Индукционные печи для плавки металла
Древние гончары, обжигавшие керамические изделия в горнах, иногда находили на их дне блестящие твердые кусочки с необычными свойствами. С того самого момента, когда они стали задумываться, что это за чудные вещества, как они там появились, а также куда их можно применить с пользой, и родилась металлургия — ремесло и искусство обработки металлов.
А основным инструментом для извлечения из руды новых чрезвычайно полезных материалов стали термоплавильные горны. Конструкции их прошли долгий путь развития: от примитивных одноразовых куполов из глины, разогреваемых дровами до современных электропечей с автоматическим управлением процессом плавления.
Основные виды плавильных печей
В металлоплавильных агрегатах нуждаются не только гиганты черной металлургии, использующие вагранки, домны, мартены и регенераторные конвертеры с выработкой за один цикл в несколько сотен тонн.
В цветной же металлургии и во вторичной переработке — объемы значительно меньшие. А мировые обороты производства редкоземельных металлов и вообще исчисляются несколькими килограммами в год.
Но потребность в плавке металлопродукции возникает не только при ее массовом производстве. Значительный сектор рынка металлообработки занимает литейное производство, где требуются металлоплавильные агрегаты сравнительно небольшой выработки — от нескольких тонн до десятков килограммов. А для штучного ремесленного и декоративно‑прикладного производства и ювелирного дела находят применение плавильные аппараты с выработкой в несколько килограммов.
Все виды металлоплавильных устройств можно поделить по типу источника энергии для них:
- Термические. Теплоноситель — топочный газ либо сильно разогретый воздух.
- Электрические. Используют различные тепловые действия электрического тока:
- Муфельные. Разогрев помещенных в теплоизолированный корпус материалов спиральным ТЭНом.
- Сопротивления. Нагрев образца прохождением через него тока большой величины.
- Дуговые. Используют высокую температуру электрической дуги.
- Индукционные. Плавление металлического сырья внутренним теплом от действия вихревых токов.
- Потоковые. Экзотические плазменные и электронно‑лучевые аппараты.
- Поточная электронно‑лучевая плавильная печь
- Термическая мартеновская печь
- Электро-дуговая печь
При небольших объемах выработки наиболее целесообразным и экономичным оказывается использование электрических, в особенности, индукционных плавильных печей (ИПП).
Устройство индукционных электропечей
Если говорить кратко, то действие их основана на явлении токов Фуко — вихревых индукционных токов в проводнике. В большинстве случаев инженеры‑электротехники борются с ними, как с вредным явлением.
 В индукционно‑плавильной электропечи это явление применяется с пользой. По сути она и представляет собой своеобразный трансформатор, в котором роль короткозамкнутой вторичной обмотки, а в некоторых случаях и сердечника выполняет расплавляемый металлический образец. Именно металлический — нагревать в ней можно только проводящие электричество материалы, диэлектрики же будут оставаться холодными. Роль индуктора — первичной обмотки трансформатора выполняют несколько витков толстой свернутой в катушку медной трубки, по которой циркулирует охлаждающая жидкость.
В индукционно‑плавильной электропечи это явление применяется с пользой. По сути она и представляет собой своеобразный трансформатор, в котором роль короткозамкнутой вторичной обмотки, а в некоторых случаях и сердечника выполняет расплавляемый металлический образец. Именно металлический — нагревать в ней можно только проводящие электричество материалы, диэлектрики же будут оставаться холодными. Роль индуктора — первичной обмотки трансформатора выполняют несколько витков толстой свернутой в катушку медной трубки, по которой циркулирует охлаждающая жидкость.Кстати, на том же принципе действуют ставшие чрезвычайно популярными кухонные варочные поверхности с индукционным высокочастотным нагревом. Положенный на них кусок льда даже не растает, а поставленная металлическая посуда нагреется почти мгновенно.
Особенности конструкции индукционных термопечей
Существует два основных типа ИПП:
- Канальные. Роль вторичного витка высокочастотного трансформатора выполняет кольцевой короткозамкнутый канал с расплавленным металлом. Источником энергии обычно служит переменный ток промышленной частоты, либо 400‑Гц генератор.
Достоинство таких устройств в том, что плавление может выполняться непрерывно с подачей сырья и забором расплавленного материала. Недостаток — сложность начального запуска: требуется предварительное заполнение канала расплавом.Еще одним преимуществом является высокий кпд, так как передача высокочастотного поля производится через имеющий малое рассеяние энергии стальной или ферритовый сердечник.
- Тигельные. Металлическое сырье помещается в термостойкий тигель, находящийся непосредственно внутри рабочей обмотки‑индуктора.
Готовый расплав выливается из тигля, затем в него закладывается следующая порция.
Наиболее эффективным для плавления металлов в этом типе печей оказался диапазон частот от десятков до сотен кГц. Генератор таких частот и является источником энергии для тигельной ИПП.Преимущество такой конструкции — высокая скорость нагрева и плавления, т. к. потери тепла в тигле очень малы.
Для обоих видов металлоплавильных агрегатов нет принципиальных различий в типе рабочего сырья: они с успехом плавят и черные и цветные металлы. Необходимо только выбрать соответствующий рабочий режим и тип тигля.
Параметры выбора
Таким образом, основными критериями выбора того или иного вида термопечи являются объемы и непрерывность производства. Для небольшой литейной мастерской, например, в большинстве случаев подойдет тигельная электропечь, а предприятию по переработке вторсырья — канальная.
Кроме того, в числе основных параметром тигельной термопечи — объем одной плавки, исходя из которого и следует выбирать конкретную модель. Немаловажными характеристиками являются также максимальная рабочая мощность и тип тока: однофазный или трехфазный.
Выбор места для монтажа
Размещение индукционной печи в цехе или мастерской должно обеспечивать свободный подход к ней для безопасного выполнения всех технологический операций в процессе плавки:
- загрузки сырья;
- манипуляций во время рабочего цикла;
- выгрузки готового расплава.
 Место установки должно быть обеспечено необходимыми электрическими сетями с требуемым рабочим напряжением и количеством фаз, защитным заземлением с возможностью быстрого аварийного отключения агрегата. Также установку нужно обеспечить подводом воды для охлаждения.
Место установки должно быть обеспечено необходимыми электрическими сетями с требуемым рабочим напряжением и количеством фаз, защитным заземлением с возможностью быстрого аварийного отключения агрегата. Также установку нужно обеспечить подводом воды для охлаждения.
Настольные конструкции небольших габаритов должны тем не менее устанавливаться на прочные и надежные индивидуальные основания, не предназначенные для других операций. Напольным аппаратам также необходимо обеспечить прочный укрепленный фундамент.
В районе выгрузки расплава запрещено располагать пожаро‑ и взрывоопасные материалы. Рядом с местом размещения печи необходимо повесить пожарный щит со средствами тушения.
Инструкция по монтажу
Промышленные термоплавильные агрегаты — устройства с большим энергопотреблением. Их установка и электромонтаж должны проводиться квалифицированными специалистами. Подключение небольших агрегатов с загрузкой до 150 кг может быть выполнено квалифицированным электриком с соблюдением обычных правил монтажа электроустановок.
Например, печь ИПП‑35, мощностью 35 кВт с объемом выработки черных металлов 12 кг, а цветных — до 40 имеет массу 140 кг. Соответственно, установка ее будет заключаться в следующих шагах:
- Выбор подходящего места размещения с прочным основанием для термоплавильного узла и высоковольтного индукционного блока с водяным охлаждением и конденсаторной батареей. Расположение агрегата должно соответствовать всем эксплуатационным требованиям и правилам электро‑ и пожарной безопасности.
- Обеспечение установки линией водоохлаждения. Описываемая электроплавильная печь в комплекте поставки не имеет средств охлаждения, которые нужно приобрести дополнительно. Лучшим решением для нее будет двухконтурная градирня с замкнутым циклом.
- Подключение защитного заземления.
Функционирование любых электроплавильных печей без заземления категорически запрещена.
- Подведению отдельной электрической линии с кабелем, сечение которого обеспечивает соответствующую нагрузку. Силовой щит также должен обеспечивать требуемую нагрузку с запасом по мощности
Для маленьких мастерских и домашнего применения выпускаются мини‑печи, например, УПИ‑60‑2, мощностью 2 кВт с объемом тигля 60 см³ для плавления цветных металлов: меди, латуни, бронзы ~ 0,6 кг, серебра ~ 0,9 кг, золота ~ 1,2 кг. Вес самой установки — 11 кг, габариты — 40х25х25 см. Ее монтаж заключается в размещении на металлическом верстаке, подведении проточного водяного охлаждения и включении в розетку.
Технология использования
Перед началом работы с тигельной электропечью следует обязательно проверить состояние тиглей и футеровки — внутренней защитной теплоизоляции. Если она рассчитана на применение двух видов тиглей: керамических и графитовых, необходимо выбрать по инструкции соответствующий загружаемому материалу.
Обычно керамические тигли используются для черных металлов, графитовые — для цветных.
Порядок работы:
- Тигель вставить внутрь индуктора и, загрузив рабочим материалом, накрыть теплоизоляционной крышкой.
- Включить водяное охлаждение. Многие модели электроплавильных агрегатов не запустятся, если нет необходимого давления воды.
- Процесс плавки в тигельной ИПП начинается с ее включения и выхода на рабочий режим. Если есть регулятор мощности, перед включением установить его в минимальное положение.
- Плавно поднять мощность до рабочей, соответствующей загруженному материалу.
- После расплавления металла мощность снизить до четверти от рабочей для поддержания материала в расплавленном состоянии.
- Перед разливом убрать регулятор до минимума.
- По окончании плавки — обесточить установку. Водяное охлаждение отключить после ее остывания.
Все время плавки агрегат должен находиться под наблюдением. Любые манипуляции с тиглями нужно производить с помощью щипцов и в защитных рукавицах. В случае возгорания установку следует немедленно обесточить и сбить пламя брезентом либо затушить любым огнетушителем, кроме кислотного. Заливать же водой категорически запрещено.
Преимущества индукционных печей
- Высокая чистота получаемого расплава. В других типах металлоплавильных термопечей обычно имеется прямой контакт теплоносителя с материалом, и, как следствие, — загрязнение последнего. В ИПП нагрев производится поглощением внутренней структурой проводящих материалов электромагнитного поля индуктора. Поэтому такие печи идеальны для ювелирных производств.
Для термических печей главной проблемой является уменьшение содержания в расплавах черных металлов фосфора и серы, ухудшающих их качество.
- Высокий кпд индукционно‑плавильных устройств, доходящий до 98%.
- Большая скорость плавки благодаря нагреву образца изнутри и, как следствие высокая производительность ИПП, особенно для маленьких рабочих объемов до 200 кг.
Разогревание муфельной электропечи с загрузкой 5 кг происходит в течение нескольких часов, ИПП — не более часа.
- Аппараты с загрузкой до 200 кг просты в размещении, монтаже и эксплуатации.
Главный недостаток электроплавильных устройств, и индукционные не являются исключением, — относительная дороговизна электроэнергии как теплоносителя. Но несмотря на это высокий кпд и хорошая производительность ИПП, в значительной мере окупают их в процессе эксплуатации.
В видео представлена индукционная печь во время работы.
www.m-deer.ru
Плавильные печи
Плавильные печи — это специальное оборудование для плавки различных материалов, чаще всего металлов. Нередко в различных сферах производства и в промышленной деятельности необходимым действием является плавление. В основном это плавка различных металлов. Если речь идет не о металлургической промышленности, где плавление металла происходит посредством большой мартеновской печи, тогда наиболее востребованными печами для плавления металлов являются индукционные плавильные печи. Разберемся подробнее, в чем их преимущества, каковы их рабочие характеристики и качества.
Устройство плавильной печи
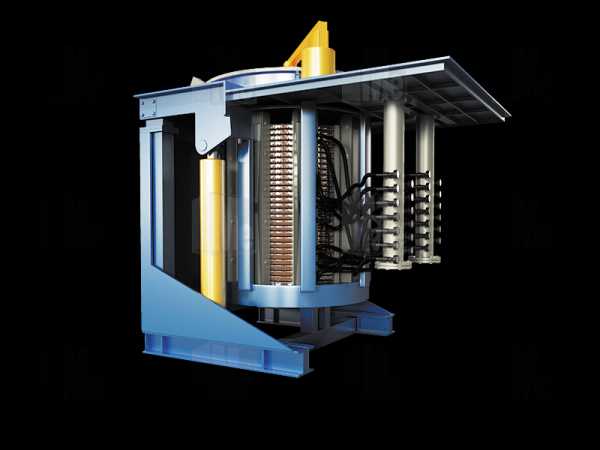
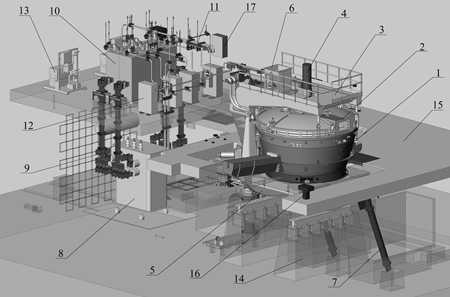
Плавильные печи, которые функционируют посредством индукции, способны плавить такие виды металлов, как сталь, чугун, нержавейка. Преимущество данного вида печей заключаются в том, что плавильные печи, которые работают на индукторах, имеют способность розлива жидкого металла в специальную ковшовую емкость. Эта операция обеспечивается посредством работы гидравлической либо механической системы. А именно специальным подъемником, который работает за счет гидравлики, либо за счет электромеханической системы.
Рассмотрим более детально принцип работы плавильной печи на индукторах. Сама печь осуществляет работу за счет водоохлаждаемых катушечных редукторов, то есть подобно трансформаторной установке. Корпус данной печи выполняется из такого материала как асбоцемент, а именно выкладывается из плит данного материала. Сам индуктор выполняется в виде катушки состоящей из множества витков, которая основана на медной трубке, с прямоугольным сечением.
Посредством возникновения потоков, имеющих вихревой тип, происходит накаливание и плавка металла, который закладывается в специальный тигель, выполненный из графита. В данном тигле и происходит весь плавильный процесс и перемешивание массы металла, которое происходит под действием электродинамических сил.
Плавильные печи — основные характеристики
Весь состав плавильной индукционной печи основан на таких главных элементах, как узел для осуществления плавки, шинопроводов, батареи компенсирующих конденсаторов, и наконец, преобразователя частоты. Электрическая энергия выдается на индукторную установку посредством специальных двух кабелей, которые используются как водоохлаждение. Питание всей конструкции осуществляется посредством работы специального устройства, такого как преобразователь частоты.

Управление печью для плавки металлов может осуществляться двумя способами. А именно механическим способом, либо посредством дистанционного управления. Однако и тот и другой способы должны осуществляться исключительно специалистами высокого уровня. Как и слежение за выполнением всех операций по настройке и наладке оборудования. данный вид плавильных печей является достаточно производительным и высококачественным оборудованием, которое способно выдавать большие объемы готовой продукции.
При выборе плавильной печи следует учитывать такие ее параметры, как размер самого тигель для плавки. Ее производительность, которая измеряется количеством выплавленного металла за один плавильный цикл. Следует заметить, что для печей небольшого и среднего размеров как правило, в оснащении всех элементов печи присутствуют крышки, которыми при плавке накрывается тигель. Тигель должен быть выполнен из очень толстого стройматериала, в противном случае данный элемент просто быстро придет в негодность и выйдет из строя.
Плюсы и минусы использования плавильных печей
Преимущества использования печей именно индукционного способа плавки состоят в том, что данный вид плавки металла, является еще и экономичным. Объясняется это тем, что при накаливании металл выделяет такое количество тепла, которое позволяет нагреть печь быстрее, затрачивая при этом малое количество мощности. Как правило широко распространены печи, с возможностью разогрева до температуры тысяча двести градусов в среднем. В зависимости от модели плавильной печи, данные величины могут быть разными.
promplace.ru
Дуговая плавильная печь.
Схема дуговой печи показана на рис. 3.1.
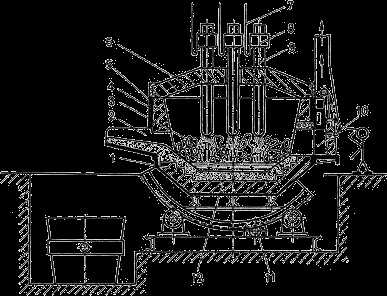
Рис. 3.1. Схема дуговой плавильной печи
Дуговая печь питается трёхфазным переменным током. Имеет три цилиндрических электрода 9из графитизированной массы, закреплённых в электрододержателях8, к которым подводится электрический ток по кабелям7. Между электродом и металлической шихтой3возникает электрическая дуга. Корпус печи имеет форму цилиндра. Снаружи он заключён в прочный стальной кожух4, внутри футерован основным или кислым кирпичом1. Плавильное пространство ограничено стенками5, подиной12и сводом6.Съёмный свод6имеет отверстия для электродов. В стенке корпуса рабочее окно10(для слива шлака, загрузки ферросплавов, взятия проб), закрытое при плавке заслонкой. Готовую сталь выпускают через сливное отверстие со сливным желобом2. Печь опирается на секторы и имеет привод11для наклона в сторону рабочего окна или желоба. Печь загружают при снятом своде.
Вместимость печей составляет 0,5…400 тонн. В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.
В основной дуговой печи осуществляется плавка двух видов:
а) на шихте из легированных отходов (методом переплава),
б) на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходовведут без окисления примесей. После расплавления шихты из металла удаляют серу, наводя основной шлак, при необходимости науглероживают и доводят металл до заданного химического состава. Проводят диффузионное раскисление, подавая на шлак измельченные ферросилиций, алюминий, молотый кокс. Так выплавляют легированные стали из отходов машиностроительных заводов.
Плавку на углеродистой шихтеприменяют для производства конструкционных сталей. В печь загружают шихту: стальной лом, чушковый передельный чугун, электродный бой или кокс, для науглероживания металлов и известь. Опускают электроды, включают ток. Шихта под действием электродов плавится, металл накапливается в подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты и окалины окисляются железо, кремний, фосфор, марганец, частично, углерод. Оксид кальция из извести и оксид железа образуют основной железистый шлак, способствующий удалению фосфора из металла. После нагрева до 1500…15400C загружают руду и известь, проводят период «кипения» металла, происходит дальнейшее окисление углерода. После прекращения кипения удаляют шлак. Затем приступают к удалению серы и раскислению металла заданного химического состава. Раскисление производят осаждением и диффузионным методом. Для определения химического состава металла берут пробы и при необходимости вводят в печь ферросплавы для получения заданного химического состава. Затем выполняют конечное раскисление алюминием и силикокальцием, выпускают сталь в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов.
В дуговых печах выплавляют высококачественные углеродистые стали – конструкционные, инструментальные, жаростойкие и жаропрочные.
studfiles.net
Плавильная печь: как изготовить своими руками
 Плавильная печь — это большое или портативное сооружение, в котором можно расплавить некоторое количество цветного металла. Широко известна индукционная плавильная печь. В производственных условиях для плавки металла в больших количествах устанавливаются в специальных помещениях индукционные плавильные печи значительных размеров. Они плавят металл, из которого отливают множество деталей для мотоциклов, автомашин, тракторов. Чтобы расплавить до 5 кг алюминия, можно построить собственные индукционные плавильные печи, установки на твердом топливе, газовые. Все они работают прекрасно. Как и из чего можно сделать домашнюю плавилку?
Плавильная печь — это большое или портативное сооружение, в котором можно расплавить некоторое количество цветного металла. Широко известна индукционная плавильная печь. В производственных условиях для плавки металла в больших количествах устанавливаются в специальных помещениях индукционные плавильные печи значительных размеров. Они плавят металл, из которого отливают множество деталей для мотоциклов, автомашин, тракторов. Чтобы расплавить до 5 кг алюминия, можно построить собственные индукционные плавильные печи, установки на твердом топливе, газовые. Все они работают прекрасно. Как и из чего можно сделать домашнюю плавилку?
Строим самостоятельно печь для плавки
Установка для плавки металла (рис. 1) собирается из кирпича. Он должен быть огнеупорным. В качестве связующего состава используется шамотная глина. Для топки устройства углем нужен принудительный наддув. Для него в нижней половине агрегата необходимо оставлять специальный канал для доступа воздуха. Под этим каналом размещается колосник. Это специальная чугунная решетка, на которой выкладывается уголь или кокс. Колосник можно использовать от старой печки или приобрести на рынке, в магазине стройхозтоваров. Для прочности некоторые обваривают готовое сооружение металлическим поясом. Кирпич можно класть на ребро.
Печь для плавки не может обойтись без тигля. Вместо него можно использовать чугунный казанок. Его можно поискать в хозяйстве. Хорошо, если он окажется эмалированным. Тигель устанавливается ближе к горящему коксу. Осталось в качестве принудительного поддува поставить вентилятор, зажечь кокс и начать плавку. Печь своими руками готова. Ее можно использовать для плавки чугуна, меди, бронзы, алюминия.
Сооружение настольной печи
Из простых материалов можно соорудить газовые или электрические устройства, которые вполне вмещаются на столе или на верстаке. Для работы потребуются:
- графит;
- слюда;
- плитка из асбеста;
- трансформатор;
- щетки от электромотора;
- стержни от дугоплавильной печи;
- медный провод;
- гвозди;
- плитка из цемента;
- огнеупорный кирпич.
Асбест в последние годы запрещен к домашнему использованию, поэтому его можно заменить плиткой из кафеля или цемента. Размеры зависят от желания хозяина. Большую роль здесь играет мощность электрической сети и выходное напряжение трансформатора. На электроды достаточно подавать напряжение в 25 В. Для промышленного трансформатора, применяющегося на сварных работах, это напряжение обычно равно 50-60 В. В этом случае расстояние между электродами нужно увеличить. Многое делается опытным путем. В результате плавка 60-80 г металла является хорошим результатом.
Электроды лучше сделать из щеток от довольно мощного электрического мотора. У них очень удобный токоподводящий провод. Можно их выточить самостоятельно. Больших проблем с поиском материала быть не должно. В самодельном изделии нужно высверлить сбоку отверстия диаметром 5-6 мм, в них вставить медный многожильный провод, имеющий толщину около 5 мм, забить аккуратно гвоздь для закрепления провода. Останется сделать насечку напильником, она поможет улучшить контакт с графитом в виде порошка. Внутри печь выкладывается слюдой. Это отличный теплоизолятор. Снаружи стенки печи укрепляются плиткой.
Для питания печи можно взять трансформатор, который понижает сетевое напряжение до 52 В . Сетевую обмотку мотают 620 витками провода Ø1 мм. Понижающая обмотка намотана проводом 4,2х2,8 мм, имеющим стекловолоконную изоляцию. Количество витков — 70. Печь к трансформатору подключена проводами сечением 7-8 мм² в хорошей изоляции. Готовую установку нужно включить на некоторое время, чтобы выгорели все органические включения. Печь своими руками собрана.
Плавка металла ведется так:
- с помощью совочка или лопатки насыпают графит и делают в нем лунку;
- в лунку закладывают заготовку материала;
- драгоценные металлы нужно поместить в ампулу из стекла;
- олово и алюминий закладывают в отдельную чашечку из железа;
- для сплавов сначала плавят тугоплавкий, затем легкоплавкий металл.
Нельзя в таких печах плавить магний, цинк, кадмий, контакты из серебра.
Кадмий при плавке выгорает с образованием ядовитого дыма желтого цвета.
При работе с установкой нужно соблюдать технику безопасности:
- Нельзя допускать коротких замыканий в проводах.
- Выключатель сети должен находиться рядом с оператором.
- Нельзя оставлять устройство без присмотра во время работы.
- Рядом обязательно находится емкость, в которую налита вода, в которой остужаются заготовки.
- Для плавки чугуна и других металлов необходимо использовать защитные очки и рукавицы.
При желании можно сделать установки газовые. Они хорошо подойдут для плавки небольших партий цветного металла. Индукционные печи для плавки способны плавить любые металлы. Их можно применять как обычные установки для работы с цветными и драгоценными металлами, как плавильно раздаточные печи на производстве. Они подходят для различных нужд: для нагрева металлов, для изготовления сплавов нескольких металлов, для плавки чугуна.
sdelaypechi.ru
ПЛАВИЛЬНАЯ ПЕЧЬ — это… Что такое ПЛАВИЛЬНАЯ ПЕЧЬ?
- ПЛАВИЛЬНАЯ ПЕЧЬ
печь для превращения к.-л. материала в жидкое состояние нагревом его до темп-ры, превышающей темп-ру плавления. П. п. используют в производстве чугуна, стали, цветных металлов, в литейном и стек. произ-вах. хим. пром-сти. П. п. работают на твёрдом, жидком и газообразном топливе, электрич. энергии. В нек-рых П. п. используют солнечную энергию.
Большой энциклопедический политехнический словарь. 2004.
- ПЛАВИКОВЫЙ ШПАТ
- ПЛАВКА
Смотреть что такое «ПЛАВИЛЬНАЯ ПЕЧЬ» в других словарях:
плавильная печь — [(s)melting furnace] печь для превращения какого либо материала в жидкое состояние нагревом его выше tпл (для сплава температуры ликвидус). Плавильная печь применяется при производстве чугуна (Смотри Доменная печь), стали (Смотри Сталеплавильная… … Энциклопедический словарь по металлургии
плавильная печь — lydkrosnė statusas T sritis Standartizacija ir metrologija apibrėžtis Metalų, stiklo, bazalto ir kitų medžiagų lydymo krosnis. atitikmenys: angl. melting furnace; smelter; smelting furnace vok. Schmelzofen, m rus. плавильная печь, f pranc. four à … Penkiakalbis aiškinamasis metrologijos terminų žodynas
плавильная печь — lydkrosnė statusas T sritis chemija apibrėžtis Metalų, stiklo, bazalto ir kitų medžiagų lydymo krosnis. atitikmenys: angl. melting furnace; smelter; smelting furnace rus. плавильная печь … Chemijos terminų aiškinamasis žodynas
ПЛАВИЛЬНАЯ ПЕЧЬ — печь для превращения какого либо материала в жидкое состояние нагревом его до температуры, превышающей температуру плавления. Плавильные печи работают на твердом, жидком и газообразном топливе, электрической энергии … Металлургический словарь
плавильная печь сопротивления — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN resistor melting furnace … Справочник технического переводчика
опытная плавильная печь для радиоактивных отходов (США) — — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN Waste Melting Development ActivityWMDA … Справочник технического переводчика
ПЕЧЬ — 1. ПЕЧЬ1 (печи обл.), пеку, печёшь, пекут, прош. вр. пёк, пекла, несовер. 1. что. Приготовлять в пищу сухим способом (без жиров и жидкостей), обогревая со всех сторон, прогревая на огне, горячих угольях или с помощью раскаленного воздуха в печи,… … Толковый словарь Ушакова
ПЕЧЬ — 1. ПЕЧЬ1 (печи обл.), пеку, печёшь, пекут, прош. вр. пёк, пекла, несовер. 1. что. Приготовлять в пищу сухим способом (без жиров и жидкостей), обогревая со всех сторон, прогревая на огне, горячих угольях или с помощью раскаленного воздуха в печи,… … Толковый словарь Ушакова
Печь Ванюкова — (плавка в жидкой ванне) автогенная плавильная печь для переработки медных, медно никелевых и медно цинковых концентратов. Плавка происходит в шлако штейновой ванне печи, куда интенсивно подается кислородно воздушная смесь. Технология… … Википедия
печь с открытым подом — Отражающаяся плавильная печь с мелким подом с низким сводом. Пламя проходит над шихтой, вызывая ее нагрев, как прямым пламенем, так и излучением от свода и боковых стен печи. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN … Справочник технического переводчика
dic.academic.ru
Основные типы плавильных печей
§ 34.
Металлы, сплавы, специальные лигатуры, шлакообразующие присадки и другие материалы, которые используют для приготовления различных сплавов, в литейном производстве называют шихтовыми материалами или шихтой. В состав шихты входят: свежие материалы (доменные чугуны различных марок, медь, алюминий, цинк, никель и др.), которые поступают в литейные цехи с металлургических заводов; лом черных сплавов и лом цветных сплавов, представляющие собой переработанные промышленные отходы; специальные ферросплавы и лигатуры (промежуточные сплавы более тугоплавких элементов с легкоплавкими), поступающие с металлургических заводов; отходы литейного производства и механических цехов (литники, прибыли, бракованные детали и брикетированная стружка). Количественное соотношение различных материалов в шихте зависит от качества исходных материалов и от требований, которые предъявляют к изготовляемым сплавам.
§ 35.
Основные типы плавильных печей
В литейном производстве используются плавильные печи, работающие на твердом, жидком или газообразном топливе (коксе, нефти, мазуте, газе), и печи электрические. К первому типу печей относят вагранки и тигельные печи, ко второму типу — дуговые электрические печи и электрические индукционные печи. Наибольшее распространение для плавки чугуна получили печи шахтного типа—вагранки. Серый чугун, получаемый в этих печах, используют для отливок различных по сложности деталей. В электрических печах плавится сталь, легированный чугун, а также белый чугун, перерабатываемый затем в ковкий чугун. Схема вагранки приведена на рис. 35. Вагранка представляет собой шахтную печь, основой которой является сварной металлический кожух 1, футерованный изнутри огнеупорным кирпичом 2. Щель между кожухом и футеровкой засыпается сухим кварцевым песком 3. В верхней части вагранки находится загрузочное окно 4. Часть шахты вагранки, расположенная ниже загрузочного окна, футеруется чугунными пустотелыми кирпичами 5, которые предохраняют ее от разрушения при загрузке шихты 7.
Загружают вагранку с помощью скипового подъемника или консольного крана. Верхняя часть вагранки заканчивается искрогасителем 6.
Для поддержания горения в вагранке через специальные отверстия 8, называемые фурмам и, подается воздух (дутье), нагнетаемый вентилятором. Расплавленный чугун по поду 9, расположенному в нижней части шахты, стекает через специальное отверстие и желоб в копильник 10. В начале работы в вагранку загружают слой кокса высотой 500—1500 мм и поджигают его. Этот слой кокса называется холостой колошей. Затем на холостую колошу загружают рабочую коксовую колошу, флюс и первую порцию металлической шихты. После загрузки материалов через фурмы подают воздух, необходимый для горения топлива. В плавильном поясе чугун и шлаки расплавляются и стекают в горн вагранки. Образующиеся газы, поднимаясь вверх, нагревают металлическую шихту и топливо, а затем уходят в трубу.
По мере сгорания кокса и плавления чугуна загружаемая в вагранку шихта опускается вниз, а на ее место загружают новые порции шихтовых материалов. В процессе плавки жидкий чугун скапливается в горне вагранки. Шлак всплывает на поверхность чугуна и периодически выпускается через шлаковую летку. Накопившийся чугун сливается через летку по желобу в специальный копильник, а затем в ковш. Производительность вагранок 0,5—30 т чугуна в час.
В целях пожарной безопасности и предохранения от загрязнения окружающей местности вагранки снабжают искрогасителями, которые одновременно являются и пылеуловителями.
Для плавки стали в литейных цехах используют мартеновские и электродуговые печи с основной и кислой футеровкой, а также индукционные тигельные печи.
На рис. 36 показана схема дуговой электропечи. Источником тепла в этой печи является электрическая дуга, возникающая между расплавом 3, находящимся в ванне печи 4, и тремя графитовыми электродами 1 (проходящими через свод печи 6), по которым подается электрический ток. Вместимость таких печей составляет 1,5—10 т. Длительность плавки 1,5—4 ч. Приготовленный металл выливается при наклоне печи, осуществляемом специальным механизмом, через желоб 5. Загрузка шихты в печь производится через окно 2 или через свод печи, поднимаемый и поворачиваемый специальным механизмом.
Плавка стали в дуговой электрической печи состоит из следующих операций: заправки электропечи, завалки шихты, расплавления шихты и разливки готовой стали.
Индукционная печь (рис. 37) состоит из каркаса 6, сделанного из немагнитного материала, внутри которого находится индуктор (катушка), выполненный из витков 7 медной трубки, по которым протекает охлаждающая вода. Витки отделены друг от друга изоляцией ‘8. Плавильный тигель 5 в этой печи выполнен из набивной футеровки. Верхние части футеровки 1 и 3 и ее нижняя часть 4 делают из фасонных огнеупорных кирпичей, слой 2 выполняется огнеупорной обмазкой. Источником тепла в этих печах является индукционный ток, возбуждаемый в загруженной в тигель шихте при пропускании по индуктору переменного тока повышенной частоты.
Рис. 38. Дуговая однофазная электропечь для плавки медных сплавов
Плавка цветных сплавов производится в тигельных печах с мазутным или газовым отоплением, в электрических печах сопротивления, а также в дуговых или индукционных электрических печах.
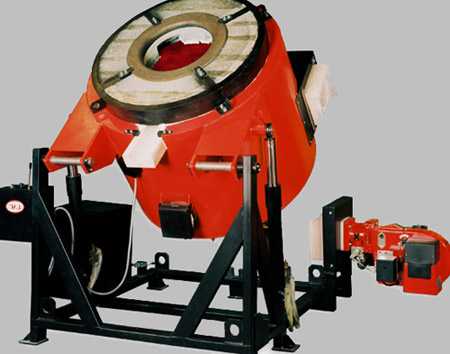
Медные сплавы плавят в тигельных, пламенных и электрических печах. Наиболее широко применяют дуговые однофазные электрические печи типа ДМК (рис. 38). Печь представляет собой металлический барабан 1, футерованный огнеупорным кирпичом 2. Тепло, необходимое для расплавления меди, создается электрической дугой, возникающей между двумя горизонтально расположенными электродами 3. Установленный на роликах 4 барабан 1 может поворачиваться на определенный угол двигателем и зубчатой передачей.
Шихтовые материалы загружают через рабочее окно, снабженное желобом, по которому выпускают готовый расплав. Для выплавки медных сплавов шихтовыми материалами служат чушки, машинный лом, отходы собственного производства и т. д. В процессе плавки меди, цинка и свинца выделяются вредные газы и пары, поэтому плавильные печи снабжают мощной вытяжной вентиляцией.
Алюминиевые сплавы плавят в тигельных и пламенных печах, электрических
печах сопротивления и индукционных печах. На рис. 39 показана тигельная
печь с газовым обогревом для
плавки алюминиевых сплавов. Печь имеет огнеупорную футеровку 1, внутрь
которой вставлен чугунный тигель 2. Газ подводится в горелку 4 и сгорает
в пространстве между футеровкой и тиглем. Отверстие 3 предусмотрено для
выпуска металла при прогорании тигля. Продукты горения и газы из сплава
отводятся вытяжным колпаком 5. Печь подвешена цапфами на боковых опорах
и может наклоняться с помощью штурвала и червячной передачи.
www.liftspas.ru
Древняя плавильная печь. Крым: sibved
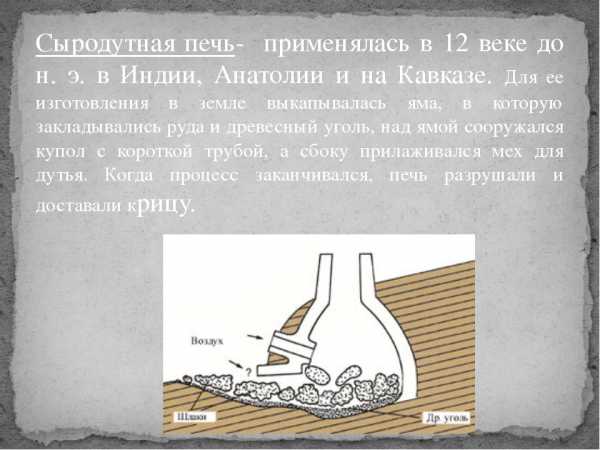
В статье Древняя плавильная печь на берегах Волги apys оставил комментарий с информацией о находки древних следов жизнедеятельности человека. По всей видимости и это плавильная печь, а именно сыродутная плавильная печь. Предлагаю посмотреть…

Объект был обнаружен летом 2014 года в районе поселка Марьино, мыс Дельфиний, Крым. Ссылка на место




В некоторых местах делали целые батареи из небольших печей.
Сначала, для пуска процесса внутри печи разжигали уголь (древесный), насыпанный на дно горна или печи, затем сверху загружали попеременно слои железной руды и того же угля. В результате горения угля выделялся угарный газ — окись углерода (CO), которая, проходя через толщу руды, восстанавливала окислы железа. Сыродутный процесс не обеспечивал достижения температуры плавления железа (1537 °C), а максимально доходил до 1200 °C (это была своего рода «варка» железа).

Восстановленное железо концентрировалось в тестообразном виде на самом дне печи, образуя так называемую горновую крицу — железную губчатую массу с включениями несгоревшего древесного угля и с многочисленными примесями шлака (при этом в более совершенных вариантах сыродутных печей жидкий шлак выпускали из горна по отдельному желобу, меньше загрязняя крицу). Из крицы, которую в раскаленном виде извлекали из печи, можно было изготавливать изделия только после предварительного отделения этой шлаковой примеси и устранения её естественной губчатости. Поэтому непосредственным продолжением сыродутного процесса всегда были холодная и, главное, горячая ковка, состоявшая в периодическом прокаливании кричной массы и ее проковывании. В результате этого многотрудного и длительного процесса создавались крицы-заготовки или кричные болванки, уже более-менее пригодные для изготовления какого-либо готового изделия.
Источник
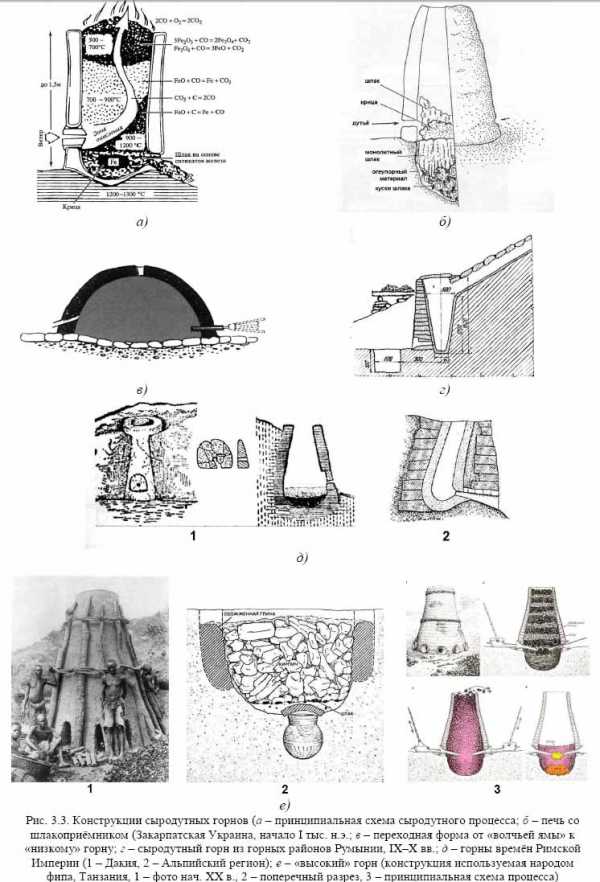
Эта технология немного прогрессировала до 19 в. (до изобретения и внедрения домны) вот до таких башен:

Кричная печь XIX века в Англии.
Домна начала XIX века.
Но вернемся к находке…

Почему внутри этой печи такой же грунт, что и снаружи? Валуны, глина. Впечатление такое, что ее занес селевой поток.





Обломок расплавленной внутренней глиняной поверхности, превратилась в керамику


В интернете практически нет фотоматериала на тему древних печей. В основном только схематичные картинки и рисунки. Посчитал необходимым вынести и эту находку в отдельную статью как пример древней металлургии.
sibved.livejournal.com