Плавильные электропечи
Прямоугольные электрические печиСовременные прямоугольные электрические печи позволяют расплавлять медно-никелевые руды и концентраты. При этом объемы должны быть изготовлены строго в соответствии с указанными стандартами качества и безопасности.
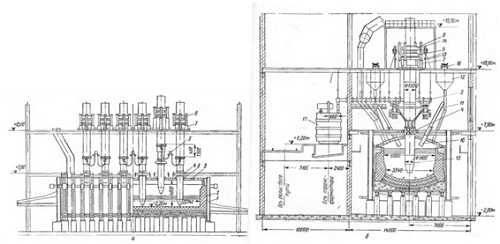
Рис. 1 – Прямоугольная электропечь для плавки медно-никелевых руд и концентратов:
а – продольный разрез; б – поперечный разрез; 1 – каркас печи; 2- футероква; 3 – свод; 4 – контактные щеки; 5 – шинопакет; 6 – околоэлектродное уплотнение; 7 – гидроподъемник электрода; 8 и 9 – верхнее и нижнее кольца пружинно- гидравлического устройства для перепуска электродов; 10 – телескопичная течка; 11 – загрузочный рукав; 12 – бункер; 13 и 14 – концевые ограничители; 15 – электрод; 16 – реверсивный транспорт; 17 – печной трансформатор.
Технологические характеристики
Электрические печи обладают фундаментом, подиной, стенами, кожухом и элементами крепления. Фундамент изготавливается из железобетонной смеси. Специальные столбы или ленты обладают площадью от ста до двухсот квадратных метров. На эти столбы укладываются металлические балки вместе со стальными плитами, которые будут поддерживать подин печи. Благодаря такому устройству, обеспечивается охлаждение пода электрической печи при помощи холодного воздуха, который будет двигаться в нижней части оборудования. Так же можно легко наблюдать за состоянием подины.
Толщина подина печи должна составлять около одного метра. В нем имеются три или четыре магнезитового и хромомагнезитового кирпича, который выкладывается обратным сводом на верхней стороне посыпки. Редко, но подин печи может выкладываться из блоков угольного типа.
Стены печи крепко опираются на подину. На нижней части материалом изготовления служит магнезитовый или хромомагнезитовый кирпич. В верхней части необходим магнезит или шамотный кирпич. Толщина этих стен меняется в зависимости от уровня, внизу от 750 до 920 миллиметров, а наверху от 600 до 700 миллиметров. Некоторые части стен могут кессонировать, чтобы увеличить прочность и надежность. Что касается свода, то она арочного типа, состоит из шамотного кирпича или бетона. Толщина может колебаться от трехсот до четырехсот миллиметров.
Загрузочные составляющие делаются из чугуна и стали, которые соединяют отверстия в своде с бункерами. Такие элементы распределяются по всей длине электрической печи и составляют несколько параллельных рядов.
Как проходит процесс?
В специальные желоба через отверстия заливают жидкий оборотный шлак. А выпуск осуществляется через шпуровые дырки, находящиеся в торцевой стороне.
Газы, которые образовались во время процесса, отводятся из пространства печи в газоотводные отверстия.
Ток подается от трансформатора печи к электродам. Процесс происходит при помощи электрозажимов и водоохладительных трубок.
Электрическая печь круглого поворотного типа
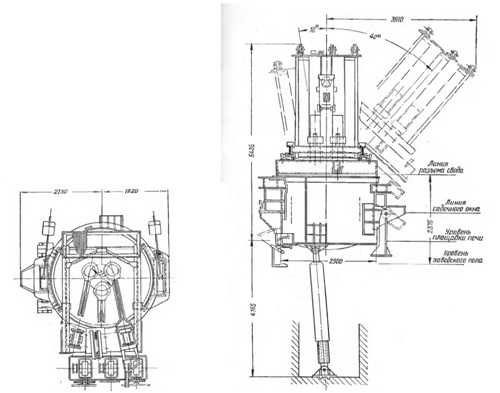
Рис. 2 – Круглая поворотная дуговая электропечь для плавки металлов
Круглая поворотная электрическая печь применяется для расплавления металлов. Их используют не так часто как прямоугольные виды. Возможна переработка следующих металлов: никеля, олова, меди, стали, кобальта и других.
Круглые поворотные электрические печи работают по дуговому режиму, во время которого дуга остается открытой.
Устройство печи позволяет расплавлять смеси металлов качественно, надежно и безопасно. Во время производства соблюдаются все технологические нормы, государственные стандарты и условия хранения. Поэтому долгий срок эксплуатации изделия гарантировано.
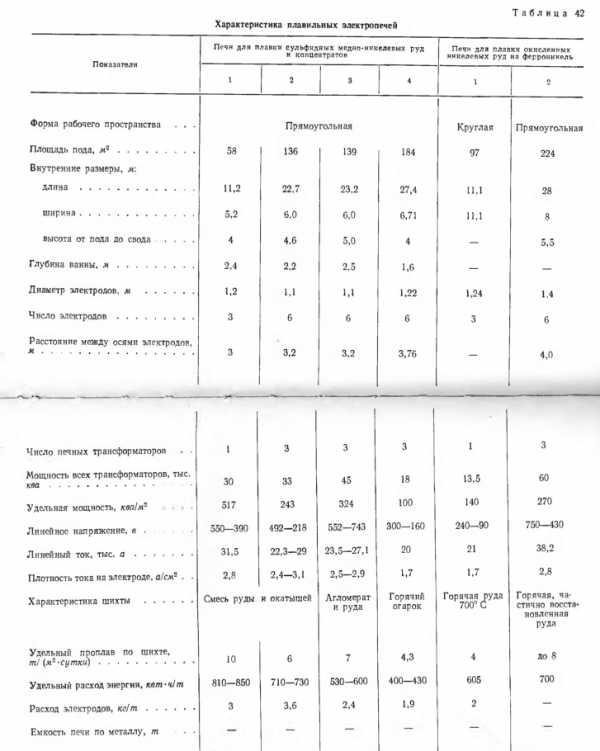
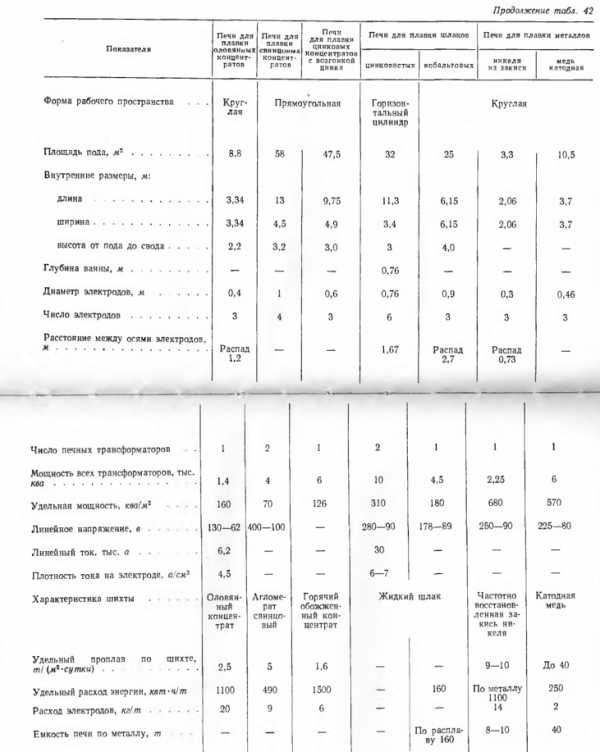
Характеристика плавильных электропечей
| Показатели | Печи для плавки сульфидных медно-никелевых руд и концентратов | Печи для плавки окисленных никелевых руд на ферроникель | Печи для плавки оловянных концентратов | Печи для плавки свинцовых концентратов | Печи для плавки цинковых концентратов с возгонкой цинка | Печи для плавки шлаков | Печи для плавки металлов | ||||||
| 1 | 2 | 3 | 4 | 1 | 2 | цинковистых | кобальтовых | Никеля из закиси | Медь катодная | ||||
| Форма рабочего пространства | Прямоугольная | Круглая | Прямоугольная | Круглая | Прямоугольная | Горизонтально-цилиндрическая | Круглая | ||||||
| Площадь пода, м2 | 58 | 136 | 139 | 184 | 97 | 224 | 8,8 | 58 | 47,5 | 32 | 25 | 3,3 | 10,5 |
| Внутренние размеры, м: | |||||||||||||
| длина | 11,2 | 22,7 | 23,2 | 27,4 | 11,1 | 28 | 3,34 | 13 | 9,75 | 32 | 6,15 | 2,06 | 3,7 |
| ширина | 5,2 | 6,0 | 6,0 | 6,71 | 11,1 | 8 | 3,34 | 4,5 | 4,9 | 11,3 | 6,15 | 2,06 | 3,7 |
| высота от пода до свода | |||||||||||||
| 4 | 4,6 | 5,0 | 4 | — | 5,5 | 2,2 | 3,2 | 3,0 | 3,4 | 4,0 | — | — | |
| Глубина ванны, м | 2,4 | 2,2 | 2,5 | 1,6 | — | — | — | — | 0,76 | — | — | — | — |
| Диаметр электродов, м | 1,2 | 1,1 | 1,1 | 1,22 | 1,24 | 1,4 | 0,4 | 1 | 0,6 | 0,76 | 0,9 | 0,3 | 0,46 |
| Число электродов | 3 | 6 | 6 | 6 | 3 | 6 | 3 | 4 | 3 | 6 | 3 | 3 | 3 |
| Расстояние между осями электродов, м | 3 | 3,2 | 3,2 | 3,76 | — | 4,0 | Распад 1,2 | — | — | 1,67 | Распад 2,7 | Распад 0,73 | — |
| Число печных трансформаторов | 1 | 3 | 3 | 3 | 1 | 3 | 1 | 2 | 1 | 2 | 1 | 1 | 1 |
| Мощность всех трансформаторов, тыс кВА | 30 | 33 | 45 | 18 | 13,5 | 60 | 1,4 | 4 | 6 | 10 | 4,5 | 2,25 | 6 |
| Удельная мощность, кВА/м2 | 517 | 243 | 324 | 100 | 140 | 270 | 160 | 70 | 126 | 310 | 180 | 680 | 570 |
| Линейное напряжение, В | 550-390 | 492-218 | 552-743 | 300-160 | 240-90 | 750-430 | 130-62 | 400-100 | — | 280-90 | 178-89 | 250-90 | 225-80 |
| Линейный ток, тыс А | 31,5 | 22,3-29 | 23,5-27,1 | 20 | 21 | 38,2 | 6,2 | — | — | 30 | — | — | — |
| Плотность тока на электроде, А/см2 | 2,8 | 2,4-3,1 | 2,5-2,9 | 1,7 | 1,7 | 2,8 | 4,5 | — | — | 06.июл | — | — | — |
| Характеристика шихты | Смесь руд и окатышей | Агломерат и руда | Горячий огарок | Горячая руда 700 С | Горячая, частично восстановленная руда | Оловянный концентрат | Агломерат свинцовый | Горячий обожженный концентрат | Жидкий шлак | Частотно восстановленная закись никеля | Катодная медь | ||
| Удельный проплав по шихте, т/(м2*сутки) | 10 | 6 | 7 | 4,3 | 4 | До 8 | 2,5 | 5 | 1,6 | — | — | 09.окт | До 40 |
| Удельный расход энергии, кВт*ч/т | 810-850 | 710-730 | 530-600 | 400-430 | 605 | 700 | 1100 | 490 | 1500 | — | 160 | По металлу 1100 | 250 |
| Расход электродов, кг/т | 3 | 3,6 | 2,4 | 1,9 | 2 | — | 20 | 9 | 6 | — | — | 14 | 2 |
| Емкость печи по металлу, т | — | — | — | — | — | — | — | — | — | — | По расплаву 160 | 08.окт | 40 |
metallplace.ru
Плавильная печь — Minecraft Wiki
Плавильная печь (англ. Blast Furnace) — блок, схожий с печью и коптильней. Используется для переплавки руд и переплавляемых инструментов и брони и является рабочим местом бронника.
Плавильную печь можно добыть исключительно киркой. В противном случае, блок не выпадет.
- ↑ Время для незачарованных инструментов в секундах.
Естественное появление[править | править код]
Плавильная печь появляется в оружейных домах в деревнях.
Создание[править | править код]
Плавление[править | править код]
Функциональность плавильной печи схожа с обычной печью, но при этом она может плавить только руду. При этом скорость переплавки руды у плавильной печи в 2 раза больше, чем у обычной печки, но расход топлива также увеличен в 2 раза. Таким образом, за единицу топлива получается такое же количество предметов, но времени тратится вдвое меньше.
Источник света[править | править код]
Уровень освещения горящих плавильных печей равен 13, как и у обычных печей.
Переименование[править | править код]
По умолчанию в интерфейсе имеется надпись «Плавильная печь», которая может быть изменена, если предварительно переименовать печь на наковальне или изменить тег CustomName командой /data.
Изменение профессии[править | править код]
Если в деревне есть плавильная печь и нет бронника, любой ближайший житель без рабочего места имеет шанс изменить свою профессию на бронника.
Поставить на замок[править | править код]
Плавильная печь может «поставлена на замок», если изменить тег Lock командой /data. Если тег Lock не пуст, плавильная печь может быть открыта, только если игрок держит предмет с тем же названием, которое указано в теге Lock. Например, чтобы поставить на замок плавильную печь на координатах (0,64,0) так, чтобы её можно было открыть, если игрок держит в руке предмет, названный «Ключ от плавильной печи», нужно ввести команду /data merge block 0 64 0 {Lock:"Ключ от плавильной печи"}.
| Официальный выпуск Java Edition | |||||
|---|---|---|---|---|---|
| 1.14 | 18w44a | Добавлены плавильные печи. Доступны только в Творческом инвентаре. Интерфейс плавильной печи доступен только в режиме Наблюдения. | |||
| 18w48a | Плавильные печи появляются в деревнях, расположенных на равнинах. | ||||
| 18w50a | Плавильные печи теперь полностью функциональны и их можно крафтить. | ||||
| 19w03a | Добавлены звуки для плавильной печи. | ||||
| 19w11a | Теперь жители используют её как рабочее место. | ||||
| Официальный выпуск Bedrock Edition | |||||
| 1.9 | beta 1.9.0.2 | Добавлены плавильные печи в экспериментальный геймплей. | |||
| 1.10 | beta 1.10.0.3 | Добавлен рецепт крафта плавильной печи. | |||
| Теперь плавильные печи генерируются в новых домах деревенских бронников. | |||||
| 1.11 | beta 1.11.0.1 | Плавильные печи теперь полностью функциональны. | |||
| PlayStation 4 Edition | |||||
| 1.91 | Плавильная печь добавлена в игру. | ||||
Вопросы, касающиеся «Плавильная печь», ведутся в хранилище отчётов об ошибках. Отчёты о проблемах следует оставлять там.
minecraft-ru.gamepedia.com
4.5. Плавильные электропечи сопротивления
Плавильные электропечи сопротивления (ЭПС) предназначены для плавления легкоплавких металлов (олова, свинца, цинка и различных сплавов на их основе) и других материалов с температурой плавления 400 — 500°С. Из металлов с большей температурой плавления в таких ЭПС плавятся алюминий, магний и сплавы на их основе. Применение ЭПС для плавки алюминия и его сплавов позволяет лучше по сравнению с пламенными и индукционными печами того же назначения проводить процессы рафинирования. Поэтому эти ЭПС получили наибольшее распространение при производстве высококачественных алюминиевых отливок.
К преимуществам плавильных ЭПС следует отнести также сравнительную простоту конструкции.
Основными недостатками электропечей подобного типа следует считать низкую производительность в связи с повышенной длительностью плавки, невысокую стойкость нагревательных элементов и футеровки.
По основному конструктивному признаку плавильные ЭПС классифицируются на тигельные и камерные (или ванного типа).
Тигельные ЭПС представляют собой футерованную камеру, внутри которой расположен металлический тигель (рис. 4.42).
| |
Рис. 4.42. Тигельная плавильная электропечь: 1 — кожух; 2 — футеровка; 3 — механизм подъема; 4 – нагреватель; 5 — тигель; 6 — механизм наклона; 7- крышка | |
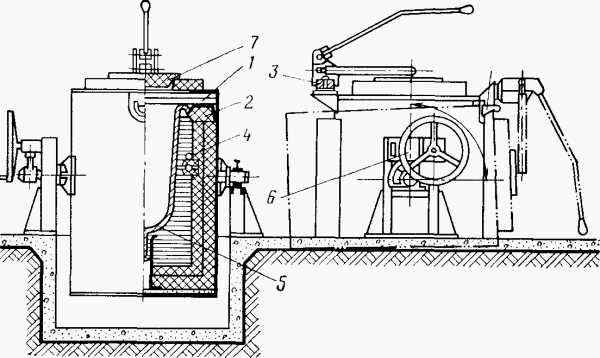
Чаще всего тигель выполняется из литого чугуна, внутренняя поверхность которого может покрываться обмазкой, препятствующей загрязнению расплавляемого алюминия и увеличивающей срок службы тигля. Стремление сократить площадь соприкосновения расплавленного металла с воздухом, т. е. уменьшить окисление металла, обусловливает форму тигля, при которой его высота существенно больше диаметра.
Удельный расход электроэнергии на плавление алюминия в тигельных печах составляет 700 — 750 кВт ч/кг при КПД 50 — 55 %.
Тигельные ЭПС снабжены механизмом наклона, что позволяет упростить разлив металла в литейные формы.
Камерные или ванные плавильные ЭПС, как правило, значительно больше по объему расплава металла, чем тигельные.
В некоторых случаях применение ванных ЭПС диктуется технологической необходимостью. В частности, при переплавке алюминия плоская форма ванны способствует удалению газов из расплавленного металла.
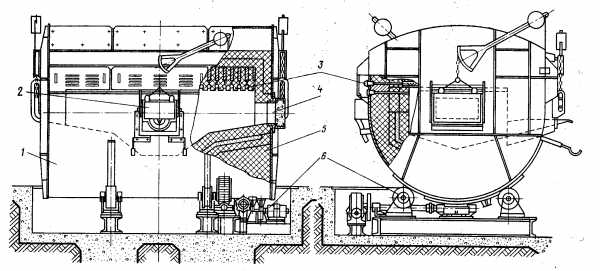
Небольшие ванные ЭПС с массой расплавленного металла до 250 кг могут быть неподвижны, и расплавленный металл вычерпывается из них. Более крупные снабжены, как и тигельные, механизмами наклона. Схема камерной ЭПС с механизмом наклона приведена на рис. 4.43. Как правило, наиболее крупные плавильные ванные ЭПС с массой металла от 1000 до 6000 кг применяют для переплавки алюминия с разливом его в изложницы, их снабжают механизмом наклона.
Рабочее пространство мелких ванных ЭПС ограничено либо стенками ванны, выполненной из литого чугуна или иного жаростойкого металла, либо внутренней поверхностью футеровки, выполненной из магнезитового кирпича.
В камерных ЭПС могут быть предусмотрены форкамеры, под которых представляет собой наклонные, обращенные скатом к ванне плоскости. В форкамеры загружается металл, который по мере расплавления стекает в ванну, а окислы остаются на поду форкамеры.
Удельный расход электроэнергии при плавлении алюминия в ванных ЭПС составляет 600 — 650 кВтч/кг, а КПД таких печей 60 — 65 % .
В плавильных ЭПС применяют внутренний и внешний обогревы. При внутреннем обогреве в расплавляемом металле располагаются трубчатые нагреватели (ТЭНы). Для предотвращения разъедания нагревателей они обычно заливаются в чугун. Коэффициент полезного действия плавильных ЭПС с внутренним обогревом выше, чем при внешнем обогреве, они более компактны. Однако применение внутреннего обогрева ограничено по температуре 500 — 550°С.
|
Рис. 4.43. Камерная плавильная электропечь с механизмом наклона: 1 – кожух; 2 – сливное окно; 3 – нагреватель; 4 – загрузочное окно; 5 – футеровка; 6 – механизм наклона |
При внешнем обогреве применяют нагреватели открытого типа, изготовленные из хромоникелевых или железохромоалюминиевых сплавов. Максимальная рабочая температура плавильных электропечей с внешним обогревом 800 — 850°С. Нагреватели располагают на внутренней стороне футеровки либо между футеровкой и ванной, либо под сводом. В последнем случае нагрев осуществляют излучением на верхнюю поверхность металла.
Для защиты от брызг расплавленного металла сводовые нагреватели помещают в керамические трубки либо устанавливают в пазах. При серийном и массовом производстве алюминиевых отливок плавильные ЭПС снабжают дозирующими устройствами. Дозирование может быть выполнено с помощью стопора при свободном истечении расплавленного металла или вытеснением его из тигля с помощью механических, пневматических или электромагнитных устройств. На рис. 4.44 приведена схема ЭПС с механическим вытеснением металла. Вытеснитель, закрепленный на движущейся по колонне каретке, опускается в тигель и вытесняет порцию металла.Металл подается к литейной машинепо обогреваемому кожуху,наклон которого можно менять. |
|
Рис. 4.44. Тигельная плавильная электропечь с механическим дозатором вытеснения металла: 1 – желоб; 2 — механический вытеснитель; 3 – тигель; 4 – нагреватель; 5 – футеровка; 6 – кожух |
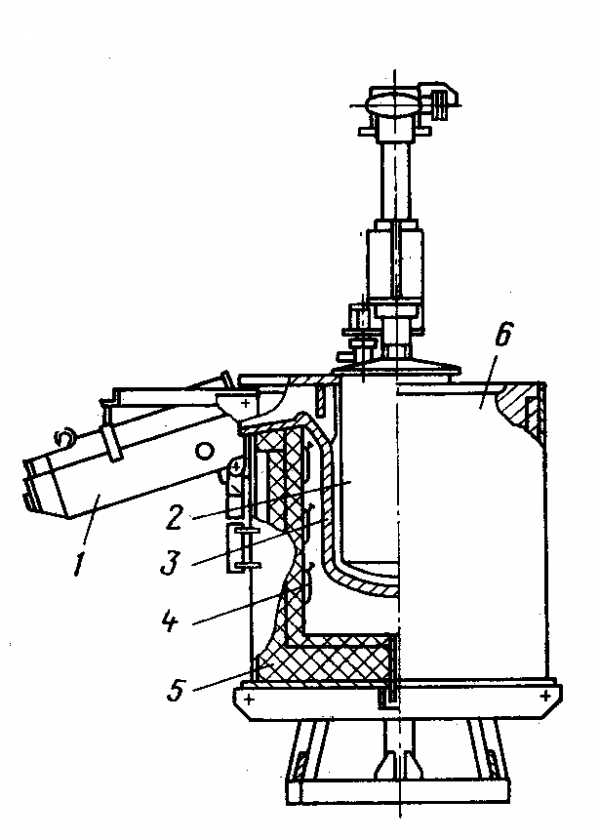
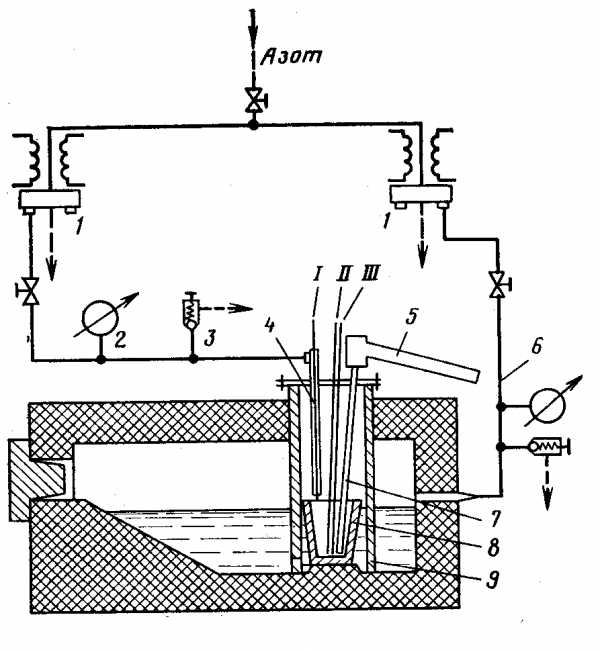
Схема плавильной ЭПС с пневматическим дозатором приведена на рис. 4.45.
Давление напускаемого в печное пространство азота поднимает уровень расплавленного металла в керамической трубке 9.
При заполнении расплавленным металлом тигля 8 замыкаются контакты I и II, что служит сигналом для прекращения подачи азота в печное пространство. После выдавливания порции металла в тигель одновременно подают азот в керамическую трубку и печное пространство. Порция металла через подающую трубку 7 и желоб 5 сливается в литейную машину. Понижение уровня металла в тигле приводит к размыканию контактов II и III и прекращению подачи азота. Для выдавливания следующей порции расплавленного металла цикл работы пневматического дозатора повторяется.
|
Рис. 4.45. Плавильная электропечь с пневматическим дозатором вытеснения металла: 1 – газораспределитель; 2 – манометр; 3 – обратный клапан; 4 – трубка; 5 – желоб; 6 – газопровод; 7 – подающая трубка; 8 – тигель; 9 – керамическая трубка; I, II, III — контакты |
studfiles.net
Дуговые индукционные электропечи и печи сопротивления | Электрические плавильные печи
В таких плавильных печах электрическая энергия превращается в тепловую. Топливо здесь не нужно. Раз нет топлива, не нужен и подвод дутья, не нужны вентиляторы или воздуходувки. В электропечах отсутствуют процессы горения топлива, не образуются продукты горения (дым), не нужны дымовые трубы.
В литейном производстве для плавки чугуна и стали применяют электрические печи двух видов: дуговые и индукционные.
В дуговых электропечах теплота выделяется за счет электрической дуги (открытой русским профессором В. В. Петровым еще в 1802 году).
Ток большой силы и низкого напряжения пропускается через два или три электрода так, что между концами электродов вспыхивает электрическая дуга. В центре дуги возникает очень высокая температура — до 3000° С. Дуга может гореть над металлом, нагревая его сверху, или пропускаться через металл. В такой печи можно расплавить и перегреть не только чугун, но и сталь. В металл дуговых печей можно смело вводить даже самые тугоплавкие добавки, не опасаясь того, что они не расплавятся.
Сама по себе электропечь (рис. 7) по конструкции не намного сложнее вагранки, но для дуговых печей требуются трансформаторы для понижения напряжения тока и увеличения его силы. Нужны гибкие кабели, электроды, электрододержатели, механизмы подъема электродов, механизмы регулировки их положения.
Дуговые печи более сложны в эксплуатации, на их строительство требуется значительно больше капитальных затрат, а выплавленный в них чугун оказывается более дорогим, чем ваграночный.
Рис. 7. Схема устройства дуговой электропечи для плавки чугуна и стали:
1 — футеровка пода кирпичом; 2 —летка для выпуска жидкого металла; 3 — шихтовые материалы; 4 — кожух печи; 5 — задняя стенка; 6 — свод печи; 7 — гибкие кабели для подвода тока; 8— электрододержатели; 9 — электроды; 10 — рабочее окно; 11— механизм наклона печи; 12 — подина
Рис. 8. Индукционная плавильная печь тигельного типа и последовательность операций при плавке:
1 — образование вихревых токов в металле; 2 — скачивание шлака; 3— выпуск металла в ковш; 4 — слив остатков после выпуска металла
Другой вид электропечей для плавки чугуна, стали и цветных сплавов, — индукционные электропечи (рис. 8). В них тоже электрическая энергия превращается в тепловую, но иным путем.
Индукционная печь — это своего рода трансформатор, имеющий первичную и вторичную обмотки. Если по первичной обмотке пропускать электрический ток, то вокруг нее образуется электромагнитное поле, которое возбуждает (индуктирует) вихревые токи во вторичной обмотке. Если в электромагнитное поле вместо вторичной обмотки поместить тигель с загруженным в него металлом, то вихревые токи будут возникать в металле. Чем больше сопротивление прохождению электрического тока в тигле, тем больше электрическая энергия будет превращаться в тепловую. Чем больше частота тока, тем легче происходит это превращение.
Индукционные печи проще дуговых, но для них требуется дорогое электрооборудование. На рис. 9 приведена схема устройства индукционной печи канального типа. Здесь вихревые токи возникают не во всем объеме печи, а только в каналах под подом.
Главные достоинства индукционных печей: легкость управления, возможность достичь высокой температуры, быстрый нагрев, равномерность температуры металла во всем объеме.
Большим преимуществом индукционных печей является и то, что они не выбрасывают в атмосферу пыль и газы. Санитарные условия их обслуживания более благоприятны. Такие печи могут работать в жилых районах, не причиняя вреда окружающей среде.
Однако производительность индукционных печей пока меньше, чем вагранок. Работают они прерывисто. Металл из них выдается по окончании каждой плавки. Вагранки же практически выдают металл непрерывно, что очень важно для современных автоматических формовочных линий.
При плавке цветных металлов такая высокая температура, как для чугуна и стали, не нужна. Для плавки олова, цинка, свинца, магния и алюминия наряду с дуговыми печати нередко используют электропечи иного типа — печи сопротивления. В них также электрическая энергия превращается в тепловую, но другим путем. В электрическую цепь включают металлическую спираль или пластины с низкой электрической проводимостью. Большое сопротивление прохождению электрического тока вызывает нагрев спиралей или пластин. Этот метод хорошо знаком всем по бытовым электроплиткам, электрочайникам и электроутюгам. Но в печах сопротивления применяют не тонкие нихромовые спирали, а довольно толстые пластины из того же нихрома. Плавка в таких печах обходится дешевле, но пластины довольно часто выходят из строя и требуют замены.
Рис. 9. Индукционная плавильная печь канального типа:
1 — верхняя часть печи; 2 — нижняя часть печи: 3 — магнитная система печи; 4 — первичная обмотка трансформатора; 5 — канал с жидким металлом; 6 — защитный водоохлаждаемый экран; 7 — механизм подъема крышки
www.stroitelstvo-new.ru
Плавильные электропечи для плавки медно-никелевых руд и концентратов
Конструкция современной прямоугольной электрической печи для плавки медно-никелевых руд и концентратов показана на рис. 221.
Электропечь состоит из фундамента, подины, стен, свода, кожуха и крепления, устройств для загрузки шихты и выпуска продуктов плавки, электродного устройства.
Фундамент электропечи железобетонный, выполняется в виде отдельных столбов или лент, располагающихся на площади 100— 200 м2.
На столбы или ленты укладывают металлические балки и стальные плиты, поддерживающие подину печи. Такое устройство фундамента обеспечивает охлаждение пода электропечей воздухом, свободно движущимся под печью, а также возможность наблюдения за состоянием подины.
Подина электропечи имеет толщину 900-1200 мм и обычно состоит из 3—4 рядов магнезитового или хромомагнезитового и шамотного кирпича, выложенного обратными сводами на огнеупорной подсыпке или бетонной подливке. Иногда подину печей выкладывают из угольных блоков.
Стены опираются на подину, их выкладывают в нижней части на уровне ванны из магнезитового или хромомагнезитового кирпича, а в верхней части выше уровня ванны магнезит иногда заменяют шамотным кирпичом. Толщина стен на уровне ванны 750—920 мм, а на уровне свода 600—700 мм. Стены электропечей на уровне шлака для повышения их стойкости кессонируют. Свод электропечей арочный из шамотного кирпича или огнеупорного бетона толщиной 300—400 мм.
Крепление электропечи состоит из железного кожуха, выполненного из листов и плит и охватывающего стены и подину, пятовых балок, поддерживающих арочный свод, и вертикальных колонн из двутавровых балок. Колонны стянуты верхними и нижними тягами, проходящими над сводом и под подиной.
Загрузочные устройства выполняют из чугунных или стальных труб, соединяющих отверстия в своде с бункерами, расположенными над печью. Загрузочные отверстия в своде обычно размещают по всей длине печи в несколько параллельных рядов — вдоль стенок и между стенками и электродами.
Жидкий оборотный шлак заливают по специальным желобам через отверстия в своде или торцовых стенках. Выпускают шлак и штейн обычно через шпуровые отверстия в торцовых стенах.
Образующиеся газы отводятся из печного пространства по нескольким круглым газоходам через отверстия в своде.
Электродное устройство представлено 3 или 6 набивными самообжигагощимнся угольными электродами диаметром 800—1400 мм, подвешенными при помощи тросов на подъемных электрических лебедках или закрепленных на рамах гидроподъемников, управляемых автоматическими регуляторами. Набивной электрод состоит из стального кожуха толщиной 1,5—2 мм, периодически заполняемого электродной массой, которая спекается и затвердевает по мере опускания электрода.
Электрический ток от печного трансформатора подается к электроду через электродозажим по гибким медным шинам и медным водоохлаждаемым трубкам, питающим водой щеки электродозажима.
Круглые электропечи менее распространены для рудной электроплавки в цветной металлургии, чем прямоугольные, хотя известны случаи их применения для переработки окисленных никелевых руд, оловянных концентратов и кобальтовых шлаков. Наибольшее применение круглые электропечи типа, показанного на рис. 222, нашли для плавки металлов — меди, никеля, стали и др. Круглые электропечи для плавки металлов отличаются от рудоплавильных значительно меньшими размерами, механизмом для наклона печей, применением графитовых и угольных обожженных электродов, кладкой свода из динаса или магнезита.
Эти печи работают в основном по дуговому режиму с открытой электрической дугой. Характеристика некоторых плавильных электропечей заводов цветной металлургии приведена в табл. 42.
metallurgy.zp.ua
Электропечи плавильные | ТехноТерм
Электропечи плавильные
Плавильные раздаточные электропечи СШО предназначены для плавки и выдержки расплавов алюминия, бронзы и выпускаются в трех модификациях соответственно:
- для плавки алюминия, до 1050°С;
- для плавки бронзы, до 1250°С.
Печи удовлетворяют таким требованиям как:
- сохранение качества расплава,
- малые потери расплавляемого материала,
- эффективное использование электроэнергии,
- низкий уровень теплового и шумового воздействия на оператора в процессе работы,
- удобство при обслуживании и ремонте.
Благодаря качественной футеровке с применением специальной комбинации из плотных огнеупорных материалов и плит из керамических волокон достигается хорошая теплоизоляция и низкие потери на аккумуляцию в футеровке. Это обеспечивает быстрый разогрев и эффективную работу печи.
Электропечь СШО 60/12-Т снабжена поворотной крышкой, а печь СШОЛ 10/10-Т — откидывающейся. Крышки футеруются легковесными материалами и плотно прикрывают загрузочные отверстия, что уменьшает потери тепла в процессе плавки. В конструкции пода печей предусмотрена износостойкая опорная подложка для установки тиглей. Свободное теплоизлучение нагревательных элементов, навитых на керамические трубки и расположенных с четырех сторон рабочей камеры, обеспечивает равномерный нагрев тигля, что увеличивает срок его службы.
Плавка алюминия в электропечи СШО 10/10-Т производится в графитосодержащем невыемном тигле АС-30, вмещающем 10 кг расплава, а его раздача осуществляется вычерпыванием с помощью разливочного ковша. Плавку бронзы в электропечи СШО 60/12-Т производят в тигле АС-50, вмещающем 50 кг расплава, а его раздача может проводиться как вычерпыванием, так и непосредственной разливкой из тигля, который может быть вынут из печи.
Контроль и регулирование температуры осуществляется с помощью электронных блоков управления с цифровой индикацией температуры. Блок управления электропечи СШО 10/10-Т монтирован в корпусе, как часть общей конструкции. Печи СШО 60/12-Т комплектуются блоками управления, выполненными в виде отдельного модуля, который крепится к стене производственного помещения. Поэтому при заказе необходимо дополнительно указывать желаемую длину соединительного кабеля.
 |  |
| СШО 60/12-Т | СШО 10/10-Т |
Стандартное исполнение
- Надежные огнеупорные графитосодержащие тигли для плавки алюминия и бронзы.
- Четырехсторонний обогрев тиглей с боковых стен печи.
- Свободно излучающие нагревательные элементы из толстой проволоки типа «Еврофехраль GS 23-5» на горизонтальных керамических трубах.
- Компактный тиристорный источник питания, работающий в режиме широтно-импульсной модуляции с микропроцессорными регуляторами серии ТР-444.
- Отключение питания печи при открывании двери и защита от превышения температуры, обрыва датчика и т.д
- Окраска корпуса печи термоустойчивой порошковой краской RAL 7032
Дополнительное оснащение
- Запасные спиральные нагреватели и керамические трубки.
- Запасные огнеупорные графитосодержащие тигли.
Технические характеристики электропечей плавильных
| Модель печи | Испол- нение | Масса загрузки, кг | Температура, °C | Мощность, кВт | Напряжение, В | Тип тигля | Габариты печи Ш×Д×В, мм | Вес, кг | Тип регулятора |
|---|---|---|---|---|---|---|---|---|---|
СШО 10/10-Т | 29 | 10 (Алюминий) | 1050 | 6,0 | 220 | АС 30 | 750×800×1050 | 110 | ТР-444/ПТ-200 |
СШО 60/12-Т | 40 | 50 (Бронза) | 1250 | 21,0 | 380 | АС 50 | 900×900×1350 | 280 | ТР-444/ПТ-200 |
tehnoterm.ru
Электропечи плавильные | ООО «ЭВТ» Вакуумные электропечи
Электропечи плавильные
Плавильные раздаточные электропечи СШО предназначены для плавки и выдержки расплавов алюминия, бронзы и выпускаются в трех модификациях соответственно:
- для плавки алюминия, до 1050°С;
- для плавки бронзы, до 1250°С.
Печи удовлетворяют таким требованиям как:
- сохранение качества расплава,
- малые потери расплавляемого материала,
- эффективное использование электроэнергии,
- низкий уровень теплового и шумового воздействия на оператора в процессе работы,
- удобство при обслуживании и ремонте.
Благодаря качественной футеровке с применением специальной комбинации из плотных огнеупорных материалов и плит из керамических волокон достигается хорошая теплоизоляция и низкие потери на аккумуляцию в футеровке. Это обеспечивает быстрый разогрев и эффективную работу печи.
Электропечь СШО 60/12-Т снабжена поворотной крышкой, а печь СШОЛ 10/10-Т — откидывающейся. Крышки футеруются легковесными материалами и плотно прикрывают загрузочные отверстия, что уменьшает потери тепла в процессе плавки. В конструкции пода печей предусмотрена износостойкая опорная подложка для установки тиглей. Свободное теплоизлучение нагревательных элементов, навитых на керамические трубки и расположенных с четырех сторон рабочей камеры, обеспечивает равномерный нагрев тигля, что увеличивает срок его службы.
Плавка алюминия в электропечи СШО 10/10-Т производится в графитосодержащем невыемном тигле АС-30, вмещающем 10 кг расплава, а его раздача осуществляется вычерпыванием с помощью разливочного ковша. Плавку бронзы в электропечи СШО 60/12-Т производят в тигле АС-50, вмещающем 50 кг расплава, а его раздача может проводиться как вычерпыванием, так и непосредственной разливкой из тигля, который может быть вынут из печи.
Контроль и регулирование температуры осуществляется с помощью электронных блоков управления с цифровой индикацией температуры. Блок управления электропечи СШО 10/10-Т монтирован в корпусе, как часть общей конструкции. Печи СШО 60/12-Т комплектуются блоками управления, выполненными в виде отдельного модуля, который крепится к стене производственного помещения. Поэтому при заказе необходимо дополнительно указывать желаемую длину соединительного кабеля.
 |  |
| СШО 60/12-Т | СШО 10/10-Т |
Стандартное исполнение
- Надежные огнеупорные графитосодержащие тигли для плавки алюминия и бронзы.
- Четырехсторонний обогрев тиглей с боковых стен печи.
- Свободно излучающие нагревательные элементы из толстой проволоки типа «Еврофехраль GS 23-5» на горизонтальных керамических трубах.
- Компактный тиристорный источник питания, работающий в режиме широтно-импульсной модуляции с микропроцессорными регуляторами серии ТР-444.
- Отключение питания печи при открывании двери и защита от превышения температуры, обрыва датчика и т.д
- Окраска корпуса печи термоустойчивой порошковой краской RAL 7032
Дополнительное оснащение
- Запасные спиральные нагреватели и керамические трубки.
- Запасные огнеупорные графитосодержащие тигли.
Технические характеристики электропечей плавильных
| Модель печи | Испол- нение | Масса загрузки, кг | Темпера- тура, °C | Мощность, кВт | Напря- жение, В | Тип тигля | Габариты печи Ш×Д×В, мм | Вес, кг | Тип регулятора |
|---|---|---|---|---|---|---|---|---|---|
| СШО 10/10-Т | 29 | 10 (Алюминий) | 1050 | 6,0 | 220 | АС 30 | 750×800×1050 | 110 | ТР-444/ПТ-200 |
| СШО 60/12-Т | 40 | 50 (Бронза) | 1250 | 21,0 | 380 | АС 50 | 900×900×1350 | 280 | ТР-444/ПТ-200 |
evt-vak.ru