Плазменная сварка принцип работы
Плазменная сварка, принцип работы которой описан ниже, применяется для сваривания металлов любой температуры плавления, хотя рекомендовано использовать технологию для работы с тугоплавкими сплавами. Один и тот же аппарат успешно справляется как со свариванием, так и с резкой, поэтому это достаточно универсальный инструмент и технология, благодаря чему она и получила широкое распространения в промышленности и бытовых условиях.
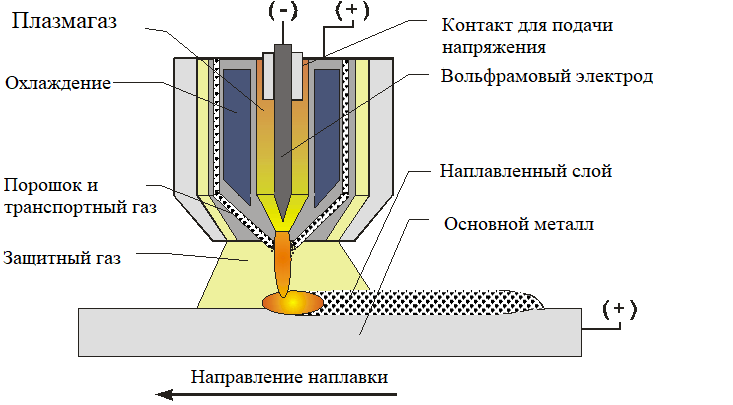
Принцип работы плазменной сварки основан на локальном разогреве металла потоком плазмы, которая генерируется в плазмотроне. Плазма представляет собой ионизированный газ, который под давлением выбрасывается через сопло плазмотрона. В этом газе содержаться заряженные частицы, которые отличаются способностью проводить электрический ток. Процесс ионизации газа производится непосредственно в плазмотроне под воздействием сжатой электрической дуги высокой мощности.
Температура генерируемой плазмы находится в пределах от 5 000 — 30 000 градусов по шкале Цельсия, чего достаточно, чтобы расплавить любой тугоплавкий металл.
Не смотря на внушительные характеристики, приведенные выше, плазменная сварка, принцип работы которой не сложен, достаточно проста в устройстве и обслуживании. Как упоминалось выше, в этой технологии применяется направленная плазменная дуга, генерируемая подаваемым электрическим током требуемой сил (А). В свою очередь плазменная дуга образуется из так называемой «дежурной» (обычной). Основными характеристиками установки является следующие три качества:
- Минимальный диаметр плазменной струи;
- Высокая мощность;
- Высокие рабочие температуры.
Перечисленные характеристики вносят свои корректировки и в саму конструкцию, что вполне логично (можно читать и наоборот).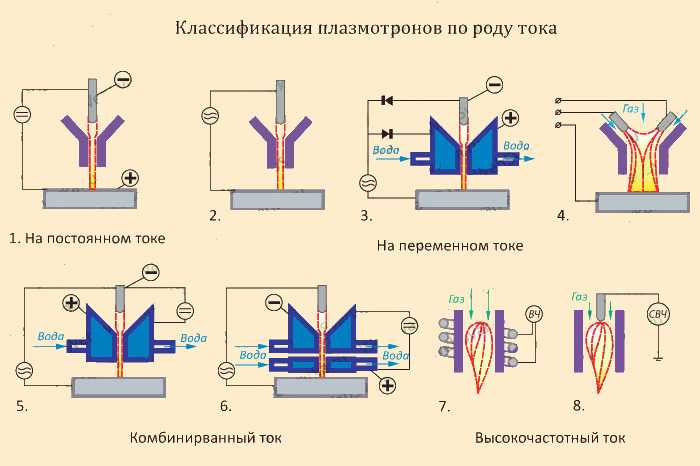 Для достижения описанных выше характеристик, обязательным образом выполняются следующие условия:
Для достижения описанных выше характеристик, обязательным образом выполняются следующие условия:
- Интенсивное охлаждение стенок плазмотрона производится непрерывно;
- Используется не плавящийся вольфрамовый электрод, производимый с присадками тория;
- Обязательно организуется защита электрода путем подачи инертного газа (аргона).
Плазменная сварка принцип работы или как с ней работать?
Плазменная сварка принцип работы которой заключается в следующих действиях, имеет высокую производительность и качество сварных соединений. Итак, вот основополагающие принципы сваривания металлов плазменной сваркой:
- сварочный аппарат передает ток в плазмотрон, где возбуждается дуга. Затем подводится газ, образующий плазму. Газ нагревается дугой и ионизируется. Этот газ состоит из заряженных ионов и электронов, а также нейтральных молекул и атомов;
- получается плазма, которая вырывается из горелки со скоростью более 2000 км/ч.
 Она имеет температуру 100000 С;
Она имеет температуру 100000 С; - сжатие плазменной дуги происходит устройством плазмотрона, которое охлаждается водой;
- после этого необходимо взять присадочную проволоку, одеть средства защиты и подвести сопло горелки к стыку детали на расстоянии 5 мм. Горелку держать под углом 70<sup>0</sup>;
- поверхность нагревать до расплавления на стыке и образования сварной ванны. Для качественной сварки необходимо поддерживать одно расстояние между соплом и стыком детали. Выбрать скорость перемещения горелки такой, при которой не будет происходить выдувания металла. При необходимости используется присадочная проволока.
Такая технология плазменной сварки металла позволяет качественно производить соединение деталей с наименьшими затратами времени, энергии и ресурсов. Процесс практически аналогичен и для использования этой технологии как на производстве, так и в бытовых условиях.
Принцип работы и оборудование для плазменной сварки
Плазменной сваркой называют процесс плавления, в котором используется сжатая дуга для нагрева.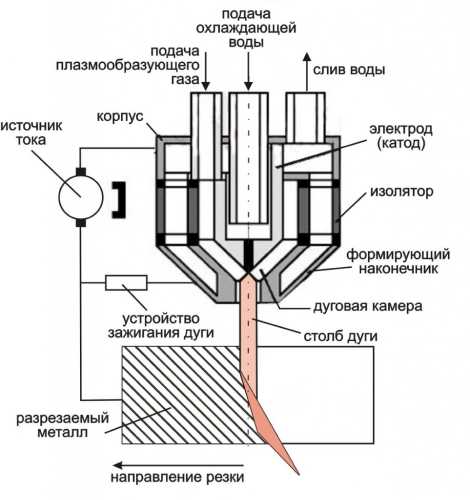 Дуга считается сжатой, когда ее столб сжимается потоком газов для сварки (азота, аргона) либо соплом горелки, используемой в плазменно-дуговой сварке. Под плазмой подразумевается газ, наполненный разнородно заряженными атомами с нулевым суммарным зарядом.
Дуга считается сжатой, когда ее столб сжимается потоком газов для сварки (азота, аргона) либо соплом горелки, используемой в плазменно-дуговой сварке. Под плазмой подразумевается газ, наполненный разнородно заряженными атомами с нулевым суммарным зарядом.
Плазма образуется внутри сопла, обжимаясь в нем образующим плазму газом и охлаждаемыми водой стенками и стабилизируясь. Это способствует образованию концентрированного столба дуги со значительным увеличением числа ударений друг с другом частиц плазмы. Одновременно сильно повышаются температура столба дуги со степенью ионизации, а также плазменная кинетическая энергия, используемая в аппаратах плазменной резки и сварки. Горелка, называемая еще плазмотроном, представляет собой приспособление, предназначенное для образования направленного потока плазмы. Он, обладая значительным запасом энергии, способен перемещаться со значительной скоростью.
Дуги со струями в плазменной сварке металла получают с помощью устройств с различными схемами.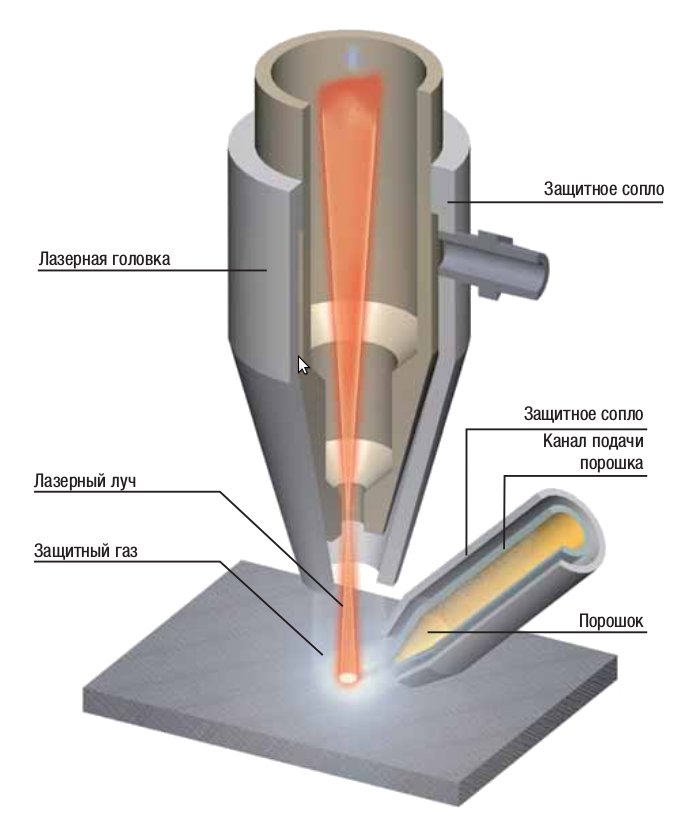 Дуга плазмы получается от совмещения канала с соплом, причем обрабатываемый материал служит одним из электродов, а столб дуги совмещен со струей плазмы. Разряд дуги, получаемый между электродами, создает струю плазмы. В качестве одного из электродов могут выступать как само изделие, так и стены канала с раздельным соплом.
Дуга плазмы получается от совмещения канала с соплом, причем обрабатываемый материал служит одним из электродов, а столб дуги совмещен со струей плазмы. Разряд дуги, получаемый между электродами, создает струю плазмы. В качестве одного из электродов могут выступать как само изделие, так и стены канала с раздельным соплом.
Сущность технологии плазменной сварки
В основе принципа работы плазменной сварки лежит образование посредством осциллятора плазменной дуги. Чтобы облегчить эту операцию пользуются обычной дугой, имеющейся между электродом и горелкой. Питает дугу, образующую плазму, источник сварочного тока. Аппараты плазменной сварки работают на токах с прямой полярностью.
С использованием плазменной, то есть сжатой, дуги проводят сварку почти любых металлов в соединениях всех пространственных положений. В виде газа, образующего плазму, в установках плазменной сварки служат аргон с гелием, они же применяются и в качестве защиты.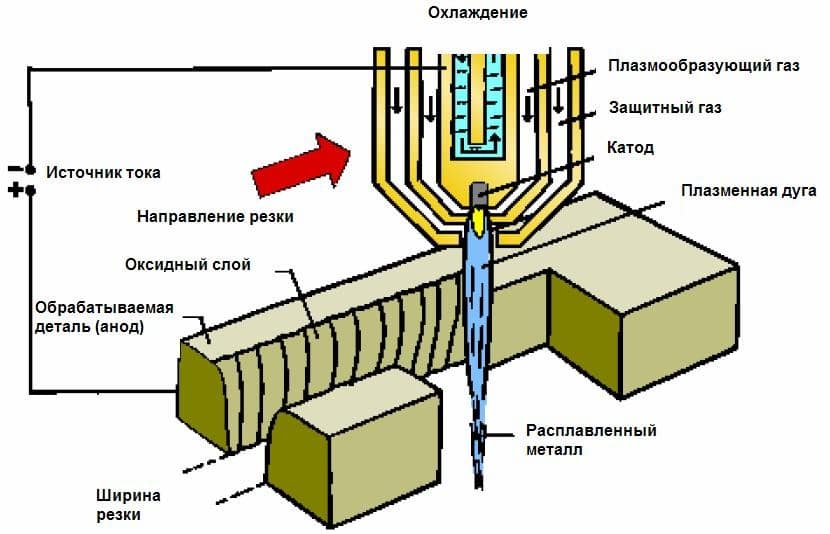 К достоинствам этой сварки относят большую эффективность с незначительной чувствительностью к изменениям длины дуги, а также способность к удалению вольфрамовых частиц из металла шва. При этом возможно без скоса кромок сваривание металлов толще 15 мм с особым грибовидным проваром. Эта особенность объяснима получением в основном материале отверстия, проходящего насквозь. В него возможен выход плазменной струи с переходом на обратную часть детали. В сущности, вся процедура является прорезанием детали с последующей заваркой разреза.
К достоинствам этой сварки относят большую эффективность с незначительной чувствительностью к изменениям длины дуги, а также способность к удалению вольфрамовых частиц из металла шва. При этом возможно без скоса кромок сваривание металлов толще 15 мм с особым грибовидным проваром. Эта особенность объяснима получением в основном материале отверстия, проходящего насквозь. В него возможен выход плазменной струи с переходом на обратную часть детали. В сущности, вся процедура является прорезанием детали с последующей заваркой разреза.
Плазменной сварке и резке доступны многие соединения. Например, стыковые – с металлом толщиной около 2 мм варят с проведением отбортовки кромок, а при работе с заготовками большей толщины (около 10 мм) рекомендован скос кромок. Когда это необходимо, применяют добавочный металл. Сварка металлических деталей с толще 25 мм требует разделки кромок с ее углом и глубиной намного меньшими, чем в случае использования аргонодуговой сваркие.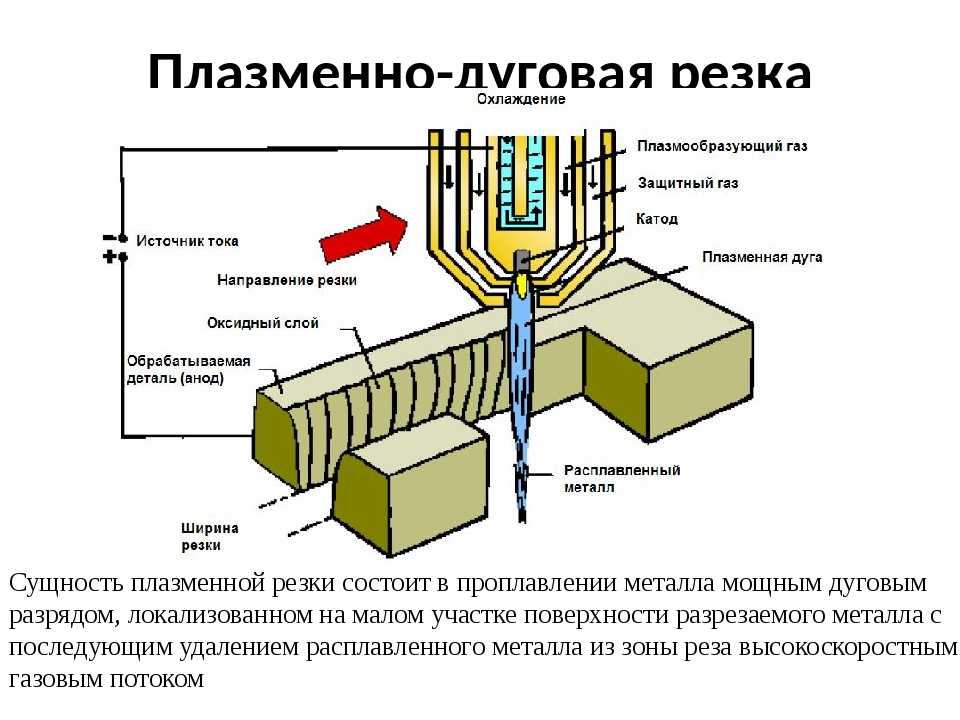 Благодаря этому технология плазменной сварки позволяет снизить в несколько раз количество используемого присадочного материала. Он вводится в плазменную струю по краю сварочной ванны. Самым большим числом достоинств обладает сварка сжатой дугой для работы с листовым металлом без разделывания кромок и пользования присадочным материалом.
Благодаря этому технология плазменной сварки позволяет снизить в несколько раз количество используемого присадочного материала. Он вводится в плазменную струю по краю сварочной ванны. Самым большим числом достоинств обладает сварка сжатой дугой для работы с листовым металлом без разделывания кромок и пользования присадочным материалом.
Характеристики плазменной сварки должны позволять соединение толстолистных материалов в несколько проходов без сквозного проплавления. С этой целью при укладке второго и последующих слоев металла требуется регулировка силового воздействия плазменной струи, чтобы не был вытеснен расплавляемый металл из сварочной ванны. Делается это путем изменения уровня потребления плазмообразующих газов.
Характеристики оборудования для плазменной сварки
Основная часть сварочных работ с металлами и сплавами малой толщины (около миллиметра) также ведется плазменной сваркой. Применение прочих видов сварки для этих случаев не всегда доступно из-за ряда причин, кроющихся в эксплуатации, технологии либо конструкции изделия.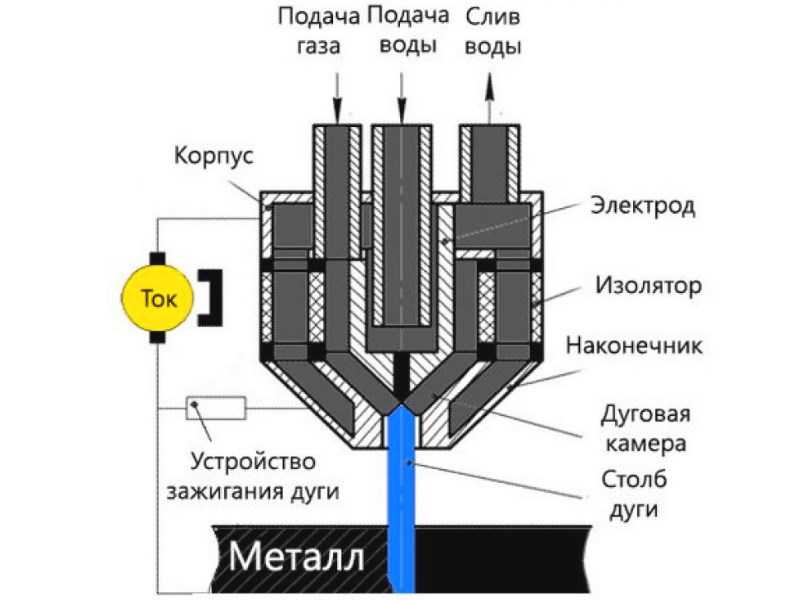 А оборудование для плазменной сварки, использующее большие токи, формирует посредством плазмотрона дугу, обладающую намного устойчивостью в пространстве большей, чем просто горящая дуга. Причем разделение в подаче газов (защитного и плазмообразующего) способствует применению для сварки разнообразных газовых смесей.
А оборудование для плазменной сварки, использующее большие токи, формирует посредством плазмотрона дугу, обладающую намного устойчивостью в пространстве большей, чем просто горящая дуга. Причем разделение в подаче газов (защитного и плазмообразующего) способствует применению для сварки разнообразных газовых смесей.
Такое устройство плазменной сварки благодаря наличию сжатой дуги идеально в соединении тонколистных материалов. Этим обусловлено возникновение по сути отдельного метода соединения деталей – микроплазменной сварки для особенно тонких металлических материалов, осуществляемой посредством малоамперной сжатой дуги. Используемая для этого в виде концентрированного источника тепла сжатая дуга называется микроплазмой. Она возбуждается особыми горелками – плазмотронами. Применение такой дуги способствует надежности операции сварки даже на самом небольшом токе, это позволяет варить достаточно тонкий металл, что невозможно сделать посредством аргонодуговой сварки.
Для работ с тугоплавкими либо химически активными металлами сварочные аппараты плазменной сварки позволяют вести сварочные работы в вакууме. Они обеспечивают высокое качество сварки материала толще 1 мм. Такая возможность существует из-за сжатия дуги с низким давлением на токе больше 80 А. Ее импульсное питание способствует уменьшению обычных сварочных токов с сохранением значительной частоты импульсов. Возможности импульсного режима позволяют вести регулировку в большом диапазоне не только тока, но и мощности плазменной дуги с низким давлением. Все это позволят варить очень тонкий металл.
Аппараты плазменной сварки, ценой ненамного отличающиеся от прочего оборудования, широко используются при сварке и резке тонколистного металла: сталей (нержавеющей и углеродистой), химически активных либо цветных металлов с их сплавами. Микроплазма также активно применяется в сварке и пайке тонких сеток, неметаллических изделий и фольги.
[объект HTMLImageElement]
| | |

Резюме
Плазменно-дуговая сварка(PAW) была изобретена и запатентована в 1953, Роберт М. Гейдж, лаборатория Linde/Union Carbide в Буффало, штат Нью-Йорк. Около 10 лет разработки и несколько последующих патентов потребовалось, прежде чем устройства были представлены на рынке в 1964 году.
Процесс плазменной сварки был введен в сварочную промышленность как метод улучшения контроля над процессом дуговой сварки в более низких диапазонах тока. Сегодня плазма сохраняет первоначальные преимущества, которые она принесла в промышленность, обеспечивая повышенный уровень контроля и точности для производства высококачественных сварных швов в миниатюрных или прецизионных приложениях и обеспечения длительного срока службы электродов для высоких производственных требований.
Плазменный процесс одинаково подходит как для ручного, так и для автоматического применения. Он использовался в различных операциях, начиная от сварки больших объемов полосового металла и заканчивая точной сваркой хирургических инструментов, автоматическим ремонтом лопаток реактивных двигателей и ручной сваркой кухонного оборудования для пищевой и молочной промышленности.
Как работает плазменная сварка
Плазма представляет собой газ, нагретый до чрезвычайно высокой температуры и ионизированный так, что он становится электропроводным. Подобно GTAW (Tig), процесс плазменной дуговой сварки использует эту плазму для передачи электрической дуги на заготовку. Свариваемый металл плавится под действием сильного тепла дуги и сплавляется.
В плазменной сварочной горелке вольфрамовый электрод расположен внутри медного сопла с небольшим отверстием на конце. Между электродом горелки и кончиком сопла зажигается дежурная дуга. Затем эта дуга переносится на свариваемый металл.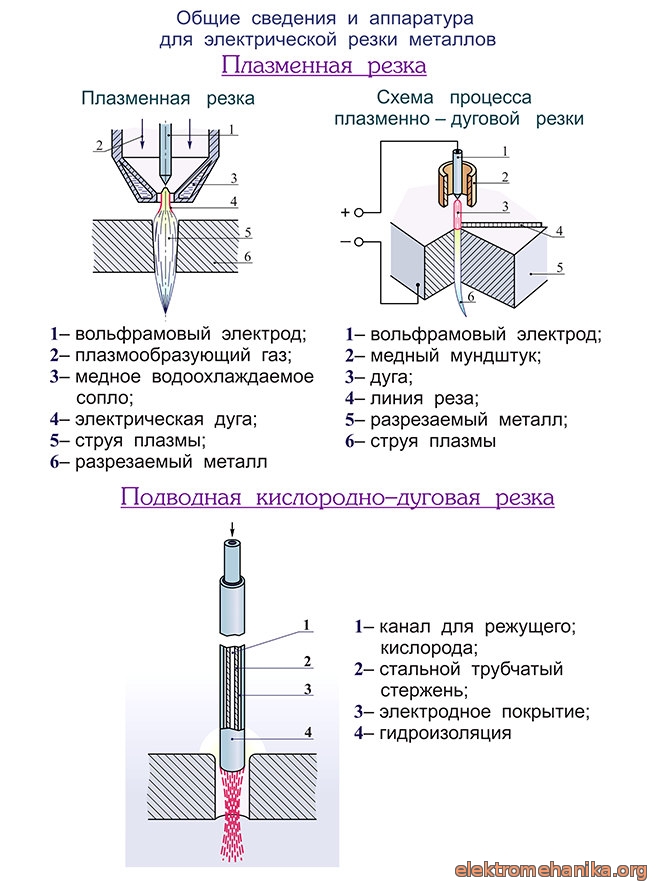
Направляя плазмообразующий газ и дугу через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительно высокое качество сварных швов.
Плазмообразующие газы обычно представляют собой аргон. В горелке также используется вторичный газ, аргон, аргон/водород или гелий, которые помогают защитить расплавленную сварочную ванну, сводя к минимуму окисление сварного шва.
Список необходимого оборудования
- Блок питания
- Plasma Console (иногда внешняя, иногда встроенная)
- Рециркулятор воды (иногда внешний, иногда встроенный)
- Горелка для плазменной сварки
- Комплект принадлежностей для горелки (наконечники, керамика, цанги, калибры для настройки электродов)
Перечень характеристик и преимуществ плазменной сварки
| Особенность | Пособие |
| P защищенный электрод | Защищенный электрод снижает загрязнение электрода.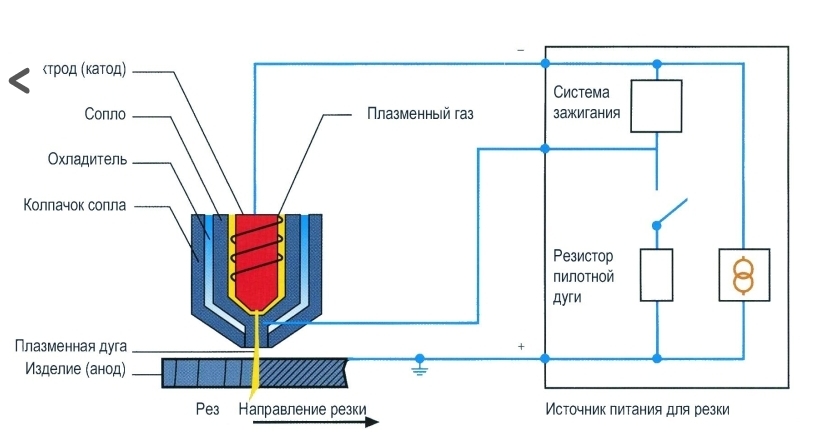 Это особенно полезно при сварке материалов, которые выделяют газ при сварке и загрязняют незащищенный электрод GTAW. Это особенно полезно при сварке материалов, которые выделяют газ при сварке и загрязняют незащищенный электрод GTAW. |
| L преимущество длины дуги за счет формы дуги и равномерного распределения тепла | Расстояние отступа дуги не так критично, как в GTAW. Обеспечивает хорошую консистенцию сварного шва. В 99 % приложений AVC не требуется, иногда даже с подачей проволоки. |
| Мягкий и равномерный перенос rc | Предназначен для сварки тонколистового металла, тонкой проволоки и миниатюрных компонентов, где резкое начало дуги GTAW может повредить свариваемую деталь. |
| S настольная дуга при сварке | Уменьшает отклонение дуги. Дуговая сварка там, где это необходимо. Позволяет использовать инструменты для зажигания дуги в непосредственной близости от сварного шва для оптимального отвода тепла. |
| M Незначительный высокочастотный шум при сварке | Минимальный высокочастотный шум после запуска вспомогательной дуги, что позволяет использовать плазму с ЧПУ. Еще одно преимущество заключается в сварочных работах, связанных с герметичным уплотнением электронных компонентов, где зажигание дуги GTAW может вызвать электрические помехи, которые могут повредить внутренние электронные компоненты свариваемого компонента. Еще одно преимущество заключается в сварочных работах, связанных с герметичным уплотнением электронных компонентов, где зажигание дуги GTAW может вызвать электрические помехи, которые могут повредить внутренние электронные компоненты свариваемого компонента. |
| Плотность энергии rc достигает в 3 раза больше, чем у Tig | Обеспечивает меньшую деформацию сварного шва и сварные швы меньшего размера. Обеспечивает высокую скорость сварки |
| Вт Старое время короче 0,005 секунды | Чрезвычайно короткое и точное время сварки, возможное для точечной сварки тонкой проволоки, точное время сварки в сочетании с прецизионными устройствами перемещения обеспечивают воспроизводимые положения начала/конца сварки. |
| E Варианты оборудования до 10 000 Гц | Предлагает широкий выбор вариантов пульсации для различных целей. пульсирующие приложения.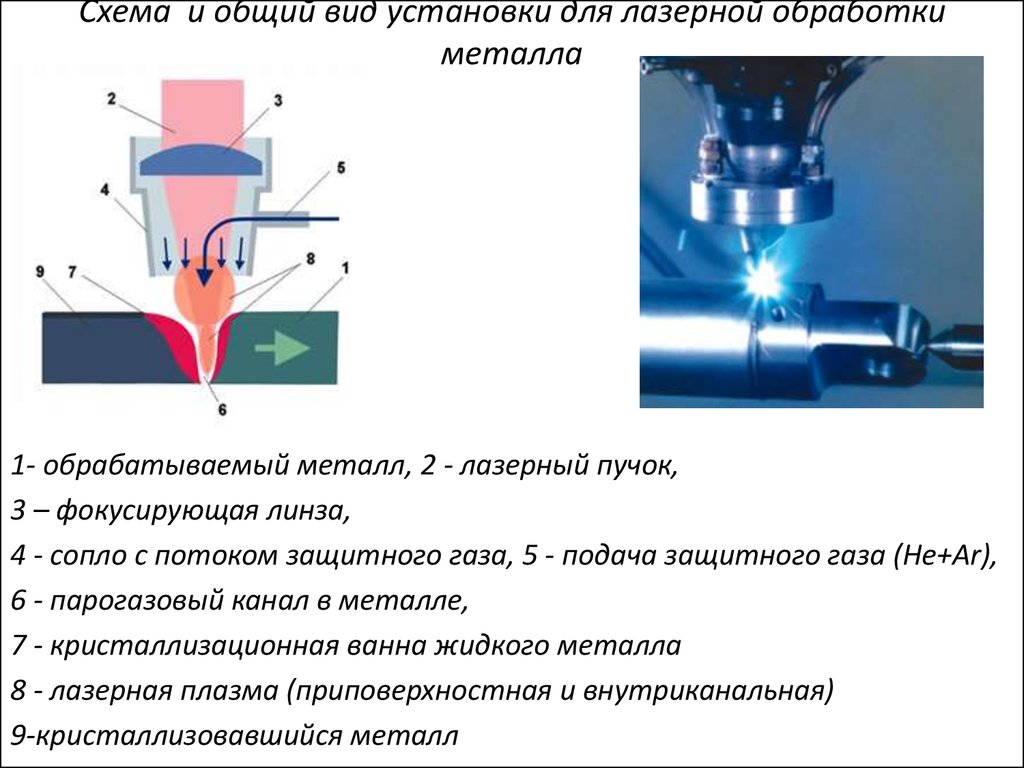 |
| L Низкая сила тока, художественная сварка (от 0,05 А) | Обеспечивает сварку миниатюрных компонентов или хороший контроль при спуске к кромке сварного шва. |
| D Диаметр дуги выбирается через отверстие сопла | Эта функция помогает прогнозировать размер сварного шва. |
Особенности, преимущества и области применения
Особенности
| Р | Защищенный электрод, предлагает долгое время перед обслуживанием электрода (обычно одна 8-часовая смена) |
| л | Возможность сварки при малой силе тока (до 0,05 А) |
| А | Постоянство дуги и плавный пуск дуги обеспечивают стабильное качество сварных швов раз за разом |
| С | Стабильная дуга при зажигании дуги и сварке с малой силой тока |
| М | Минимальные проблемы с высокочастотным шумом, ВЧ только при запуске вспомогательной дуги, не для каждого сварного шва |
| А | Плотность энергии дуги в 3 раза выше, чем у GTAW. Возможны более высокие скорости сварки Возможны более высокие скорости сварки |
| Вт | Время сварки всего 5 мс (0,005 с) |
| Е | Плотность энергии уменьшает зону термического влияния, улучшает качество сварки |
| л | Преимущество длины дуги за счет формы дуги и равномерного распределения тепла |
| Д | Диаметр дуги выбирается через отверстие сопла |
Преимущества
Полный список причин для использования процесса плазменной сварки очень длинный, но его можно свести к трем основным характеристикам, при которых клиенты хотят получить преимущества по крайней мере одной функции.
- Точность: Плазменный процесс, как правило, более точен, чем обычная дуга TIG (помните, что улучшенные источники питания могут создавать дугу, отличную от обычной дуги TIG).
 Плазма предлагает следующие преимущества по сравнению с обычной дугой TIG:
Плазма предлагает следующие преимущества по сравнению с обычной дугой TIG:- Стабильная концентрированная дуга
- Прощение вариаций длины дуги (Tig +/- 5%, Plasma +/- 15%)
- Сварка мелких деталей:
- Низкая сила тока (многие источники питания плазмы снижают ток до 0,1 А)
- Стабильный при малых токах
- Плавный перенос дуги (запуск дуги) без высокочастотного шума.
- Возможно короткое время сварки (для точечной сварки — проволочные направители, трубки и т. д.)
- Высокопроизводительная сварка:
- Долгий срок службы электрода обеспечивает намного больше часов сварки, чем TIG, прежде чем произойдет загрязнение электрода.
Во многих областях применения многие уникальные преимущества плазмы в совокупности улучшают общий процесс сварки.
Приложения
Сварка мелких деталей: Плазменный процесс позволяет плавно, но стабильно запускать дугу на кончике проволоки или других мелких компонентах и выполнять повторяемые сварные швы с очень коротким периодом сварки.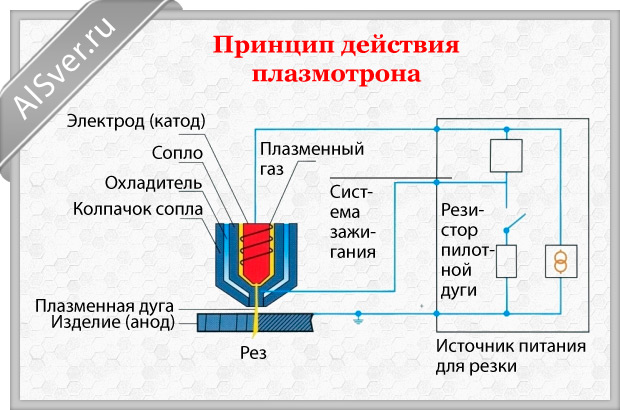 Это выгодно при сварке таких компонентов, как иглы, провода, нити накала лампочек, термопары, зонды и некоторые хирургические инструменты.
Это выгодно при сварке таких компонентов, как иглы, провода, нити накала лампочек, термопары, зонды и некоторые хирургические инструменты.
Герметичные компоненты: Медицинские и электронные компоненты часто герметизируются с помощью сварки. Плазменный процесс обеспечивает возможность:
- Уменьшить подвод тепла к детали
- Сварка вблизи хрупких изоляционных уплотнений
- Запуск дуги без высокочастотного электрического шума, который может повредить внутренние электрические компоненты
Применения включают датчики давления и электрические датчики, сильфоны, уплотнения, банки, корпуса, микропереключатели, клапаны, электронные компоненты, двигатели, батареи, миниатюрную трубку к фитингу/фланцу, пищевое и молочное оборудование,
Инструмент для ремонта штампов и пресс-форм: Возникла целая индустрия ремонта, чтобы помочь компаниям, желающим повторно использовать компоненты с небольшими царапинами и вмятинами от неправильного использования или износа. Способность современных микродуговых источников питания плавно запускать дугу малой силы тока и производить ремонт предоставила пользователям уникальную альтернативу обычному ремонту и термообработке. Для ремонта инструментов, штампов и пресс-форм используются процессы микротиговой и микроплазменной сварки. Для внешних кромок плазменный процесс обеспечивает большую стабильность дуги и требует меньше навыков для контроля сварочной ванны. Чтобы добраться до внутренних углов и щелей, процесс TIG позволяет удлинить вольфрамовый сварочный электрод, чтобы улучшить доступ.
Способность современных микродуговых источников питания плавно запускать дугу малой силы тока и производить ремонт предоставила пользователям уникальную альтернативу обычному ремонту и термообработке. Для ремонта инструментов, штампов и пресс-форм используются процессы микротиговой и микроплазменной сварки. Для внешних кромок плазменный процесс обеспечивает большую стабильность дуги и требует меньше навыков для контроля сварочной ванны. Чтобы добраться до внутренних углов и щелей, процесс TIG позволяет удлинить вольфрамовый сварочный электрод, чтобы улучшить доступ.
Сварка полосовым металлом: Плазменный процесс обеспечивает возможность последовательного переноса дуги на заготовку и сварку до краев сварного шва. В автоматических приложениях для длинных сварных швов не требуется управление расстоянием дуги, и процесс требует меньшего обслуживания компонентов горелки. Это особенно выгодно при работе с большими объемами, когда материал выделяет газы или имеет поверхностные загрязнения.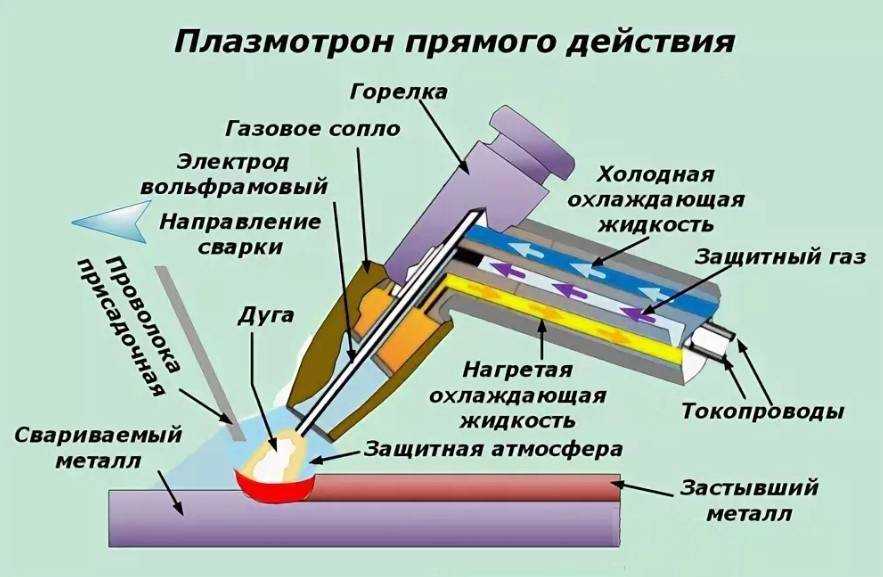
Сварка трубных заводов: Трубные заводы производят трубы, беря непрерывную полосу материала и прокатывая края вверх до тех пор, пока края полосы не сойдутся вместе на сварочной станции. В этот момент процесс сварки расплавляет и сплавляет края трубы вместе, и материал выходит из сварочной станции в виде сварной трубы.
Производительность трубопрокатного стана зависит от скорости дуговой сварки и общего времени сварки. Каждый раз, когда мельница останавливается и снова запускается, производится определенное количество лома. Таким образом, наиболее важными вопросами для пользователя трубного стана являются:
- Максимально достижимая скорость сварки трубопрокатного стана.
- Стабильность дуги для оптимального качества сварки и стабильности.
- Максимальное количество часов срока службы наконечника сварочного электрода.
Некоторые трубные заводы используют плазменную сварку, чтобы получить сочетание повышенной скорости сварки, улучшенного проплавления и максимального срока службы электрода.
Сравнение энергопотребления GTAW и плазменной сварки
Ниже приведены результаты испытаний, проведенных с использованием процессов сварки GTAW (Tig) и плазменной сварки на определенной полосе тестового материала с целью сравнения подвода энергии при сварке в ванне. Результаты испытаний следует использовать только в качестве общего руководства для сравнения, поскольку инженеры-сварщики могут изменить любой из параметров, указанных ниже, для получения другого результата.
Параметры испытания: ручная сварка, без зажимного устройства, сталь Cr/Ni, толщина 0,102 дюйма. Все значения определены с помощью измерительных приборов.
| GTAW: | 125 А, 12 В, 10,24 дюймов в минуту. (26 см/мин) |
| Плазма: | 75 А, 18 В, 13,38 дюймов в минуту. (34 см/мин) |
| Потребление тепла: | В х А х 60 ------------------ Скорость в см/мин |
| GTAW: |
12 х 125 х 60
------------------ = 3,46 кДж
26 см/мин |
| Потребление тепла: |
18 х 75 х 60
---------------- = 2,38 кДж
34 см/мин |
В дополнение к тому, что возможна более высокая скорость сварки, более низкая погонная энергия дает следующие преимущества:
- Больше согласованности
- Меньше искажений.

- Меньшее напряжение в сварном компоненте.
- Меньший риск повреждения любых термочувствительных деталей, прилегающих к сварному шву.
| | |
Что такое плазменная сварка?
Плазменная сварка используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о процессе и о том, чем он отличается от более традиционных, широко распространенных процессов сварки. Getty Images
Вот некоторые основные факты о процессе и о том, чем он отличается от более традиционных, широко распространенных процессов сварки. Getty Images
Плазма — это горячий ионизированный газ, состоящий примерно из равного количества положительно заряженных ионов и отрицательно заряженных электронов. Характеристики плазмы значительно отличаются от характеристик обычных нейтральных газов, поэтому она считается отдельным четвертым состоянием вещества.
Проще говоря, плазма — это газ, перегретый до такой степени, что он становится высокопроводящим. В процессах сварки и резки это позволяет передавать электрический ток. Температура плазменной дуги может достигать 30 000 градусов по Фаренгейту.
Плазменная сварка, впервые представленная как процесс сварки в начале 1960-х годов, использовалась в специальных слаботочных приложениях (микроплазма) от 0,5 ампер или ниже, или до 500 приложения для тяжелой промышленности.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о плазменной сварке и о том, чем она отличается от более традиционных, общепринятых процессов.
Вот некоторые основные факты о плазменной сварке и о том, чем она отличается от более традиционных, общепринятых процессов.
Сфокусированная дуга
Одним из основных преимуществ процесса PAW является сфокусированная дуга, создаваемая через отверстие наконечника. Вы можете увеличить или уменьшить размер отверстия в соответствии с вашими требованиями к силе тока, а также для конкретных приложений. Преимущества сфокусированной дуги включают:
- Глубокое проникновение
- Уменьшение зоны термического влияния
- Высокая скорость перемещения
- Меньше дуги блуждать
- Точность в автоматизированных/роботизированных приложениях
Эти характеристики пригодятся при производстве таких вещей, как сосуды под давлением, аэрокосмические компоненты, датчики расхода, сварные сильфоны, аккумуляторы и медицинские устройства.
Защищенный электрод
В отличие от сварки TIG, когда вольфрамовый электрод подвергается воздействию атмосферы после цикла сварки, в плазменном процессе электрод изолирован внутри камеры горелки и защищен газовым экраном.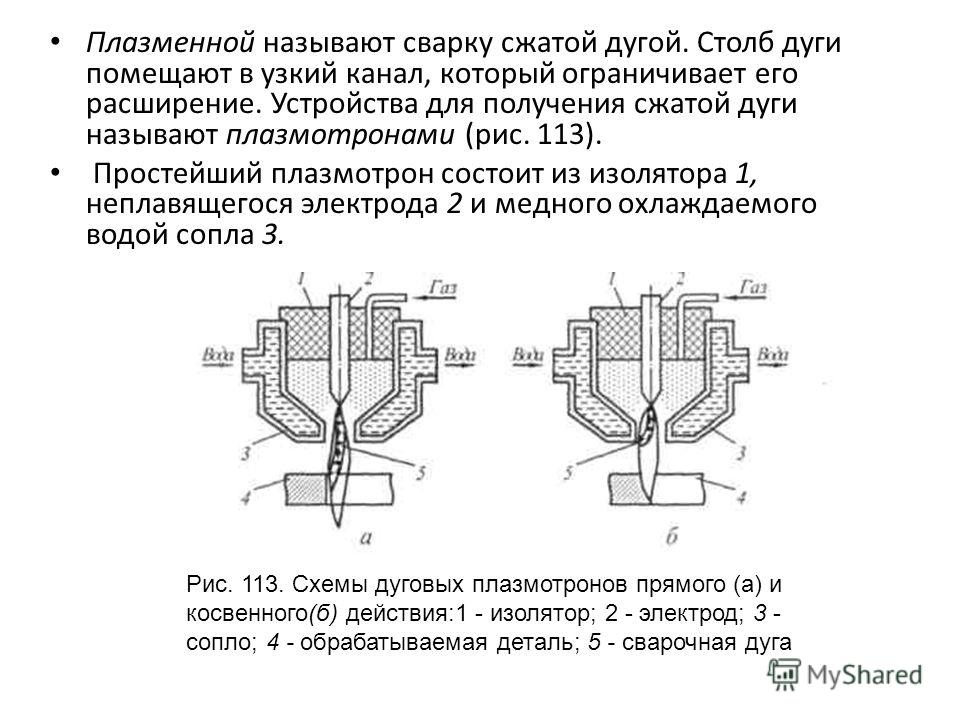 Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.
Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.
Передача дуги без высокой частоты
Чтобы предотвратить загрязнение во время процесса TIG, необходимо использовать высокую частоту для передачи дуги от электрода к заготовке. В некоторых случаях это создает проблемы во время автоматизированных приложений, когда высокая частота может создавать помехи и прерывать работу управляющего оборудования. Этот метод переноса также может привести к преждевременному износу электрода, особенно при сварке больших объемов и кратковременных сварных швов, что увеличивает потребность в остановке процесса для заточки вольфрамового электрода.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.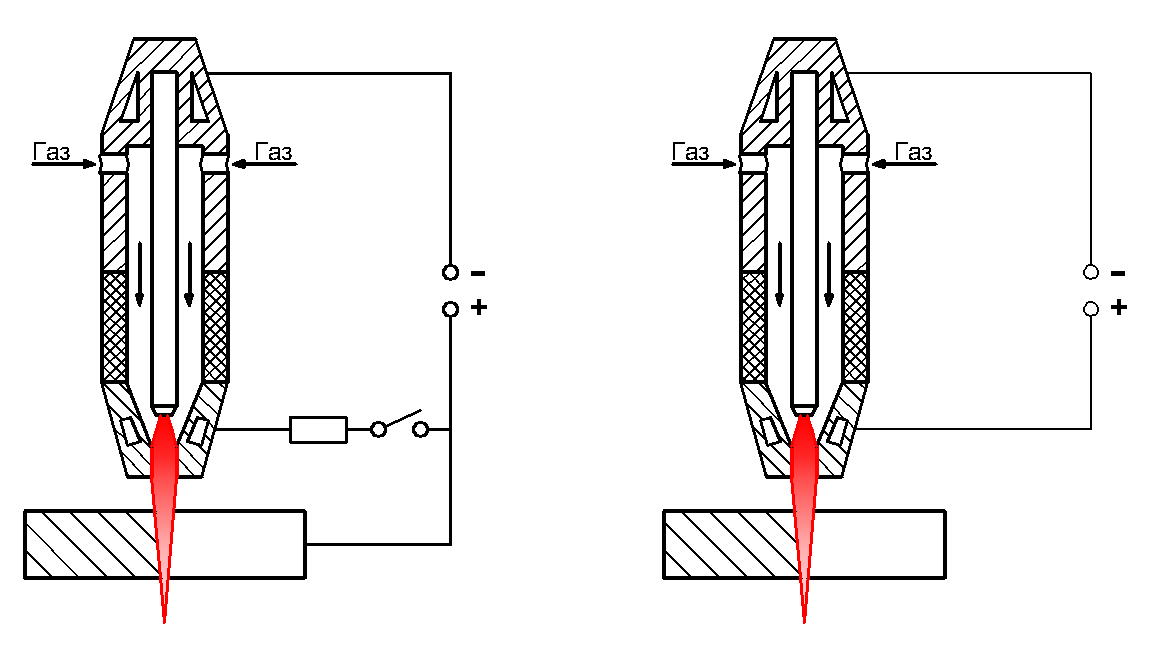
Плазменная сварка, с другой стороны, использует постоянную вспомогательную дугу, что позволяет передавать дугу без высокой частоты. Это устраняет помехи в системе управления и обеспечивает надежную и точную передачу для более длительных производственных циклов.
Arc Control
В дополнение к функциям, доступным на источнике питания для плазменной сварки, таким как управление током, цифровое управление подачей газа (которое поддерживает поток газа в заданных пределах с настройками силы тока) и синхронизация импульсов и точек, горелка для плазменной сварки может помочь вам точно настроить характеристики дуги. К ним относятся следующие:
- Размер отверстия наконечника
- Смещение электрода
- Скорость потока газа
- Возможность работы с несколькими газами
Это обеспечивает большую гибкость для дальнейшего усовершенствования процесса для многих приложений.
Выбор газа
Для улучшения процесса сварки можно использовать различные газы. Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.
Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.
Плазменный газ аргон в сочетании с защитным газом аргоном/водородом . Повышенное тепловложение от защитного газа снижает поверхностное натяжение материала и позволяет увеличить скорость перемещения.
Плазменный газ аргон/водород в сочетании с защитным газом из чистого аргона. Концентрирует тепло в потоке плазмы для увеличения проникновения (режим замочной скважины).
Скорость перемещения
Сфокусированная дуга и высокая концентрация тепла позволяют достигать более высоких скоростей перемещения в некоторых случаях.
Это можно рассматривать как немедленное преимущество в повторяющихся приложениях, где требуется крупносерийное производство.
Несколько режимов работы
Два режима работы плазменной сварки обычно называются мягкой плазмой и 9 режимами. 0518 замочная скважина .
0518 замочная скважина .
Разница между режимом замочной скважины и режимом мягкой плазмы (не замочной скважины) в основном заключается в настройке расходных материалов и параметров резака. В режиме замочной скважины электрод отодвигается от отверстия наконечника, что позволяет концентрировать тепло от плазменной дуги на меньшей площади. В этом режиме можно настроить параметры и конфигурацию горелки, чтобы позволить потоку плазмы пробивать материалы толщиной до 0,39 дюйма, обеспечивая полное проплавление без необходимости подготовки шва.
В режиме без замочной скважины (мягкая плазма) электрод устанавливается ближе к отверстию наконечника. Это уменьшает фокус дуги, а в сочетании с выбранной силой тока, плазменным газом и скоростью потока вы можете получить все преимущества плазменного процесса без необходимости сварки с полным проплавлением.
Установка для плазменной сварки похожа на обычную сварку TIG, за исключением раздельных плазмы и защитного газа, а также способа передачи тока для включения дуги.