
Плиты магнитные и электромагнитные.
Плиты магнитные
Плиты прямоугольные магнитные 7208
Плита магнитная 7208 предназначена для закрепления заготовок из ферромагнитных материалов при их обработке на металлорежущих станках, слесарной обработке и при контрольных операциях.
Зажим происходит при повороте рукоятки на 180° по часовой стрелке. Энергоносителем являются постоянные керамические магниты, обеспечивающие неизменное усилие зажима в течение всего срока службы. Обработка заготовок может производиться с СОЖ или без неё. Рабочая поверхность плиты имеет припуск в размере 10… 14 мм, что позволяет производить подшлифовку в процессе эксплуатации вплоть до получения необходимой нормы точности или дорабатывать под углом и делать призматические пазы для установки заготовок типа валов.
Плиты магнитные по сравнению с электромагнитными плитами и гидро- или пневмоприспособлениями имеют следующие преимущества:
— не требуют подключения к источникам энергии;
— обеспечивают более точную обработку заготовок;
— обеспечивают абсолютную надежность зажима;
— сохраняют основные технические характеристики весь срок службы;
— не требуют затрат на ремонт и техническое обслуживание.
|
Маркировка |
Ширина, мм |
Длина, мм |
Высота, мм |
Вес, кг |
Удельная сила притяжения класс Н/В, Н/см2 |
Усилие переключения класс Н/класс В, Н |
Межполюсное расстояние (t), мм |
|
7208-0001 |
100 |
250 |
80 |
8 |
80/50 |
80/50 |
18 |
|
7208-0103 |
125 |
250 |
80 |
15 |
80/50 |
80/50 |
18 |
|
7208-0003 |
125 |
400 |
80 |
18 |
80/50 |
80/50 |
18 |
|
7208-0109 |
200 |
400 |
90 |
50 |
80/50 |
80/50 |
18 |
|
7208-0010 |
200 |
450 |
90 |
55 |
80/50 |
80/50 |
18 |
|
7208-0012 |
200 |
560 |
90 |
60 |
80/50 |
80/50 |
18 |
|
7208-0011 |
200 |
630 |
90 |
60 |
80/50 |
80/50 |
18 |
|
7208-0117 |
300 |
630 |
100 |
106 |
80/50 |
80/50 |
28 |
|
7208-0117М |
320 |
630 |
100 |
106 |
80/50 |
80/50 |
28 |
|
7208-0017 |
320 |
|
100 |
135 |
80/50 |
80/50 |
28 |
|
7208-0019 |
320 |
1000 |
100 |
200 |
80/50 |
80/50 |
28 |

Плиты магнитные мелкополюсные ПММ
Плиты магнитные мелкополюсные применяются при закреплении изделий из ферромагнитных материалов. Особенностью мелкополюсных плит является уменьшенный шаг между электромагнитными полюсами плиты, что позволяет обрабатывать мелкие и очень тонкие детали.
Главное достоинство магнитных мелкополюсных плит заключается в высоких магнитных свойствах при существенно меньших размерах и весе. К тому же во время эксплуатации сила действия магнитного поля остается неизменной, что говорит о сохранении высокой точности шлифовки.
|
Маркировка |
Ширина, мм |
Длина, мм |
Высота, мм |
Вес, кг |
|
Межполюсное расстояние (t), мм |
|
ПММ 7208-0001 |
100 |
250 |
48 |
10 |
120 |
1,5 |
|
ПММ 7208-0003 |
125 |
400 |
48 |
19,5 |
120 |
1,5 |
|
ПММ 7208-0109В |
200 |
400 |
54 |
34 |
120 |
1,5 |
|
ПММ 7208-0009 |
200 |
450 |
54 |
38 |
120 |
1,5 |
|
ПММ 7208-0011 |
200 |
630 |
58 |
55 |
120 |
1,5 |
|
ПММ 7208-0117В |
320 |
630 |
58 |
95 |
120 |
1,5 |
|
ПММ 7208-0017 |
320 |
800 |
63 |
110 |
120 |
1,5 |
|
ПММ 7208-0019В |
320 |
1000 |
63 |
150 |
120 |
1,5 |
Плиты магнитные синусные
Плиты магнитные синусные используются для крепления изделий из ферромагнитных материалов под различным углом. Необходимый угол закрепления заготовки можно настроить с помощью набора концевых мер. Высота каждой из них рассчитывается по соответствующим формулам.
Неоспоримым преимуществом синусных магнитных плит является надежный зажим заготовок в нужном положении при помощи магнитных токов постоянных магнитов, что обеспечивает неизменную величину зажима на время всего срока эксплуатации.
|
Маркировка |
Ширина, мм |
Длина, мм |
Высота, мм |
Вес, кг |
Удельная сила притяжения класс Н/В, Н/см2 |
Усилие переключения класс Н/класс В, Н |
Межполюсное расстояние (t), мм |
Угол поворота в продольной/поперечной плоскостях, град |
Точность угловой установки, град |
|
2С7208-0003 |
125 |
400 |
130 |
40 |
80/50 |
80/50 |
18 |
0-60/0-45 |
+/-10 |
|
1С7208-0011 |
200 |
630 |
180 |
110 |
80/50 |
80/50 |
18 |
0-60/0-45 |
+/-10 |
Электромагнитные плиты

Электромагнитные плиты являются одним из видов станочных приспособлений. Электромагнитные плиты предназначены для закрепления заготовок из ферромагнитных материалов при их обработке на плоскошлифовальных станках с прямоугольным столом классов точности П, В, А по ГОСТ 30273-98(при работе с охлаждающей жидкостью или без нее). Плита применяется на операциях чернового и чистового шлифования на общемашиностроительных режимах резания с применением охлаждающей жидкости и без нее.
Климатическое исполнение –УХЛ 4 по ГОСТ 15150
Питание плиты — от источника постоянного тока напряжением 110 В
Плиты электромагнитные. Усилие притяжения 20 ≈25 Н/см²
ЭП-11Г ( 125 х 280 ) -22 кг
ЭП-21Г ( 200 х 560 ) -95 кг
ЭП-31Г ( 320 х 710 ) -220 кг
ЭП-32Г ( 320 х 900 ) -275 кг
3Л722В-1600.827.000 (320х800) -240 кг
3Л723В-1600.827.00 (400х800) -300 кг
3Л722В.827.00 ( 320х1250) -400 кг
3Л723ВФ2И.828.000 ( 400х1250) -460 кг
3Б724.94.000 (400х2000) -750 кг
3Д725.861.000 (630х2000) -1092 кг
Круглые электромагнитные плиты
ПЭ 7108-0062 Ø 1000 мм
3Д756.862.000 Ø 800 мм
3П756.862.000 Ø1000 мм
3Л741АФ10.205.000 Ø630 мм
ПЭМ 630 Ø630
ПЭМ 800 Ø800
ПЭМ 1000 Ø1000
Электромагнитные плиты с поперечным расположеним полюсов с межполюсным растоянием 22 (4+18) . Усилие притяжения 100Н/см²
ПЭ 7208-0060 (200х630)
ПЭ 7208-0063 (320Х630)
ПЭ 7208-0064 (320Х800)
ПЭ 7208-0065 (320х1000)
ПЭ 7208-0066 (320х1250)
ПЭ 7208-0068 (400х800)
ПЭ 7208-0069 (400х1250)
ПЭ 7208-0070 (400х1600)
ПЭ 7208-0070-01 (400х2000)
ПЭ 7208-0076-01 (600х1000)
ПЭМ 7208-0079 (630х2000)
Электромагнитная плита мелкополюсная
Плита электромагнитная предназначена для закрепления деталей из ферромагнитных материалов на плоскошлифовальных станках.
Класс точности плиты – Н; П; В; А
Электромагнитные плиты мелкополюсные с продольным расположением полюсов с межполюсным растоянием 5,5 (4+1,5)
ПЭМ 7208-0054 (125х400)
ПЭМ 7208-0058 (200х400)
ПЭМ 7208-0060 (200х630)
ПЭМ 7208-0063 (320Х630)
ПЭМ 7208-0064 (320Х800)
ПЭМ 7208-0065 (320х1000)
ПЭМ 7208-0066 (320х1250)
ПЭМ 7208-0068 (400х800)
ПЭМ 7208-0069 (400х1250)
ПЭМ 7208-0079 (630х2000)
ПЭМ 630 Ø630
ПЭМ 800 Ø800
ПЭМ 1000 Ø1000
s-korr.ru
цена, каталог, доставка по России
Плита электромагнитная — купить
Электромагнитная плита для станков позволяет максимально правильно зафиксировать детали изготовленные из ферромагнитного сплава непосредственно на рабочей поверхности самого плоскошлифовального станка, для этого требуется электромагнитная плита. На всей ее площади магнитное поле равномерно распределяется, при этом допустимое повышение температуры — это ни как не влияет на саму целостность заготовок. Заметим, что плита электромагнитная абсолютно герметична. Так что, допускается процесс шлифования с использованием специальной жидкости с охлаждающим эффектом.
Для надежной и точной фиксации всех деталей сделанных из ферромагнитных сплавов с использованием жидкостей для смазки (для охлаждения) либо на плоскошлифовальном станке, как правило, применяются только электромагнитные виды плит с необходимым распределением самих полюсов вдоль. Именно распределение полюсов в конечном итоге позволяет эксплуатировать саму рабочую поверхность плит в полной мере, это происходит за счет магнитного поля распределяющегося по поверхности одинаково. Плиты ПЭМ — являются одной из востребованных для станков элементов, где электромагнитные полюса располагаются на малом расстоянии друг от друга.
Напомним, что электромагнитные плиты используются как в период чернового шлифования, так и чистого. Допускается увеличение рабочей поверхности плиты прямоугольно можно за счет стыковок, конечно в случае такой необходимости.
Особенностью конструкций плит ПЭМ выделить можно следующее:
— Поверхность для работы самой электромагнитной мелкополюсной плиты в минимальной степени нагревается, что исключает в максимальной степени внутреннюю или внешнюю деформацию заготовки;
— Цельнометаллический адаптер расположенный на плите доступен для использования в течение 6 лет, после износа заменяется без корпуса. Что позволяет срок службы продлить электромагнитной плиты до 12 лет;
— Плиты ПЭМ надежны и долговечны за счет особенной жесткости, герметичности и точности. Это гарантирует высокое качество самой обработки заготовки на рабочем станке.
Особыми преимуществами у электромагнитных плит являются жесткие конструкции, простота автоматизации, дистанционное управление самим оборудованием, а так же управление усилиями непосредственного притяжения. Одним из основных недостатков является возможность нагревания, когда выделяется тепло из катушки. Кроме этого стоит обезопасить рабочее место от возможных последствий, которые могут произойти во время экстренного отключения электричества в период эксплуатации. Требуется система управления и токопровода.
Здесь в нашем каталоге представлены в большом количестве самые лучшие модели электромагнитных плит, в наличии и под заказ. Выбирайте чтобы купить по доступным ценам!

| Обозначение плиты | B, мм | L, мм | H, мм, не более | h, мм, не менее | l, мм, не менее | Масса, кг, не более |
|---|---|---|---|---|---|---|
| 7208-0051 | 100 | 250 | 100 | 10 | 8 | 20 |
| 7208-0052 | 125 | 25 | ||||
| 7208-0053 | 31 | |||||
| 7208-0054 | 40 | |||||
| 7208-0055 | 160 | 45 | ||||
| 7208-0056 | 50 | |||||
| 7208-0057 | 200 | 320 | 110 | 55 | ||
| 7208-0058 | 400 | 70 | ||||
| 7208-0059 | 450 | 80 | ||||
| 7208-0060 | 630 | 110 | ||||
| 7208-0061 | 250 | 800 | 170 | |||
| 7208-0062 | 320 | 500 | 120 | 12 | 10 | 160 |
| 7208-0063 | 630 | 185 | ||||
| 7208-0064 | 800 | 240 | ||||
| 7208-0065 | 1000 | 300 | ||||
| 7208-0066 | 1250 | 370 | ||||
| 7208-0067 | 400 | 630 | 260 | |||
| 7208-0068 | 1000 | 370 | ||||
| 7208-0069 | 1250 | 470 | ||||
| 7208-0070 | 1600 | 600 | ||||
| 7208-0071 | 500 | 800 | 125 | 16 | 12 | 480 |
| 7208-0072 | 1250 | 600 | ||||
| 7208-0073 | 1600 | 780 | ||||
| 7208-0074 | 2000 | 900 | ||||
| 7208-0075 | 2500 | 1240 | ||||
| 7208-0076 | 630 | 5800 | 502 | |||
| 7208-0077 | 1250 | 745 | ||||
| 7208-0078 | 1600 | 990 | ||||
| 7208-0079 | 2000 | 1240 | ||||
| 7208-0080 | 2500 | 1540 | ||||
| 7208-0081 | 710 | 1250 | 1100 | |||
| 7208-0082 | 1600 | 1130 | ||||
| 7208-0083 | 2000 | 1420 | ||||
| 7208-0084 | 2500 | 1770 | ||||
| 7208-0085 | 800 | 800 | 1040 | |||
| 7108-0051 | 80 | 10 | 50 | М6 | 3 | 2 |
| 7108-0052 | 100 | 55 | 4 | |||
| 7108-0053 | 125 | 20 | 60 | М8 | 6 | |
| 7108-0054 | 160 | 65 | 10 | |||
| 7108-0055 | 200 | 40 | 75 | М10 | 18 | |
| 7108-0056 | 250 | 85 | 33 | |||
| 7108-0057 | 320 | 95 | 60 | |||
| 7108-0058 | 400 | 80 | 105 | 6 | 140 | |
| 7108-0059 | 500 | 115 | 175 | |||
| 7108-0060 | 630 | 120 | 300 | |||
| 7108-0061 | 800 | 110 | 130 | М12 | 8 | 513 |
| 7108-0062 | 100 | 800 | ||||
| 7108-0063 | 1250 | 140 | 1340 | |||
| 7108-0064 | 1600 | 12 | 2200 | |||
| 7108-0065 | 2000 | 150 | 150 | М16 | 16 | 3700 |
| 7108-0066 | 2500 | 20 | 5900 | |||
| Примечание — Расположение крепежных отверстий d должно быть увязано с конструкцией станков и определяться техническими условиями на плиты конкретных видов. | ||||||
stanki-osnastka.ru
Электромагнитная плита — Большая Энциклопедия Нефти и Газа, статья, страница 1
Электромагнитная плита
Cтраница 1
Электромагнитные плиты представляют собой соединение группы электромагнитов, полюсы которых выведены на верхнюю плоскость плиты и изолированы от корпуса медью или другим немагнитным сплавом. Обмотки электромагнитов — питаются только постоянным током, следовательно, для них требуется иметь источник постоянного тока. Надежное и длительное действие электромагнитной плиты обеспечивается, если шлифовщик следит за тем, чтобы охлаждающая жидкость не попадала на обмотки магнитов. [2]
Электромагнитные плиты изготовляются прямоугольной и круглой формы, а размеры их зависят от размеров стола станка, на котором они устанавливаются. [4]
Электромагнитные плиты в зависимости от назначения, размеров и формы закрепляемых деталей могут быть плоскими, круглыми и специальными — с различным расположением полюсов. [5]
Электромагнитные плиты питаются постоянным током ( напряжением 24, 48, ПО и 220 в, мощностью 100 — г — 300 в / п) от различных выпрямительных устройств, главным образом селеновых выпрямителей. [7]
Электромагнитные плиты имеют различное устройство в зависимости от размеров и мощности станка. В этой конструкции плиты сердечники закрепляются в крышке плиты посредством заливки немагнитным металлом, который изолирует их от крышки, а нижние концы — сердечников соединены попарно. На каждый сердечник надевается катушка с электрообмоткой. [8]
Электромагнитные плиты [4] для закрепления обрабатываемого материала, подъема и переноски различных изделий следует снабжать запасной проводкой для питания электромагнитов от запасного источника питания. Последний должен включаться автоматически при прекращении подачи электроэнергии от основной сети. Это исключает возможность отрыва материала или изделия от электромагнита и травмирования ими рабочего. В паспорте электромагнитных плит должны быть указаны вес и минимально-допустимая площадь изделия для обеспечения надежного закрепления и ослабления подъемной силы ( магнитного потока) с увеличением расстояния от поверхности магнитной плиты. [9]
Электромагнитные плиты питаются постоянным током напряжением 24, 48, 1Ю и 220 В от полупроводниковых выпрямителей. [11]
Электромагнитные плиты питаются постоянным током напряжением 24, 48, ПО и 220 в от выпрямителей, состоящих из трансформатора, селеновых вентилей, соединенных по однофазной мостовой схеме, предохранителя и выключателя. Мощность, потребляемая катушками электромагнитной плиты, составляет обычно 100 — 300 вт. Питание плит переменным током не производится, так как возникающие при этом вихревые токи сильно нагревают как плиту, так и деталь. [13]
Электромагнитные плиты применяют различных размеров круглой и прямоугольной формы. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Плиты магнитные прямоугольные с ручным переключением / Каталог
ГОСТ 16528-87
Плиты магнитные прямоугольные с ручным переключением предназначены для закрепления заготовок из ферромагнитных материалов усилием магнитного поля.
Используются при обработке деталей на плоскошлифовальных станках с прямоугольным столом и других технологических операциях.
Рукоятка переключения должна поворачиваться на 180 0 до упора.
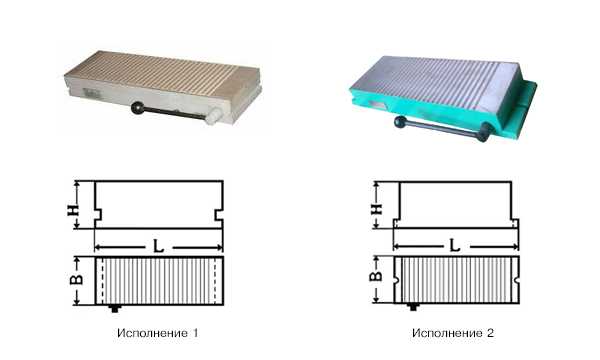
| Модель | Исп. | B, мм | L, мм | H, мм, не более | Вес, кг |
| 7208-0001 | Исп. 1 | 100 | 250 | 80 | 9 |
| 7208-0103 | Исп. 1 | 125 | 250 | 80 | 15 |
| 7208-0003 | Исп. 1 | 125 | 400 | 80 | 18 |
| 7208-0109 | Исп. 1 | 200 | 400 | 90 | 50 |
| 7208-0011 | Исп. 1 | 200 | 630 | 90 | 60 |
| 7208-0117 | Исп. 1 | 320 | 630 | 100 | 110 |
| 7208-0017 | Исп. 1 | 320 | 800 | 100 | 135 |
| 7208-0019 | Исп. 1 | 320 | 1000 | 100 | 200 |
| 7208-0117М | Исп. 1 | 300 | 630 | 100 | 100 |
| 7208-0010 | Исп. 2 | 200 | 450 (500) | 90 | 45 |
| 7208-0012 | Исп. 2 | 200 | 560 (630) | 90 | 60 |
1. Средняя удельная сила притяжения Ру не менее 50 Н/см2.
2. Удельная сила притяжения Ро вызываемая остаточным магнетизмом не более 0,5 Н/см2.
www.magnit48.ru
Электромагнитная плита — Википедия (с комментариями)
Ты — не раб!
Закрытый образовательный курс для детей элиты: «Истинное обустройство мира».
http://noslave.org
Материал из Википедии — свободной энциклопедии
Плиты прямоугольные электромагнитные (далее плита) предназначены для закрепления с помощью магнитного поля заготовок из ферромагнитных материалов при их обработке на плоскошлифовальных станках с охлаждающей жидкостью или без неё.
Климатическое исполнение — УХЛ 4 по ГОСТ15150. Класс точности — П; В; А; по ГОСТ 30273-98. Питание плиты — от источника постоянного тока напряжения 110 В.
Преимущества использования по сравнению с механическими прижимами[1]:
- При закреплении заготовок механическими прихватами, для полной обработки поверхностей, прихваты приходиться перемещать, что негативно сказывается на точности и времени обработки.
- При использовании магнитных плит заготовка доступна с 5-ти сторон, позволяя производить обработку за один установ. Время на установку заготовки и смену сведено к минимуму. Обработка заготовок различных размеров не требует переналадки.
Напишите отзыв о статье «Электромагнитная плита»
Примечания
- ↑ [www.taggert.su/equipment/chucks/cutting.html TAGGERT] (en-US). Таггерт. Проверено 17 сентября 2016.
Ссылки
- [www.taggert.su/equipment/chucks/cutting.html Электромагнитные плиты]
Отрывок, характеризующий Электромагнитная плита
– Старичок и говорит: бог, мол, тебя простит, а мы все, говорит, богу грешны, я за свои грехи страдаю. Сам заплакал горючьми слезьми. Что же думаешь, соколик, – все светлее и светлее сияя восторженной улыбкой, говорил Каратаев, как будто в том, что он имел теперь рассказать, заключалась главная прелесть и все значение рассказа, – что же думаешь, соколик, объявился этот убийца самый по начальству. Я, говорит, шесть душ загубил (большой злодей был), но всего мне жальче старичка этого. Пускай же он на меня не плачется. Объявился: списали, послали бумагу, как следовает. Место дальнее, пока суд да дело, пока все бумаги списали как должно, по начальствам, значит. До царя доходило. Пока что, пришел царский указ: выпустить купца, дать ему награждения, сколько там присудили. Пришла бумага, стали старичка разыскивать. Где такой старичок безвинно напрасно страдал? От царя бумага вышла. Стали искать. – Нижняя челюсть Каратаева дрогнула. – А его уж бог простил – помер. Так то, соколик, – закончил Каратаев и долго, молча улыбаясь, смотрел перед собой.Не самый рассказ этот, но таинственный смысл его, та восторженная радость, которая сияла в лице Каратаева при этом рассказе, таинственное значение этой радости, это то смутно и радостно наполняло теперь душу Пьера.
wiki-org.ru
Электромагнитная плита — Большая Энциклопедия Нефти и Газа, статья, страница 3
Электромагнитная плита
Cтраница 3
Кроме электромагнитных плит, на шлифовальных станках применяют магнитные плиты с постоянными магнитами. Для плит этого типа не требуется специальных генераторов и выпрямителей с проводкой и распределительными устройствами. [31]
Кроме электромагнитных плит на шлифовальных станках применяются магнитные плиты с постоянными магнитами. Для плит этого типа не требуется специальных генераторов и выпрямителей с проводкой и распределительными устройствами. [32]
В электромагнитных плитах для тяжелых работ сердечники закрепляются в корпусе плиты путем сварки. На этот сердечник надевается одна общая катушка с электрообмоткой. Полюса закреплены в крышке плиты посредством заливки немагнитным металлом. Нижние концы полюсов прижимаются к сердечнику. [33]
В электромагнитных плитах для тяжелых работ сердечники закрепляются в корпусе плиты путем сварки. На этот сердечник надевается одна общая катушка с электрообмоткой. Полюса закреплены в крышке ллиты посредством заливки немагнитным металлом. Нижние концы полюсов прижимаются к сердечнику. [34]
При работе электромагнитная плита нагревается, во время выключения — охлаждается. Это вызывает движение воздуха через все неплотности, в результате чего внутри плиты может конденсироваться влага. Поэтому при конструировании электромагнитных плит важно предусмотреть защиту катушек плиты от воздействия охлаждающей жидкости. Для этого внутреннюю полость плиты заливают битумом. [36]
Для питания электромагнитных плит необходим постоянный ток, поэтому в станках предусмотрены генераторы, преобразующие переменный ток в постоянный. [37]
При сборке электромагнитной плиты необходимо, чтобы вставки верхней плиты соприкасались с полюсами сердечников без зазора и как бы были их продолжением. Для выполнения этой задачи обычно поверхность корпуса вместе с выступающими полюсами сердечников шлифуют в собранном виде, сторону верхней плиты, обращенную к полюсам, также шлифуют вместе с запаянными вставками. [38]
Сила притяжения электромагнитной плиты в большой степени зависит от материала и размеров закрепляемой детали, от числа деталей на ее поверхности, от положения детали на плите и от конструкции плиты. [39]
Для питания электромагнитных плит применяют постоянный ток напряжением 24, 48, 110 и 220 В. Наиболее часто применяют ток напряжением 110 В. Питание электромагнитных плит переменным током неприемлемо вследствие сильного размагничивающего и нагревающего действия вихревых токов. [40]
Если на электромагнитную плиту поставить обрабатываемую деталь 4 и включить плиту в сеть ( обычно постоянного тока), то она, намагнитившись, будет прочно удерживать деталь. Чтобы снять деталь, через обмотки плиты пропускают ток обратного направления. Зто устраняет удерживающие силы остаточного магнетизма и и облегчает снятие детали. [41]
Наряду с электромагнитными плитами, предназначенными для плоскошлифовальных станков с прямоугольным столом, часто применяются вращающиеся электромагнитные столы. Их конструкция зависит от способа загрузки станка обрабатываемыми изделиями. [43]
Станки с электромагнитными плитами должны быть оборудованы блокирующими устройствами, останавливающими стол и шлифовальный круг при прекращении подачи электроэнергии на плиту. [44]
Наибольшее распространение получили электромагнитные плиты, устройство которых основано на следующем принципе. [45]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Электромагнитные плиты — Размеры — Энциклопедия по машиностроению XXL
При настройке на размер на стол станка под измерительное сопло устанавливают деталь или блок плиток заданного размера. Включают электромагнитную плиту. Установочное приспособление вместе с измерительным устройством опускают по колонне кронштейна, пока между измерительным соплом и образцовой деталью не останется зазор 0,6— 0,8 мм. Зазор ориентировочно устанавливают по щупу 0,6 мм. Винтом тонкой настройки измерительное устройство опускают, пока стрелка отсчетного устройства не установится на нулевое деление шкалы. Включают вращение стола, в результате которого стрелка отсчетного устройства может несколько сместиться от нулевого деления шкалы. Винтом тонкой настройки изменяют положение измерительного устройства, и стрелка вновь устанавливается на нулевое деление шкалы. Винт тонкой настройки надежно контрят. Настраивают контакты отсчетного устройства. Контакт окончательной команды настраивают на срабатывание у нулевого деления шкалы. Момент срабатывания определяют по загоранию сигнальной лампочки отсчетного устройства. Предварительную команду настраивают перемещением указателя в точку шкалы, соответствующую переходу с черновой подачи на чистовую (или выхаживание). Производят обработку партии деталей, в по результатам измерений их универсальными средствами вносят корректировку в настройку прибора. [c.302]На рис. 37 показана схема электромагнитной плиты, выпускаемой отечественной промышленностью по ГОСТ 17519—81, и ее основные контролируемые размеры (конструкция приспособления стандартом не регламентируется). В табл. 57 приведены основные параметры наиболее распространенных электромагнитных плит к плоскошлифовальным станкам. [c.202]
Например, если для данной электромагнитной плиты Ру = 350 кПа при эталонном образце Z) = 50 мм, это значит, что на плите можно закреплять детали с размером D [c.202]
По специальному заказу могут быть изготовлены плиты для закрепления заготовок, имеющих размер меньше указанного в табл. 47. Согласно ГОСТ 17519—81 точность электромагнитных плит определяется по точности обработанного на них образца (на плоскошлифовальном станке соответствующей точности). При этом плоскостность обработанной поверхности образца и параллельность ее опорной поверхности должны соответствовать нормам точности плоскошлифовального станка. [c.203]
Сила зажима обрабатываемой детали на электромагнитной плите зависит от удельного притяжения плиты, габаритных размеров детали и ее размещения на столе она возрастает до определенной величины с увеличением толщины и площади поперечного сечения детали. С увеличением шероховатости базовой поверхности обрабатываемой детали сила зажима детали уменьшается. Для надежного закрепления обрабатываемая деталь на электромагнитной плите должна перекрыть два соседних участка, расположенных между двумя смежными вставками. [c.124]
Основные размеры и технические характеристики прямоугольных электромагнитных плит даны в ГОСТ 17519—72. Сердечники электромагнитов и полюса крышки изготовляют из стали 10, а остальные детали плит — из стали 10 и15 или чугуна СЧ 12—28. [c.124]
При проектировании электромагнитных плит (планшайб) исходными данными являются форма, размеры обрабатываемой детали в плане, ее материал, сила резания, необходимая сила прижи ма, удерживающая деталь от сдвига. [c.124]
Магнитные (и электромагнитные) плиты. Удельную силу притяжения Руд д и минимальный размер закрепляемой заготовки определяют по ГОСТ 17519—84. Современные магнитные плиты при малых зазорах (б[c.495]
Пример условного обозначения прямоугольной электромагнитной плиты размерами В — 250 мм, L — 800 мм, класса точности П, напряжением питания 110 В, диаметром испытательного образца 50 мм, климатического исполнения УХЛ 4.2 по ГОСТ 15150 [c.131]
Основные размеры электромагнитных плит, мм [c.459]
Паспортная удельная сила притяжения определяется путем отрыва испытательного образца, имеющего опорную поверхность в виде диска диаметром В. Диаметр диска испытательного образца является одной из характеристик электромагнитной плиты и гарантирует удержание на ней с регламентированной силой Ру заготовок с таким же диаметром. Поэтому стандартом регламентируется не только Ру, но и минимальный размер закрепляемой заготовки (-0= 18, 25, 35, 50, 70 мм в зависимости от размера плиты). Допускается снижение ру до 50% ог установленного номинала в 10% контрольных точек. [c.96]
В зависимости от класса точности плиты регламентируется ее жесткость (размер прогиба рабочей поверхности плиты под действием определенной нагрузки), нагрев и потребляемая мощность. Жесткость (Н/мм) электромагнитных плит колеблется от 50 (для плит класса точности П) до 65 (для плит класса точности В и А). [c.96]
Шлифование сложных профилей мелких пуансонов или пробойников обычными приемами связано с большими затратами времени и низким качеством выполнения из-за наличия на профиле большого количества переходов от наклонных участков к дуговым. Поэтому такие профили лучше всего шлифовать на синусной или оптической делительной головке, предварительно установленной на электромагнитной плите плоскошлифовального станка повышенной точности. Для удобства обработки таких сложных профилей необходимо выполнить чертеж увеличенного профиля и рассчитать вспомогательные размеры, обозначив буквами точки переходов (рис. 269, а). Этот вспомогательный технологический расчет [c.253]
Перед шлифованием шаблона со стороны А проверяют устойчивость кубика и плотность прилегания его к упору электромагнитной плиты. Затем включают станок и подводят шлифовальный круг к крайнему зубу и нижней плоскости впадины до появления искры. Отмечая карандашом или мелом риски лимба и нониуса вертикального перемещения круга, поднимают круг на высоту зуба. Одновременно устанавливают положение шлифовального круга но нониусу лимба поперечного перемещения стола. Затем отводят стол и производят настройку на размер среднего шага второго зуба шаблона с учетом припуска на обработку второй стороны профиля зуба. Шаг проверяют концевыми мерами и индикаторами. [c.271]
Закончив шлифование обеих наклонных плоскостей и проверив размер 11,5—0,2 жм, приступают к шлифованию плоскости В (операция IV) сегмента (см. рис. 319). Для большей устойчивости сегмента на электромагнитную плиту кладут и прижимают к упорному угольнику 3 магнитопроводящую призму 7 и ролик 9. Затем укладывают сегмент 1 на ролик 9 и прижимают к нему угловой кубик 8. Отшлифовав плоскость В и предварительно выдержав [c.303]
Электромагнитные плиты применяют различных размеров круглой и прямоугольной формы. Для их питания пригоден только постоянный ток, поэтому у станков 84 [c.84]
Электромеханический завод в г. Днепропетровске изготовляет электромагнитные плиты на номинальное напряжение НО вольт следующих размеров [c.317]
Электромагнитные плиты изготовляются прямоугольной и круглой формы, а размеры их зависят от размеров стола станка, на котором они устанавливаются. [c.294]
Повысившиеся за последнее время требования к точности обработки деталей не обеспечиваются при применении электромагнитных плит, так как в процессе работы плиты нагреваются, что приводит к разбросу размеров обработанных деталей до 0,015 мм. Плиты же с постоянным магнитом не обеспечивают достаточно надежного зажима, что не позволяет работать на производительных режимах. [c.295]
Электромагнитные плиты в зависимости от назначения, размеров и формы закрепляемых деталей могут быть плоскими, круглыми и специальными — с различным расположением полюсов. [c.276]
Наиболее распространенные конструкции электромагнитных плит изготовляют с электромагнитами, смонтированными в корпусе плиты, и верхней стальной плитой с впаянными в нее вставками. Устройство такой электромагнитной плиты показано на рис. 152, б. К нижней стальной плите 3 прикрепляют корпус 2, изготовленный из силумина, и катушки 4 вместе с сердечниками 5. В верхней стальной плите 1 делают пазы, в которые вставляют вставки 6 из железа Армко, залитые равномерно по всему периметру каким-либо немагнитным металлом 7. Количество вставок, их размеры и расположение должны [c.276]
Заготовки при шлифовании закрепляют при помощи электромагнитной плиты которую устанавливают и надежно закрепляют на столе 7 станка. Размер зеркала плиты 450 X 200 мм. [c.81]
Применение предпочтительных чисел не ограничено только вопросами выбора и обоснования типов станков. Размерный ряд станочных пазов основан на ступенчато-арифметической прогрессии. Размеры круглых поворотных столов представляют собой геометрический ряд с приближенным значением знаменателя 1,41, а ряд размеров прямоугольных столов — со знаменателями 1,26 и 1,12. Размерный ряд электромагнитных плит представляет собой ступенчато-геометрический ряд со знаменателями 1,58 и 1,41. [c.520]
Взаимное расположение центра С сферы на кристалле алмаза и базовых плоскостей А и В на заготовке при ее установке на электромагнитной плите показано на рис. 2.3.19, б и определяется размерами Дс и Ву. Размер и Уу соответствуют рабочему чертежу детали. Величина взаимного перемещения круга и заготовки при позиционировании (из позиции правки в позицию шлифования) определяется координатами Х] и у , а перемещение при врезной подаче — координатой У2- [c.237]
При конструировании электромагнитных плит (планшайб) специального назначения исходными данными являются размеры и конфигурация заготовки в плане, ее толщина, материал заготовки и сила ( , удерживающая заготовку от смещения под влиянием сил резания. Если высота заготовки сопоставима с размерами ее опорной поверхности, то в процессе обработки возникает опрокидывающий момент от сил резания, стремящихся оторвать заготовку от полюсов плиты. При обработке сравнительно тонких заготовок силы резания стремятся повернуть заготовку в плоскости плиты относительно некоторого полюса, положение которого непрерывно изменяется. В частном случае происходит сдвиг заготовки в направлении действия тангенциальной составляющей силы резания. Для определения необходимой удерживающей силы может использоваться изложенная в 2 этой главы методика расчета. Удерживающую силу следует определять по самой невыгодной фазе обработки, когда возникает наибольший сдвигающий момент, с учетом конфигурации заготовки в плане и расположения ее относительно полюсов плиты. [c.131]
Магнитные плиты как сборные конструкции обладают определенной податливостью. Их жесткость по нормали достаточно высока и лежит в пределах 50—80 кН/мм, а у электромагнитных плит достигает 100 кН/мм. Несмотря на большую нагрузку от сил резания обработка на магнитных плитах характеризуется малыми упругими отжатиями (менее 10 мкм). Наибольший прогиб плиты происходит в центре, поэтому при обработке партий небольших заготовок наблюдается рассеяние их размеров по высоте. [c.137]
Конструкции современных магнитных и электромагнитных плит достаточно виброустойчивы. Частота собственных колебаний плит средних размеров лежит в области 800—1500 Гц, поэтому явление резонанса при фрезеровании практически исключено. [c.137]
Электромагнитный привод. Электромагнитные устройства выполняются преимущественно в виде плит или планшайб для закрепления заготовок с плоской базовой поверхностью. Основные размеры и технические характеристики прямоугольных электромагнитных плит регламентированы ГОСТ 3860—56. Сердечники электромагнитов и полюса крышки рекомендуется изготавливать из стали 10, остальные детали — из стали [c.114]
Крепление деталей на плоскошлифовальных станках весьма просто осуществляется с помощью электромагнитных и магнитных приспособлений, рассмотренных в п. 11. Если же конфигурация деталей сложная, то для их закрепления приходится проектировать специальные наладки, устанавливаемые на универсальных магнитных и электромагнитных плитах или непосредственно на столе плоскошлифовальных станков. При шлифовании деталей, которые невозможно либо же неудобно закреплять непосредственно на зеркале магнитной плиты, обычно используют комплект из двух переходников, показанных на рис. 196, а (см. также рис. 27). Переходник представляет собой блок, набранный из пластин 1 мягкой стали (магнитопроводы), между которыми помещены прокладки немагнитных материалов 2. Магнитопроводы и прокладки стягиваются латунными заклепками 3. Переходники устанавливаются на магнитные плиты 4 типа ПМ с шагом полюсов, равным 16 мм. Размеры переходников 220 х [c.300]
Для закрепления заготовок из ферромагнитного материала используют магнитные и электромагнитные зажимные устройства (патроны и плиты). Зажимные устройства такого типа применяют на токарных и шлифовальных станках они дают возможность быстро закреплять деталь, они просты в управлении, но имеют большие размеры и малые силы при закреплении. [c.141]
Машина МСР-ЮО с рычажным механизмом подачи (фиг. 93, а) предназначается для стыковой сварки сопротивлением и оплавлением. Машина снабжена рычажным зажимным устройством, электромагнитным контактором и системой водяного охлаждения сварочного трансформатора и контактных узлов. На станине машины размешены две чугунные плиты 1 V. 2 с медными контактными вставками, к которым подключен вторичный виток однофазного трансформатора 3. Левая неподвижная плита 1 изолирована от корпуса машины. Правая подвижная плита 2 закреплена на двух направляющих 4, передвигающихся в подшипниках 5 при помощи рычага 6. Регулировка расстояния между плитами, в зависимости от размеров свариваемых деталей, осуществляется гайками 7. Между плитами расположены предохранительные щитки и корыто для защиты электродной части машины от попадания брызг расплавленного металла, грата и окалины. На передней части машины установлен указатель расстояния между колодками. Зажимное устройство машины является универсальным ручным радиально-рычажным и состоит из двух зажимов 8 VI 9, закрепленных на верхних плитах машины. Зажимы— съемные и легко могут быть заменены зажимами другой конструкции. В машине предусмотрена возможность регулирования положения колодок по горизонтали и вертикали для нахождения правильного положения свариваемых деталей. [c.137]
Скобы описанной конструкции предназначены для выполнения отдельных групп отверстий, различных по форме и размерам. Такие скобы различных размеров применяются также для групповой пробивки отверстий при установке их на электромагнитных блоках или специальных плитах крепления. Детали закрепляются [c.177]
Основные размеры электромагнитных прямоугольных плит, изображенных на рис. 24, приведены в табл. 15. ГОСТ устанавливает технические требования, правила приемки и методы испытаний плит. Плиты предусматриваются двух типов с отверстиями либо с пазами для крепления их к столу станка. Для плит, предназначенных для закрепления заготовок из ферромагнитных материалов при обработке их на плоскошлифовальных станках с охлаждающей жидкостью или без нее, установлены три класса [c.78]
Основные размеры (мм) электромагнитных прямоугольных плит по ГОСТ 17519—72 (см. рис. 24) [c.79]
На плоскошлифовальных станках, крепление деталей осуществляется, как правило, с помощью электромагнитных плит, от качества изготовления которых во многом зависит точность обработки. Рабочая поверхность плиты не должна иметь задиров и забоин. Слёдуе-пернодически производить контроль состояния поверхности плиты. Кос)венным методом оценки состояния плиты может служить разброс размеров деталей в одной партии, обработанной на станке. Обработку производят на предварительно разогретом станке, несколько последних проходов выполняют в режиме выхаживания. Если разброс размеров обработанных деталей является следствием дефектов плиты, производят тонкое шлифование ее рабочей поверхности. [c.12]
Примечания 1. См. рис. 37. 2. Плиты размерами L большими, чем указанные, выполняются по специальному З31 азу потребителя. 3. Электромагнитные плиты выпускаются двух классов точности П и А. Прилщ) условного обозначения плиты с размерами В = 20 мм, L = 630 мм, классом точности А, напряжением питания 110 В плита 7208—ООЗГэ А 110 ГОСТ 17519—81 то же, П1)и классе точности П плита 7208—0035 П 110 ГОСТ 17513—8). [c.201]
Универсальные приспособления пригодны для закрепления заготовок независимо от формы и размеров, а также ввда и характера их обработки в единичном и мелкосерийном производствах, когда заготовки устанавливают непосредственно на столе станка, имеющем Т-образные пазы, а закрепление осуществляют при помощи стацдартных и нормализованных деталей и узлов (болтов, шпилек, прихватов, прижимов, упоров, планок, угольников, подкладок, а также машинных тисков, поворотных столов, электромагнитных плит, делительных приспособлений и т.д.). [c.561]
Электромагнитные плиты применяют различных размеров круглой и прямоугольной формы. Для питания их пригоден только постоянный ток, поэтому у станков устанавливаются приборы, преобразующие переменный ток в постоянный (генераторы). [c.81]
При настройке измерительный наконечник 9 с помощью образцовой детали устанавливается над поверхностью электромагнитной плиты на расстоянии, соответствующем верхней контрольной границе. Режущая кромка шлифовального круга устанавливается над плитой на расстоянии, несколько большем, чем наименьший предельный размер обрабатываемой детали. В этом положении втулка 22 застопоривается, а рычаги 16 и 18 занимают положение, показанное пунктиром. При этом рычаг 18 под действием пружины доводится до соприкосновения с упоро.м 25. При обработке высота деталей, выходящих из-под круга 2 (фиг, 165), получается такой, что они свободно проходят под измерительным наконечником 9, не задевая за него. По мере износа шлифовального круга из-год него начинают выходить детали с увеличенным по высоте размером. По достижении верхней контрольной границы детали, проходя под наконечником 9 (фиг. 166), задевают за него и вызывают новорот рычагов 16 и 18 (по часовой стрелке) в положение, показанное сплошными линиями. При этом рычаг 18 нажимает на наконечник микровыключателя 26, который, срабатывая, включает электромагнитную муфту механизма подналадки 15. [c.234]
Взрывное отделение показано на рис. 61. Оно имеет открытую крановую металлическую эстакаду длиной 45 м, шириной 21 м, высотой (до головки подкранового рельса) 8 м. Под эстакадой размещается подрывная яма с внутренними размерами 8000X5000X4000 мм, которая вместо крышки имеет съемное перекрытие из четырех стальных плит общей массой 102 г. Подрывную яму обслуживает один мостовой электрический кран грузоподъемностью 80/20 т, имеющий съемную электромагнитную плиту и съемный полип-грейфер емкостью 2 м . Эта подрывная яма имеет два выхода шириной не менее 1 м и высотой не менее 1,5 м каждый, которые находятся в противоположных углах по диагонали. Вода при разделке глуходонных изложниц гидровзрывным способом [c.381]
Электролимбы для выключения подачи суппорта токарных станков 258 Электромагнитные патроны 128 Электромагнитные плиты — Размеры 132 Электроэрозионные копировально-прошивочные станки Технические характеристики 74 Элементы многоугольников правильных 863 [c.912]
Крепление деталей при плоском шлифовании производится посредство1М магнитных плит или магнитных столов. Магнитная плита устанавливается на стол плоскошлифовального станка. Питание магнита производится постоянным током, для чего на участке плоскошлифовальных станков ставят умформер, преобразующий переменный ток в постоянный. Некоторые плоскошлифовальные станки имеют ламповые выпрямители, — в этом случае отпадает необходимость в умформере. Электромагнитные плиты имеют различное устройство в зависимости от размеров и мощности станка. [c.177]
Закрепление заготовок при шлифовании производится при помощи электромагнитной плиты 8, которая устанавливается на столе 7 станка и надежно на нем закрепляется. Размер зеркала плиты 450×200 мм. [c.84]
Проверка электромагнитной плиты. При проверке электромагнитной плиты станка с нее снимают упорный угольник, предназначенный для установки обрабатываемых деталей. Затем по углам магнитной плиты кладут четыре одинаковых стальных бруска размером 20×20 и длиной 100 мм, включают магнит и одновременно шлифуют все бруски. Если плоскости брусков будут отшлифованы с точностью 0,005—0,01 мм, можно счи- [c.117]
mash-xxl.info