Плазменное напыление металла: оборудование, фото, видео
Виды и применение процессов плазменного напыления металлов
Плазменное напыление (или, другими словами – диффузионная металлизация) эффективный способ изменения физико-механических свойств, а также структуры основной поверхности. Поэтому он часто используется с декоративными целями, и для увеличения стойкости конечного продукта.

Плазменное напыление металла
Принцип плазменного напыления
Как и традиционные методы поверхностных покрытий, при диффузионной металлизации происходит осаждение на поверхности металла слоя другого металла или сплава, который обладает необходимыми для последующего применения детали свойствами – нужным цветом, антикоррозионной стойкостью, твёрдостью. Отличия заключаются в следующем:
- Высокотемпературная (5000 — 6000 °С) плазма значительно ускоряет процесс нанесения покрытий, который может составлять доли секунд.
- При диффузионной металлизации в струе плазмы в поверхностные слои металла могут диффундировать также химические элементы из газа, где проводится обработка. Таким образом, регулируя химический состав газа, можно добиваться комбинированного поверхностного насыщения металла атомами нужных элементов.
- Равномерность температуры и давления внутри плазменной струи обеспечивает высокое качество конечных покрытий, чего весьма трудно достичь при традиционных способах металлизации.
- Плазменное напыление отличается чрезвычайно малой длительностью процесса. В результате не только повышается производительность, но также исключается перегрев, окисление, прочие нежелательные поверхностные явления.
Рабочие установки для реализации процесса
Поскольку чаще всего для инициации высокотемпературной плазмы используется электрический разряд – дуговой, искровой или импульсный – то применяемое для такого способа напыления оборудование включает:
- Источник создания разряда: высокочастотный генератор, либо сварочный преобразователь;
- Рабочую герметизированную камеру, где размещается подвергаемая металлизации заготовка;
- Резервуар для газа, в атмосфере которого будет производиться формирование высокотемпературной плазмы;
- Насосной или вакуумной установки, обеспечивающей необходимое давление для прокачки рабочей среды или для создания требуемого разрежения;
- Системы управления за ходом протекания процесса.
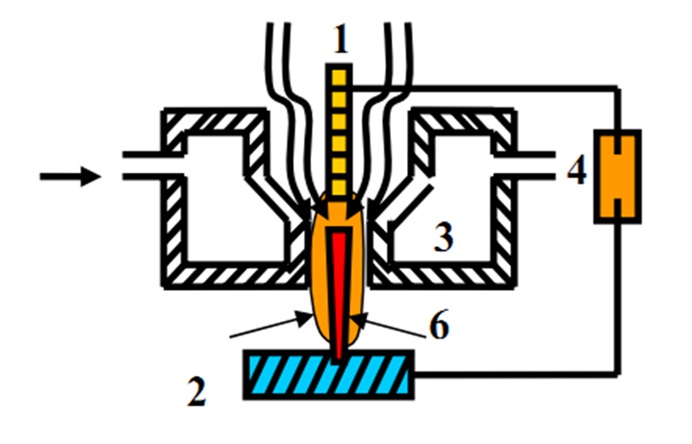
Работа плазмотрона, выполняющего плазменное напыление, происходит так. В герметизированной камере закрепляется напыляемая деталь, после чего между поверхностями рабочего электрода (в состав которого входят напыляемые элементы) и заготовкой возбуждается электрический разряд. Одновременно через рабочую зону с требуемым давлением прокачивается жидкая или газообразная среда. Её назначение – сжать зону разряда, повысив тем самым объёмную плотность его тепловой мощности. Высококонцентрированная плазма обеспечивает размерное испарение металла электрода и одновременно инициирует пиролиз окружающей заготовку среды. В результате на поверхности образуется слой нужного химического состава. Изменяя характеристики разряда – ток, напряжение, давление – можно управлять толщиной, а также структурой напыляемого покрытия.

Схема плазменного напыления
Аналогично происходит и процесс диффузионной металлизации в вакууме, за исключением того, что сжатие плазмы происходит вследствие разницы давлений внутри и вне её столба.
Технологическая оснастка, расходные материалы
Выбор материала электродов зависит от назначения напыления и вида обрабатываемого металла. Например, для упрочнения штампов наиболее эффективны электроды из железо-никелевых сплавов, которые дополнительно легируются такими элементами, как хром, бор, кремний. Хром повышает износостойкость покрытия, бор – твёрдость, а кремний – плотность финишного покрытия.
При металлизации с декоративными целями, главным критерием выбора металла рабочего электрода является конфигурация напыляемой поверхности, а также её внешний вид. Напыление медью, например, производят электродами из электротехнической меди М1.
Важной структурной составляющей процесса является состав среды. Например, при необходимости получить в напыляемом слое высокостойкие нитриды и карбиды, в газе должны присутствовать органические среды, содержащие углерод или азот.
Последующая обработка готового покрытия
В силу особенностей процесса плотность напылённого слоя и прочность его сцепления с основным металлом не всегда бывают достаточными для обеспечения долговечности покрытия. Поэтому часто после обработки деталь подвергается последующему поверхностному оплавлению с использованием кислородно-ацетиленового пламени, либо в термических печах. Как следствие, плотность покрытия возрастает в несколько раз. После этого продукцию шлифуют и полируют, применяя твердосплавный инструмент.
С учётом последующей доводки изделия, толщину слоя металла после обработки принимают не менее 0,8 — 0,9 мм.
Для придания детали окончательных прочностных свойств её закаливают и отпускают, применяя технологические режимы, рекомендуемые для основного металла.
Плазменное напыление повышает теплостойкость, износостойкость и твёрдость изделий, увеличивает их способность противодействовать коррозионным процессам, а напыление с декоративными целями значительно улучшает внешний вид деталей.
Ограничениями технологии диффузионного плазменного напыления считаются чрезмерная сложность конфигурации заготовки, а также относительная сложность используемых установок.
При невысоких требованиях к равномерности образующегося слоя можно использовать и более простые установки, конструктивно напоминающие сварочные полуавтоматы. В этом случае плазменное напыление производится в воздушном пузыре, который образуется при обдуве зоны обработки компрессором. Электроды, в составе которых имеется напыляемый металл, последовательно перемещаются по контуру изделия. Для улучшения сцепления напыляемого металла с основой внутрь зоны напыления вводится также присадочный материал.
Процесс напыления металлического порошка на токарном станке
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Установка ионно-плазменного (магнетронного) напыления. Часть 1 / Хабрахабр
Здравствуйте беспокойные умы. Сегодня речь пойдет об установке магнетронного напыления, полностью спроектированной и изготовленной своими руками.Для начала я вкратце постараюсь ответить, для чего нужны подобные установки и что же такое, ионно-плазменное распыление.
Мишень — это тот материал, который распыляется.
Подложка — это, то на что происходит напыление.
Установки такого рода позволяют формировать на подложках тончайшие слои токопроводящих материалов (в основном металлов). В качестве подложек может использоваться как токопроводящий, так и диэлектрический материал. А для того чтобы сформировался нанослой, например какого либо металла на подложке, требуется сначала хорошенько атаковать металл плазма-образующими ионами, для этого используют зажжение плазмы тлеющего разряда при пониженном давлении и магнетрон в качестве ловушки для электронов.
Давайте рассмотрим простейшую схему магнетрона и его работу, и вы поймете, почему он является ловушкой (постараюсь без особой научности, но думаю, что многие будут против, так как некоторые моменты без этого не объяснить, но я постараюсь).
Классический тлеющий разряд загорается при постоянном токе, и ток течет от анода к катоду. Катодом является плоская мишень, под которой находится кольцевой магнит. Электроны летящие от катода, ионизируют газ в объеме, ионы которого попадают в мишень, из нее выбивают атомы которые вновь сталкиваются с электронами, тем самым их часть ионизируется… В общем образуется электронная лавина, которая закручивается магнитным полем и не дает им после столкновений улететь, тем самым магнит удерживает электроны и при этом увеличивается образование атомов, которые осаждаются на подложке, тем самым формируя пленку.
А теперь от теории к практики. Так как я занимаюсь различными плазмохимическими технологиями при атмосферном давлении, то через какое-то время возник интерес и к пониженному давлению. Источник питания тлеющего разряда у меня уже имелся в наличии, его я сделал давно. И после покупки вакуумного насоса, начались эксперименты, которые выявили некоторые трудности при работе с пониженным давлением.
Подводя итоги этой части статьи, можно сказать, что работа движется, получается немалый опыт и дополнительные знания. На данный момент, готов корпус в железе, он будет покрашен, после чего начнется сборка.


Статью специально не стал раздувать, потому что в роликах многие вопросы освещены, а если нет, то в комментариях я постараюсь на все ответить.
habr.com
Способы напыления металлов
Традиции производства металлических изделий накапливались столетиями. Наука многократно модернизировала общепринятые технологические схемы, но всегда оставались существенными сырьевые и энергетические потери на всех этапах техпроцесса. Идея его кардинального изменения зародилась в начале ХХ века, когда известный русский инженер-металлург Соболевский П.Г. порекомендовал применить напыление металла в производстве машиностроительных изделий. Усовершенствование этой технологии способствовало образованию инновационной специализации – порошковой металлургии, обуславливающей замену традиционной обработки металла автоматизированными операциями прессовки и спекания материалов.
Технология напыления металлов является современным способом нанесения однородного металлического слоя на деталь при использовании раскаленной скоростной струи, имеющей в своем составе порошковые элементы, осаждающиеся на базисном металле при ударном столкновении с ним. Для выбора оптимального метода напыления металла следует принимать во внимание форму и размерные габариты деталей; точность и характер погрешности покрытия, его технико-эксплуатационные особенности; расход на базовое и дополнительное оснащение, порошковые материалы, на черновое и заключительное обрабатывание покрытий и прочее.
Способы и оборудование для напыления металлов
Однако порошковое напыление металла вовсе не ограничивается одним лишь производством деталей из порошков. Не менее важным является такое ее направление, как нанесение на металлическую поверхность слоя мелкодисперсной среды из огнеупорных, коррозионно- и износостойких материалов для улучшения функциональных, реставрационных и декоративных характеристик. При использовании в этих целях многокомпонентных порошковых материалов возрастает риск возникновения неоднородности покрытия, связанной с сегрегацией (расслаиванием) порошков. Такая проблема разрешается применением пластичных шнуровых материалов, имеющих в своем составе порошок, который фиксируется пластичной связкой. При обработке поверхности вещество связки целиком испаряется и на подложку изделия оседает лишь непосредственно порошок.

Сущность вакуумного напыления металлов состоит в том, что требуемый материал в результате сильного нагревания в вакуумном пространстве переходит в пар, который конденсируется в виде плоской пленки на наружной стороне тех или иных изделий.

Процесс термонапыления относительно прост и включает такие операции: расплавка металлического сырья в специальном пистолете (горелке) и напыление металла в жидком состоянии на заблаговременно обработанную поверхность при помощи сжатого воздуха. В ходе газопламенного напыления металла непрерывно перемещающийся напыляемый материал в форме проволоки или стержня продвигается через пистолет и плавится в конусовидном потоке горючего газа (диметилметана или топлива с содержанием ацетилена и кислорода). Кончик расплавленной проволоки встраивается в конусовидный поток и наносится на поверхность подложки. При контакте с поверхностью микрочастицы наносимого вещества моментально остывают и трансформируются, прочно сцепляясь с ней. В связи с этим, газотермическое напыление отличается мельчайшей ленточной или планарно-зернистой структурой.
Данный способ обработки идеально подходит для напыления труднодоступных участков. При его использовании следует контролировать дистанцию между пистолетом и обрабатываемым изделием, поддерживать оптимальную температуру напыления, соблюдать чистоту. Соблюдение точно выбранного промежутка и скорости передвижения пистолета обеспечивает оптимальную дозу материала и толщину наносимого слоя. Поскольку в ходе напыления металла создается пыль, следует регулярно прочищать фронтальную часть аппарата, чтобы гарантировать нанесение свежего слоя на очищенную поверхность. Использование газопламенного способа нанесения позволяет создавать покрытия с достаточной пористостью (до 12 %) и небольшой адгезией к основе, что связано с невысокой скоростью воздушно-газовой струи (менее 50 м/с). Температурный режим горения пламени лимитирует спектр металлов, которые можно наносить таким способом.
При осуществлении плазменного или газоплазменного напыления металла в качестве источника тепла выступает электродуга, возникающая между парой электродов. В зону ее горения нагнетается инертный газ, способный ионизироваться и образовывать плазму (температурой до 15000 °С). В плазменную струю поступает порошок наносимого металла, который плавится и переходит на обрабатываемую подложку. Вопреки высоким температурам в месте горения электродуги, изделие не подвергается перегреву, поскольку при переходе из участка дуги температурные показатели резко снижаются. Оборудование для такого типа нанесения металла сложнее, в сравнении с газопламенным из-за дополнительной потребности в электроаппаратуре.

В наиболее ответственных задачах для получения максимальной адгезии и прочности покрытий плазменную обработку осуществляют в вакуумном оборудовании для напыления металлов при низком давлении. Снижение давления обеспечивает возрастание скорости микрочастиц, что способствует получению более прочных химически стойких покрытий с повышенной твердостью.

Газодинамическое напыление металла заключается в образовании покрытий при взаимном ударении холодных микрочастиц металла, убыстренных ультразвуковой газовой струей, с подложкой детали. При контакте не расплавленных микрочастиц с поверхностью получается их пластическая трансформация и кинематическая энергия переходит в тепловую и адгезионную, способствуя образованию однородного слоя из прочно уложенных частиц металла. Отличительная особенность такого напыления – отсутствие повышенных температур при нанесении металлических покрытий, а значит, и отсутствие оксидации металлических частиц и подложки, явления неоднородной кристаллизации, повышенных внутренних напряжений в готовых изделиях.

Лазерное напыление металла представляет собой технологию восстановления изделий путем обработки их лазерным лучом света, генерируемым при работе оптико-квантового генератора. Из-за узкой сосредоточенности лазерного потока и повышенной энергетической плотности в месте его контакта с поверхностью можно производить наплавку любого металла. Самой востребованной является порошковая форма. Локальное фокусирование излучения дает возможность производить наплавление в труднодоступных зонах. При этом первичная структура практически не деформируется, но достигается повышенная износостойкость деталей.
Разработаны многочисленные установки для напыления металла. Как правило, они производятся в двух исполнениях: стационарном и мобильном, кроме этого могут функционировать как в закрытых цехах, так и на открытой местности для обработки крупногабаритной продукции. Покрытия, образованные перечисленными способами напыления, имеют высокие параметры прочности и пониженную степень остаточных напряжений.
promplace.ru
Напыление металлов: технологии и используемое оборудование
Производство металлических изделий модернизируется по мере развития передовых технологий. Металл в большей степени подвержен воздействию влаги, поэтому для обеспечения высокого срока эксплуатации и придания деталям, рабочим механизмам и поверхностям требуемых свойств, в современной промышленности широко используют напыление металлов. Технология порошковой обработки заключается в нанесении на базовую металлическую основу защитного слоя, обеспечивающего высокие антикоррозийные характеристики напыляемых изделий.
Задачи и варианты напыления
Металлическая поверхность после порошковой обработки приобретает важные защитные свойства. В зависимости от назначения и области применения, металлическим деталям придают огнеупорные, антикоррозийные, износостойкие характеристики.
Основная цель напыления базовой основы из металла – обеспечить продолжительный эксплуатационный ресурс деталей и механизмов в результате воздействия вибрационных процессов, высоких температур, знакопеременных нагрузок, влияния агрессивных сред.
Процессы напыления металлов выполняют несколькими способами:
- Вакуумная обработка – материал при сильном нагревании в вакуумной среде преобразуется в пар, который в процессе конденсации осаживается на обрабатываемой поверхности.
- Плазменное или газоплазменное напыление металла – в основу метода обработки положено использование электродуги, образующейся между парой электродов с нагнетанием инертного газа и ионизацией.
- Газодинамический способ обработки – защитное покрытие образуется при контакте и взаимодействии микрочастиц холодного металла, скорость которых увеличена ультразвуковой струей газа, с подложкой.
- Напыление лазерным лучом – генерация процесса происходит с использованием оптико-квантового оборудования. Локальное лазерное излучение позволяет проводить обработку сложных деталей.
- Магнетронное напыление – выполняется при воздействии катодного распыления в плазменной среде для нанесения на поверхность тонких пленок. В технологии магнетронных способов обработки используются магнетроны.
- Защита металлических поверхностей ионно-плазменным способом – основана на распылении материалов в вакуумной среде с образованием конденсата и осаждением его на обрабатываемой основе. Вакуумный метод не дает металлам нагреваться и деформироваться.
Технологический метод напыления деталей, механизмов, поверхностей из металла подбирают, в зависимости от характеристик, которые нужно придать напыляемой основе. Поскольку метод объемного легирования экономически затратный, в промышленных масштабах широко используют передовые технологии лазерной, плазменной, вакуумной металлизации.
Напыление в магнетронных установках
Металлизация поверхностей по технологии магнетронного напыления основана на расплавлении металла, из которого выполнена мишень магнетрона. Обработка происходит в процессе ударного действия ионами рабочей газовой среды, сформированными в плазме разряда. Особенности использования магнетронных установок:
- Основными элементами рабочей системы являются катод, анод, магнитная среда, которая способствует локализации плазменной струи у поверхности распыляемой мишени.
- Действие магнитной системы активизирует использование магнитов постоянного поля (самарий-кобальт, неодим), установленных на основании из магнитомягких материалов.
- При подаче напряжения от источника электропитания на катод ионной установки происходит распыление мишени, причем силу тока нужно поддерживать на стабильно высоком уровне.
- Магнетронный процесс основан на использовании рабочей среды, которой выступает соединение инертных и реакционных газов высокой чистоты, подающихся в камеру вакуумного оборудования под давлением.
Преимущества магнетронного напыления позволяют применять данную технологию обработки для получения тонких пленок металлов. Например, алюминиевые, медные, золотые, серебряные изделия. Происходит формирование пленок полупроводников – кремний, германий, карбид кремния, арсенид галлия, а также образование покрытий диэлектриков.
Главное достоинство магнетронного метода – высокая скорость распыления мишени, осаждения частиц, точность воспроизведения химического состава, отсутствие перегрева обрабатываемой детали, равномерность нанесенного покрытия.
Использование при напылении магнетронного оборудования дает возможность обрабатывать металлы и полупроводники с высокой скоростью осаждения частиц, создавать на напыляемой поверхности тонкие пленки с плотной кристаллической структурой, высокими адгезивными свойствами. К основному перечню работ по магнетронной металлизации относятся хромирование, никелирование, реактивное напыление оксидов, карбо- и оксинитридов, сверхскоростная наплавка меди.
Технология ионно-плазменной наплавки
Чтобы получать многомикронные покрытия на изделиях из металла, широко используют метод ионно-плазменного напыления. Он основан на использовании вакуумной среды и физико-химических свойств материалов испаряться и распыляться в безвоздушном пространстве.
Технологически сложный процесс позволяет решать важные технические задачи по металлизации изделий благодаря использованию установки ионно-плазменного напыления:
- Увеличение параметров износоустойчивости, исключение спекания при эксплуатации изделий в условиях высоких температур.
- Повышение коррозийной устойчивости металлов при эксплуатации в агрессивных водных, химических средах.
- Придание электромагнитных свойств и характеристик, эксплуатация в границах инфракрасного и оптического диапазона.
- Получение высококачественных гальванических покрытий, придание изделиям декоративно-защитных свойств, обработки деталей и механизмов, используемых в разных отраслях промышленности.
Процесс ионно-плазменного напыления базируется на использовании вакуумной среды. После поджига катода формируются пятна первого и второго уровня, которые перемещаются с высокой скоростью и образуют плазменную струю в ионном слое. Полученная в результате эродирования катодов струя проходит через вакуумную среду и вступает во взаимодействие с конденсируемыми поверхностями, осаживаясь плотнокристаллическим покрытием.
Использование ионно-плазменного напыления позволяет наносить защитные покрытия при температуре поджига катода до 100°C, отличается достаточно простой схемой получения слоев толщиной до 20 мкм.
С помощью ионно-плазменного напыления на металл удается придавать требуемые свойства конструктивно сложным изделиям нестандартной геометрической формы. После обработки металлическую поверхность не требуется покрывать финишным слоем.
Особенности плазменной металлизации
Наряду с ионно-плазменным напылением и магнетронными способами обработки металлов применяют еще один метод – плазменная металлизация. Главная задача технологии – защита изделий от окислительных процессов в агрессивных средах, повышение эксплуатационных качеств, упрочнение обрабатываемой поверхности, усиление сопротивляемости механическим нагрузкам.
Плазменное напыление алюминия и других металлов основано на высокоскоростном разгоне металлического порошка в потоке плазмы с осаждением микрочастиц в виде покрывающего слоя.
Особенности и преимущества технологии плазменного напыления на металл:
- Высокотемпературный метод нанесения защитного слоя на обрабатываемую поверхность (порядка 5000-6000 °C) происходит за доли секунд.
- Используя методы регулирования газового состава, можно получать комбинированное насыщение металлической поверхности атомами порошковых покрытий.
- Благодаря равномерности потока плазменной струи удается получать одинаково пористое, качественное покрытие. Конечная продукция превосходит результаты традиционных способов металлизации.
- Длительность процесса напыления невысока, что помогает достичь стопроцентной экономической эффективности использования плазменного оборудования в разных производственных масштабах.
Основные компоненты рабочей установки – высокочастотный генератор, камера герметизации, резервуар газовой среды, насосная установка для подачи давления, система управления. Использовать технологию плазменного напыления на металл допускается в домашних условиях при наличии необходимого оборудования с вакуумной камерой – воздействие кислорода приводит к окислению горячих металлических поверхностей и мишени.
На видео: восстановление деталей напылением.
Процесс лазерной обработки
Наплавка металлов лазерным методом позволяет восстанавливать детали и механизмы потоками света, генерируемыми от оптико-квантового оборудования. Вакуумное напыление лазером является одним из наиболее перспективных методов получения наноструктурированных пленок. В основу процесса положено распыление мишени световым лучом с последующим осаждением частиц на подложке.
Преимущества технологии: простота реализации металлизации, равномерное испарение химических элементов, получение пленочных покрытий с заданным стехиометрическим составом. Благодаря узкой направленности лазерного потока в месте его сосредоточения удается получить наплавку изделия любыми металлами.
Механизмы формирования жидкокапельных фаз:
- Крупные капли частиц расплавленной мишени образуются путем воздействия гидродинамического механизма. При этом диаметр крупных капель варьируется в диапазоне 1-100 мкм.
- Капли среднего размера формируются вследствие процессов объемного парообразования. Размер капель колеблется в диапазоне 0,01-1 мкм.
- При воздействии на мишень коротких и частых импульсов лазерного луча в эрозийном факеле образуются частицы мишени небольшой величины – 40-60 нм.
Если в лазерной установке при наплавке металлов на мишень одновременно действуют все три механизма рабочего процесса (гидродинамика, парообразование, высокочастотный импульс), приобретение изделием требуемых характеристик зависит от величины влияния конкретного механизма наплавки.
Одно из условий качественной лазерной обработки – воздействие на мишень таким режимом облучения, чтобы на выходе получить лазерные факелы с наименьшим включением жидкокапельных частиц.
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.
Появилось понятие порошковой металлизации с добавлением в металлический порошок мелкодисперсионной керамики либо частиц твердого металла. Используется для работы с алюминием, никелем, медью.
Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия
Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
Лазерная сварка (2 видео)
Процесс напыления и рабочие установки (24 фото)
gidpokraske.ru
Плазменная наплавка: оборудование и технология процесса
Эффективность и проблемы плазменной наплавки стоят перед инженерами-материаловедами чрезвычайно остро. Благодаря этой технологии можно не только значительно увеличить срок эксплуатации и надежность высоконагруженных деталей и узлов, но восстановить, казалось бы, на сто процентов изношенные и разрушенные изделия.
Внедрение плазменной наплавки в технологический процесс значительно повышает конкурентоспособность машиностроительной продукции. Процесс не является принципиально новым и используется уже достаточно давно. Но он постоянно совершенствуется и расширяет технологические возможности.

Общие положения
Плазмой называется ионизированный газ. Достоверно известно, что плазму можно получить различными методами в результате электрического, температурного или механического воздействия на молекулы газа. Для ее образования необходимо оторвать отрицательно заряженные электроны от положительных атомов.
В некоторых источниках можно встретить информацию о том, что плазма является четвертым агрегатным состоянием вещества наряду с твердым, жидким и газообразным. Ионизированный газ обладает рядом полезных свойств и применяется во многих отраслях науки техники: плазменная наплавка металлов и сплавов с целью восстановления и упрочнения высоконагруженных изделий, испытывающих циклические нагрузки, ионно-плазменное азотирование в тлеющем разряде для диффузионного насыщения и упрочнения поверхностей деталей, для осуществления процессов химического травления (используется в технологии производства электроники).

Подготовка к работе
Прежде чем приступить к наплавке, нужно настроить оборудование. В соответствии со справочными данными, необходимо подобрать и установить правильный угол наклона сопла горелки к поверхности изделия, выверить расстояние от торца горелки до детали (оно должно составлять от 5 до 8 миллиметров) и вставить проволоку (если осуществляется наплавка проволочного материала).
Если наплавка будет осуществляться путем колебаний сопла в поперечных направлениях, то необходимо выставить головку таким образом, чтобы сварной шов находился ровно посередине между крайними точками амплитуд колебания головки. Также необходимо отрегулировать механизм, который задает частоту и величину колебательных движений головки.

Технология плазменно-дуговой наплавки
Процесс наплавки довольно прост и может с успехом выполняться любым опытным сварщиком. Однако он требует от исполнителя максимальной концентрации и внимания. В противном случае можно запросто испортить заготовку.
Для ионизации рабочего газа используется мощный дуговой разряд. Отрыв отрицательных электронов от положительно заряженных атомов осуществляется за счет теплового воздействия электрической дуги на струю рабочей газовой смеси. Однако при соблюдении ряда условий возможно протекание не только под влиянием тепловой ионизации, но и за счет воздействия мощного электрического поля.
Газ подается под давлением 20-25 атмосфер. Для его ионизации необходимо напряжение 120-160 вольт с силой тока порядка 500 ампер. Положительно заряженные ионы захватываются магнитным полем и устремляются к катоду. Скорость и кинетическая энергия элементарных частиц настолько велика, что при соударении с металлом они способны сообщать ему огромную температуру – от +10…+18 000 градусов по Цельсию. При этом ионы движутся со скоростью до 15 километров в секунду (!). Установка плазменной наплавки оборудована специальным устройством под названием «плазмотрон». Именно этот узел отвечает за ионизацию газа и получение направленного потока элементарных частиц.
Мощность дуги должна быть такой, чтобы исключить оплавление основного материала. В то же время температура изделия должна быть максимально высокой, чтобы активизировать диффузионные процессы. Таким образом, температура должна приближаться к линии ликвидус на диаграмме железо-цементит.
Мелкодисперсный порошок специального состава или электродная проволока подается в струю высокотемпературной плазмы, в которой материл расплавляется. В жидком состоянии наплавка попадает на упрочняемую поверхность.

Плазменное напыление
Для того чтобы реализовать плазменное напыление, необходимо существенно увеличить скорость потока плазмы. Этого можно добиться регулировкой напряжения и силы тока. Параметры подбираются опытным путем.
Материалами при плазменном напылении служат тугоплавкие металлы и химические соединения: вольфрам, тантал, титан, бориды, силициды, окись магния и оксид алюминия.
Неоспоримым преимуществом напыления по сравнению с наплавкой является возможность получения тончайших слоев, порядка нескольких микрометров.
Данная технология применяется при упрочнении режущих токарных и фрезерных сменных твердосплавных пластин, а также метчиков, сверл, зенкеров, разверток и другого инструмента.
Получение открытой плазменной струи
В этом случае в роли анода выступает непосредственно сама заготовка, на которую осуществляется плазменная наплавка материала. Очевидный недостаток данного метода обработки – нагрев поверхности и всего объема детали, что может привести к структурным превращениям и нежелательным последствиям: разупрочнению, повышению хрупкости и так далее.
Закрытая плазменная струя
В этом случае в роли анода выступает непосредственно газовая горелка, точнее — ее сопло. Данный способ используется для плазменно-порошковой наплавки с целью восстановления и повышения эксплуатационных характеристик деталей и узлов машин. Особую популярность данная технология завоевала в сфере сельскохозяйственного машиностроения.
Преимущества плазменной технологии наплавки
Одним из основных преимуществ является концентрация тепловой энергии в небольшой зоне, что позволяет уменьшить влияние температуры на исходную структуру материала.
Процесс хорошо поддается управлению. При желании и соответствующих настройках аппаратуры слой наплавки может варьироваться от нескольких десятых долей миллиметра до двух миллиметров. Возможность получения контролируемого слоя особенно актуальна на данный момент, так как позволяет значительно увеличить экономическую эффективность обработки и получить оптимальные свойства (твердость, коррозионная стойкость, износостойкость и многие другие) поверхностей стальных изделий.
Еще одно не менее важное преимущество – возможность осуществлять плазменную сварку и наплавку самых разных материалов: медь, латунь, бронза, драгоценные металлы, а также неметаллы. Традиционные методы сварки далеко не всегда могут позволить это сделать.

Оборудование для наплавки
Установка для плазменно-порошковой наплавки включает в себя дроссель, осциллятор, плазмотрон и источники питания. Также она должна быть оснащена устройством автоматической подачи гранул металлического порошка в рабочую зону и системой охлаждения с постоянной циркуляцией воды.

Источники тока для плазменной наплавки должны удовлетворять строгим требованиям постоянства и надежности. С этой ролью как нельзя лучше справляются сварочные трансформаторы.
При наплавке порошковых материалов на металлическую поверхность используется так называемая комбинированная дуга. Одновременно используются открытая и закрытая плазменная струя. Регулируя мощность этих дуг, можно менять глубину проплавления заготовки. При оптимальных режимах коробление изделий не будет проявляться. Это важно при изготовлении деталей и узлов точного машиностроения.
Устройство для подачи материала
Металлический порошок дозируется специальным устройством и подается в зону оплавления. Механизм, или принцип действия питателя, заключается в следующем: лопатки ротора выталкивают порошок в газовый поток, частицы разогреваются и прилипают к обрабатываемой поверхности. Подача порошка осуществляется через отдельное сопло. Всего в газовой горелке установлено три сопла: для подачи плазмы, для подачи рабочего порошка и для защитного газа.
Если вы используете проволоку, целесообразно использовать стандартный механизм подачи сварочного автомата для сварки под флюсом.
Подготовка поверхностей
Плазменной наплавке и напылению материалов должна предшествовать тщательная очистка поверхности от жировых пятен и других загрязнений. Если при обычной сварке позволительно производить только грубую, поверхностную очистку стыков от ржавчины и окалины, то при работе с плазмой газа поверхность обрабатываемого изделия должна быть идеально (насколько это возможно) чистой, без посторонних включений. Тончайшая пленка окислов способна значительно ослабить адгезионное взаимодействие наплавки и основного металла.
С целью подготовки поверхности под наплавку рекомендуется снять незначительный поверхностный слой металла посредством механической обработки резанием с последующим обезжириванием. Если габариты детали позволяют, то рекомендуется провести промывку и очистку поверхностей в ультразвуковой ванной.
Важные особенности наплавки металлов
Существует несколько вариантов и способов осуществления плазменной наплавки. Применение проволоки в качестве материала для наплавки значительно повышает производительность процесса по сравнению с порошками. Это объясняется тем, что электрод (проволока) выступает в роли анода, что способствует значительно более быстрому нагреву наплавляемого материала, а значит позволяет скорректировать режимы обработки в сторону увеличения.
Однако качество покрытия и адгезионные свойства явно на стороне порошковых присадок. Использование мелких частиц металла позволяет получать на поверхности равномерный слой любой толщины.
Наплавочный порошок
Использование порошковой наплавки является предпочтительным с точки зрения качества получаемых поверхностей и износостойкости, поэтому на производстве все чаще используют именно порошковые смеси. Традиционный состав порошковой смеси – кобальтовые и никелевые частицы. Сплав данных металлов обладает хорошими механическими свойствами. После обработки таким составом поверхность детали остается идеально гладкой и не возникает необходимости в ее механической доводке и устранении неровностей. Фракция частиц порошка – всего несколько микрометров.
fb.ru
Установка газодинамического напыление — Сообщество «Сделай Сам» на DRIVE2
Привет уважаемое сообщество
Решил и тут поделится информацией о своём новом помошнике, а именно о установке Газодинамического напыление металла. Как я в последнее время убеждаюсь, большинство людей ( я не беру в расчёт женщин) ничего или почти ничего не знают о данной технологии и мой сегодняшний пост в первую очередь направлен именно на то что бы ещё какая-то часть людей узнало о тех возможностях что даёт это оборудование .
Некоторое время назад я столкнулся с необходимостью быстро, но качественно цинковать некоторые свои железяки и как и все полез за информацией в интернете. Из всего что мне понравилось, а самое главное подходило по всем пораметрам была именно Газодинамическое напыление, в тот момент я видел это впервые и для меня было сродни » гром среди ясного неба». Очень быстро я нашёл чуть ли не единственного производителя этого оборудования Димет

Полный размер
Но как и наверное для многих, цена на данную продукция меня не устроила . Дальше началось самое интересное и сложное, к моему удивлению, информация о данной технологии в той части, что касается самостоятельного повторения отсутствует напрочь в свободной сети, такое ощущение что это гос тайна, позже я нашёл Канадские и ещё пару зарубежных аналогов данного оборудования, но надо признать, что на мой взгляд все эти образцы не что иное как купленное у нашего Димет право на повторение ( или на оборот ) . На сайте Авторских свидетельст полно подобных свидетельств, но все они включая разработки Обнинского предприятия дают только теоретическое объяснения сути процессов . Одним словом до того как я первый раз взял в руки инструмент я провёл в интернете десятки часов поиска. Не хочу никого обидеть, но забегая вперёд скажу что я своим постом хочу только пропагандировать эту технологию, советов как это сделать я не даю, ЛЮБОЙ кому это окажется нужно, сможет как и я найти все что необходимо на просторах интернета
А теперь собственно некоторые моменты из истории создания моей установки

Полный размер

Полный размер

Полный размер
Ручка для «пистолета»

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер
Навивка спирали
Ну а вот собственно видео о том, как это по крайней мере работает у меня

Полный размер
9 мес. Метки: газодинамическое напыление, напыление алюминия, напыление меди, цинкование
www.drive2.ru
Плазменное напыление как способ защиты изделий диффузной металлизацией
Металлизация – эффективный способ придать конечному продукту дополнительные технические и эксплуатационные характеристики. Плазменное напыление представляет собой совершенный вариант диффузной обработки металлических поверхностей для создания качественного покрытия из другого металла или сплава. Диффузная металлизация позволяет улучшить твердость, прочность, цвет и антикоррозийные свойства исходной детали.

Отличительные особенности диффузного напыления
При работе с металлическими поверхностями часто возникает необходимость придать конечному продукту дополнительные характеристики, чтобы расширить область применения детали. Можно защитить металлическую поверхность от воздействия влаги, высокой температуры и агрессивной химической среды. Плазменное напыление имеет ряд особенностей, которые отличают процесс металлизации от других вариантов обработки металлических поверхностей:
- Ускоренный процесс нанесения покрытий благодаря высокотемпературному воздействию на обрабатываемую поверхность – порядка 5000-6000° C. Технологически напыление может длиться доли секунд для получения необходимого результата.
- Плазменная обработка металлов позволяет создать на поверхности комбинированный слой. Диффундировать можно не только металлические частицы, но и элементы газа из плазменной струи. В итоге металл насыщается атомами нужных химических элементов.
- Традиционная металлизация протекает неравномерно и характеризуется длительностью технологического процесса и возможными окислительными реакциями. Струя высокотемпературной плазмы создает равномерную температуру и давление, обеспечивая высокое качество финальных покрытий.
- При помощи плазменной струи перенос частиц металла и атомов газа происходит мгновенно. Процесс относится к области сварки с применением порошков, стержней, прутков и проволоки. Перенесенные частицы образуют слой толщиной от нескольких микрон до миллиметров на поверхности твердого тела.
Современная диффузная металлизация предполагает использование более сложного оборудования, чем в случаях, когда применяют газоплазменное оборудование. Для организации процесса диффузной обработки требуется одновременно наличие газовой и электрической аппаратуры.
Оборудование для диффузного воздействия
Ионно-плазменное напыление по поверхности металлов проводится с использованием высокотемпературной технической плазмы – совокупности большого количества частиц (квантов света, положительных ионов, нейтральных частиц, электронного газа). Под воздействием высокой температуры за счет электрических разрядов в газах происходит интенсивная термоионизация частиц, которые сложно взаимодействуют друг с другом и окружающей средой. Благодаря этому различают плазму, ионизированную слабо, умеренно и сильно, которая, в свою очередь, бывает низкотемпературной и высокотемпературной.
Создать необходимые условия для протекания процесса плазменной ионизации и обработки металлических покрытий помогает специальное оборудование – плазменные установки. Обычно для работы используется дуговой, импульсный или искровой электрические разряды.
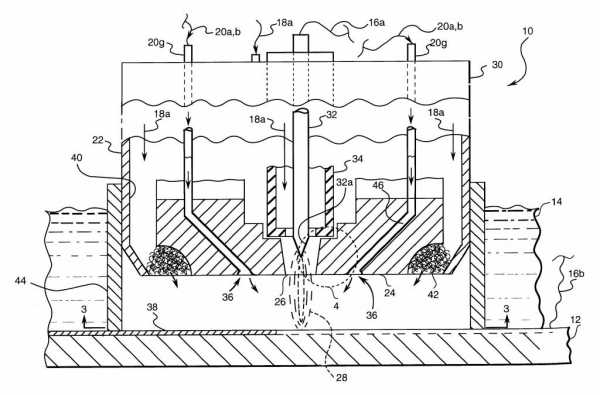
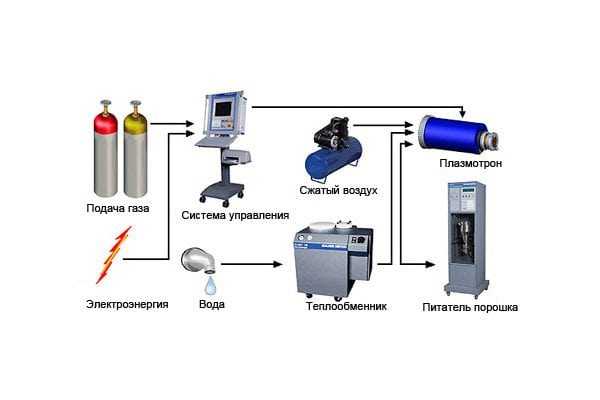 Схема газотермического напыления
Схема газотермического напыленияДля реализации технологического процесса требуются следующие установки:
- Генератор высокочастотного типа (можно использовать сварочный преобразователь) – служит источником разряда.
- Герметизированная камера, в которую помещают детали для нанесения покрытий методом плазменного напыления.
- Газовый резервуар. В его атмосфере выполняется ионизация частиц под действием электрического разряда.
- Установка, создающая давление газа. Можно использовать вакуумную или насосную аппаратуру.
- Система, при помощи которой можно качественно изменять токовые характеристики, давление, напряжение, тем самым увеличивая или уменьшая толщину напыляемых покрытий.
Как происходит плазменное напыление: в герметизированной камере фиксируют обрабатываемую деталь, создают электрический разряд, прокачивают рабочую среду с необходимым давлением и напыляемыми порошковыми элементами. Образуется высокотемпературная плазма, которая переносит частицы порошков вместе с газовыми атомами на поверхность некоторой детали. При проведении диффузной металлизации в вакууме, в атмосфере инертного газа или при пониженном давлении можно увеличить скорость движения частиц и получить боле плотный и высокоадгезивный тип покрытий.

Поскольку напыляемым материалом может служить практически любой сплав или металл, ионно-плазменное напыление широко используют в различных отраслях промышленности, а также для проведения ремонтно-восстановительных работ. Любой металл в виде порошков подается в плазменные установки, где под воздействием высокотемпературной плазмы расплавляется и проникает в обрабатываемую металлическую поверхность в виде тонкого слоя напыления. Сферы применения диффузной металлизации:
- детали для авиационной, космической и ракетной промышленности;
- машиностроительное оборудование и энергетическая отрасль;
- металлургическая и химическая отрасль промышленности;
- нефтедобывающая, нефтеперерабатывающая и угольная отрасль;
- транспортная сфера и производство приборов;
- ремонт и реставрация машин, оборудования, изношенных деталей.
Когда струя плазмы и порошков проходит по электродуге и осаживается на обрабатываемой поверхности, образованный слой приобретает важные качественные и эксплуатационные характеристики:
- жаростойкость;
- жаропрочность;
- коррозийную устойчивость;
- электроизоляцию;
- теплоизоляцию;
- эрозийную прочность;
- кавитационную защиту;
- магнитные характеристики;
- полупроводниковые свойства.

Ввод напыляемых порошков в установки осуществляется с плазмообразующим или транспортируемым газом. Плазменное напыление позволяет получать различные типы покрытий без ограничения по температуре плавления: металлы, комбинированные сплавы, карбиды, оксиды, бориды, нитриды, композит. Материал, который обрабатывается в установках, не подвергается структурным изменениям, но поверхность изделия приобретает необходимые качественные характеристики. Напылять можно комбинированные слои (мягкие и твердые), тугоплавкие покрытия, различные по плотности составы.
Для нанесения на металлическую поверхность некоторого слоя напыления в условиях высокотемпературной плазменной среды в качестве формирующих покрытий используют не только порошковые составы. В зависимости от того, какими свойствами должна обладать обработанная поверхность, используют следующие особенности плазменной металлизации:
- Наплавление высокоуглеродистой или легированной проволокой под флюсом. Для восстановления поверхностей используют наплавку в установках стержневым или пластинчатым электродом.
- Наплавка по порошковому слою под флюсом используется для реставрации деталей с обширными деформациями по окружности с толщиной слоя более 2 мм.
- Установки для напыления пропускают в качестве плазмообразующих газов аргон, азот, водород, гелий либо их смеси. Необходимо обеспечить отсутствие кислорода, чтобы исключить окисление наплавляемых покрытий.
Наиболее часто этот вид обработки используют для восстановления различных деталей при ремонте автомобильных двигателей. Так, при помощи диффузной металлизации удается восстановить отверстия коренных опор в блоках цилиндров (распространенная поломка), устранить износ головок цилиндров, реставрировать поршни из алюминиевого сплава, коленчатые валы из высокопрочного чугуна, ролики, катки.

При использовании ионно-плазменного напыления значительно возрастает износостойкость сложных узлов оборудования, механизмов и установок. Диффузная металлизация – это эффективный метод реставрации изношенного и усталого металла, а также оптимальный процесс для задания металлическим поверхностям необходимых прочностных и эксплуатационных характеристик.
kraska.guru