Плазменный сварочный аппарат: что это такое? Разновидности
Время чтения: 6 минут
В середине прошлого века инженеры впервые нашли применение плазме, сконструировав плазмотрон промышленного типа. Сначала сварка с помощью плазмы применялась только в узких сферах вроде космонавтики. Но со временем она получила распространение и в остальных сферах производства. С развитием технического прогресса плазменная сварка стала доступна и частным мастерам. Сейчас любой желающий может приобрести плазменный сварочный аппарат для своих целей.
В этой статье мы подробно расскажем, что такое аппарат плазменной резки, какие существуют разновидности и каково его устройство.
Содержание статьи
Общая информация
Плазма – это ионизированный газ, по совместительству четвертое состояние вещества. Современные сварочные плазменные аппараты способны выдавать температуру от 5 до 10 тысяч градусов по Цельсию. Аппарат для плазменной резки и сварки часто называют плазмотроном. Плазмотрон может формировать три типа дуги: косвенную, смешанную или прямую.
Перед сваркой дугу специальным образом «закручивают», поскольку она склонна к распаду. После «закрутки» формируется тонкая стабильная дуга, поскольку газ ионизируется очень быстро. В конечном итоге получается очень мощная дуга, способная генерировать энергию в одной точке. Именно в этой точке происходит плавление основного металла.

Плазменная дуга способна нагреть практически любой металл, вне зависимости от его толщины и состава. Возможен нагрев до температуры плавления и даже до температуры кипения. Единственное условие – необходимо обеспечить достаточно мощную дугу.
Дополнительно зону сварки защищают с помощью другого газа, инертного. Это может быть азот, аргон или органические пары ацетона. Горелка плазмотрона сконструирована таким образом, что она может подавать защитный газ и плазму одновременно. Так что сварочная ванна защищается прямо во время проведения работ. Металл не окисляется и швы получаются очень качественными.
Из чего состоит?
Аппарат для плазменной сварки состоит из нескольких компонентов: источник питания, специальная сварочная горелка, катод и кабель-пакеты. Давайте рассмотрим их подробнее.
Источник питания
Плазменный сварочный аппарат прошлого поколения использовал обычный трансформатор в качестве источника питания. Такой источник сам по себе был немаленьким и тяжелым, поэтому существенно увеличивал конечные габариты и вес аппарата. В итоге плазменные аппараты старого образца были громоздкими и очень тяжелыми, что доставляло много проблем.
К счастью, прогресс не стоял на месте и со временем появились альтернативные источники питания на транзисторах. Их и стали применять в инверторах, полуавтоматах и, конечно, плазменных аппаратах. Благодаря такому прорыву удалось сконструировать компактные и легкие аппараты, которые к тому же стали еще функциональнее по сравнению со своими прошлыми «собратьями».
Современный источник питания, работающий на IGBT транзисторах, обеспечивает крайне стабильное горение дуги и позволяет точно и быстро регулировать сварочный ток с помощью одной рукоятки. Профессиональные плазменные аппараты снабжены дополнительным функционалом вроде бесконтактного поджига дуги или режим дежурной дуги при сварке на малом значении тока.
Сварочная горелка
Сварочная горелка – обязательный компонент при плазменной сварке и резке. Через нее осуществляется подача защитного газа, через нее образуется плазменная дуга и в ней же устанавливается катод. Существует множество типов горелок, все они отличаются своей конструкцией и возможностями. В большинстве случаев горелку подбирают в соответствии с мощностью сварочного аппарата.

Маломощные и горелки средней мощности могут использовать вручную. А горелки для сильноточных аппаратов устанавливаются на специальной роботизированный манипулятор.
Катод
Катод используется для передачи тока и может быть изготовлен из различных материалов. В аппаратах, предназначенных для бытового и полупрофессионального применения, используются вольфрамовые или медные катоды, легированные гафнием. Они наиболее безопасны для здоровья сварщика. В плазмотронах и плазморезах профессионального уровня могут использоваться катоды из бериллия или тория. Они могут быть опасны для сварщика, поскольку выделяют неблагоприятные пары. Чтобы снизить негативное воздействие необходимо обеспечить мощную вентиляцию рабочего места.

Кабель-пакет
Плазменный сварочный аппарат необходимо соединить с горелкой. Для этого используется специальный кабель-пакет. Он состоит из двух шлангов (для подачи защитного газа и для подачи рабочего газа), двух шлангов подачи воды, а также из кабелей подачи тока, для пусковой искры, и для цепи управления. Все эти компоненты размещаются в одном большом шланге типа «пакет», отсюда и название «кабель-пакет». Не смотря на богатую «начинку» такой кабель-пакет отлично гнется и его можно использовать без страха переломать все компоненты внутри.
Разновидности
Аппарат плазменной сварки может различаться по своим характеристикам и назначению. Основное отличие – ток плазменной дуги. Его значение может существенно отличаться от аппарата к аппарату. Также отличия кроются в устройстве аппаратов и сварочных горелок. Мы выделили три условных разновидности плазменных аппаратов и далее расскажем о них поподробнее.
Аппарат микроплазменный
Микроплазменные аппараты чрезвычайно функциональны, хоть и выдают максимальный ток в 25 Ампер. Такие устройства предназначены как для очень точных и сложных ювелирных работ, так и для сварки тонкого металла. Помимо этого, микроплазменные аппараты можно использовать для резки деталей, толщиной до 1 см.
Микроплазменный аппарат прост в своей конструкции и в применении. Он работает на постоянном токе. Диаметр сопла у горелки редко превышает 3 мм. В качестве рабочего газа используют ацетиленовые смеси. Катод – медный, с легированным гафнием.
Аппарат среднего тока
Аппарат среднего тока по своим характеристикам похож на обычный недорогой инвертор. Он выдает от 50 до 150 Ампер. Вот только сфера применения у него не так широка. Среднеточный аппарат зачастую используется для резки металлов. В качестве рабочего газа часто используют воздух. Но при желании можно использовать любой защитный газ.
Такие аппараты сложнее в своей конструкции, горелки тоже. Катод – вольфрам. Некоторые горелки могут быть оснащены дополнительной водной системой охлаждения для анода.
Читайте также: Как сделать плазморез из сварочного инвертора?
Аппарат сильноточный
Сильноточный аппарат получил свое название благодаря способны генерировать сварочный ток большого значения: от 150 Ампер и более. Такие аппараты практически не используются домашними или полупрофессиональными мастерами. Они применяются в промышленности и на крупных производствах. Для любительской сварки такие установки слишком мощные и неудобные для применения.
Как вы понимаете, конструкция у сильноточных аппаратов существенно сложнее, чем у двух других типов. Горелки также сложны и оснащены продвинутой системой охлаждения. Катоды используются вольфрамовые, с легированным бериллием или торием.
Вместо заключения
Плазменная сварка – это очень интересный, но нечасто применяемый метод сварки и резки. Он требует особых навыков от сварщика и покупки дорогостоящего оборудования, что не всегда оправдано в условиях домашней или даже полупрофессиональной сварки. Тем не менее, такие аппараты хорошо зарекомендовали себя в различных условиях. Но лучше всего они справляются с задачей при их внедрении в роботизированный аппарат на производстве. Посмотрите ниже видео о применении плазменного аппарата. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
сущность сваривания плазмотроном, цветных и черных металлов, отличие от аргоновой
Главная страница » Плазменная сварка » Технология плазменной сварки
 В последние годы технология плазменной сварки распространяется на все отрасли промышленности, вплоть до строительства и бытового ремонта, и все больше теснит традиционные виды сварки. Это связано с очень большими преимуществами данной технологии перед уже известными.
В последние годы технология плазменной сварки распространяется на все отрасли промышленности, вплоть до строительства и бытового ремонта, и все больше теснит традиционные виды сварки. Это связано с очень большими преимуществами данной технологии перед уже известными.
В первую очередь, качество шва, затем, минимальное коробление деталей, и наконец, высокая чистота и безотходность технологии. Энергоемкость такой сварки приблизительно одинакова с другими видами, а иногда превышает их.
Технология плазменной сварки и резки металла
Для нагрева деталей используется плазма – ионизированный газ, полученный в результате работы электрической дуги под повышенным давлением. Небольшая плазменная горелка (плазмотрон) показана на рисунке ниже. По нему можно примерно оценить практические параметры плазменного факела:
Источник фото: //www.hhft.de/index.php?page=invent&subpage=microwave_plasma
Плазмотрон позволяет как резать, так и сваривать любые известные в природе металлы и неметаллы, если только для этого нет серьезных фундаментальных физических или химических препятствий (адгезия, реакционная способность и т.п.).
В чём заключается сущность плазменной сварки
На поверхность металла в области шва направляется струя плазмы из плазмотрона – специальной горелки, в которую подается рабочий газ. Может быть использован еще и защитный газ для создания химически нейтральной среды. Тепловая энергия вся сосредоточена в тонкой струе плазмы и нагрев ванны происходит в только в области сварки.
Температура в этой области очень высокая, может достигать 10000-15000 градусов. Благодаря теплопроводности металла она быстро снижается до температуры плавления в узкой области шва. Если при этом область шва защищена инертной или восстановительной средой, (а часто и тем и другим), то в результате можно получить очень точный и качественный шов. На рисунке ниже показан разрез работающей плазменной горелки:

Диаметр сопла на рисунке показан намного больше в пропорции, чем есть на самом деле, для наглядности.
Фактический диаметр сопла связан с рабочим давлением и оптимальным расходом газа.
Корпус горелки изготавливается из стали, анод – из чистой меди. Анод имеет полость, которая омывается охлаждающей водой. В полость между анодом и катодом подается рабочий газ под давлением 2-5 бар, который питает дуговой разряд.
Поскольку защитный газ (обычно аргон) практически не ионизирован, и не ускоряется электрическим полем дуги, то он довольно быстро “разлетается” и смешивается с воздухом. Поэтому оптимальное расстояние между сварочной ванной и торцом горелки занимает очень небольшой диапазон, который необходимо выдерживать в работе.
Поскольку при плазменной сварке не происходит лишнего прогрева металла, то и остывание шва происходит быстро, что иногда нежелательно. Поэтому процесс сварки может включать дополнительные операции: например, предварительный подогрев или даже работа несколькими горелками при автоматизированной сварке.
Технологический процесс
Включает несколько необходимых этапов: подготовка деталей, подключение электродов, запуск горелки и ее прогрев, выполнение шва с выдерживанием нужного режима по температуре и перемещение горелки к месту новой операции с проверкой готовности самой горелки.
Технология выполнения плазменной сварки
Подготовка деталей состоит в том, что их предварительно сортируют или подают к рабочему месту уже отсортированными. Если детали получены путем теплового резания или грубого механического, то кромки обрабатываются до чистоты металла и обезжириваются, чтобы получить качественный шов.
После этого детали приводят в соприкосновение по линии шва. На производстве это делается не “на коленке” как при ремонтах, а при помощи приспособлений.
На рисунке ниже показан вид горячего шва от плазменной сварки:

Если требуется, на линию шва наносят флюсы. Обычно это сильные восстановители для работы в условиях высоких температур (сварочные флюсы), смешанные с легкоплавкими связующими, которые сами по себе являются восстановителями, или дают минимум трудноудалимого нагара (шлака). Расплавленный шлак защищает ванну от действия кислорода, а восстановитель отнимает его у окислов, которые успели образоваться. Флюсы требуются не для всех металлов или их пар.
Горелка запускается импульсом высокого напряжения или контактом между соплом и катодом в течение долей секунды. Загорается дуга, в горелку подают рабочий и защитный газы, а также охлаждающую воду в корпус анода (для мощных горелок длительного действия). Горелка прогревается до стабилизации плазмы и начинается операция сварки.
Расплавленный шов довольно беззащитен по отношению ко многим факторам, поэтому для получения качества приходится создавать особые условия: до ванны, в ней самой, и после, в области кристаллизации расплава. Данные условия сильно зависят от свариваемых металлов.

После окончания шва проверяется готовность горелки к очередной операции, так, чтобы шов не пришлось прекращать в процессе сварки не доводя до конца. Любое такое прерывание, если оно вынужденное, создает лишние механические напряжения, которые потом будет или трудно, или невозможно снять. По этой причине, сварку ответственных швов: сосуды (баки) для ракетной техники, корпуса морских судов, особенно подводных, сосуды для ядерной техники и т.п. варят при непрерывной подаче катодов на горелках с мощным охлаждением сопел.
Приёмы плазменной сварки
Существует достаточно много сплавов и их пар, которые ведут себя совершенно по-разному в расплаве. У них может быть разная вязкость по температуре, газообразование, смешиваемость в расплаве и скорость застывания. Кроме того, очень большую роль играют силы тяжести – масса ванны может оказаться достаточно большой, а поверхностное натяжение расплава достаточно малым. При этих условиях ванна просто протечет, если только она как-то не уплотнена, что возможно далеко не во всех случаях.
Техника и особенности процесса во всех пространственных положениях
В технике мы имеем дело с самыми разнообразными расположениями сварных швов. При сварке отдельных деталей работа немного облегчается тем, что расположение можно свести к горизонтальному, с горелкой, расположенной сверху.

Это наиболее выгодное расположение при сварке, но не всегда технологически возможное. Например, при варке шва на корпусе судна приходится располагать горелку как угодно – судно не повернешь в доке как игрушку. Поэтому для защиты ванны от растекания за допустимые пределы приходится подбирать выгодные положения горелки.
Например, при варке вертикального шва горелка находится немного ниже шва и плазменная струя направлена вверх. С помощью подбора угла наклона и расстояния до ванны удается “сдувать” стекающий металл наверх. Это делается динамически, по мере прохождения шва и требует хороших навыков при ручном выполнении.
Варить вертикальные швы следует снизу вверх.
Сварка плазморезом цветных металлов
Сразу нужно сказать, что плазма является лишь мощным источником местного нагрева. Если так можно выразиться, она лучше “сфокусирована”, по аналогии с фотографией. И в этом отношении, по “резкости” она уступает только лазерной сварке. Плазменная струя дает хорошее проплавление шва в узкой области. Все остальное поведение металлов зависит только от их химической природы.
Если по какой-то причине сплавы не переносят “легирования” вольфрамом, гафнием, или другими добавками в структуру шва, то в плазмотроне просто используют угольный катод. Иногда наоборот, приходится вводить в расплав промежуточный металл, чтобы шов не трескался в горячем или холодном состоянии.
Цветные металлы имеют меньшую, по сравнению с черными металлами, температуру плавления и довольно легко свариваются. Тем не менее, за счет большой теплопроводности этих металлов (напр. Cu Al Mn) требуется такой же, или даже больший по мощности источник нагрева.

Главная помеха
Исключением является алюминий, чрезвычайно легко окисляющийся и образующий прочную связь с атомами кислорода. К тому же, окись алюминия очень тугоплавкое вещество. Здесь необходимо применение специальных флюсов и их постоянное присутствие в ванне.
Видео
Посмотрите ролик, где наглядно и подробно показана сварка алюминия:
Для защиты от кислорода также применяют аргон, как наиболее распространенный и дешевый из инертных газов. Но он вполне эффективен только тогда, когда ванна обдувается со всех сторон. По этой причине очень сложно варить алюминий в присутствии ветра вне помещений. Сварка титановых сплавов также требует использования аргона. Причем аргон должен быть высшего качества.
Сварка тонколистового металла плазмотроном
При сварке тонких листов плазменную горелку не следует располагать слишком близко к металлу, так как при этом можно слишком легко выдуть его. Давление плазменной дуги на металл значительно (в 5-7 раз) выше, чем обычной. Сварочный ток необходимо ограничить величиной 12-14 и менее ампер. Иногда хватает и 1-2 А.
СОВЕТ: Тонкие листы металла обычно удобнее всего сваривать газовой сваркой. Сварка плазмой требует меньше оборудования (баллонов с газом, редукторов, шлангов), но зато требует больше специальных навыков от сварщика. Некоторые мастера, в основном, ювелиры и специалисты по лабораторному и научному оборудованию, могут сваривать микроплазмой на маленьком токе даже фольгу.
Сравнение технологии лазерной сварки с плазменной сваркой
Лазерная сварка
Однако, лазерной сварке присущи и недостатки: невысокий к.п.д. из-за значительного коэффициента отражения(0.1-2%) и очень высокая цена на оборудование. Несмотря на это, есть области, где лазерная сварка оказывается незаменимой, например, в электронной промышленности при изготовлении очень многих приборов, особенно миниатюрных. Поэтому обычно рабочее место лазерного сварщика для ручной работы выглядит не совсем подходящим для стройки или гаража:

Источник фото: //www.newlaser.ru/tech/welding/blacklight.php
Сравнение: сварка аргоном или плазмой
Сварка аргоном – Gas Tungsten Arc Welding (на русский переводится немного длиннее: дуговая сварка вольфрамовым электродом в среде защитного газа) и плазменная сварка часто путаются между собой неспециалистами из-за внешней схожести оборудования и даже части расходных материалов. Между тем, это совсем разные процессы.
Отличие аргонной сварки от плазменной сварки
Аргонная сварка производится в атмосфере аргона при обычном давлении, плотность энергии в дуге не превышает таковую для простой сварки. Просто сварочная ванна защищается от действия кислорода, а вольфрамовый электрод практически не расходуется.
 Плазменная сварка выполняется плазмотроном – генератором плазменной дуги в атмосфере повышенного давления. При этом достигается очень высокая температура в узком столбе плазмы. В отличие от дуги атмосферного давления, факел у плазменной дуги почти цилиндрической формы, давление на металл в 5-8 раз больше.
Плазменная сварка выполняется плазмотроном – генератором плазменной дуги в атмосфере повышенного давления. При этом достигается очень высокая температура в узком столбе плазмы. В отличие от дуги атмосферного давления, факел у плазменной дуги почти цилиндрической формы, давление на металл в 5-8 раз больше.
Аргон или плазма: что лучше
Каждый вид процесса хорош для своих целей. Аргоновая сварка имеет очень широкую область применения: можно варить практически все, что вообще способно образовывать сплавы с приемлемыми механическими свойствами. Очень широко используется аргоновая сварка в аэрокосмической промышленности, особенно в ракетной технике, где к тонким металлическим деталям и швам предъявлены очень высокие прочностные требования.
Плазменная сварка также имеет свои преимущества. Хотя наиболее широко плазмотроны используются для резки металла (т.к. очень быстро и ровно режут), для сварочных работ они тоже применяются. Например, там, где требуется минимальное коробление металла, выгодно уменьшать зону термического воздействия. Для этого как раз и хороша плазменная сварка.
Скорость выполнения плазменной сварки гораздо выше. Плазменная дуга горит значительно стабильнее обычной. К тому же, использование защитного газа “поверх” рабочего прибавляет плазменной сварке большую часть преимуществ аргонной сварки.
***
Плазменная сварка, без всяких сомнений, представляет большой интерес как мощный источник нагрева с малой областью воздействия. Тот факт, что запатентована она была еще в начале 60-х прошлого века, а в открытых источниках о ней до сих пор можно найти не так уж много информации, говорит о том, что эта технология попала в гражданскую промышленность от военных, которые тщательно скрывают все и всегда, просто по природе своего ведомства. А действительно ценные вещи они берегут пуще глаз до последнего. Таким образом, и для гражданских инженеров в промышленности, и для домашних умельцев тут открывается большое поле для самостоятельных исследований.
plazmen.ru
принцип работы, применение, сварка, резка, пайка, как работает, комплектующие
Главная страница » Плазменная сварка » Оборудование » Аппараты плазменной сварки » Мультиплаз
Мультиплаз — это компактный современный аппарат для резания, сварки и пайки металлов с помощью плазмы. Он имеет, без преувеличения, огромные преимущества перед уже давно известными аппаратами для газовой и электродуговой сварки.
Аппарат использует плазму — ионизированный газ. Такой газ, состоящий из возбужденных атомов, ионов различного знака и заряда, электронов и излучения, может быть нагрет до очень высокой температуры и использован в технических целях. Обычная дуга, с которой имеют дело сварщики, с точки зрения физики, тоже является плазмой.
Если сварка газовая, то источником энергии для такой плазмы является химическая реакция сгорания, например, ацетилена в кислороде. Если это электрическая сварка, то ионный газ образован ионами металла электрода и детали. Однако, именно плазмотрон является источником особо высокой температуры и энергии.
Дело в том, что в обычной дуге или газовой горелке плазма работает при атмосферном давлении. А это ограничивает плотность ее энергии. Плазмотрон работает при повышенном давлении, плазму просто «накачивают» газом, и плотность энергии плазмы, в этом случае, оказывается значительно выше.
Сравнительно небольшое давление газа (около 1-2 бар), тем не менее, позволяет получать температуру порядка 5-10 тысяч градусов. Здесь даже неважно, по какой шкале: Кельвина или Цельсия мы измеряем — эта температура порядка той, которая есть на поверхности Солнца и вдвое выше. Образующейся теплоты хватает для резки и сварки любых материалов. Скорость движения газа достигает 1500 м/с, как у современных пушечных снарядов.
Сварочный аппарат Мультиплаз: принцип работы, действия
Аппараты Мультиплаз для получения тепловой энергии используют плазмотроны.
В качестве рабочего газа для плазмы в аппаратах Мультиплаз младших моделей используют водяной пар или пары водно-спиртовой смеси (40% воды и 60% этанола). Этот газ, разогретый до необходимой температуры, и производит резку, сварку и пайку. В старших моделях рабочим газом служит сжатый воздух, получаемый от внешних источников. Аппараты до марки 7500 питаются от однофазной сети 220 В, а 7500 и 15000 от трехфазной 380 В.
 Плазменный резак и сварочный аппарат Мультиплаз состоит из инверторного источника питания с микропроцессорным управлением, кабель-шланга и плазменной горелки. В младших моделях используют две горелки для удобства в работе: одна на воде, другая на водно-спиртовой смеси.
Плазменный резак и сварочный аппарат Мультиплаз состоит из инверторного источника питания с микропроцессорным управлением, кабель-шланга и плазменной горелки. В младших моделях используют две горелки для удобства в работе: одна на воде, другая на водно-спиртовой смеси.
Сварка — это сложный физический процесс, выполнение которого очень сильно зависит от величины и даже формы сварочного тока.
Пайка также требует поддержания стабильной температуры и восстановительной атмосферы.
Проще всего резка — она требует лишь высокой температуры, чем больше энергии, тем быстрее плавится и выдувается из прорези материал, а именно в этом и заключается высокотемпературная резка.
Для каждого из этих процессов источник питания в любой из моделей Мультиплаза поддерживает необходимый режим.
Кроме аппарата, в комплект входит и плазменная головка с кабелем, а также второй кабель с зажимом типа «крокодил» и специальный ключ для регулировки горелки и замены сопел. Катоды и сопла относятся к расходным материалам и тоже прилагаются в комплекте.
Разумеется, все расходные материалы можно приобретать отдельно.
Толщина реза
Толщина реза зависит от мощности аппарата и обрабатываемого материала. При работе аппарата в первом режиме он может резать непроводящие тугоплавкие материалы. При этом мощность плазмотрона меньше. Но благодаря низкой теплопроводности таких материалов (по сравнению с металлом), толщина реза сохраняется примерно такой же, как для металлов.
Толщина реза для металлов (сталь), приводится в списке ниже:
- Мультиплаз 3500: 10мм,
- Мультиплаз 4000: 15мм,
- Мультиплаз 7500: 25мм,
- Мультиплаз 15000: 50мм.
Устройство аппарата
При работе плазмореза (плазменной головки) требуется стабильный постоянный или переменный ток. Его обеспечивает мощный импульсный преобразователь с выпрямителем на IGBT-транзисторах со стабилизатором тока.
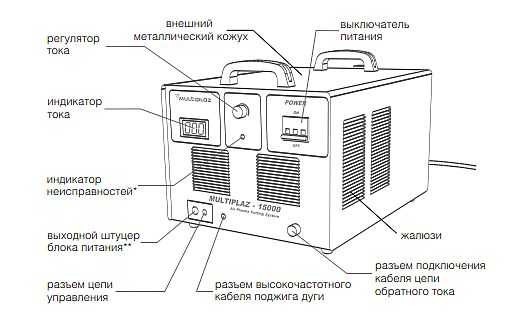
Для примера, модель 15000
Преобразователь управляется встроенным в аппарат контроллером, который непрерывно поддерживает выбранный режим работы и защиту от перегрузок. Вся силовая и управляющая электроника находится в корпусе аппарата. Внутри корпуса имеются вентиляторы для охлаждения радиаторов силовых ключей. На передней панели пульт управления и клеммы для подключения кабелей горелки и дополнительного анода.
Более подробно про устройство каждой модели смотрите в статьях, ссылки на которые даны внизу этой страницы.
Горелка Мультиплаз
Основной частью горелки является вольфрамовый катод, легированный металлами, которые повышают эмиссионную способность и устойчивость к высокой температуре. Анодом является медное сопло или деталь, которую обрабатывают. То есть, плазмотрон может работать в двух режимах. Плазменный газ продувается через сопло в виде тонкого факела.

В младших моделях аппаратов Мультиплаз горелка содержит встроенный резервуар для воды или водно-спиртовой смеси. Эти жидкости разогреваются от тепла дуги при помощи теплопередачи от сопла. Зажигание дуги производится коротким замыканием катода на сопло, для этого сзади имеется кнопка. Этой же кнопкой при вращении регулируется зазор между катодом и соплом.
В старших моделях Мультиплаз дуга поджигается импульсом высокого напряжения.
Газ (или спирто-водяная смесь в парообразном состоянии) продувается мимо катода и выходит наружу через сопло. После того, как импульсом высокого напряжения между катодом и анодом зажигается дуга, источник питания поднимает и удерживает заданный сварщиком ток. В небольших аппаратах Мультиплаз рабочее напряжение дуги в плазме может достигать 160-170 В, а ток 20-30 А.
Плазму выдувает давлением газа, причем устанавливается равновесие между образованием плазмы и расходом газа. Этот режим относительно маломощный.
Если анодом служит деталь, то плазма дополнительно ускоряется электрическим полем между катодом и анодом, приобретает дополнительную энергию и становится мощнее. Этот режим наиболее мощный, применяется, главным образом, для резки толстых листов металла.
В мощных аппаратах Мультиплаз (старше 4000) газ подается от внешнего источника (используется воздух), а в младших моделях на горелке есть резервуар, который заправляется водой или водно-спиртовой смесью.
Горелки младших моделей сделаны так, что их можно ставить на горизонтальную поверхность, чтобы освободить руки.
Плазменные аппараты Мультиплаз: применение
Главное предназначение аппаратов — высокотемпературная плазменная резка тугоплавких материалов. Кроме металлов аппарат может резать стекло, бетон, керамику любых видов. Для вырезания круглых отверстий можно использовать специальный циркуль, который укрепляют на хомуте около сопла. Для того, чтобы выдерживать одинаковое расстояние между соплом и деталью, применяют шариковый упор (или ролики для мощных горелок).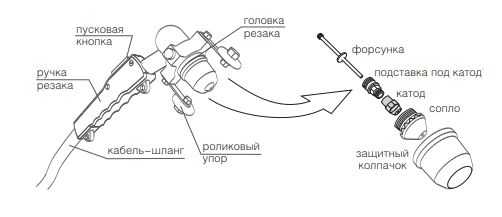
Работа с аппаратом требует определенных навыков, которыми не обладают сварщики, впервые начинающие работать с плазменной горелкой. (Хотя именно опытным сварщикам как раз и удается быстрее всех освоить эти аппараты.) Пользователю стоит забыть о своей самоуверенности и тщательно изучить инструкцию, которая для старших моделей становится довольно пухлой.
ОПАСНО! При запуске горелки, для проверки появления факела, ни в коем случае не заглядывайте в сопло. Иначе можно остаться без глаз. В крайнем случае можно направить сопло в сторону зеркала на расстоянии от полуметра.
Пайка
Пайку производят в первом режиме, когда плазменная дуга горит между катодом и соплом и выдувается наружу давлением. В резервуар заливают водно-спиртовую смесь, чтобы создать восстановительную атмосферу в области пайки и снизить расход флюса. Нержавеющая сталь сваривается также при помощи водно-спиртовой смеси. Пайку можно производить аппаратами 2500, 3500 и 4000.
Видео
Посмотрите небольшой ролик с пайкой разнородных металлов от производителя:
Можно резать стекло
Стекло, керамические, каменные материалы, например, плитку, режут в первом режиме, косвенной дугой, так как эти материалы ток не проводят. Расстояние между соплом и поверхностью заготовки выдерживают 1-3 мм. Для резки используют воду (или воздух, для аппаратов 7000 и 15000). Резку можно производить всеми аппаратами.
Видео
Небольшой ролик вырезания круглого отверстия с помощью циркуля в керамической плитке:
Резка бетона
Бетон режется как и другие непроводящие материалы, в первом режиме. Для резки используется вода.
Наплавка
Наплавка производится с использованием водно-спиртовой смеси. Присадочную проволоку или ленту вставляют в держатель и подключают к клемме анода. Все остальное зависит от природы наплавляемого и основного материалов.
Сварка алюминия
Алюминиевые детали варятся на водно-спиртовой смеси, так как в данном случае требуется восстановительная среда. Место сварки механически зачищается, напильником, или наждачной шкуркой, а также обезжиривается. Детали прогреваются до температуры плавления флюса, на место сварки наносят флюс Ф34-А. Флюсом также (с оплавлением) покрывают присадочную проволоку. Сварку производят дугой первого режима (в аппарате 3500), в Мультиплаз 4000 все происходит немного сложнее: переменный ток, балансировка для толщины окислов и аргон для защиты шва.
Производитель
 Аппараты производит «ОАО Мультиплаз», российское предприятие, находится в Москве, связаться можно на сайте //www.multiplaz.ru/contacts.
Аппараты производит «ОАО Мультиплаз», российское предприятие, находится в Москве, связаться можно на сайте //www.multiplaz.ru/contacts.
Комплектующие, расходные материалы, запчасти
Каждый аппарат младших моделей 2500, 3500 снабжается двумя горелками и комплектом расходных материалов. Например, в комплект Мультиплаз 3500 входит:
- катодная сборка 2 шт
- сопло 6 шт
- катод 5 шт
- трубка из кварца 3 шт
Кроме того, в комплект входит специальный ключ для регулировки горелки, упор циркуля и шариковый упор для выдержки постоянного расстояния при резке (в мощных моделях роликовый упор.
Катоды Мультиплаза
Одного катода и сопла хватает на 10-20 часов работы (считая непрерывное время работы горелки).
Скорость расходования катодов и сопел зависит от знания инструкции, умения и навыков работающего.
Сопло для резки, после того, как его диаметр выгорит до 1.3 мм, можно использовать для сварки.
Для этого надо рассверлить отверстие на 2.2 мм и прозенковать его сверлом 3.5 мм.
ВНИМАНИЕ! Горелка для сварки обозначена красной меткой, а горелка для резки зеленой меткой. Для каждого вида работ используется свое сопло. Горелка для резки заполняется водой. Горелка для сварки и пайки заполняется водно-спиртовой смесью.
Приобрести дополнительные катоды, сопла, и другие материалы лучше всего, связавшись с производителем. Также посмотрите списки поставщиков комплектующих и сервисных центров поблизости от вас. Не приобретайте материалы у «левых» поставщиков.
Ремонт
При работе аппарата, каким бы надежным он не был, возможны неисправности. Некоторые неисправности можно устранить самостоятельно. Если не загорается индикатор питания, то вероятно, сгорел предохранитель на 20 А. Его надо заменить.
Если не запускается горелка, после нажатия пусковой кнопки, то надо проверить состояние сопла: износ, засорение. В случае засора необходимо рассверлить отверстие прилагаемым в комплекте сверлом. Также необходимо проверить кварцевую трубку. Если она треснула, заменить ее на новую.
Если факел на выходе из сопла горит зеленым цветом, значит выгорела центральная часть катода, легированная гафнием. Нужно сточить образовавшийся кратер напильником.
Аналоги
Аналогами Мультиплаз 7500/15000 можно считать китайский аппарат SF-1310100, Panasonic P-80SF.
Для Мультиплаз 2500/3500/4000 в качестве аналогов можно взять Ресанта ИПР-40, Сварог CUT 40, FoxWeld Plasma 43 Multi.
plazmen.ru
Как самостоятельно сделать плазморез из инвертора
В отличие от сварочного трансформатора, инвертор отличается компактностью, малым весом и высоким КПД, что объясняет его популярность в домашних мастерских, небольших гаражах и цехах.
Он позволяет закрывать большинство потребностей в сварочных работах, но для качественной резки требуется лазерный аппарат или плазморез.

Универсальный аппарат для сварки
Лазерное оборудование очень дорогое, плазморез тоже стоит недешево. Плазменная резка и сварка металла небольшой толщины имеет прекрасные характеристики, недостижимые при использовании электросварки. При этом силовой блок у плазмореза и сварочного аппарата для электродуговой сварки во многом имеют одинаковые характеристики.
Возникает желание сэкономить, и при небольшой доработке использовать его и для плазменной резки. Оказалось, что это возможно, и можно встретить много способов переделки сварочных аппаратов, в том числе инверторных, в плазморезы.
Аппарат плазменной резки представляет собой тот же сварочный инвертор с осциллятором и плазмотроном, кабелем массы с зажимом и внешним или внутренним компрессором. Часто компрессор используется внешний и в комплект поставки не входит.
Если у владельца сварочного инвертора имеется еще и компрессор, то можно получить самодельный плазморез, приобретя плазмотрон и сделав осциллятор. В итоге получится универсальный сварочный аппарат.
Принцип работы горелки
Работа аппарата плазменной сварки и резки (плазмореза) основана на использовании в качестве режущего или сваривающего инструмента плазмы, четвертого состояния вещества.
Для ее получения требуется высокая температура и газ под высоким давлением. При создании между анодом и катодом горелки электрической дуги в ней поддерживается температура в несколько тысяч градусов.
Образование плазмы
Если пропустить при таких условиях через дугу струю газа, то он ионизируется, расширится в объеме в несколько сотен раз и нагреется до температуры в 20-30 тысяч °C, превращаясь в плазму. Высокая температура почти мгновенно расплавляет любой металл.

В отличие от кумулятивного снаряда процесс образования плазмы в плазмотроне регулируемый.
Анод и катод в резаке плазмореза находятся на расстоянии нескольких миллиметров друг от друга. Осциллятор вырабатывает импульсный ток большой величины и частоты, пропускает его между анодом и катодом, что приводит к возникновению электрической дуги.
После этого через дугу пропускается газ, который ионизируется. Так как все происходит в замкнутой камере с одним выходным отверстием, то получившаяся плазма с огромной скоростью вырывается наружу.
На выходе горелки плазмореза она достигает температуры 30000 ° и плавит любой металл. Перед началом работ к заготовке с помощью мощного зажима подсоединяется провод массы.
Когда плазма достигает заготовки, то электрический ток начинает течь через кабель массы и плазма достигает максимальной мощности. Ток доходит до 200-250 А. Цепь анод – катод разрывается с помощью реле.
Резка
При пропадании основной дуги плазмореза, эта цепь опять включается, не давая исчезнуть плазме. Плазма играет роль электрода в электродуговой сварке, она проводит ток, а благодаря своим свойствам создает в области соприкосновения с металлом область с высокой температурой.
Площадь соприкосновения струи плазмы и металла маленькая, температура высокая, нагрев происходит очень быстро, поэтому практически отсутствуют напряжения и деформации заготовки.
Срез получается ровный, тонкий не требующий последующей обработки. Под напором сжатого воздуха, который используется в качестве рабочего тела плазмы, жидкий металл выдувается и получается рез высокого качества.
При использовании инертных газов с помощью плазмореза можно проводить качественную сварку без вредного воздействия водорода.
Плазмотрон своими руками
При изготовлении плазмореза из сварочного инвертора своими руками самой сложной частью работ является производство качественной режущей головки (плазмотрона).
Инструменты и материалы
Если делать плазменный резак своими руками, то легче использовать в качестве рабочего тела воздух. Для изготовления понадобятся:
 рукоятка, в которой должны поместиться кабель и трубка для подачи воздуха;
рукоятка, в которой должны поместиться кабель и трубка для подачи воздуха;- пусковая кнопка горелки плазмореза;
- изолирующая втулка;
- электрод горелки плазмореза;
- устройство завихрения воздушного потока;
- набор сопел различного диаметра для резки металлов различного вида и толщины;
- защитный наконечник от брызг жидкого металла;
- ограничительная пружина для поддержания одинакового зазора между соплом горелки плазмореза и разрезаемым металлом;
- насадки для снятия фасок.
Расходные материалы плазмореза в виде сопел, электрода стоит купить в магазине сварочного оборудования. Они в процессе резки и сварки выгорают, поэтому имеет смысл приобретать по несколько штук на каждый диаметр сопла.
Чем тоньше металл для резки, тем меньше должно быть отверстие сопла горелки плазмореза. Чем толще металл, тем больше отверстие сопла. Наиболее часто используется сопло с диаметром 3 мм, оно перекрывает большой диапазон толщин и видов металлов.
Сборка
Сопла горелки плазмореза прикрепляются прижимной гайкой. Непосредственно за ним располагается электрод и изолирующая втулка, которая не позволяет возникнуть дуге в ненужном месте устройства.
Затем расположен завихритель потока, который направляет его в нужную точку. Вся конструкция помещается во фторопластовый и металлический корпус. К выходу трубки на ручке горелки плазмореза приваривается патрубок для подсоединения воздушного шланга.
Электроды и кабель
Для плазмотрона требуется специальный электрод из тугоплавкого материала. Обычно их изготавливают из тория, бериллия, гафния и циркония. Их применяют из-за образования при нагреве тугоплавких окислов на поверхности электрода, что увеличивает длительность его работы.
При использовании в домашних условиях предпочтительней применение электродов из гафния и циркония. При резке металла они не вырабатывают токсичных веществ в отличие от тория и бериллия.
Кабель от инвертора и шланг от компрессора к горелке плазмореза нужно прокладывать в одной гофрированной трубе или шланге, что обеспечит охлаждение кабеля в случае его нагрева и удобство в работе.
Сечение медного провода нужно выбрать не менее 5-6 мм2. Зажим на конце провода должен обеспечивать надежный контакт с металлической деталью, в противном случае дуга с дежурной не перекинется на основную дугу.
Компрессор на выходе должен иметь редуктор для получения нормированного давления на плазмотроне.
Варианты прямого и косвенного действия
Конструкция горелки плазмореза довольно сложная, выполнить в домашних условиях даже при наличии различных станков и инструментов сложно без высокой квалификации работника. Поэтому изготовление деталей плазмотрона нужно поручить специалистам, а еще лучше приобрести в магазине. Выше была описана горелка плазмотрона прямого действия, она может резать только металлы.
Существуют плазморезы с головками косвенного действия. Они способны резать и неметаллические материалы. В них роль анода выполняет сопло, и электрическая дуга находится внутри горелки плазмореза, наружу под давлением выходит только плазменная струя.
При простоте конструкции устройство требует очень точных настроек, в самодеятельном изготовлении практически не применяется.
Доработка инвертора
Для использования инверторного источника питания для плазмореза его нужно доработать. К нему нужно подключить осциллятор с блоком управления, который будет выполнять функцию пускателя, поджигающего дугу.
Схем осцилляторов встречается довольно много, но принцип действия один. При запуске осциллятора между анодом и катодом проходят высоковольтные импульсы, которые ионизируют воздух между контактами. Это приводит к снижению сопротивления и вызывает возникновение электрической дуги.
Затем включается газовый электроклапан и под давлением воздух начинает проходить между анодом и катодом через электрическую дугу. Превращаясь в плазму и достигая металлической заготовки, струя замыкает цепь через нее и кабель массы.
Основной ток величиной примерно 200 А начинает течь по новой электрической цепи. Это вызывает срабатывание датчика тока, что приводит к отключению осциллятора. Функциональная схема осциллятора изображена на рисунке.

Функциональная схема осциллятора
В случае отсутствия опыта работы с электрическими схемами можно воспользоваться осциллятором заводского производства типа ВСД-02. В зависимости от инструкции по подключению они присоединяются последовательно или параллельно в схему питания плазмотрона.
Перед изготовлением плазмореза, необходимо определить предварительно с какими металлами, и какой толщины хотите работать. Для работы с черным металлом достаточно компрессора.
Для резки цветных металлов потребуется азот, высоколегированной стали нужен аргон. В связи с этим, возможно, потребуется тележка для перевозки газовых баллонов и понижающие редукторы.
Как любое оборудование и инструмент, сварочный аппарат с плазменной головкой требует определенной сноровки от пользователя. Движение резака должно быть равномерным, скорость зависит от толщины металла и его вида.
Медленное движение приводит к образованию широкого реза с неровными краями. Быстрое перемещение приведет к тому, что металл прорезается не во всех местах. При должной сноровке можно получить качественный и ровный срез.
svaring.com
Плазменная сварка алюминия и сплавов: режимы, технология, аппараты
Главная страница » Плазменная сварка » Алюминия
В данном материале рассматриваются особенности плазменной сварки алюминия и его сплавов, трудности, возникающие в ходе работ.
Перечислены тонкости разных режимов при выполнении сварочных работ, технология сварки алюминия на обратной полярности, технология микроплазменной сварки.
Рассмотрены основные компоненты оборудования для проведения плазмосварочных работ и его марки.
Технология плазменной сварки алюминия
 Плазменная сварка алюминия и его сплавов по технологии очень напоминает аргоновую сварку. Ее суть заключается в расплавлении металла в нужном месте под воздействием потока плазмы – ионизированных атомов и молекул. Весь процесс осуществляется в защитном газовом облаке, которое предотвращает проникновение в сварочную ванну смеси газов, содержащихся в атмосфере. При этом плазменная сварка алюминия имеет свои специфические особенности:
Плазменная сварка алюминия и его сплавов по технологии очень напоминает аргоновую сварку. Ее суть заключается в расплавлении металла в нужном месте под воздействием потока плазмы – ионизированных атомов и молекул. Весь процесс осуществляется в защитном газовом облаке, которое предотвращает проникновение в сварочную ванну смеси газов, содержащихся в атмосфере. При этом плазменная сварка алюминия имеет свои специфические особенности:
- В процессе работы образуется тугоплавкий оксид алюминия, имеющий температуру плавления 2050 С. Он имеет плотность, большую чем у алюминия, в связи с чем затрудняется оплавление кромок материала, а шов загрязняется частичками окиси.
- Большая текучесть расплавленного алюминия препятствует равномерному распределению металла внутри сварочной ванны. Он просачивается через корень шва и разрушает твердый металл вокруг ванны. С помощью керамических, графитовых или стальных подкладок эта проблема частично решается.
- В процессе сварки алюминия используется водород. Его применение обуславливает возникновение в сварном шве пористости, которая уменьшает пластичность и прочность заготовки. Для предотвращения этого необходимо тщательно обезжиривать свариваемые детали. Снижения пористости также можно достичь, предварительно разогревая материал до 150-240 градусов.
- Алюминий обладает высоким коэффициентом температурного расширения и пониженной упругостью, что приводит к деформациям во время сварки. Данный недостаток минимизируется с помощью применения различных режимов сварки.
- Применение дополнительных источников тепла и предварительный разогрев алюминия позволяют уменьшить коэффициент теплопотерь, который изначально высок у данного металла.
Видео
Рекомендуем посмотреть небольшой ролик, где наглядно демонстрируется сварка потолочного шва аппаратом SBI:
Плазменная сварка алюминия на обратной полярности
Данный вид сварки алюминиевых деталей применяют для борьбы с оксидной пленкой. Сжатая дуга переменного и постоянного тока обратной полярности разрушает оксид и следом происходит его удаление. С применением данного метода появляется целый ряд технологических преимуществ:
- Производительность работ повышается на 50-60%.
- Расход аргона снижается в 4 – 6 раз.
- Качество сварных соединений гораздо выше, нежели при использовании обычной дуговой сварки.
- КПД нагрева повышается до 60-70 процентов. При обычной аргонодуговой сварке КПД равен 40-45%.
- Снижается расход присадочной проволоки до 50%.
- Швы заметно уже, чем при классической сварке.
- Возможна сварка деталей без предварительного травления.
К сведению! Сварка на токе обратной полярности особенно широко применяется при работе с нагартованными поверхностями, и уплотненными термическим способом сплавами. Благодаря уменьшению общей подаваемой энергии, уменьшается процент некачественных участков шва и более глубокое проникновение струи плазмы в материал. Это позволяет сваривать толстые детали алюминия.
Особенности и премущества
- Выбор технологии сваривания и параметров режима определяется маркой сплава, габаритами и формой изделия, типом швов, толщиной соединяемых элементов, пространственным положением и конфигурацией швов, их длиной, производственными условиями и некоторыми другими факторами.
- Максимальной эффективности плазменного сваривания алюминиевых сплавов можно достигнуть при автоматическом сваривании стыковых швов и использовании форсированных технологий. Также высока эффективность применения ручной плазменной сварки алюминия при производстве и ремонтах габаритных конструкций в условиях цеха и монтажных ситуациях.
- Плазменный сварочный процесс благодаря сжатой дуге позволяет сконцентрировать в пятне нагрева высокую энергию, благодаря чему этот вид сварки стал перспективным для соединения из алюминия и его сплавов.
- Преимущественное достоинство плазменной сварки в высокой скорости, значительном уменьшении зоны термического воздействия и стабильности процесса, благодаря чему не обязательно четко контролировать и поддерживать постоянство длины дуги, чем облегчается выполнение ручной сварки.
- Плазменная сварка алюминия обеспечивает глубокое проплавление, что резко увеличивает количество основного металла при формировании шва. При этом, однако, необходимо соблюдать качество сборки деталей для сварки и точность проводки горелки по стыку.
- При помощи микроплазмы (слаботочной сжатой дуги) можно сваривать сплавы алюминия толщиной 0,2-1,5мм силой тока10-100А. При микроплазменном сваривании применяется чистый аргон (99,98%), в роли защитного газа применяется чистый гелий (99,95%). Гелий защищает сварочную ванну от атмосферных газов, затрудняет развитие ионизационного фронта в радиальном направлении и, сжимая дополнительно дугу, делает ее устойчивой в пространстве.
Режимы плазменной сварки алюминия
Сварка алюминиевых изделий имеет свои особенности. Решить многие проблемные моменты сварки алюминиевых сплавов и повысить производительность при сохранении высокого качества сварных соединений изделий позволяет плазменная сварка алюминия постоянным напряжением с обратной полярностью.
Сварка с помощью плавящегося электрода
Процесс происходит в оболочке, состоящей из защитного газа, которым обычно является аргон, гелий или их смесь. Детали свариваются с помощью специальных плавящихся вольфрамовых электродов с применением присадочной проволоки диаметром до 2,5 мм током обратной полярности.
Скорость работ при таком режиме может достигать 40 м/час. Если защитное облако состоит из смеси аргона и гелия, толщина свариваемых деталей и ширина шва увеличивается, что рационально при работе с толстыми изделиями.
Автоматическая дуговая сварка
Процесс выполняется с помощью полуоткрытой плазменной дуги по флюсу, или же с закрытой дугой, тогда под флюсом. Здесь также применяется плавящийся расщепленный электрод и флюс АН-А1 для сварочных работ по техническому алюминию, и АН-А4 для соединения алюминиево-магниевых сплавов.
Работа производится по слою флюса во избежание возникновения шунтирования и нарушения технологического процесса. Размеры слоя флюса зависят от толщины свариваемых изделий и составляют 20-45 мм по ширине и 7-15 мм в толщину.
Ручная дуговая

Используется для соединения деталей из чистого алюминия, алюминиево-кремниевых сплавов, сплавов с магнием и цинком. При этом толщина изделий должна быть не менее 4 мм. Сварочные работы осуществляются с помощью постоянного тока с обратной полярностью с высокой скоростью. Боковое смещение отсутствует. Если толщина кромок более 1 см, необходимо произвести разделку кромок. В таком режиме применяется только стыковый метод, поскольку при нахлестном типе соединения много шлаков может попасть в шов и привести к коррозии. Работы при таком типе производятся только после прогрева деталей до 400 С.
Видео
Пример ручной сварки аппаратом Мультиплаз 3500:
Электронно – лучевая
Производится в вакуумной среде. При таком типе происходит разрушение оксидов алюминия действием на них парами металлов, в результате чего окись разлагается в вакууме. Вакуум также ускоряет вывод водорода из сварочного шва. В результате работы получаются ровные, качественные швы, металл практически не теряет своей структуры в месте стыка, деформация заготовки сводится к минимуму.
Оборудование для плазменной сварки алюминия
Аппарат для плазменной сварки алюминия состоит из источника переменного или постоянного тока обратной величины и плазмотрона – специальной горелки для генерации плазменного разряда.

Плазмотрон для сварки алюминия Горыныч. Фото с сайта производителя as-pp.ru/gorynych
Источники питания могут иметь разную продолжительность нагрузки, величину силы тока, напряжение холостого хода и, соответственно, разную потребляемую мощность.
Плазмотрон имеет специальные подводы для плазмообразующего и защитного газов, а также для жидкостного или воздушного охлаждения стенок сопла. Электрод для горелки изготавливается из тугоплавкого вольфрама, гафния или меди.
На рынке присутствуют аппараты для плазменной сварки алюминия различных производителей:
- Отечественные аппараты отличаются доступностью и простотой. Среди самых распространенных можно назвать: «Плазар» и «Горыныч». Это оборудование имеет достаточно долгую историю эксплуатации. С успехом применяется для сварки алюминия в условиях небольших мастерских.
- Оборудование зарубежного производства, в основном Германии, Италии и Китая имеет более высокую цену, но вместе с тем больший функционал и эргономичность. Среди широко известных марок можно выделить: «Merkle» с моделями P421 и P621. Это оборудование используется для работы мировых автогигантов. С недавнего времени появилась возможность приобрести его и в нашей стране.
Плазменная сварка алюминия и его сплавов
Кроме чистого алюминия плазменная сварка используется для его сплавов. Основные их виды:
- Термоупрочняемые. Такие сплавы являются трудносвариваемыми, поэтому изготовление из них сварных изделий возможно только при термической обработке изделия. К ним относятся:
- Алюминиево-медно магниевые (Д1, Д16, Д18 и др.).
- Алюминиево-магниево-цинковые (В92, В92Ц и др.).
- Алюминиево-магниево-кремниевые и алюминиево-магниево-кремниево-медные сплавы (АК6 и АК6-1).
- Алюминиево-медно-марганцевые сплавы.
- И другие 5-ти и более компонентные сплавы.
- Нетермоупрочняемые сплавы. Наиболее распространены и отлично подходят для сварочных работ. Это технический алюминий, алюминиево-марганцевые и алюминиево-магниевые сплавы.
Микроплазменная сварка алюминия
Данный тип применяется для сварочных работ по алюминию, толщиной 0,2 – 1,5 мм. В качестве источника питания используется переменный источник напряжения с силой тока 10-100 А. Дежурная дуга получает ток от отдельного источника постоянного тока. В качестве источника плазмы выступает аргон, а защитные газы – гелий и аргон.
Данный вид сварочных работ отличается высокой скоростью, доходящей до 60 м/ч при механизированном способе и 15 м/ч при ручном. Качество работ также высокое. Прочность получаемых швов — 0,9.
Основное преимущество микроплазменной сварки от аргонодуговой – снижение деформаций материала на 25-30%.
plazmen.ru
Плазменная сварка — принцип работы аппарата
Сегодня промышленность развивается довольно быстрыми темпами. Ежегодно появляются новые технологии сварки, которые пользуются огромным спросом в частном домостроении. Благодаря этим методикам существенно облегчаются строительные работы, при этом сварочное оборудование становится все более производительным и безопасным. К таким методикам можно отнести плазменную сварку.
Что собой представляет сварка плазмой
Появление в современных технологиях новых видов металлических сплавов заставило специалистов разрабатывать новые методики, чертежи оборудования для сварки изделий, изготовленных из них. Так как многие современные металлы плохо поддаются традиционным техникам сваривания. В результате появился новый плазменный метод сваривания металлических образцов, который успешно используется при выполнении различных ремонтно-монтажных процессах.
Основные отличия плазменной технологии сваривания
Плазменная сварка чем-то напоминает аргонную сварку, но характерные отличия присутствуют. Например, она отличается рабочей температурой, которая намного выше. Сварочная дуга может иметь температуру от 5 до 30 тысяч градусов. Благодаря этому качеству, используя плазменную технологию сваривания, можно соединять элементы строительных конструкций, которые невозможно сварить самодельным и стандартным заводским оборудованием, температура дуги которых не превышает 5 тысяч градусов.

Принцип действия плазменной сварки
Сущность данной сварки: посредством воздействия на металлическую поверхность потока ионизированного газа, проводимого электрический ток, происходит плавление металла. При нагреве дуги газ подвергается ионизации, уровень которой увеличивается с повышением температуры газа. Плазменная струя, которой характерна сверхвысокая температура, повышенная мощность, формируется из обыкновенной дуги после сжатия, вдувания в дугу, образующуюся плазмообразующим газом, в качестве которого обычно выступает аргон (редко используется водород, гелий).
Кинетическая энергия химических элементов, находящихся в газе, в процессе ионизации значительно увеличивает тепловую энергию плазменной дуги. При этом дуга, если сравнивать с обычной, имеет возможность в разы повысить на поверхность металла давление благодаря уменьшению собственного диаметра.
Преимущества плазменной технологии
- В отличие от газосварки скорость резки металла толщиной 5-20 сантиметров по плазменной методике выше в три раза.
- Высокая точность швов, получаемых в результате плавления, сварки металла, качество выполняемых работ практически исключает необходимость последующей обработки краев изделий.
- Плазменная резка применяется для обработки практически любых типов металла. Например, можно варить образцы из запорожской стали, чугуна, меди, алюминия.
- При выполнении сварки металл не подвергается деформациям даже при необходимости вырезания сложных фигур. Плазменная методика сваривания предоставляет возможность выполнять резку по неподготовленной предварительно металлической поверхности, к примеру, ржавой или покрытой слоем краски. При этом краска в рабочей зоне плазменной дуги не воспламеняется.
- Отсутствует потребность в аргоне, ацетилене, кислороде. Это существенно снижает финансовые затраты.
- Высокая степень безопасности выполнения работ, так как не используются газовые баллоны. Этот показатель говорит об экологичности процесса.
Разновидности плазменного сваривания
В зависимости от используемых инструментов, плазменная сварка бывает:
- на токах с любой полярностью;
- с проникающей/непроникающей дугой;
- точечная, импульсная;
- автомат, полуавтомат, ручная;
- с проволокой присадочной, и без.
В случае использования малых токов методика соединения называется микроплазменной, которая является наиболее востребованной. Данная схема востребована при производстве конструкций толщиной до 1,50 мм – это обычно соединение тонкостенных труб, емкостей, приваривание мелких элементов к тяжелым конструкциям, изготовление ювелирных украшений, термопар, а также сваривания образцов из фольги. Тонкостенные металлические изделия также варят с использованием электрозаклепок.
Если соединение производится посредством присадочной проволоки, тогда используется цельнотянутая проволока (порошковая).
Особенности микроплазменного соединения
Сварка по плазменной схеме бывает трех вариантов, зависимо от силы тока, используемой в процессе работы:
- микроплазменная технология сваривания на токах — 0,1А-25А;
- соединение с наличием средних токов — 25А-150А;
- соединение с наличием больших токов — 150А и выше.

Первая вариация более востребованная. В процессе соединения металлических образцов посредством низкоамперного тока формируется дежурная дуга. Она бесперебойно горит меж соплом водоохлаждения из меди и двухмиллиметрового сечения вольфрамовым электродом.
Основная дуга формируется после подведения плазмотрона к поверхности обрабатываемого металлического образца. Газ, формирующий плазму, подается по соплу плазмы, диаметр которого может быть 0,5-1,5 миллиметров.
Максимальный диаметр дуги плазмы 2 миллиметра. Благодаря этому показателю на относительно небольшом элементе обрабатываемого изделия формируется довольно большая тепловая энергия. Подобный тип сварочных работ, как и сварка электрозаклепками, более всего эффективен для металлических образцов, толщина которых составляет меньше 1,5 миллиметра.
Для формирования плазмы, защитной газовой среды по этой технологии применяется аргон. В зависимости из какого металла или сплава образец, дополнительно могут использоваться добавки для увеличения КПД «плазмы».
Плазменный сварочный аппарат способен соединять металлические изделия в разных режимах. Диапазон использования сварки довольно обширный:
- крепление мембран к масштабным конструкциям;
- производство тонкостенных труб, емкостей;
- сваривание фольги;
- изготовление ювелирных украшений;
- множество прочих соединений.
Сварка своими руками
Подобный тип сваривания металла в бытовых условиях первоначально не использовался, так как предполагал высокой квалификации от сварщика. На сегодняшний день благодаря совершенствованию самой методики и применяемого оборудования, существуют сварочные агрегаты, которые можно использовать в домашних условиях. Методика работы очень простая. Для выполнения сварочных работ нужно приобрести соответствующее оборудование, присадочную проволоку, электроды, ознакомиться с инструкцией эксплуатации устройства.
Советы для начинающих
- Электрод предварительно необходимо заточить до конусообразной формы, при этом угол затачивания должен составлять максимум 30 градусов.
- Важно! Правильность установки электрода. Его ось должна совпасть с осью насадок для формирования газа.
- Сварочный стык подвергается аналогичной обработке, как при сварке аргоном.
- Необходимо обязательно зачистить, затем обезжирить кромки обрабатываемого изделия.
- Необходимо проследить, чтобы не было зазоров больше 1,5 миллиметра.
- Дополнительно зачищаются участки прихватки, они должны быть такого же качества, как сварной шов.
- Можно приступать к сварочным работам.
- Сварка своими руками осуществляется с использованием постоянного тока. Его величина должна находиться в установленном диапазоне.
- До начала сваривания образцов, за 10-15 секунд, подается газ, который после обрыва дуги выключается через 15 секунд.
- Плазмотрон в процессе работы должен быть расположен от заготовки на расстоянии менее одного сантиметра.
- Сварочную дугу рекомендуется держать до полного завершения шовного соединения.
- Нельзя в период сваривания перегревать металл. После достижения критической точки сварка приостанавливается, осуществляется охлаждение металлического образца, после чего сварочные работы можно возобновлять.
- Пистолет (горелку) нужно передвигать равномерно, тогда можно рассчитывать на получение высококачественного сварного соединения.
Сварочный аппарат «Горыныч»
Многофункциональная сварка «Горыныч» – это один из наиболее востребованных сварочных агрегатов отечественного производства. Это действительно качественный инструмент, который позволяет выполнять сварочные работы в домашних условиях своими руками. Необходимо отметить, что в линейке оборудования «Горыныч» есть аппараты различной мощности (8,10,12А).
Для бытовых работ прекрасно подойдет устройство на 8А, 10-ти амперный аппарат характеризуется ценой/производительностью, а вот более мощное оборудование на 12А уже считается профессиональным. Агрегат для сварки марки «Горыныч» является довольно популярным как в России, так и на Украине (в частности, в Запорожье), в Белоруссии.
electrod.biz
Плазменно дуговая сварка —
Главная страница » Плазменная сварка » Плазменно дуговая сварка
 В настоящее время существует несколько разновидностей сварки металлов и стали. В последние годы все возрастающей популярностью пользуется дуговая плазменная сварка, позволяющая сваривать практически любые металлы.
В настоящее время существует несколько разновидностей сварки металлов и стали. В последние годы все возрастающей популярностью пользуется дуговая плазменная сварка, позволяющая сваривать практически любые металлы.
Плазменная дуговая сварка что это такое?
Плазменной сваркой называют специализированный технологической процесс, во время которого металл или сталь локально расплавляются узко направленным плазменным потоком. Поток раскаленной плазмы создается специальным устройством (плазменным аппаратом), а температура потока может колебаться от 5 000 и до 30 000 градусов Цельсия.
Именно благодаря высокой температуре данному виду сварки удается справляться практически с любыми материалами вне зависимости от их тугоплавкости и плотности.
Технология плазменно-дуговой сварки
Для того, чтобы разобраться в этой технологии необходимо четко понимать, что такое плазма.
Плазма – это особое агрегатное состояние вещества, представляющее собой ионизированный газ, который состоит из положительно заряженных электронов.
В технологическом плане сварка с помощью плазмы выглядит следующим образом. Для того, чтобы узко направить данное вещество на металл и параллельно максимально разогреть его используется два процесса: чрезвычайный разогрев дуги и принудительное вдувание газа.
Дуга разогревается до предельной температуры, что в свою очередь нагревает поток плазмы. Одновременно с этим, на дугу подается газ под высоким давлением, увеличивающийся в 50-70 раз. Энергия расширяющегося газа дополняется тепловой энергией, что усиливает плазму, делая ее крайне мощным источником энергии.
Для образования устойчивого плазменного потока используют либо чистый аргон, либо аргон с небольшими добавками гелия. В качестве защитного газа, отделяющего зону сварки от атмосферы, используют все тот-же аргон. Материалом для электрода служит вольфрам с торием или медью.
В зависимости от силы электрического тока подаваемого на дугу плазмотрона, сварка подразделяется на следующие виды:
- Небольшие токи (до 25 Ампер).
Наиболее распространенный вид плазменной сварки. Столь высокое распространение сварка на малом токе получила за счет того, что она позволяет нагревать лишь локальные участки металла и не повреждать все изделие целиком.
Как правило, дуга на небольшом токе имеет форму цилиндра, и это дает возможность полностью избежать сквозных прожогов стали или металла. Кроме того, с помощью небольших токов можно варить металлы в разных режимах, включая непрерывный и прямой режим с разными видами полярности. К примеру, алюминий можно варить только на малом токе, так как это позволяет разрушать оксидную пленку этого металла. - Средние токи (до 150 Ампер).
Подобный вид сварочных работ очень похож на сварку аргоном, но в отличии от нее характеризуется повышенной мощностью и точечной направленностью. Фактически, именно средние токи используют все преимущества, которые предоставляет раскаленная плазма.
Ток средней мощности гарантирует достаточно глубокое и узкое расплавление металла, без повреждения незапланированных участков детали. В случае необходимости, ток средней мощности позволяет не только сваривать металлы и стали, но и резать их, а также прорезать необходимые отверстия. - Высокие токи (свыше 150 Ампер).
Ток такой силы образует очень широкую дугу, с помощью которой происходит сквозное проплавление заготовки. Подобный вид сварки весьма специфичен, ведь в процессе деталь или заготовку фактически разрезают, а потом сваривают вновь.
С помощью высоких токов принято сваривать особо прочные стали, такие как титан, легированные стали и сплавы с большим содержанием алюминия. В большинстве случае, такая сварка используется в промышленности, когда необходима высокая производительность труда.
Сварка плазменной дугой прямого действия
Технологически сварка с помощью раскаленной плазмы может быть осуществлена двумя способами.
Первый способ – это прямое воздействие дуги на деталь, так называемый метод прямого действия. В этом случае, высокотемпературная дуга возникает непосредственно между электродом и материалом из которого изготовлена деталь.
Второй способ – косвенное воздействие дуги на деталь (метод непрямого воздействия). В этом случае, дуга находится между электродом и соплом сварочного аппарата.
Первый вариант получил более широкое распространение, так как с его помощью можно и сваривать твердые материалы, и резать их.
Основные преимущества плазменной сварки
Имеется несколько основных преимуществ, которые и сделали данную процедуру очень популярной и распространенной по всему миру. Причем преимущества настолько значительные, то сварка при помощи плазмы практически полностью вытеснили некоторые другие виды сварочных работ.
- Высокая скорость резки металлов и сплавов.
Достаточно сказать, что металл толщиной в 200 миллиметров узконаправленный поток плазмы разрежет в 3-4 раза быстрее, чем устаревшая газовая сварка. - Универсальность.
С помощью качественного сварочного оборудования можно варить абсолютно все виды металлов, включая алюминиевые и медные сплавы, а также чугун и титан. - Высокая точность резки и сварки.
Шов получается настолько точным и аккуратным, что практически не требует дополнительной обработки. Если речь идет о массовом производстве деталей, то дальнейшей обработки не происходит вовсе. - Нет необходимости в дополнительных материалах.
Используя данный вид сварки нет необходимости в применении аргона, кислорода или ацетилена. Более того, не нужно даже подготавливать металл перед операцией. Резать или сваривать можно даже грязную поверхность или изделие, покрытое ржавчиной. - Абсолютная сохранность деталей.
Поскольку плазменная дуга узко направлена не происходит нагрева всей детали, то она не деформируется и не меняет своих форм. Не придется даже перекрашивать изделие целиком, так как краска останется неповрежденной. - Полная безопасность работ.
Во время сварочных работ не используются баллоны с газом или другие взрывчатые вещества. Все это делает процедуру не только безопасной, но и экологически чистой.
Видео
Предлагаем посмотреть небольшой ролик, который демонстрирует автоматическую плазменную сварку, обратите внимание на качество сварного шва:
Ручная дуговая плазменная сварка
Ручная плазменная сварка – наиболее простая разновидность сварочного процесса. Вся работа проводится вручную, без применения автоматизированных средств. Сварщик самостоятельно выбирает и силу тока, и температурный режим, и электрод. Естественно, что качество работы зависит от опыта сварщика и от качества плазменного генератора.
Конечно-же, данный вид работы имеет свои достоинства и недостатки. К преимуществам ручного вида работы можно отнести:
- Возможность работы в любом положении (вертикальном или горизонтальном).
- Возможность работы на ограниченном пространстве, куда невозможно поместить автоматический аппарат.
- Легкий переход от одного свариваемого материала к другому. Достаточно сменить режим работы и электрод.
- Простота и доступность используемого оборудования.
Однако, имеются и недостатки:
- Низкая скорость работы (особенно по сравнению с автоматическими линиями).
- Уровень сварки целиком и полностью зависит от опыта и умений сварщика.
- Достаточно вредные условия работы.
Видео
В следующем ролике демонстрируется ручная сварка плазмой, точечная и шовная:
Плазменно-дуговая наплавка
Данный процесс представляет собой нанесения покрытия на изделие с отличной плотностью и в несколько слоев. При этом, толщина покрытия составит всего лишь несколько миллиметров. Таким образом, удается получать детали с отличными защитными характеристиками и отменной коррозийной стойкостью. Кроме того, с помощью дуговой наплавки можно восстанавливать износ изделий и придавать им новые свойства.
Можно ли своими руками?
Конечно можно! Несмотря на то, что самодельный сварочный аппарат будет не столь качественным и универсальным, как заводской, создать его самостоятельно все-же можно.
Простейший плазменный генератор состоит из следующих деталей:
• Источник тока.
• Плазмотрон.
• Баллон (или компрессор) необходимый для подачи газа.
Имея три эти устройства и правильно рассчитанную электрическую схему можно собрать свой собственный сварочный аппарат. Эта работа не такая простая, как может показаться на первый взгляд, но справится с ней самостоятельно можно.
Это же относится к сварочным работам своими руками. Варить самостоятельно не сложно, главное регулярно практиковаться и не боятся браться за работу, какой бы сложной она не казалась.
plazmen.ru