ (_ {\ text {(алюминий)}} \ )
E ° \ (_ {\ text {(cell)}} \) = \ (\ text {+0,34} \) \ (\ text {V} \) — (\ (- \ text {1,66 } \) \ (\ text {V} \)) = \ (\ text {+2,00} \) \ (\ text {V} \)
Знак E ° \ (_ {\ text {(cell)}} \) положительный, поэтому эта реакция является спонтанной.{-} \) \ (\ to \) \ (\ text {Zn} (\ text {s}) \)
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(цинк)}} \) — E ° \ (_ {\ text {(алюминий)}} \ )
E ° \ (_ {\ text {(cell)}} \) = \ (- \ text {0,76} \) \ (\ text {V} \) — (\ (- \ text {1,66 } \) \ (\ text {V} \)) = \ (\ text {+0,90} \) \ (\ text {V} \)
Знак E ° \ (_ {\ text {(cell)}} \) положительный, поэтому эта реакция является спонтанной.{-} \) \ (\ to \) \ (\ text {Na} (\ text {s}) \)
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(натрия)}} \) — E ° \ (_ {\ text {(алюминий)}} \ )
E ° \ (_ {\ text {(cell)}} \) = \ (- \ text {2,71} \) \ (\ text {V} \) — (\ (- \ text {1,66 } \) \ (\ text {V} \)) = \ (- \ text {1,05} \) \ (\ text {V} \)
Знак E ° \ (_ {\ text {(cell)}} \) отрицательный, поэтому эта реакция не является спонтанной.{-} \) \ (\ to \) \ (\ text {Pb} (\ text {s}) \)
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(редукция)}} \) — E ° \ (_ {\ text {(окисление)}} \ )
E ° \ (_ {\ text {(cell)}} \) = E ° \ (_ {\ text {(свинец)}} \) — E ° \ (_ {\ text {(алюминий)}} \ )
E ° \ (_ {\ text {(cell)}} \) = \ (- \ text {0,13} \) \ (\ text {V} \) — (\ (- \ text {1,66 } \) \ (\ text {V} \)) = \ (\ text {+1,53} \) \ (\ text {V} \)
Знак E ° \ (_ {\ text {(cell)}} \) положительный, поэтому эта реакция спонтанная.Следовательно, \ (\ text {Pb} (\ text {NO} _ {3}) _ {2} \) нельзя хранить в алюминиевом контейнере.
Отрицательный электрод— обзор
7.5 Материалы для реакции превращения
В этом разделе описывается использование фаз, которые вступают в реакцию через реакции превращения , реакции смещения и в качестве материалов как положительного, так и отрицательного электрода в усовершенствованных батареях (Cabana et al., 2010 ; Брюс и др., 2008; Аматуччи, Перейра, 2007). Помимо классических реакций интеркаляции, ряд недорогих соединений обещает удельные емкости, которые в два-пять раз больше, чем у используемых в настоящее время графита и LiCoO 2 .Концепция реакции конверсии была разработана в начале этого века. Однако необходим гораздо больший технический прогресс, особенно реорганизация частиц во время заряда и разряда.
Накопление энергии за пределами интеркаляции : В литий-ионных элементах гость Li + обратимо помещается в решетку хоста и выводится из нее, которая остается более или менее неизменной во время зарядки и разрядки (рис. 7.5). Многие соединения переходных металлов не имеют свободных участков для процессов интеркаляции и поэтому до сих пор не учитывались для аккумуляторов.
Рисунок 7.5. (а) Введение лития в отличие от структурной реорганизации конверсионных материалов. (б) Кривые разряд / заряд конверсионных материалов: фторида железа и сульфида кобальта (по Аматуччи).
Современные научно-исследовательские подходы к поиску оксидов, фторидов, нитридов, сульфидов, фосфидов или гидридов переходных металлов, в которых для хранения энергии используется более одного электрона на атом металла.
MaXb + bxLi⇌aM + bLixX
M переходный металл, x формальная степень окисления аниона X.
Отрицательные электроды в основном состоят из фосфидов, нитридов или оксидов; положительные электроды на основе фторидов. Фториды, оксиды и сульфиды меди, марганца, железа, кобальта и никеля достигают теоретических потенциалов до 3,5 В относительно Li | Li + (Poizot et al., 2000):
| MnS + 2e — + 2Li + ⇌Mn + Li2S | (<1,1 В) |
| FeF2 + 2e– + 2Li + ⇌Fe + 2LiF | (<2,6 В) |
| CoF2 + 2e– + 2Li + ⇌Co + 2LiF | (<2.7 В) |
| NiF2 + 2e– + 2Li + ⇌Ni + 2LiF | (<3,0 В) |
| CuF2 + 2e– + 2Li + ⇌Cu + 2LiF | (<3,5 В) |
Рабочие характеристики : Потенциал в основном определяется электроотрицательностью анионов. Наибольшие потенциалы были измерены для CuF 2 (~ 3 В), CoF 2 (2,1 В) и FeF 2 (1,9 В). Лучшими экспериментальными сульфидами являются Cu 2 S (1,6 В), NiS (1,4 В), Co 0.9 S (1,3 В) и FeS (1,2 В). Потенциалы оксидов обычно ниже 1 В относительно Li | Li + .
Теоретическая емкость конверсионных материалов превышает таковую интеркаляционных материалов и компенсирует несколько более низкие потенциалы. Теоретическая емкость более 1500 Ач кг — 1 обещают CoP 3 , MnP 4 , CrN и NiP 3 . Более 1000 Ач кг — 1 рассчитано для CoN, NiP 2 , FeP 2 , Cr 2 O 3 , MoO 3 , MnO 2 , Mn 2 O 3 , Fe 2 O 3 , RuO 2 , Co 3 O 4 и MnS.
Трехвалентные соединения FeF 3 и BiF 3 достигают 800 Втч кг — 1 (материал) при 2,5 В. Такие фторидные фазы не содержат литий, поэтому смеси LiF и железа используются в качестве положительный электрод в экспериментальных литий-ионных элементах.
Кинетика реакции : К сожалению, реорганизация структуры во время зарядки и разрядки этих материалов происходит медленно. Высокое внутреннее сопротивление вызывает сильный гистерезис зарядно-разрядных характеристик и приводит к низкой энергоэффективности (Рисунок 7.5б). Электроотрицательные анионы обеспечивают высокое напряжение ячейки, но, с другой стороны, сильные связи M – X увеличивают внутреннее сопротивление (сопротивление поляризации, перенапряжение) в следующем порядке: фториды> оксиды> сульфиды> фосфиды.
В дополнение к изменениям решетки кинетически подавляются диффузия ионов лития и перенос заряда электронов. Уменьшение путей диффузии в наноструктурах может улучшить кинетику реакций превращения.