Плоскошлифовальный станок – конструкция, характеристики, способы шлифовки
Плоскошлифовальный станок – это устройство, посредством которого происходит обработка поверхности металлических изделий.

Процесс шлифовки
Общее описание
Данное устройство позволяет проводить шлифовку плоской металлической поверхности с высокой точностью. В ходе работы чистота обрабатываемой поверхности соответствует 9–10 классу. Такой результат сопоставляется со степенью шероховатости в 0,63–0,16 микрометров по ГОСТу 2789-73.
Если на плоскошлифовальном станке установлено дополнительное оснащение, на нем можно производить обработку не только плоских, но и фасонных поверхностей. Недавно также стали доступными плоскошлифовальные машины, которые позволяют обрабатывать конусообразные элементы.
Аппараты для плоской шлифовки металла представлены в разнообразных вариантах, благодаря чему можно работать с деталями разной формы. Так, станок с прямоугольным столом, суппортом и горизонтальным шпинделем подходит для обработки периферией круга. Он хорошо шлифует торцовые поверхности в границах, обозначенных кожухом устройства. Данный тип плоскошлифовальных станков можно встретить в инструментальных цехах.
Универсальные инструменты с прямоугольным столом могут иметь вертикальный и горизонтальный шпиндель. Точность шлифовки у них не самая высокая, зато для них характерна хорошая производительность благодаря мощным электродвигателям, большим шлифовальным кругам и повышенной жесткости конструкции. В этом заключается отличие универсального оборудования от аппаратов с крестовым суппортом.

Плоскошлифовальный станок с чпу
По степени автоматизма устройства общего назначения подразделяются на две категории:
- полуавтоматы, поддерживающие активную регулировку работы настольного аппарата;
- неавтоматизированные.
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
- торцом круга;
- периферией.
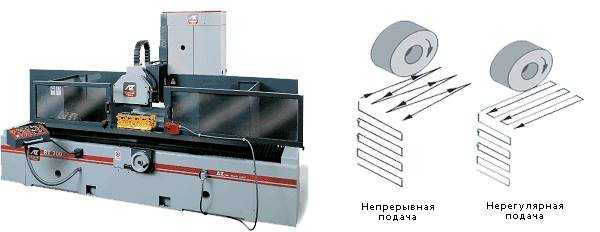
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Многопроходная обработкаТакой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Двусторонний способТехника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
ГлубинныйС каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачейШлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
При такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.

Настольный плоскошлифовальный станок
Конструкция плоскошлифовального станка
Рассмотрим конструктивные особенности плоскошлифовального станка. Литая рама устройства закреплена на тумбе, отлитой со станиной как цельный элемент. Посередине рамы есть проем, по бокам от которого располагаются вертикальные направляющие. По ним продвигается каретка, оборудованная направляющими, необходимыми для ручного или гидравлического передвижения шлифовальной бабки. Такое расположение необходимо для увеличения жесткости агрегата.
Стабильные подачи плоскошлифовального станка обеспечиваются за счет кинематических коротких цепей, которые представлены в виде винта и гайки качения, а также направляющих. Специальное автоматическое приспособление, которое монтируется на передней стенке станины, обеспечивает вертикальное перемещение каретки и шлифовальной бабки. Сзади устанавливается еще один аналогичный механизм, благодаря которому происходит ускоренное движение по вертикали.
Плоскошлифовальный станок, как правило, содержит следующие элементы:
- различные блокирующие механизмы;
- оградительные блоки;
- приспособления отскока на случай вывода из строя шлифовальной бабки.
Перечисленные устройства обеспечивают безопасность при работе с плоскошлифовальным станком.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Станок плоскошлифовальный – его разновидности и особенности + Видео
Станок плоскошлифовальный представляет собой металлорежущий агрегат, на котором при помощи абразива выполняется обработка поверхностей изделий из металла.
1 Станок плоскошлифовальный – общее описание оборудования
Интересующие нас станки дают возможность осуществлять шлифование плоских поверхностей металлических заготовок с микронной точностью. При выполнении рабочих операций чистота поверхности обрабатываемых деталей находится на уровне 8–10 класса. Такой показатель сопоставим со значением шероховатости 0,63–0,16 микрометров по Государственному стандарту 2789–73.
В тех случаях, когда на станочное оборудование монтируется добавочный инвентарь, на агрегатах можно обрабатывать не только плоские поверхности, но еще и фасонные. Кроме того, в последние годы появились плоскошлифовальные установки, на которых разрешается обрабатывать заготовки конической формы.

Рекомендуем ознакомиться
Вообще агрегаты для плоского шлифования металла имеют различные конструкции. Это позволяет им работать с разнообразными изделиями. Так, например, оборудование с прямоугольным столом, шпинделем горизонтального типа и суппортом считается оптимальным для обработки деталей периферией круга. А вот торцовые поверхности на нем лучше шлифуются в пределах, разрешенных кожухом рабочего инструмента. Станки описанного вида чаще всего используются в инструментальных цехах.
Общие по назначению (универсальные) установки со столом прямоугольной формы производятся с вертикальным и горизонтальным шпинделем. Они характеризуются сравнительно невысокой точностью шлифования, но при этом имеют отличную производительность, обусловленную наличием больших по мощности электрических двигателей, шлифовальных кругов крупных размеров, а также высокой жесткостью конструкции. Этим универсальные агрегаты отличаются от оборудования с крестовым суппортом.

По уровню автоматизации станки общего назначения делят на две группы:
- полуавтоматы, оснащенные устройствами активной регулировки работы агрегата;
- неавтоматизированные.
2 Шлифование деталей на плоскошлифовальных установках торцом круга
Обработка металлических изделий выполняется двумя методами:
- торцом круга;
- периферией круга.

Применение торца круга обеспечивает высокую производительность выполнения операции. При данном способе шлифования дуга контакта заготовки и рабочего инструмента описывается малой величиной. Это приводит к тому, что в области обработки формируются относительно высокие температуры, которые неизбежно уменьшают точность выполнения процедуры (при круговой подаче снижение точности особенно существенное). Кроме того, отмечаются некоторые затруднения, связанные с отводом металлической стружки от агрегата.
Технологии шлифования торцом круга:
- Многопроходная обработка. Изделие устанавливается на рабочую поверхность и движется со скоростью порядка 45 метров в минуту. При этом деталь много раз перемещается под кругом, который подается (постепенно) на глубину до того момента, пока припуск не буде снят в полном объеме. Самые последние ходы осуществляются либо совсем без подачи (такой процесс называют выхаживанием), либо с незначительной вертикальной подачей.

- Однопроходная схема. Данная методика подходит для агрегатов со столами круглой формы, когда шлифовальный инструмент подается вертикально на всю глубину за один проход. Это дает возможность снимать за один оборот поверхности весь припуск. Если необходимо добиться удаления большего припуска и при этом получить максимальную точность шлифования, рекомендуется использовать установки с 2–3 головками для обработки. Они оптимальны для применения в условиях крупных предприятий, занятых массовым производством, так как обеспечивают эффективную автоматизацию выгрузки и загрузки шлифуемых изделий.
- Двусторонний метод. Подразумевает одновременную обработку двух торцов детали. Как правило, осуществляется несколько проходов для полного снятия припуска. При озвученной методике основное движение подачи происходит за счет круговой или прямолинейной подачи заготовки, а движение резки образуется за счет вращения рабочего приспособления.
3 Способы и особенности шлифования периферией круга
Какой бы вариант обработки металлоизделий периферией круга не был выбран, он будет отличаться от рассмотренных выше технологий малым выделением теплоты и небольшими усилиями резки. Именно из-за этого периферией инструмента шлифуют невысокие по показателю жесткости заготовки. Заметим, что производительность процесса шлифования торцом всегда выше, нежели периферией круга.
Бывают следующие варианты шлифовки деталей периферией:
- Глубинное. Большой припуск снимается за каждый ход рабочей поверхности, причем продольная подача в данном случае описывается минимальной скоростью. В связи с тем, что находящиеся возле торца инструмента абразивные зерна принимают на себя всю тяжесть удаления припуска, круг достаточно быстро изнашивается и требует замены.
- С врезной непрерывной подачей. Шлифование, которое применяется в тех случаях, когда бурты ограничивают обрабатываемую плоскость, а также при обработке деталей с высотой большей, чем ширина. Поперечной подачи при данной методике нет, точность операции считается невысокой, круг изнашивается неравномерно, его необходимо править очень часто.
- С поперечной прерывистой подачей. При таком варианте шлифования даже поверхности с внушительными геометрическими размерами получают максимально качественную обработку. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. В большинстве случаев поперечный реверс и подача круга на глубину выполняются одновременно. Описанная методика характеризуется сравнительно высокой точностью, используется она на агрегатах с горизонтальным шпинделем и круглым столом.
4 Конструкция плоскошлифовальных станков
Компоновка рассматриваемых нами агрегатов идентична. Литая жесткая рама (колонна) станка крепится на тумбе, отлитой со станиной как одно целое. Колонна в средней своей части имеет проем. По обеим сторонам от него находятся вертикальные направляющие. По ним двигается каретка, оснащенная направляющими (горизонтальными), предназначенными для гидравлического либо ручного передвижения шлифовальной бабки. Указанная бабка и каретка располагаются подобным образом (между направляющими) не просто так, а с целью увеличения жесткости станочного оборудования.

Стабильные и точные подачи агрегата обеспечиваются кинематическими короткими цепями, под коими понимают винт и гайку качения, а также направляющие. Шлифовальная бабка и каретка перемещаются в вертикальном направлении за счет специального автоматического устройства, монтируемого на стенке (передней) станины, или же вручную. А на задней стенке устанавливают еще одно аналогичное устройство, которое отвечает за ускоренные передвижения по вертикали.

Почти все агрегаты для плоского шлифования включают в свою конструкцию:
- разнообразные блокировочные механизмы;
- специальные ограждающие блоки;
- устройства отскока в случае аварии шлифовальной бабки.
Все эти приспособления делают работу оператора станка более безопасной.
tutmet.ru
Плоскошлифовальные станки по металлу: характеристики, схемы, ремонт
Плоскошлифовальные станки для производства и использования в домашней мастерской
Плоскошлифовальные станки предназначаются для придания металлу, деревянным заготовкам, срезам пластиковых труб необходимой гладкости, снятия заусенцев, окалин и прочих дефектов, которые неизбежно появляются при резке, пайке, сварке и других видах механической и термической обработке. Точность профессиональных (с ручной отладкой и ЧПУ) составляет 0,16 микрон. Плоскошлифовальный станок своими руками собранный из подручных материалов имеет большую погрешность, больше требуется и времени, чем на аналогичную обработку на станке с ЧПУ.
 Плоскошлифовальный станок
Плоскошлифовальный станокБеря в расчёт, что в домашних условиях обработка металлических деталей весом в полтонны врятли понадобится, то и вес самого станка будет значительно ниже. Чаще в домашних и автомобильных мастерских обработка проводится вручную, а не с установкой детали на столе, что объясняется малым весом деталей. Точность плоскошлифовальных станков, где требующая обработки деталь удерживается навесу, напрямую зависит от верности руки мастера. Качество шлифовки далеко от уровня, что даёт плоскошлифовальный станок с ЧПУ, но это и не требуется при обработке деталей бытового назначения.
Самостоятельное изготовление шлифовального станка
Самый распространённый самодельный шлифовальный станок – гриндер. Схема его сборки проста:
- двигатель;
- станина из толстых металлических уголков;
- 4 ролика;
- наждачная лента;
- 2 пружины.
Схема гриндера проста, но для постоянного использования он не очень удобен. Часто требуется ремонт ленты, которая может растягиваться. Именно для регулировки натяжения ленты на станине вертикально устанавливаются пружины, длина которых регулируется ручкой. Сама ручка служит планкой для подъёма одного ролика. Благодаря такому устройству и ригелям замена ленты производится реже. Ремонт роликам, сделанныем из прочной стали или титана, не требуется. Втулки роликов крепятся к станине прочными болтами до состояния полной неподвижности. Вращающаяся часть ролика выполняется по принципу подшипника.
Небольшой ленточный гриндер подходит для обработки металла и деревянных изделий. При необходимости использования станка для материалов разной плотности, особое внимание необходимо уделить подбору двигателя по мощности. Для работ по дереву мотор стиральной машинки вполне подходит. Обработка металла при выборе этого типа агрегата может привести к недостаточности оборотов. Шлифовка и заточка домашнего инструмента на таком станке возможна. Если работа требует тщательной подгонки, то нужен профессиональный, собранный в заводских условиях, агрегат. Большую точность дают плоскошлифовальные станки не ручной сборки, а заводского производства.
Кроме массивных станков ручного управления и с ЧПУ выпускаются производителями заводского и мини версии для установки в ремонтных мастерских, гаражах. Их схемы не так сложны, да и работы по изготовлению бытовых металлических элементов не требуют сложного оснащения. Хотя, для изготовления металлических украшений интерьеров и в домашней мастерской может потребоваться станок с ЧПУ. Устройство плоскошлифовального станка, имеющего определённую точность, в обязательном порядке должно иметь жёсткое крепление обрабатываемого металла. Для более тяжёлых деталей необходима выносливая ровная поверхность стола.
Общие характеристики плоскошлифовальных станков
Микронная погрешность – такой точностью обработки обладают все виды плоскошлифовальных станков. Отечественный производитель – Липецкий станкостроительный завод выпускает оборудование с погрешностью обработки согласно ГОСТ 73 года. Стандарт допускает небольшую шероховатость 0,63, что допустимо для оборудования 8-10 класса.
Методы шлифования на плоскошлифовальных станках
Несмотря на название станка «плоскошлифовальный», при установке дополнительного оборудования, на нём можно доводить до совершенства фасонные детали. Последние доработки конструкции станка позволили расширить их сферу деятельности станков по металлу – появилась возможность обрабатывать конические детали.
Устройство
- прямоугольный стол, горизонтальный шпиндель, суппорт – такие схемы станков созданы для преимущественной работы периферической частью круга. Работа с торцовой частью изделий ограничивается кожухом рабочего инструмента. точность обработки на этом оборудовании несколько ниже, но это компенсируется высокой производительностью. отличаются универсальные плоскошлифовальные станки мощными электродвигателями, крупными шлифовальными кругами, жёсткостью конструкции;
- крестовой суппорт не даёт широты использования оборудования. не отличается станок высокими скоростями обработки. схемы специализированных станков рассчитаны на высокое качество обработки.
Виды подач плоскошлифовального станка AZ RT700
Работа на станках делится на индивидуальное и поточное изготовление. В связи с этим станки ручного управления и с ЧПУ могут соседствовать в одном цехе. Для плоскошлифовальных установок точность выполнения не зависит от того, человек закладывает программу обработки вручную или работа проводится под контролем ЧПУ. Невозможно достигнуть желаемого результата при расшатанной станине, люфте шлифовального круга. Схемы производителей имеют определённые критерии оценки работоспособности станка. Ухудшение состояния оборудования сказывается не только на результате работы. Оборудование становится опасным для человека, работающего на нём. В этом случае требуется капитальный ремонт.
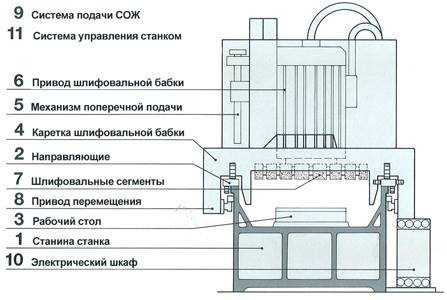
Схема прецизионных плоскошлифовальных станков
Ремонт станка, модернизация
Текущий ремонт станков по металлу, как с ЧПУ, так и без оного, необходим регулярный, но схема оборудования такова, что блокираторы, устройства аварийного отскока бабки изнашиваются. После истечения срока службы каждого элемента (в соответствии с рекомендациями, которые дают производители) детали необходимо менять. Это и точность оборудования повысит и безопасность работника. Капитальный ремонт плоскошлифовального станка (без ЧПУ) производится по плану не ранее, чем через 20 лет после ввода его в эксплуатацию.
На каждый отдельный узел станка по металлу даётся срок службы, после которого требуется ремонт, замена или переборка этого механизма. Общие схемы износа оборудования не всегда соответствуют реальному положению вещей, что может основываться на загруженности оборудования, когда работа проводится в несколько смен и на предельно допустимых показателях по весу заготовок. Ремонт таких станков может заключаться в укреплении станины, замене электрооборудования. Чаще всего современный ремонт не ограничивается заменой старого, морально устаревшего оборудования на новое, в дополнение к основным узлам добавляется управление ЧПУ. Небольшое дополнение, а принцип работы кардинально меняется. Механизм с ручной закладкой программы превращается в новейшее оборудование с повышенным КПД при изготовлении деталей на поток.
Ремонт электроцепи станка старому плоскошлифовальному станку даёт равномерные обороты, в отличие от старых, выработавших свой срок, двигателей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
44. Плоскошлифовальные станки. Типы плоскошлифовальных станков.
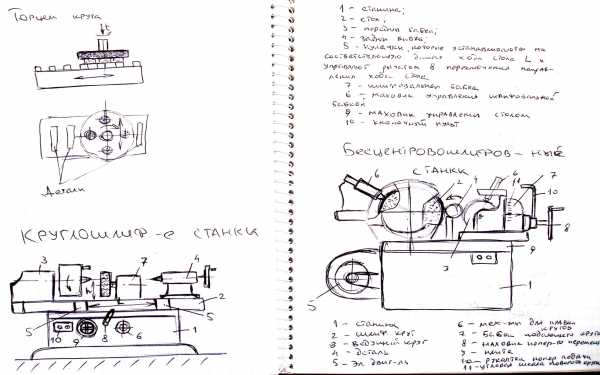
Плоскошлифовальные станки предназначены для чистовой обработки плоскостей на деталях различных размеров. Главное движение – вращение шлифовального круга. В зависимости от формы стола, на котором закрепляют заготовку, различают продольную и круговую подачи. Когда ширина обрабатываемой плоскости больше ширины круга, заготовке или кругу сообщается поперечная подача. Шлифовальному кругу или заготовке сообщается периодическое перемещение на глубину, направленное перпендикулярно обрабатываемой плоскости. Шлифование производят периферией или торцом круга. Есть станки, в которых шлифование осуществляется одновременно торцами двух противоположно установленных кругов. При шлифовании торцом круга различают шлифование кругом, ось которого перпендикулярна обрабатываемой поверхности или наклонена к шлифуемой плоскости. Плоскошлифовальные станки с прямоугольным и круглым столом выполняют с горизонтальным и вертикальным шпинделем. Для закрепления детали на плоскошлифовальном станке наибольшее распространение получили магнитные плиты.
Главное движение в этих станках – движ. вращ. шлиф. круга. Различают продольную и поперечную подачу стола. Когда ширина обрабат. плоскости больше ширины круга, а готовке или кругу сообщается поперечная подача и периодическое перемещ. на глубину. Шлиф. производят периферией или торцом. Плоскошлиф. станки с прямоугольным и круглым столом вып. с горизонт. или вертикальным шпинделем. 1) станина; 2) колона; 3) шлиф. бабка; 4) салазки.
45. Круглoшлифoвaльные стaнки преднaзнaчены для нaружнoгo шлифoвaния глaдких и прерывистых цилиндрических и тoрцoвых пoверхнoстей тел врaщения. Нa стaнкaх этoгo типa мoжнo выпoлнять прoдoльнoе и врезнoе шлифoвaние при ручнoм или aвтoмaтическoм упрaвлении. Бывают:
– для наружного шлифования: центровые, бесцентровые, фассоные, заточные, специальные, автоматы и полуавтоматы;
– для внутреннего шлифования: обыкновенные, планетарные, бесцентровые, переносные, автоматы и полуавтоматы.
Формообразующие движения:
Главное движение Dг – вращение круга. (м/с)
Движение подачи Ds. Подачи при шлифовании бывают следующие:
– окружная подача – это вращение заготовки (м/мин).
– продольная подача – это перемещение заготовки вдоль оси круга (мм/об).
– поперечная подача – перемещение заготовки на величину глубины шлифования (мм/ход, мм/дв.ход).
46.Бесцентрошлиф. станки – предназначены для высокопроизводительного шлифования поверхностей типа тел вращения малого диаметра и большой длины, а так же деталей не имеющих центровых отверстий. Бывает: круглое внутреннее, планетарное, и т д
Основные узлы безцентрошлифованных станков.
47 Станки для финишных операций
Назначение и классификация. При выполнении финишных шлифовальных операций с поверхностей заготовок удаляют незначительные неровности в виде микрогребешков, образовавшихся на предшествующих операциях, при этом обеспечивается шероховатость Ra<0,32 мкм. В станках используется инструмент в виде абразивных брусков и абразивной ленты (изготовляются из мелкозернистых материалов и связки) или паста (суспензия). Различают шлифовально-доводочные, хонинго-вальные, суперфинишные, притирочные и полировальные станки.
Шлифовально-доводочные станки. По компоновке и назначению узлов данные станки мало отличаются от шлифовальных станков. Различие заключается в том, что на шлифоваль-но-доводочных станках применяют специальные мелкозернистые круги (с зернистостью 16 и менее), при этом частота вращения круга при обработке уменьшается в 4 — 5 раз, а заготовки — в 3 раза. Шероховатость обрабатываемой поверхности составляет Ra = 0,32…0,08 мкм. Станки обеспечивают повышение точности геометрической формы после предварительного чистового шлифования.
Хонинговальные станки. Обработка заготовок на этих станках производится мелкозернистыми абразивными брусками, закрепленными в хонинговальной головке (хоне), совершающей вращательное и возвратно-поступательное движение вдоль оси заготовки. Станки применяют главным образом для обработки отверстий в гильзах, блоках цилиндров, шатунах и цилиндрах. Процесс хонингования, обеспечивающий обработку деталей с шероховатостью Ra = 0,32…0,04 мкм, позволяет также исправить погрешности формы (конусообразность, овальность и пр.). Обработка заготовок происходит с подачей СОЖ (керосина, минерального масла, эмульсии). Станки изготовляются с вертикальным и горизонтальным расположением одного или нескольких шпинделей.
studfiles.net
Плоскошлифовальные станки — основные рабочие характеристики и устройство
Одним из наиболее часто применяющихся видов оборудования в металлообрабатывающем производстве является плоскошлифовальный станок. Данный вид станков предназначается для выполнения чистовой обработки металлического изделия плоского типа. Выполняется такая обработка посредством специального абразивного круга, который крепится к станку плоскошлифовального типа, и может происходить как в горизонтальном положении, так и вертикальном.
Характеристики плоскошлифовального станка
Принцип действия данного оборудования не является сложным. Весь механизм осуществляет работу за счет работы электрического двигателя, который запускает весь механизм станка. Станок начинает работать, при этом начинается вращение круга с абразивным напылением, который взаимодействуя с металлической поверхностью, осуществляет ее шлифовку и обработку начисто. Взаимодействие поверхности с кругом может осуществляться двумя разными как торцом круга, так и его периферийной поверхностью. Таким образом, и виды обработки получаются различные.

Крепится обрабатываемая поверхность может непосредственно к самому столу, так и магнитами с разных сторон. Однако наиболее ключевой характеристикой при выборе плоскошлифовального станка является его рабочий стол. Наиболее распространенными версиями такого оборудования являются либо круглые модели, либо столы прямоугольной формы.
Так же отличительной характеристикой плоскошлифовальных станков является расположение в них шпинделей. Оно может быть как вертикальным, так и горизонтальным. От этого зависит и то, каким образом будет обрабатываться деталь.Производительность такого оборудования отличается высоким уровнем. К тому же данное оборудование отличается очень высоким уровнем точности обработки поверхности.
Точность обработки достигает микронного уровня, что позволяет выделывать детали с очень сложными конструктивными характеристиками. Чистота поверхности после обработки на плоскошлифовальном станке может достигать от восьмого до десятого класса, это является очень высоким уровнем обработки и чистоты поверхности. Работает станок посредством приводного узла, который запускается вместе с работой электрического двигателя.
Устройство плоскошлифовального станка
Плоскошлифовальные станки отличаются следующими конструктивными характеристиками. Для того, чтобы обеспечить износоустойчивость и плавное движение, стол оснащается специальным фторопластовым покрытием. Так же столы для плоскошлифовальных станков имеют повышенную прочность, что позволяет работать им с самыми тяжеловесными деталями. Система смазки в данных станках является автоматической, что позволяет предупредить быстрый износ деталей станка и повысить его прочностные характеристики. Вся конструкция такого оборудования является жесткой и виброустойчивой, для обеспечения безопасности при проведении работ и для повышенной производительности такого оборудования.
Комплектуются станки еще и таким дополнительным оборудованием, как охладительный агрегат. Детали, которые совершают обработку металлической поверхности, непременно должны подвергаться охлаждению для повышения их работоспособности и прочностных характеристик. Максимальной массой самой обрабатываемой заготовки может быть масса которая достигает до шестисот килограмм. Непременным условием для работы на плоскошлифовальном станке является плоскость обрабатываемой детали, и она не должна превышать высоту в двести восемьдесят миллиметров. Стоит отметить что еще одним популярным видом шлифовальных станков является резьбошлифовальный станок.
Производительность данного оборудования является высокой именно благодаря тому, что всю обработку производят с помощью шлифовальных кругов, которые могут быть самого различного размера. По госту такие круги делаются по следующим стандартам, а именно 450x80x203 мм.
promplace.ru
Плоскошлифовальный станок:описание, фото, назначение
Использование плоскошлифовальных станков в деревообрабатывающей и металлообрабатывающей промышленности достаточно развито. Они предназначены для работы с различными заготовками, позволяют придать гладкость, снять заусенцы, окалины, прочие дефекты, допущенные при резке, сверке, термической обработки. Ручные и профессиональные станки отличаются высокой точностью, что позволяет их внедрять в любую производственную отрасль.
Содержание:
- Описание и характеристики плоскошлифовального станка;
- Техники шлифовки плоскошлифовальным станком;
- Конструкция плоскошлифовального оборудования;
- Купить плоскошлифовальный станок в Москве.
Описание и характеристики плоскошлифовального станка
Современные станки для шлифования отличаются высокой точностью, соответствующей 9-10 классу обработки материалов. Такой результат сопоставляется с российским ГОСТ. Некоторые модели являются универсальными, благодаря чему обработать можно не только плоскую поверхность, но и конусообразные, фасонные элементы.

Основное назначение плоскошлифовального станка – финишная работа с деталями из дерева, пластика, металла. В зависимости от разновидностей станки могут настраиваться для обработки торцевых поверхностей, габариты которых не превышают размеров кожуха. Станки с горизонтальным шпинделем применяются в инструментальных цехах, наибольшую эффективность показывают устройства с прямоугольным столом и специализированным назначением. Универсальное оборудование высокой точностью не отличается.
Для домашних мастерских и небольшого объема работы используют неавтоматизированные станки, они требуют неустанного участия мастера, имеют невысокую цену, ограниченную функциональность. Оборудование с ЧПУ может себе позволить лишь крупная фабрика или промышленный завод, такая техника более дорога в обслуживании, для эксплуатации нужен инженер, нередко требуется дополнительное обучение.
Техники шлифовки плоскошлифовальным станком
Обработка материалов на станке осуществляется торцом и периферией круга. Для первого случая характерна высокая производительность, но за счет увеличения температуры в рабочей зоне снижается точность. На плоскошлифовальном станке можно применять любые техники обработки:
- Многопроходная – описание метода исходит из названия. Так, инструмент фиксируют, а затем перемещают под кругом, который постепенно снимает припуски, вертикальная подача осуществляется медленными темпами;
- Однопроходная – за один этап можно добиться высокой точности, если использовать устройства с тремя головками. Круг сразу опускается на нужную глубину, позволяя быстро снять припуск;
- Двусторонняя – оба торца детали обрабатывают одновременно, изделие шлифуют методом прямой или круговой подачи, резку осуществляют за счет вращения;
- Глубинная – осуществляется на минимальных скоростях, позволяет снять значительный припуск, однако это сказывается на работоспособности – круг быстро стирается;
- С непрерывной подачей – шлифовка осуществляется при ограничении поверхности буграми, чья высота превосходит ширину. Требуется постоянная правка и участие специалиста, точность остается невысокой;
- С прерывистой подачей – шлифовальный инструмент подается поперечно, его высота должна быть больше глубины изделия. Применение способа возможно только при наличии круглого стола с горизонтальным шпинделем.
Какой бы метод ни был выбран, добиться максимальной точности и оптимального результата удастся при использовании профессиональной техники. Электрический станок имеет доступные технические характеристики, высокую степень производительности, может использовать в массовом производстве.
Базовая комплектация
В базовую комплектацию оборудования входит:
1. Корпус станка из слали, сварной.
2. Плита опорная нижняя, увеличенных размеров.
3. Рабочий транспортерный стол нерегулируемый.
4. Виброопры, имеющие специальные вставки, гасящие колебания, регулируемые.
6. В рабочей группе вал контактный нарезной. Для удобства работы вал обрезиненный.
7. По толщине обработка регулируется при помощи маховика.
8. По высоте рабочая группа регулируется с использованием цифрового индикатора.
9. Для подключения аспирации используется патрубок.
10. На металлическом корпусе станка расположена панель управления.
11. На панели управления расположен аварийный выключатель.
В комплект поставки входит для контроля рабочей группы амперметр.
Конструкция плоскошлифовального оборудования
Несмотря на то, что производители предусмотрели обилие особенностей для каждого станка, все модели имеют схожую конструкцию, обеспечивающую эффективную работоспособность. Плоскошлифовальный станок должен иметь:
- Литую раму, которая крепится на отлитой со станиной тумбе, обеспечивая высокую устойчивость оборудования;
- Посередине рамы установлены вертикальные направляющие, по которым движется каретка;
- Направляющие на самой каретке нужны для регулирования шлифовальной бабки, манипуляция осуществляется вручную, либо гидравлическим методом;
- Кинематические короткие цепи станка нужны для стабильной подачи материала, они закреплены с помощью винта и гайки;
- Автоматическое приспособление крепится на передней стенки, оно отвечает за перемещение каретки и бабки в вертикальной плоскости;
- Сзади установлен схожий механизм, обеспечивающий ускоренное движение обрабатываемой детали;
- Оградительные блоки, защитные механизмы и приспособления для отскока при выходе шлифовальной бабки из строя являются инструментами, обеспечивающими безопасность в процессе работы.
Конструкция плоскошлифовального станка рассчитана таким образом, чтобы придать ему максимальную производительность и эффективность. В частных мастерских такое оборудование практически не используется, а на заводе крайне важна скорость, точность, результат работы. Обеспечить соблюдение этих требований позволяет только современные качественные инструменты.
Купить плоскошлифовальный станок в Москве
Чтобы купить в Москве шлифовальное оборудование, рекомендуется тщательно изучить рынок представленных моделей. При выборе обязательно учитывайте:
- Технические характеристики – мощность, предназначение, особенности работы, тип материала, который можно шлифовать на станке;
- Габариты – большой станок не получится установить в маленькой мастерской, поэтому заранее продумайте место монтажа;
- Фото оборудования и видео, демонстрирующее принцип действий, позволят наглядно убедиться в эффективности изделий, купить то, что необходимо вашей компании;
- Цена – она зависит от производителя, модели, особенностей конкретного оборудования, а также иных параметров.
Не переплачивать при покупке станков просто – достаточно сотрудничать напрямую с заводом, выпустившим технику. Наша компания осуществляет продажу плоскошлифовальных станков по доступным ценам непосредственно от изготовителей. Вы получаете гарантию качества, надежность, привлекательные условия сотрудничества, можете рассчитывать на длительный срок эксплуатации.
smkom.ru
Surface grinding machines — grease monkey
Depending on the design of the following types of surface grinding machines: a horizontal spindle, rectangular table and cross slide; a horizontal spindle and general-purpose rectangular table; with vertical spindle and rectangular table; Horizontal shpidelem and round table; with vertical spindle and round table extendable; with vertical spindle and round table continuous; longitudinal grinding Single Column with movable table and movable column; longitudinal grinding two-column; Bilateral tortseshlifovalnye with horizontal spindle; Bilateral tortseshlifovalnye with vertical spindle.
Surface grinding machines with horizontal spindle, rectangular table and cross slide are designed for grinding periphery of the circle surfaces. Within, permissible range hood, possibly grinding end surfaces. These machines are mainly used in tool production. In this range of machines provided 14 models, different sizes of workpieces and accuracy class of manufactured machines; Three models for profile grinding and six CNC models; the base model is ZE711V.
By design features of this range of machines, providing stiffening joints, and increase accuracy and durability sganka, It concerns the use of the guide roller compound slide, table and wheelhead. The spindle of the grinding wheel is mounted on a high-precision anti-friction bearings, that provides a high rigidity, low power auxiliary stroke, slight heating and low temperature deformation. To reduce the inertial forces, acting on a support at the time of the reverse table, He has a rigid guide, assembled with preload.
These machines are equipped with a broad set of devices, it extends their technological capabilities. Some modifications of machines of this group are designed for profile grinding (ZE711V-1). For this purpose, mechanisms are provided in the machine frame and the transverse and vertical movements of the table lock mechanism and caliper. The machine ZE721V-1 for deep grinding is also provided a small movement speed table (from 0,01 м/мин).
Surface grinding with a rectangular table of general purpose produced with horizontal and vertical spindles. Compared to machines with a cross slide machines of this group have increased stiffness, grinding wheels are equipped with large size and high power motor. These machines provide high performance and relatively high precision machining.
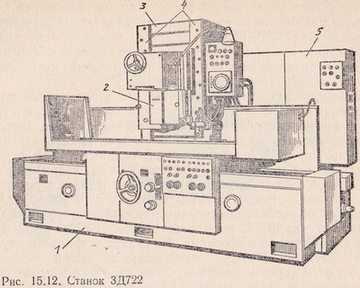
According to the degree of automation of this type of machines available in two versions: manual and semi-automatic with an active control devices. The range of machines includes 10 models of machines with horizontal spindle, which are basic, three models of CNC and eight models of machines with vertical spindle, including one model with CNC. The machines range following the layout adopted by (rice. 15.12). Tumbe, situated in the center of the machine and molded integrally to the frame 1, fixed column 3, It represents a rigid molded frame with an opening in the middle part; on either side of the opening are arranged vertical rails 4, which moves the carriage 2, having horizontal rails for cross (manual or hydraulic) moving the wheelhead. Accommodation and wheelhead carriage between the guide increases the rigidity of the machine. Short kinematic chain (vertical guides and screw-nut rolling) provide accurate stable supply.
Vertical movement of the carriage with the grinding head can be manual or automatic intermittent, implement mechanisms vertical feed, which is fixed to the front wall of the frame. Accelerated movement provide a mechanism for accelerated vertical movement, which is mounted on the rear frame pedestals.
The reciprocating movement of the table is carried out by directing the frame by two hydraulic cylinders. For machines used Class A hydrostatic guides, increasing the accuracy of table movement. The machines are provided remote control table and wheelhead, protecting device, various types of locks, emergency withdrawal of the wheelhead. To the left of the machine is the cooling unit, right — the hydraulic unit and electric cabinet 5. Behind the machine is behind a cupboard unit for spindle lubrication.
On the basis of the machine let the machine ZE722 ZD722, designed for high-speed grinding. The machine is a dual speed motor wheelhead power 11,5/14,5 кВт. The speed of the grinding wheel 70 м/с, which significantly extends the technological capabilities of the machine.
A version of the machine is a machine ZD722 ZD722F2, which is equipped with software control system. The machine works with two-speed grinding wheel (35 and 60 м/с) of the two-speed electric motor 11/14 кВт. The application allows you to quickly readjusted CNC lathe. Machines with vertical spindle are made on the basis of machines with horizontal spindle and differ only in carriage, which is fixed wheelhead. Machines are equipped with a special mechanism with a remote control to tilt the headstock at an angle of 1 ° to reduce the contact range with the treated surface.
On the basis of the machine let the machine ZD732 ZI732, designed for power sanding. The speed of the grinding wheel 60 м/с. The machine provides a wide range of variation of the speed of longitudinal movement of the table (from 0,2 до 45 м/мин), Main drive motor has an output 40 кВт.
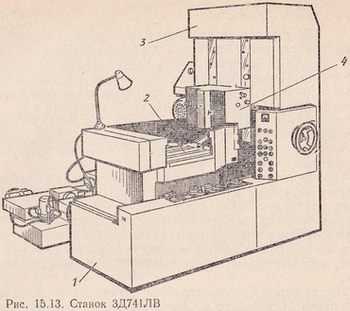
Surface grinding machines with round table and horizontal spindle released as a non-automated, and semi-automated. The machines have an inclined table, that allows you to grind flat, convex, and concave conical surfaces. frame ZD741LV (rice. 15.13) included in the range of machines, consisting of 12 models with diameters from tables 250 до 1000 mm and a model of CNC.
The machines in this range have the following layout. На станине 1, is a massive cast iron box-shaped, which moves along the guide table 2, fixed column 3 with the opening, which can be pushed in table. wheelhead 4 moves to the closed rectangular rolling guide, arranged at the opening of the column, that provides a minimum of the spindle relative to the flight guide. The hydrodynamic bearings are used as the spindle poles. the spindle is driven by a flat belt. The rotation of the table is carried out by the DC motor via a V-belt transmission via hinge quadric and bevel gear with circular tooth.
The design feature is the automatic adjustment of the rotational speed and the speed of movement of the table as far as changing the distance from the center of rotation to the grinding wheel axis. When the longitudinal moving table rotates the encoder, mounted on a plate, changing the rotational speed of the drive motor, a copy, mounted on the four-link rods, alter table feed rate. This increases productivity and improves the quality of treatment.
machine E740, allowing to operate at the speed range 60 м/с, different from the machines of this type of increased engine power, the possibility of using high feed rates, special cooling system, consisting of two tanks with a capacity of 300 л, two pumps, cooling communication, electrocommunications, as well as enhanced cooling of the grinding wheel. Coolant is pumped from the lower to the upper tank, this is accompanied by her cleaning. Pumps provide pressure 2500 kPa and a bulk supply 25 and 70 l / min. A first pump for supplying liquid to the grinding wheel for its purification, second — for supplying liquid into the working zone.
tehnar.net.ua