Пиление древесины и пилы различных видов
Пропилом называется щель, образующаяся в древесине при срезании зубьями режущего инструмента узких стружек и опилок. У пропила можем выделить несколько параметров с которым взаимодействуют зубья режущего инструмента, таких как боковые стенки и дно. Так же ширина пропила, определяющая количество древесного материала отправляемого в отходы, которая в свою очередь обусловлена размером режущей части инструмента.
Из за особенностей структуры древесного материала различают пиление направленное вдоль волокон, пиление поперек волокон и смешанное пиление.
Пиление в направлении вдоль волокон древесины, так и называется «продольным». При продольном пилении древесины главная режущая кромка резца, а это один зуб пилы, осуществляет торцевое или продольно-торцевое резание. Боковые кромки зуба пилы при этом производят поперечное или продольно-поперечно резание. Пример продольного пиления — раскрой лафета на доски на многопильном станке, пиление бревна на необрезные доски на ленточнопильном станке или обрезка кромки необрезной доски на специализированном кромко-обрезном станке.
Пиление в направлении поперек волокон древесины называется «поперечным». При поперечном пилении древесины главная режущая кромка зуба пилы режет поперек волокон., а боковые кромки в торец. Примером поперечного пиления является операция «торцевания» заготовок, осуществляемое на торцовочных станках.
В случае смешанного резания или резания под углом к направлению волокон древесины главная режущая кромка зуба пилы производит торцово-поперечное или торцово-поперечно-продольное резание. Боковы кромки зуба пилы производят поперечно-торцевое резание.
Пиления при раскрое различных древесных материалов, таких как фанера, древесностружечные или древесноволокнистые плиты, всегда будет смешанным. Это обусловлено разнонаправленной ориентацией составляющих плиту волокон по толщине обработки.
Инструменты для пиления — Пилы.
Пиление древесины принято производить специальным инструментом для пиления, т.е. пилами. Пила это режущий инструмент оснащенный множеством резцов, установленных на полотне пилы один за другим. Пилы бывают нескольких в той или иной степени отличающихся видов — рамные, ленточные, цепные и дисковые.
Пилы бывают нескольких в той или иной степени отличающихся видов — рамные, ленточные, цепные и дисковые.
Рамные пилы представляют собой конечное, относительно жесткое полотно с установленными с одной стороны зубьями -резцами. Пример рамной пилы — двуручная пила для домашнего использования. Пиление рамными пилами производится при прямолинейно-возвратном движении полотна пилы.
Ленточные пилы по своей структуре близки к рамным. Отличие в том, что тело ленточной пилы более узкое и гибкое и может быть сварено в кольцо. Тем самым образуется инструмент, с бесконечным рядом зубьев-резцов, пиление которым производится благодаря непрерывному вращению в одну сторону.
Цепные пилы по принципу работы близки к ленточным пилам, хотя устройство их, конечно, отличается кардинально. Это бесконечная вращающаяся последовательность зубьев, установленная на специальный носитель — цепь.
И наконец — дисковые пилы. У инструмента этого вида зубья-резцы располагаются по внешней стороне диска, как правило стального. Диаметры дисков для пил этого вида могут быть самыми различными, что в сочетании с комбинацией количества самих зубьев дает возможность использовать их в самых различных областях применения.
Диаметры дисков для пил этого вида могут быть самыми различными, что в сочетании с комбинацией количества самих зубьев дает возможность использовать их в самых различных областях применения.
Некоторые общие особенности пил.
Конструктивное исполнение вышеуказанных видов пил будет описано в отдельных статьях на нашем сайте, здесь коснусь только о некоторых общих моментов. Зона пилы, где установлены зубья носит название «зубчатый венец». Профиль зуба пилы может быть с прямой заточкой, применяется для продольного пиления, с косой заточкой, для поперечного, применяются так же и более сложные профили, а так же их комбинации.
При пилении боковые режущие кромки зубьев пилы оказывают давление на стенки пропила. После прохода зубьев пилы стенки пропила частично восстанавливаются, сокращается расстояние между ними, что может привести к зажатию полотна пилы в пропиле. При трении пилы о стенки пропила возрастает нагрузка на механизмы, приводящие пилу в движение, а пила может нагреться до потери устойчивости.
Для обеспечения свободного движения полотна пилы во время пиления и исключения потерь мощности от трения боковых стенок пропила о полотно пилы нeoбходимо, чтобы ширина пропила превышала толщину полотна пилы. Одним из способ обеспечения этого условия стал, так называемый «разводом» зубьев пилы, т.е. чередующимся отгибанием зубьев наружу. В случае применения в качестве резцов пилы напаянных пластинок твердого сплава, их размер должен превышать толщину тела пилы.
Важной характеристикой пилы любого вида является такой параметр как «вместимость межзубной впадины». Производительность при пилении характеризуется величиной подачи на зуб, определяемой как раз по вместимости межзубной впадины, заполняемой образовавшимися при пилении опилками. Существуют созданные на основании многочисленных исследований рекомендации для расчета подачи на зуб по заполнению впадин опилками и о них мы поговорим при описании особенностей пиления конкретными видами пил.
Некоторые особенности пиления.

Пиление может осуществляться по индивидуальному или групповому плану. При индивидуальном пилении исходный древесный материал распиливается одной пилой и отдельными резами, что позволяет учесть его индивидуальные особенности.
Индивидуальное пиление характерно для обработки на круглопильных, ленточнопильных вертикальных или горизонтальных станках и эффективен при распиловке древесины ценных пород, раскрое бревен большого диаметра и бревен со значительными пороками.
В остальных случаях возможно групповое пиление, для этого применяются лесопильные рамы, многопильные круглопильные и ленточнопильные, а также фрезерно- пильные станки.
Процессы пиления древесных материалов это сложный физико-механический процесс разрушения не только обрабатываемого материала, но и самого режущего инструмента, под воздействием сбегающей стружки и поверхности резания на рабочие грани инструмента.
Сложность процесса резания определена непостоянством свойств древесины и древесных материалов, изменением режущей способности резца из-за нарушения геометрии лезвия, многообразием технологических факторов и их сложными взаимосвязями.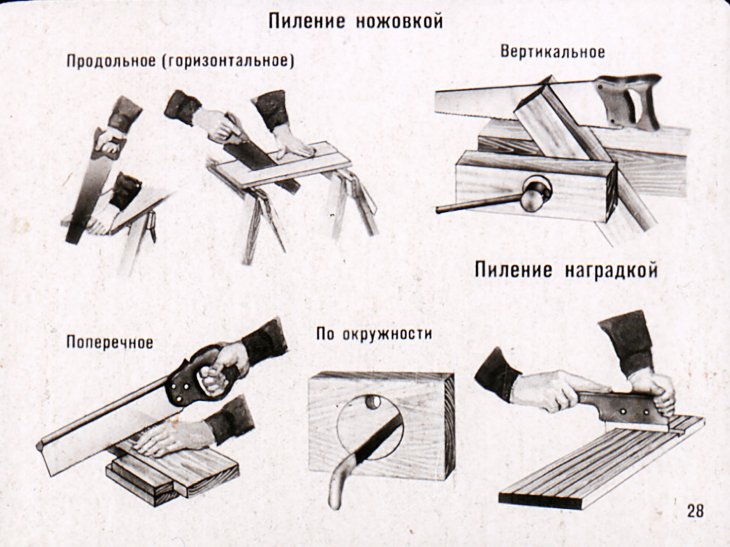 Об этом мы еще будем говорить в следующих статьях.
Об этом мы еще будем говорить в следующих статьях.
Другие Статьи Категории
- Немного теории раскроя бревна при лесопилении. / 20-мая-2019 /
- Об износе деревообрабатывающего инструмента. / 19-окт-2018 /
- Обеспечение взаимозаменяемости при производстве деталей из древесины. / 20-нояб-2017 /
- Окорка — важная операция в технологическом процессе деревообработки. / 17-июнь-2018 /
- Основы резания древесины резцами деревообрабатывающего инструмента. / 21-мая-2016 /
- Особенности облицовывания плит ДСП, МДФ в прессах. / 07-июль-2018 /
- Пиление древесины и пилы различных видов / 17-авг-2016 /
- Пиление древесины круглыми пилами / 29-нояб-2016 /
- Пиление ленточными пилами, преимущества.
 / 21-янв-2018 /
/ 21-янв-2018 / - Повышение стойкости деревообрабатывающего инструмента / 20-янв-2019 /
Пилы продольное пиление ручная подача
Показано 12 из 12
Пила Dimar 90100906 продольно D250x30x3,2 Z20 ручная подача
| Толщина пропила, мм | 3.2 |
| Толщина диска, мм | 2.2 |
| Наружный диаметр, мм | 250 |
| Форма зуба пилы | MAFG |
Пила Dimar 90100956 продольно D250x30x3,2 Z24 ручная подача
| Толщина пропила, мм | 3.2 |
| Толщина диска, мм | 2.2 |
| Наружный диаметр, мм | 250 |
| Форма зуба пилы | MAFG |
Пила Dimar 90101006 продольно D300x30x3,2 Z24 ручная подача
| Толщина пропила, мм | 3.2 |
| Толщина диска, мм | 2. 2 |
| Наружный диаметр, мм | 300 |
| Форма зуба пилы | MAFG |
Пила Dimar 90101000 продольно D300x70x3,2 Z24 ручная подача
| Толщина пропила, мм | 3.2 |
| Толщина диска, мм | 2.2 |
| Наружный диаметр, мм | 300 |
| Дополнительные отверстия под пины на пиле | 2/20×6 |
Пила Dimar 90101046 продольно D300x30x3,2 Z28 ручная подача
| Толщина пропила, мм | 3.2 |
| Толщина диска, мм | 2.2 |
| Наружный диаметр, мм | 300 |
| Дополнительные отверстия под пины на пиле | — |
Пила Dimar 90101040 продольно D300x70x3,2 Z28 ручная подача
| Толщина пропила, мм | 3.2 |
| Толщина диска, мм | 2.2 |
| Наружный диаметр, мм | 300 |
| Дополнительные отверстия под пины на пиле | 2/20×6 |
Пила Dimar 90101106 продольно D350x30x3,5 Z28 ручная подача
| Толщина пропила, мм | 3. 5 |
| Толщина диска, мм | 2.5 |
| Наружный диаметр, мм | 350 |
| Форма зуба пилы | MAFG |
Пила Dimar 90101136 продольно D350x30x3,5 Z32 ручная подача
| Толщина пропила, мм | 3.5 |
| Толщина диска, мм | 2.5 |
| Наружный диаметр, мм | 350 |
| Форма зуба пилы | MAFG |
Пила Dimar 90101146 продольно D400x30x3,5 Z18 ручная подача
| Толщина пропила, мм | 3.5 |
| Толщина диска, мм | 2.5 |
| Наружный диаметр, мм | 400 |
| Форма зуба пилы | MAFG |
Пила Dimar 90101156 продольно D400x30x3,5 Z28 ручная подача
| Толщина пропила, мм | 3.5 |
| Толщина диска, мм | 2.5 |
| Наружный диаметр, мм | 400 |
| Форма зуба пилы | MAFG |
Пила Dimar 90101166 продольно D450x30x4 Z40 ручная подача
| Толщина пропила, мм | 4 |
| Толщина диска, мм | 2. 8 |
| Наружный диаметр, мм | 450 |
| Форма зуба пилы | MAFG |
Пила Dimar 90101186 продольно D500x30x4,4 Z44 ручная подача
| Толщина пропила, мм | 4.4 |
| Толщина диска, мм | 3 |
| Наружный диаметр, мм | 500 |
| Форма зуба пилы | MAFG |
Вертикальный ленточнопильный станок с шкивом для продольной резки Серия G53
- Технические характеристики
- Введение
- Оборудование
- Получить предложение
Технические параметры:
| Технические характеристики |Модель | G5325 | G5340 | G5350 | G5360 | G5385 | G53100 | G53125 | G53150 | |
| Максимальная режущая способность | Высота (мм) | 250 | 400 | 500 | 600 | 850 | 1000 | 1250 | 1500 |
| Горловина (мм) | 350 | 400 | 500 | 600 | 1000~1500 | 1000~1200 | 1000~2000 | 1000~2000 | |
| Длина (мм) | 1000 ~3000 | 1000 ~3000 | 1000 ~3000 | 1000 ~3000 | 2000 ~10000 | 2000 ~10000 | 2000 ~10000 | 2000 ~10000 | |
| Пильный диск | Скорость (м/мин) | 20~90 | 20~90 | 20~90 | 20~90 | 20~90 | 20~90 | 20~90 | 20~90 |
| Размер (мм) | 34×1,1 | 64*1,1 | 41*1,3 | 41*1,3 | 54*1,6 | 54*1,6 | 67*1,6 | 67*1,6 | |
Описание продукта:
● В этой серии станков используется система подачи с двигателем постоянного тока для управления движущейся рамой пилы со средним и малым шкивом вертикального ленточнопильного станка. Он в основном используется для распиловки заготовок штампов, плит и других материалов средней толщины;
● Полезная модель обладает такими преимуществами, как узкий пропил, экономия материала, энергосбережение, высокая точность пиления, удобство в эксплуатации и высокая эффективность производства.
Стандартное оборудование
1. Основание пильного станка
2. Система главного привода
3. Устройство натяжения пильного полотна
4. Пильная рама
5. Направляющая пильного полотна
6. Устройство подачи пильного полотна
7. Внутренний и внешний рабочие столы
8. Система охлаждения
9. Электрическая система
Дополнительное оборудование
1. Верхняя прижимная стойка портальной конструкции
2. Конвейер для стружки
3. Гидравлическое перемещение и блокировка направляющего рычага
4. Гидравлическое натяжение пильного ремня
5. Стойка для материалов (обычно настраивается в соответствии с потребностями заказчика)
Получить необходимое Предложение продукта Как можно быстрее
Если возможно, данный подробный запрос помогает получить более подходящее индивидуальное решение. Спасибо за ваше терпение.
Ваш запрос будет обработан в течение 1 часа, пожалуйста, обратите внимание на свою электронную почту.
СОПУТСТВУЮЩИЕ ПРОДУКТЫ
Дисковые пилы для поперечного и продольного распила
- 12 января 2010 г.
- Выпуск продукта
- Пиление
- Присоединиться к обсуждению
Pat Mooney Saws предлагает две модели автоматических листорезных станков Nishijimax NHC-SQA.
Станок NHC-850SQA предназначен для поперечного распила листового металла толщиной до 3 дюймов и шириной до 24 дюймов. NHC-8310SQA распиливает в продольном направлении, обрабатывая листы толщиной 4 дюйма и длиной 20 футов.
Система привода шпинделя пилы обеспечивает скорость диска от 15 до 115 об/мин. Асинхронный двигатель мощностью 21 л.с. приводит в движение шпиндель пильного диска через редуктор.
Ось подачи шпинделя пилы с ЧПУ помогает обеспечить автоматическую установку скорости подачи и поддержание нагрузки на входную стружку. Скорость подачи пильного диска регулируется серводвигателем переменного тока с энкодером, программируемым сервоприводом Mitsubishi и прецизионным шариковым винтом.
Связанные компании
Подпишитесь сейчас
The Tube & Pipe Journal стал первым журналом, посвященным обслуживанию металлических труб и трубопроводной промышленности в 1990 году. Сегодня он остается единственным изданием в Северной Америке, посвященным этой отрасли, и он стал самым надежным источником информации для специалистов по трубам и трубопроводам.
начните бесплатную подписку
- Оставайтесь на связи из любого места
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровому изданию The FABRICATOR .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии СВАРОЧНЫЙ МАШИНОСТРОИТЕЛЬ .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровому изданию The Tube & Pipe Journal .
Получите полный доступ к цифровому изданию журнала STAMPING Journal , который обслуживает рынок штамповки металлов последними технологическими достижениями, передовым опытом и новостями отрасли.
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии The Fabricator en Español .
- Подкастинг
Братья Роб и Энтони ДиВито из iRcustom, дизайнера и производителя мебели из Чикаго, присоединяйтесь к нам, чтобы поговорить подробнее…
- Актуальные статьи
1
Что могут сделать производители металла, когда ломается трубогиб
2
T&H Lemont поставляет два сверхмощных сварочных ящика
3
Максимизация эффективности производства труб
4
Продукты Sharpe для добавления систем лазерной резки труб, трубогибочного станка
5
BLM GROUP’s Clean Tube Technology maintains clean internal tube finish during laser cutting
- Industry Events
NASCC: The Steel Conference
- April 12 — 14, 2023
- Charlotte, NC
Профилегибочный цех мирового уровня
- 18–19 апреля 2023 г.