Полиэтилен низкого давления (HDPE)
Полиэтилен низкого давления (ПНД) имеет кристаллическую структуру и является легким эластичным термопластичным материалом. Наиболее широко применяется в производстве товаров широкого потребления — упаковка, одноразовая посуда, контейнеры и емкости, в т.ч. для пищевых продуктов, контейнеры для заморозки продуктов, крышки и колпачки для флаконов и бутылок, фитинги, игрушки.
Практическое использование полиэтилена низкого давления определяется следующими свойствами
Химическая, биологическая и климатическая стойкость: материал устойчив к кислотам, щелочам, растворам солей, минеральным и растительным маслам при высоких температурах, биологически инертен. При комнатной температуре не растворим в органических растворителях. Имеет низкое влагопоглощение. Благодаря указанным свойствам, изделия из материала могут подвергаться стерилизации (применение в медицине), безвредны при контакте с пищевыми продуктами (посуда), могут долговременно работать в водных агрессивных средах (трубы и фитинги).
Температура эксплуатации: Температура плавления — 120-135оС, максимальная температура эксплуатации — до 110оС, допускает охлаждение до -80оС.
Электроизоляционные свойства: полиэтилен низкого давления обладает хорошими электроизоляционными свойствами (электрическая прочность некоторых марок — до 150 кВ/мм), которые имеют особенно важное значение при использовании трудногорючих модификаций материала.
Механические свойства: по сравнению с полиэтиленом высокого давления ПНД характеризуется повышенной жесткостью (предел текучести при растяжении — до 30 МПа) при сохранении ударопрочнотси (не разрушается при испытаниях по Шарпи без надреза).Свойства ПНД сильно зависят от плотности материала. Увеличение плотности приводит к повышению прочности, жесткости, твердости, химической стойкости. В то же время, при увеличении плотности снижается ударопрочность при низких температурах, удлинение при разрыве, проницаемость для газов и паров.
Модификации полиэтилена низкого давления Введение антипиренов позволяет придать материалу огнестойкость (категория стойкости к горению ПВ-0, температура стойкости при испытании раскаленной петлей 960оС) и существенно расширить область его применения. Наиболее типичным применением огнестойких марок полиэтилена низкого давления является электротехника.
Переработка: материал очень прост в переработке, можно использовать рециклат с добавлением до 10-20% к первичному материалу без изменения физико-механических свойств полимера Полиэтилен низкого давления POLENE® HDPE Концерн IRPC Public Company Limited выпускает полиэтилен низкого давления под торговой маркой POLENE® HDPE для переработки литьем под давлением, экструзией и раздувом.
Материал выпускается в натуральном цвете и окрашенным на основании каталога цветов RAL и/или собственных стандартов. Марки трубного полиэтилена Polene BM3245PC и Polene AM3245PC соответствуют HDPE ПЭ низкого давления PE 80 и PE 100 соответственно. Трубные марки полиэтилена низкого давления POLENE® сертифицированы на соответствие ГОСТ 16338-77 и имеют санитарно-эпидемиологическое заключение.
Трубные марки полиэтилена низкого давления POLENE® сертифицированы на соответствие ГОСТ 16338-77 и имеют санитарно-эпидемиологическое заключение.
ПНД полиэтилен низкого давления, способы обработки, основные характеристики
Главная Статьи Что такое ПНД?
Полиэтилен низкого давления (ПНД) – это полимер высокой плотности, полученный реакцией полимеризации этилена при низком давлении. Применяется в качестве сырья для изготовления предметов технического и бытового назначения. Из полиэтилена низкого давления изготавливают пакеты-майки, с вырубной ручкой, фасовочные, мусорные мешки, представленные на нашем сайте.
Способы первичной обработки
Низкая себестоимость играет большую роль в востребованности материала. Высокая прочность, устойчивость к химическим веществам сделали материал ПНД востребованным в промышленности.
Существует четыре способа обработки полиэтилена низкого давления – экструзия, литье под давлением, выдув, ротоформование.
Экструзия — этот метод позволяет получить изделия из полимеров за счет продавливания материала через формующее отверстие экструдера. Такой метод применяется для изготовления мусорных и фасовочных пакетов, воздушно-пузырьковой пленки для упаковки, конвейерных лент, изоляции для электрических кабелей. Трубы водо- и газоснабжения, канализации, изготовленные из полиэтилена низкого давления, выдерживают резкие перепады температур от — 60°С до +100°С, не подвергаются воздействию коррозии в почве и стенах помещений, при замерзании воды не деформируются и не трескаются.
Литье под давлением — метод основан на переработке полимеров путем впрыскивания расплава под давлением в форму с последующим охлаждением. Применяется для изготовления крышек к пластиковым бутылкам, фитингам, кухонным атрибутам, емкости для автохимии, фурнитуры для мебели, тарных ящиков.
Выдув – данный способ обработки полиэтилена основан на впрыскивании разогретого пластика в полость, внутренняя форма которой соответствует требуемому изделию.
Ротационное формование – технология основана на изготовлении любых форм по эскизам заказчика. Данный метод востребован для выпуска игровых комплексов для детей, дорожных конусов, блоков, мусорных бачков, емкостей для жидкости, мобильных био-туалетов.
Основные характеристики ПНД
Полиэтилен низкого давления обладает следующими характеристиками:
- твердость материала, объясняемая высокой кристалличностью вещества
- прочность на растяжение и сжим
- паровая и жидкостная непроницаемость
- химическая устойчивость по отношению к агрессивной среде с содержанием кислот, щелочей, жиров и масел
- переработка термическими методами, легкость сварки и склейки
Отличие ПНД от ПВД
Полиэтилен низкого давления – самый жесткий полимер среди других пластмасс, получаемых из того же мономера, что характеризует высокую прочность и химическую стойкость.
По сравнению с полиэтиленом высокого давления ПНД имеет следующие особенности:
- повышенная твердость, но меньшая прозрачность и воскообразность
- большая прочность, но меньшая сопротивляемость деформациям
- хрупкость, в особенности при очень низких температурах (ниже — 60°С)
- высокая температура плавления – достигает + 150 °C, что позволяет стерилизовать изделия из материала ПНД
- минимальное водопоглощение и паропроницаемость
- высокая стойкость относительно реагентов, масел и жиров.
Переработка
Предметы из полиэтилена, отслужившие свой срок годности, не разлагаются под воздействием природных факторов, поэтому стоит вопрос о переработке использованной продукции. Расширение производственных предприятий по вторичной переработке экономически выгодно и полезно для окружающей среды.
2018-12-03
Литье под низким давлением (LPM) | Кавист
Герметичный, прочный… Литой.
Что такое литье под низким давлением?
Литье под низким давлением (LPM) представляет собой небольшое отличие от обычного литья под давлением. Как следует из названия, детали отливаются при более низком давлении, что позволяет бережно герметизировать хрупкие электронные сборки.
Процесс литья под низким давлением
Процесс многослойного формования включает в себя загрузку оголенных, незащищенных печатных плат и кабельных сборок в прецизионный пресс-форму, а затем заполнение полости соответствующим материалом для литья под низким давлением. Это эффективно окружает компонент желаемой формы, создавая герметичный и защищенный продукт, с которым можно сразу обращаться и тестировать. Процесс LPM идеально подходит для замены процессов заливки эпоксидной смолой, чтобы сократить время цикла и снизить расход материала.
Почему литье под низким давлением?
Обычные материалы для литья под давлением требуют обработки при температуре и давлении, которые могут повредить печатную плату. Литье под низким давлением (LPM) использует термопластические материалы с очень низкой вязкостью, что позволяет формовать и герметизировать даже самые чувствительные сборки печатных плат. Поскольку материалы представляют собой натуральные клеи, этот процесс хорошо подходит для герметизации схем от грязи, пыли и влаги… во многих случаях до степени защиты IP-68.
Литье под низким давлением (LPM) использует термопластические материалы с очень низкой вязкостью, что позволяет формовать и герметизировать даже самые чувствительные сборки печатных плат. Поскольку материалы представляют собой натуральные клеи, этот процесс хорошо подходит для герметизации схем от грязи, пыли и влаги… во многих случаях до степени защиты IP-68.
Анализ плесени: у вас есть один шанс.
Моделирование формовочного потока подтверждает правильное и полное заполнение полости пресс-формы. Моделируя различные точки литника и профили потока, мы можем точно оценить, как материал будет течь через полость, что дает нам наилучшие шансы доставить герметичные, эстетически привлекательные детали прямо из литника.
Литье под низким давлением
Воспроизвести видео
[ Больше видео Moldflow ]
Подходящие материалы
Компания Cavist десятилетиями находится в авангарде материалов для литья под низким давлением. Благодаря нашему опыту разработки машин для литья под низким давлением, мы хорошо понимаем, как обрабатывать полиамидные материалы горячего расплава. Есть десятки критических факторов, которые мы осознали только со временем. Наше ремесло часто слишком упрощено. Позвольте нам провести вас через этот процесс. Наш опыт сэкономит ваше время и выведет ваш продукт на рынок.
Благодаря нашему опыту разработки машин для литья под низким давлением, мы хорошо понимаем, как обрабатывать полиамидные материалы горячего расплава. Есть десятки критических факторов, которые мы осознали только со временем. Наше ремесло часто слишком упрощено. Позвольте нам провести вас через этот процесс. Наш опыт сэкономит ваше время и выведет ваш продукт на рынок.
Вы не попадаете туда, где мы, по ошибке…
Или вы?
Кавист совершил ошибки и признает их первым. Стоит более 20 лет. Многие из них при разработке ведущих в мире машин для литья под низким давлением. Суть в том, что эти ошибки не были совершены за счет клиентов, и мы получили незаменимые знания и опыт, которые мы включили в наш процесс.
От работы с материалами для литья под низким давлением до прочности и долговечности деталей, которые они защищают, процесс литья под низким давлением Cavist не имеет себе равных. Такого опыта просто нет больше нигде.
Что такое литье под низким давлением? Автомобильные изделия для литья под низким давлением и введение конструкции пресс-формы — отраслевые знания
Что такое литье под низким давлением? Автомобильные изделия для литья под низким давлением и введение конструкции пресс-формы
1. Что такое литье под низким давлением?
Что такое литье под низким давлением?
Процесс литья под низким давлением — это процесс упаковки, в котором используется очень низкое давление впрыска (0,15–4 МПа) для впрыска горячего клея в форму и быстрого отверждения. Отличные герметизирующие свойства материала-расплава и отличные физические и химические свойства используются для достижения изоляции и сопротивления. Теплые, ударопрочные, вибропоглощающие, влагостойкие, водонепроницаемые, пыленепроницаемые, химически стойкие и т. д., хорошая защита электронных компонентов.
2. Процесс формовки и нанесения
Оболочка заранее помещается в форму, затем в закрытую полость впрыскивается пластифицированный расплав пластика под действием шнека, после чего получается изделие после отверждения и схватывания. Материал, используемый для литья под низким давлением, может быть тканью или ПВХ. В настоящее время этот процесс широко используется в производстве автомобильных дверных ограждений, ограждений стоек и ограждений посылок.
3. Примеры применения технологии литья под низким давлением в автомобильной промышленности
Задняя сторона передняя верхняя панель обшивки ПВХ тканевое покрытие
Автомобиль В нетканое покрытие верхней стойки
3 покрытие
4. Преимущества процесса литья под низким давлением по сравнению с традиционным процессом нанесения покрытия
1) Литье под низким давлением объединяет материал кожи с пластиковой подложкой без возможности падения.
2) Процесс литья под низким давлением более безвреден для окружающей среды, поскольку для процесса нанесения покрытия не требуется процесс нанесения покрытия.
3) Внутренняя структура двухслойных деталей, отлитых под давлением под низким давлением, может быть спроектирована произвольно, степень свободы моделирования поверхности больше, чем у процесса нанесения покрытия, а особенности моделирования более четкие и жесткие.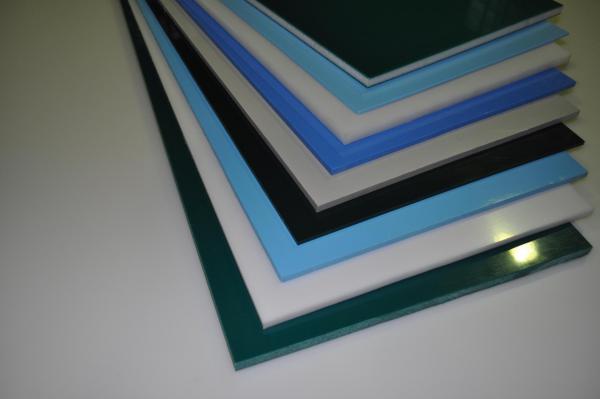
4) Литье под низким давлением не требует дополнительного вторичного покрытия для повышения эффективности производства.
5) Изделия для литья под низким давлением приятны на ощупь и имеют приятный внешний вид.
6) Продукты для литья под низким давлением имеют низкое давление впрыска и могут эффективно защищать внутренние части продуктов с низким уровнем брака.
5. Различие между пресс-формой для литья под низким давлением и обычной пресс-формой
6. Факторы, которые следует учитывать в процессе литья под давлением под низким давлением
1) Эластичность ткани и свойства растяжения
Теперь ткани для литья под низким давлением представляют собой основной нетканый материал + вспененный слой + поверхностный слой ткани. Из-за сжатия формы и экструзии расплавленного пластика продольное и поперечное растяжение ткани различается, и явление, отражаемое на изделии, отличается. . Наиболее заметными проблемами являются: просачивание, поломка и повреждение.
2) Пластичность текучести
Показателем для оценки текучести пластмассы является: значение индекса расплава MI. Всем известно, что поток пластика на ткани, безусловно, намного медленнее, чем поток на гладкой полости формы, поэтому форма для литья под низким давлением ткани имеет больше ворот, чем обычная форма. Медленная скорость потока неизбежно повлияет на другие проблемы с внешним видом продукта, такие как следы склеивания и отсутствие материалов.
7. Распространенные дефекты и схемы усовершенствования процесса литья под низким давлением
(1) поломка
Углы изделия подвержены поломке, а поверхность разъема острого угла совмещена с зазором. Когда количество или скорость увеличиваются, расплавленный пластик проникает из зазора. Толстая стена на остром углу также может стать причиной поломки.
(2) просачивание
Материал склонен к просачиванию в углу изделия, температура литника в месте инфильтрации слишком высока, температура формы слишком высока, а количество материала литника в месте пермеата чрезмерно контролируемый.
План улучшения:
1 Толщина стенки в углу слишком толстая, чтобы вызвать разрушение, поэтому толщина стенки в углу формы относительно меньше, чтобы предотвратить просачивание или разрушение ткани;
2 дизайн предотвращения продукта, постарайтесь сделать профиль продукта плавным переходом, уменьшите падение шага, избегайте чрезмерного перехода продукта;
3 Отрегулируйте параметры процесса литья под давлением, уменьшите температуру пресс-формы и температуру расплава, уменьшите количество впрыскиваемого пластика и уменьшите давление впрыска.
(3) усадка на входе для клея
Уменьшите усадку, затвор ниже Φ3, а длина холодного желоба равна 15, чтобы улучшить охлаждение в затворе.
(4) отсутствие материала
Нехватка материала на острых углах изделия. Причина в том, что температура пресс-формы слишком низкая, температура литника при нехватке материала низкая, материал литника при нехватке материала находится под контролем, толщина стенки угла пресс-формы слишком тонкая, а скорость впрыска и сжатие слишком малы. маленький. Скорость низкая.
(5) Дробление ткани
Причина: Как правило, температура пресс-формы, используемой в пресс-формах для литья под низким давлением, низкая (10-15 градусов). Если меры по борьбе с ржавчиной не будут выполнены должным образом, на раме из прессованной ткани и поверхности разъема ползунка будут образовываться пятна ржавчины, а ткань будет сжиматься во время производства. Чрезмерный, ткань имеет ограниченную пластичность, что сминает ткань.
(6) Угол R светлый
Проверить, находится ли угол R в остром углу, если у изделия большой угол коробления, но угол R недостаточно велик, а пластичность кожи соответствует требованиям.
(7) Эпидермальная деформация
Проверить, достаточен ли угол уклона; если качество поверхности пресс-формы удовлетворительное.
8. Несколько способов подвески пресс-формы для литья под низким давлением
Первый тип: фиксированная подвесная игла
Подвесная игла не регулируется. Подходит для относительно плоских изделий. Он использует пластичность самой ткани для экономии места в форме, но ткань легко рвется. Когда используется продукт с 2 отверстиями, его необходимо повесить отдельно.
Вторая: регулируемая подвесная игла
Подходит для изделий с большим перепадом и сложной формы. Сама подвесная игла может быть отрегулирована для эффективной защиты ткани.
Третий тип: с помощью формы крючка
Ткань зажимается в виде крючка для вертикального подвешивания ткани. Эта форма проста в эксплуатации, а острая часть подвесной иглы не может быть привязана к человеку. Ткань может автоматически регулироваться во время процесса зажима формы, и ее нелегко сморщивать.
9. Несколько способов прессования формы для литья под низким давлением
Первый тип: пресс-форма ткани
Наперсток модифицирован, обработка проста и удобна, но прессовочная игла легко раздавливает ткань .
10. Краткое описание штампов для литья под низким давлением
1) Угол выпуска продукта должен быть более 5 градусов. Если она меньше 5 градусов, кожа будет натянута. Угол угла R более чем в 2 раза превышает толщину резины.
2) Изделие не может иметь острых углов, острых углов и других дефектов, из-за которых кожа изделия будет легко ломаться (кожа легко ломается и осветляет нетканый материал; композитная кожа с кожей, губкой а нетканый материал легко свернуть, что повлияет на изделие) красиво), волнистость изделия не так просто быть слишком большой.
3) Поверхность поверхности формы должна иметь R-переход, и невозможно иметь благоприятные углы, чтобы предотвратить царапание и раздавливание ткани.
4) При проектировании пресс-формы следует учитывать, что задвижка не может питаться обычными методами подачи, такими как боковая подача и скрытая, и должна быть спроектирована с конструкцией перевернутой стружки и конструкцией с большим соплом.
5) Горячеканальная система должна управляться последовательным клапаном, чтобы лучше регулировать процесс литья под давлением; горячеканальная машина отличается от обычной горячеканальной, температура сопла не слишком высока (около 200 градусов), чтобы предотвратить ожоги кожи; подкладка сопла не слишком длинная, не более 15 мм, чтобы предотвратить усадку поверхности.
6) Поверхность разъема не соответствует стандартной пресс-форме. Следует избегать основной разделительной поверхности, а зарезервированное пространство должно быть на 1-2 мм толще толщины кожи, чтобы кожа имела пространство для расширения. Боковая разделяющая поверхность должна оставлять сжатое пространство для кожи, нетканый материал и величина сжатия составляет около 0,6 мм, а кожа, губка и нетканый материал имеют три слоя композитной кожи, и предварительное сжатие не должно быть меньше примерно 1 мм.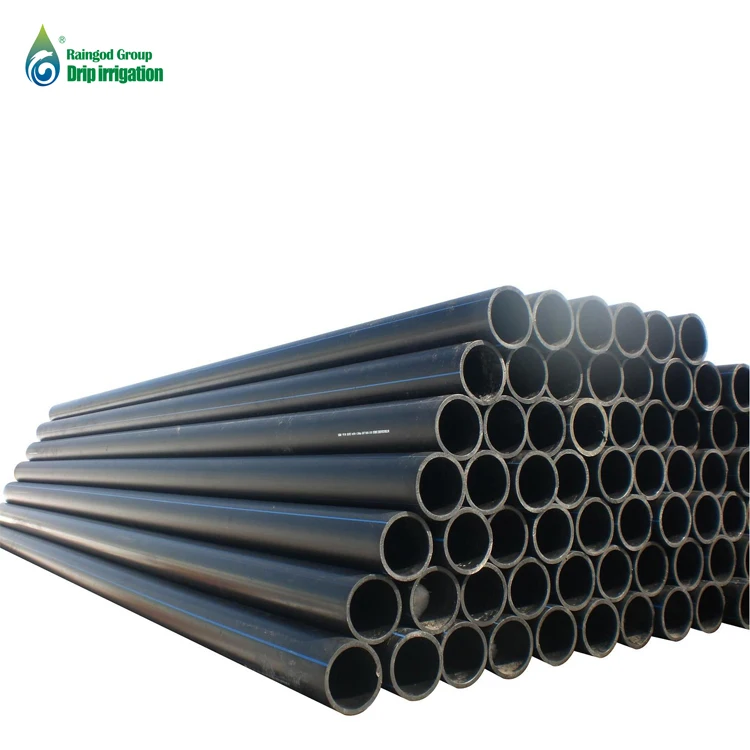
7) Фактическая степень растяжения ткани в углу меньше, чем теоретическая степень растяжения (при условии, что толщина кожи равна позиции X теоретических данных, тогда фактическая толщина кожи после растяжения равна X/1,16, фактический коэффициент растяжения = длина линии передачи данных 16,67 / процесс Длина проволоки составляет 14,4 = 1,16 Коэффициент продольного и поперечного растяжения ткани составляет 25%, поэтому он может соответствовать требованиям)
11. Автомобильная колонка введение продукта
1) В дополнение к декоративному эффекту верхняя панель отделки передней стойки в сборе должна обеспечивать зазор от приборной панели, переднего ветрового стекла, фонаря и периферийных частей после установки;
2) Зазор между верхней панелью отделки передней стойки в сборе и металлическим листом внутренней панели передней стойки должен обеспечивать пространство для электропроводки;
3) Скругление поверхности слишком мягкое, а размер скругления конкретной области соответствует требованиям внутренних выступов;
4) Соблюдайте правила наклона ограждения A-bar, учитывайте комфорт человеческого тела, принимайте во внимание эстетику формы, а также соответствие приборной панели и периферийным компонентам.