Плазменная резка — что такое плазменная сварка, технология, оборудование, принцип действия
В любом процессе строительства или ремонта не обойтись без огромного количества инструментов, которые облегчают выполнение задачи, позволяют произвести более точные и безопасные работы. Почти любое мероприятие, которое ориентировано на выполнение ремонта, монтажа или демонтажа может быть выполнено гораздо комфортней, если использовать современные высокотехнологичные устройства. Одно из них — это плазменная сварка. Уникальный агрегат, который может быть полезен как в быту, так и в производственных цехах. Одна модель устройства может быть универсальной и применяться как новичками сварочного дела, так и профессиональными бригадами. Несмотря на широкую сферу применения, не все сегодня знают что такое плазменная сварка. Себе же во вред они добровольно отказываются от более безопасных и удобных условий труда, отдавая предпочтение традиционным аналогам.
По сути, данный инструмент дает возможность выполнять сварочные работы при помощи направленной струи плазменной дуги.
Плазменная резка металла принцип заключается в расплавлении обрабатываемого металлического изделия за счет высоких температур, которую создает сжатая дуга плазмы. За этим следует интенсивная ликвидация расплавленного вещества плазменным потоком.
Принцип действия инструмента основывается на плазме. Это вещество представляет собой ионизированный газ, который имеет высокую температуру и выступает в качестве электрического проводника. В специальном устройстве плазмотроне образовывается плазменная дуга. Плазменный резак принцип работы очень разнообразен. С его помощью можно осуществить выкройку металлического изделия даже сложного контура и неправильной формы. Скорость работы с металлическими изделиями значительно возрастает при помощи современного устройства. Инструмент для резки позволяет резать любой вид металла — черный и цветной, алюминий, медь и нержавеющую сталь.
Не имея представления о том как выбрать плазморез правильно воспользуйтесь советами профессионалов. В таком случае вам удастся сделать правильный выбор и стать владельцем надежного и долговечного прибора.
В таком случае вам удастся сделать правильный выбор и стать владельцем надежного и долговечного прибора.
Другие статьи
Все статьи
Лучшие новинки сварочные полуавтоматы производителя Redbo 2021
05.07.2021 | 11.09.2022 | 1532 | Рейтинг: 4.5/5 — голосов: 6
Полуавтоматы Redbo – особое качество для профессионалов Залогом успешного выполнения любых сварочных работ является правильный подбор оборудова…
- Лучшие сварочные маски хамелеон производителя Redbo 2021
24.06.2021 | 30.06.2021 | 1634 | Рейтинг: 5/5 — голосов: 3
Лучшие сварочные маски хамелеон производителя Redbo 2021 Сварочная маска — это незаменимая вещь в наборе сварщика любого уровня, так как при пр.
 ..
.. Сварка полуавтоматом: пособие для новичков
12.04.2021 | 22.04.2021 | 6772 | Рейтинг: 4/5 — голосов: 3
Сварка в среде защитного газа считается одним из наиболее надежных методов обработки металла. Еще несколько лет назад она была доступна только професс…
Рейтинг сварочных инверторов 2019 – выбираем лучшую модель по ценовой категории
Собираетесь купить недорогой сварочный аппарат для дома, но не знаете, на какой модели остановиться? Ведь так не хочется тратить деньги на бесполезное…
Плазменная сварка — Cварочные работы
Плазменная сваркаПлазмой называют частично или полностью ионизированный газ, состоящий из нейтральных атомов и молекул, ионов и электронов. Рис. 76. Схема поста для плазменной сварки Рис. 77. Схема сварки плавлением (а) и сквозным проплавлени-ем (б) Электрод перед работой затачивают на конус под углом 28—30°. Длина конической части должна составлять 5— 6 диаметров электрода. Конус после заточки необходимо притупить, диаметр притупления 0,2—0,5 мм. Электрод в горелке устанавливают таким образом, чтобы его ось симметрии совпала с осью симметрии плазмообразу-ющей насадки. При ручной сварке для уменьшения силового давления дуги электрод можно устанавливать так, чтобы его нижний конец совпадал с внешней плоскостью среза насадки. Стык под сварку разделывают, как для аргонодуговой сварки. Торцы, скошенные кромки, а также прилегающие к ним поверхности изделия на ширину не менее 30 мм зачищают щеткой из легированной стали от грязи, масла и др. После плазменной резки должна быть выполнена механическая зачистка поверхности реза на глубину не менее 1 мм. При обнаружении трещины глубину зачистки увеличивают до полного удаления трещины. После этого кромки и прилегающие поверхности изделия на ширину не менее 30 мм обезжиривают с двух сторон протиркой чистой ветошью, смоченной в растворителе. Стыки собирают по возможности без зазора. Максимальный зазор собираемых деталей без разделки кромок не должен превышать 1,5 мм. Стыки рекомендуется собирать с помощью сборочных устройств и приспособлений, позволяющих равномерно распределять смещение кромок, обеспечивая совпадение осей стыкуемых труб и обечаек. Прихватку (табл. 13) собранных стыков осуществляют покрытыми электродами, аргонодуговой и ручной плазменной сваркой. При сборке изделий без разделки кромок металл прихватки должен быть заподлицо с основным металлом. Усиления в местах прихваток удаляют механическим способом заподлицо с основным металлом. К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. Плазменная сварка должна выполняться на постоянном токе прямой полярности. Перед возбуждением основной сварочной дуги (дуги между плазмотроном и изделием) в зону сварки в течение 5—20 с подают защитный газ, а после обрыва дуги подачу газа продолжают в течение 10—15 с. Расстояние от плазмотрона до изделия не должно превышать 10 мм. В процессе сварки сварщик по возможности не должен обрывать дугу. В случае обрыва дуги кратер шва и прилегающий к нему участок на расстоянии не менее 15 мм должны быть зачищены. Дугу после обрыва возбуждают на заранее 78 Взаимное расположение ю-оелки и присадочной проволоки при плазменной сварке заваренном участке на расстоянии 10—15 мм от кратера. Сварку необходимо вести с обязательной защитой корня шва защитным газом, флюс-пастой и другими аналогичными средствами.  
Читать далее: |
 Плазменные струи для сварки получают в специальных плазменных горелках (плазмотронах). По сравнению с аргонодуговой сваркой плазменнодуговая сварка отличается более стабильным горением дуги. Благодаря цилиндрической форме столба дуги плазменнодуговая сварка менее чувствительна к изменению длины дуги, чем аргонодуговая. Изменение длины дуги конической формы при аргонодуговой сварке всегда ведет к изменению диаметра пятна нагрева, а следовательно, к изменению ширины шва. Плазменная дуга позволяет иметь практически постоянный диаметр пятна и стабилизирует процесс проплавления основного металла. Это свойство используется для сверки очень тонких листов. Изменяя конструкцию насадки горелки, можно уменьшить зону термического влияния, а скорость сварки увеличить на 50—100 %. Сварка плазменной ду. гой характеризуется глубоким проплавлением. В качестве плазмообразующего газа обычно применяют аргон и его смеси с водородом или гелием, а для защиты металла сварочной ванны при сварке легированной стали, меди, никеля — смесь аргона с 5—8 % водорода.
Плазменные струи для сварки получают в специальных плазменных горелках (плазмотронах). По сравнению с аргонодуговой сваркой плазменнодуговая сварка отличается более стабильным горением дуги. Благодаря цилиндрической форме столба дуги плазменнодуговая сварка менее чувствительна к изменению длины дуги, чем аргонодуговая. Изменение длины дуги конической формы при аргонодуговой сварке всегда ведет к изменению диаметра пятна нагрева, а следовательно, к изменению ширины шва. Плазменная дуга позволяет иметь практически постоянный диаметр пятна и стабилизирует процесс проплавления основного металла. Это свойство используется для сверки очень тонких листов. Изменяя конструкцию насадки горелки, можно уменьшить зону термического влияния, а скорость сварки увеличить на 50—100 %. Сварка плазменной ду. гой характеризуется глубоким проплавлением. В качестве плазмообразующего газа обычно применяют аргон и его смеси с водородом или гелием, а для защиты металла сварочной ванны при сварке легированной стали, меди, никеля — смесь аргона с 5—8 % водорода.



|
© 2007 «Строй-сервер.ру». — информационная система по ремонту и строительству. |
© Права защищены. |

Плазменная сварка – обзор всего, что вам нужно знать
1. Газовая плазма, 2. Защита сопла, 3. Защитный газ, 4. Электрод, 5. Сужение сопла, 6. Электрическая дуга
Что такое плазменно-дуговая сварка?
При плазменной сварке дуга образуется между заостренным вольфрамовым электродом и заготовкой. Электрод помещается в корпус горелки, поэтому плазменная дуга может быть отделена от оболочки защитного газа. Затем плазма пропускается через тонкое медное сопло, которое сужает дугу. Это приводит к тому, что плазма дуги выходит с очень высокой скоростью и достигает температуры до 28 000 градусов по Цельсию.
Плазменно-дуговая сварка и сварка ВИГ; Различия и сходства
При плазменно-дуговой сварке (PAW) колонна дуги TIG сжимается с помощью медного сопла с водяным охлаждением. Это значительно увеличивает плотность энергии дуги по сравнению с исходной дугой TIG.
Это значительно увеличивает плотность энергии дуги по сравнению с исходной дугой TIG.
Для плазменной сварки используется вольфрамовый электрод, а дуга зажигается с помощью высокочастотного напряжения. Это вспомогательная дуга, которая горит между вольфрамовым электродом (минимум) и плазменным соплом (плюс) с относительно низким током (от 1 до 15 ампер в зависимости от размера плазменной горелки). Вспомогательная дуга является проводником сварочного тока. Когда плазменное сопло приближается к месту сварки на несколько миллиметров, зажигается плазменная дуга.
О температурах
Температура вокруг вольфрамового электрода при сварке TIG составляет около 18 000 градусов Цельсия. В плазменной камере температура составляет 28 000 градусов Цельсия, а инертный плазменный газ очень сильно ионизирован. Сердцевина плазменной дуги, которая касается заготовки, примерно на 4000 градусов Цельсия горячее, чем 11000 градусов Цельсия дуги TIG. В плазменном сопле имеется отверстие, образующее плазменную камеру. Размер этого отверстия зависит от силы тока, используемого для сварки. В наших решениях для реальной жизни вы найдете a more подробная статья о температурах TIG.
Размер этого отверстия зависит от силы тока, используемого для сварки. В наших решениях для реальной жизни вы найдете a more подробная статья о температурах TIG.
Три основных типа плазменной сварки
В плазменной сварке можно выделить три основных типа. Основное различие между тремя типами заключается в используемой силе тока.
- Микроплазменная сварка , при силе тока от 0,02 до 15 ампер.
- Плазменная сварка «методом плавления» , при которой сварка осуществляется так же, как и в процессе TIG. Сила тока составляет от 15 до 100 ампер.
- Плазменная сварка «методом замочной скважины». Уровни тока могут варьироваться от 15 до 350 ампер, в зависимости от толщины материала.
Плазменная сварка с прорезью
При плазменной сварке с прорезью плазменная дуга просверливает отверстие в очень плотно закрытом шве. При перемещении плазменной горелки очень чистым движением шов немедленно снова закроется. Плазменная сварка с замочной скважиной почти всегда может применяться автоматически при силе тока до 350 ампер и выше. Обычно его проводят без добавок. Тем не менее, есть также приложения с присадочными материалами, такие как сварка опор, которые можно увидеть в этом видео.
Плазменная сварка с замочной скважиной почти всегда может применяться автоматически при силе тока до 350 ампер и выше. Обычно его проводят без добавок. Тем не менее, есть также приложения с присадочными материалами, такие как сварка опор, которые можно увидеть в этом видео.
Преимущества и недостатки плазменной сварки
По сравнению со сваркой ВИГ, плазменная сварка имеет ряд преимуществ:
- Тонкие материалы легче сваривать. Дуга ВИГ менее стабильна при тех же уровнях тока, а тепловложение больше из-за большей сварочной ванны.
- Проникновение больше. Это позволяет сваривать закрытые Т-образные швы толщиной до 10 мм. При TIG это максимум 3 мм.
- Дуга гораздо менее чувствительна к изменениям длины, потому что размер столба плазмы практически не меняется.
- Вольфрамовый электрод полностью встроен в горелку, поэтому вероятность появления вольфрамовых включений в сварочной ванне практически отсутствует. Кроме того, срок службы электрода увеличивается.

- В связи с тем, что уровень тока при плазменной сварке значительно ниже при одинаковой толщине материала, зона термического влияния (ЗТВ) уже, а деформация меньше.
- Плазменная сварка очень легко автоматизируется и роботизируется.
Однако есть несколько недостатков:
- Сложность оборудования. Настройка давления плазмообразующего газа очень точна. Речь идет о правильной настройке между защитным газом и плазмообразующим газом, для чего оборудование оснащено двумя счетчиками.
- Точность предварительной обработки должна быть очень высокой, особенно при сварке с замочной скважиной. Когда сварной шов слегка открыт, процесс замочной скважины не будет работать.
- Из-за большого факела доступ к небольшим пространствам хуже.
- За сложным факелом нужно ухаживать очень осторожно.
- При ручной плазменной сварке устойчивость руки сварщика должна быть очень высокой, поэтому из-за очень узкой сварочной дуги сразу видно каждое движение руки.

Плазменная дуговая сварка (PAW) Объяснение
Плазменная сварка — это процесс дуговой сварки, в котором для соединения металлов используется плазменная горелка. Принцип этого метода заимствован из GTAW, также известной как сварка TIG, при которой электрическая дуга зажигается между электродом и заготовкой.
Давайте копнем глубже и узнаем, что такое плазменная сварка.
Что такое плазменная сварка?
Плазменно-дуговая сварка (PAW) — это процесс сварки плавлением, в котором для сварки металлов используется неплавящийся электрод и электрическая плазменная дуга. Подобно TIG, электрод обычно изготавливается из торированного вольфрама. Его уникальная конструкция горелки обеспечивает более сфокусированный луч, чем сварка TIG , что делает его отличным выбором как для сварки тонких металлов, так и для создания глубоких узких сварных швов.
Плазменная сварка часто используется для сварки нержавеющей стали, алюминия и других сложных металлов по сравнению с традиционными методами. Подобно кислородно-топливной сварке, этот процесс также может резать металл (плазменная резка), что делает его универсальным инструментом для производителей и производителей.
Подобно кислородно-топливной сварке, этот процесс также может резать металл (плазменная резка), что делает его универсальным инструментом для производителей и производителей.
Процесс плазменно-дуговой сварки
Плазменная дуговая сварка
Процесс плазменной дуговой сварки основан на принципе зажигания дуги между неплавящимся вольфрамовым электродом и заготовкой. Плазменное сопло имеет уникальную конструктивную особенность, в которой электрод расположен внутри корпуса горелки. Это позволяет плазме дуги выходить из горелки отдельно от оболочки защитного газа.
Плазменное сопло имеет уникальную конструктивную особенность, в которой электрод расположен внутри корпуса горелки. Это позволяет плазме дуги выходить из горелки отдельно от оболочки защитного газа.
Кроме того, узкое отверстие сопла увеличивает скорость потока плазмообразующего газа, обеспечивая более глубокое проникновение. Хотя присадочный металл обычно подается на переднюю кромку сварочной ванны, это не относится к созданию корневых швов.
Сложность плазменной сварочной горелки отличает ее от газовой вольфрамовой дуговой сварки. Горелки для плазменной сварки работают при очень высоких температурах , которые могут расплавить их сопло, что требует постоянного водяного охлаждения. Хотя этими горелками можно управлять вручную, в настоящее время большинство современных плазменных сварочных горелок предназначены для автоматической сварки .
Наиболее распространенными дефектами, связанными с плазменной сваркой, являются вольфрамовые включения и подрезы. Включения вольфрама возникают, когда сварочный ток превышает возможности вольфрамового электрода и мелкие капли вольфрама захватываются металлом шва. Подрезы обычно связаны со сваркой PAW в режиме замочной скважины, и их можно избежать, используя активированные флюсы.
Включения вольфрама возникают, когда сварочный ток превышает возможности вольфрамового электрода и мелкие капли вольфрама захватываются металлом шва. Подрезы обычно связаны со сваркой PAW в режиме замочной скважины, и их можно избежать, используя активированные флюсы.
Режимы работы плазменно-дуговой сварки
При плазменной сварке используются три режима работы, при которых она может работать при различных токах:
Микроплазма (0,1–15 А)
В этом режиме работы дуга может работать при малых токах и оставаться стабильной. до 20 мм длины дуги.
Микроплазменная сварка применяется для соединения тонких листов толщиной до 0,1 мм, что оптимально для создания проволочных сеток с минимальными деформациями.
Средний ток (15–200 А)
Характеристики плазменной дуги очень похожи на сварку TIG, но дуга более жесткая, так как узкое отверстие горелки ограничивает плазму. Мы можем увеличить проплавление сварочной ванны, увеличив скорость потока плазмы, но это увеличивает риск загрязнения защитным газом.
Среднеточный режим или режим плавления обеспечивают лучшее проникновение, чем TIG, и улучшенную защиту. Единственным недостатком является то, что горелка требует обслуживания и более громоздка по сравнению с горелкой TIG.
Режим замочной скважины (свыше 100 А)
Мощный плазменный пучок используется для включения сильноточного режима, также известного как режим замочной скважины, за счет увеличения расхода газа и сварочного тока. Этот режим обеспечивает глубокое проплавление за один проход (толщиной до 10 мм для некоторых материалов) для создания однородной сварочной ванны из расплавленного металла.
Подобно электронно-лучевой сварке, режим замочной скважины отлично подходит для сварки толстых материалов на высоких скоростях. Чтобы гарантировать удовлетворительные сварные швы, обычно добавляют присадочный материал. Его сварочные применения включают механизированную сварку, позиционную сварку и сварку труб.
Сравнение плазменной сварки и сварки ВИГ
Обычно при сварке ВИГ используется вольфрамовый электрод для зажигания дуги между горелкой и заготовкой. Плазменный процесс работает аналогично, но использует другую настройку сварочной горелки. Узкая конструкция сопла позволяет электронам двигаться с большими скоростями. Это ионизирует газ, создавая струю плазмы с высокой концентрацией тепла, обеспечивая более глубокое проникновение.
Плазменный процесс работает аналогично, но использует другую настройку сварочной горелки. Узкая конструкция сопла позволяет электронам двигаться с большими скоростями. Это ионизирует газ, создавая струю плазмы с высокой концентрацией тепла, обеспечивая более глубокое проникновение.
Поскольку плазменная сварка обеспечивает большую точность, чем сварка TIG, она имеет меньшую зону термического влияния, что идеально подходит для создания более узких сварных швов. В идеале плазменная сварка является лучшим выбором, чем сварка TIG, поскольку она является развитием последней. Технология, лежащая в основе этого оборудования, позволяет ему работать с более низким потреблением тока, лучшей стабильностью дуги, что приводит к лучшему зазору и лучшим допускам при изменении длины дуги.
Сварка ВИГ, однако, является более простым методом из-за сложных параметров, доступных для плазменно-газовой сварки. Оператору потребуется дополнительное обучение, чтобы перейти от уже продвинутой сварки TIG к PAW. И наконец, оборудование для сварки TIG дешевле и требует меньше обслуживания, чем чувствительная и сложная горелка для плазменной дуговой сварки.
И наконец, оборудование для сварки TIG дешевле и требует меньше обслуживания, чем чувствительная и сложная горелка для плазменной дуговой сварки.
Материалы
Подобно сварке TIG, плазменная сварка подходит для большинства известных металлов, хотя для некоторых из них это может быть не самым экономичным решением:
Легированная сталь
Алюминий
Бронза
Углеродистая сталь
Медь
Железо
Инконель
Свинец
Магний
Монель
Никель
Нержавеющая сталь
Титан
Инструментальная сталь
Вольфрам
Оборудование
Основными компонентами оборудования для плазменной сварки являются:
Плазменная горелка
Плазменная горелка – плазменный газ отделяется от оболочки защитного газа.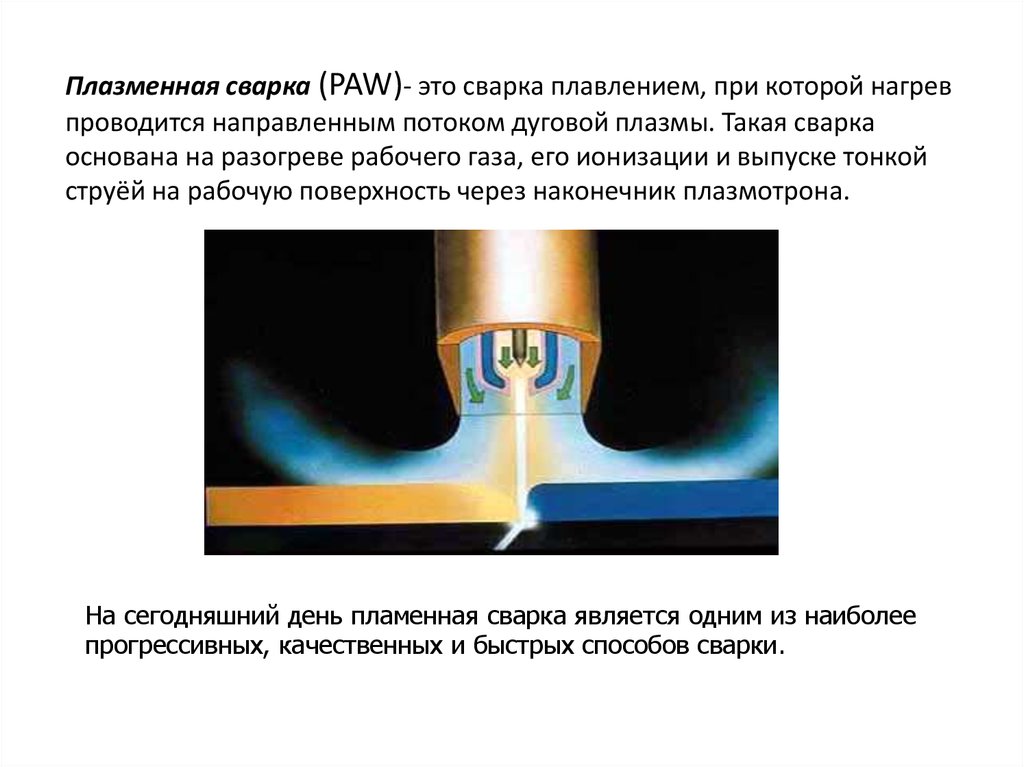
Уникальная конструкция плазменной горелки с водяным охлаждением является главным отличием от других сварочных процессов. Принципы его работы уже объяснялись в предыдущих разделах.
В зависимости от материала сварного шва и желаемых характеристик сварки можно выбрать различные типы наконечников сопла.
Пульт управления
В то время как обычные методы сварки напрямую соединяют горелку с источником питания, плазменно-дуговая сварка использует пульт управления между ними.
Некоторые функции пульта включают в себя схему защиты горелки, блок высокочастотного зажигания дуги, источник питания для вспомогательной дуги, водяной и газовый клапаны, индивидуальные счетчики плазмы и расхода защитного газа.
Источник питания
При плазменной дуговой сварке используется источник постоянного тока (выпрямители или генераторы) напряжением не менее 70 В для напряжения холостого хода со падающими характеристиками, что позволяет лучше контролировать образование сварных швов.
Используемые газы
Плазменный газ – выходит из сужающего сопла отдельно от оболочки защитного газа и становится ионизированным
Защитные газы (аргон, гелий, водород) – инертный газ защищает сварной шов от атмосферы
Обратная продувка и остаточный газ – для некоторых материалов требуются особые условия
Механизм подачи проволоки
При плазменной сварке могут использоваться механизмы подачи проволоки с постоянной скоростью, которая может изменяться от 254 мм в минуту до 3180 мм в минуту.
Области применения
Стальные трубы
PAW — отличный метод сварки при производстве стальных труб, поскольку он может выполняться при высокоскоростной сварке с большим проникновением металла. Некоторые отрасли промышленности предпочитают процесс плазменной сварки обычному TIG, поскольку его система быстрее и использует меньше присадочного материала.
Электроника
Одним из параметров процесса плазменной сварки является возможность работы в режимах слабого тока.