Токарно-винторезный станок 16В20 — 1В62Г
- Главная
- Видеотека
- Естествознание
- Физика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание — как наука
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
ТВ-6М Станок токарно-винторезный учебный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-6М
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4 — Токарно-винторезный учебный станок Ø 200, РМЦ 350 мм
- ТВ-6 — Токарно-винторезный учебный станок Ø 200, РМЦ 350 мм
- ТВ-6М — Токарно-винторезный учебный станок Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — Токарно-винторезный учебный станок Ø 220, РМЦ 330 мм
- ТВ-7М — Токарно-винторезный учебный станок Ø 220 мм, РМЦ 275 мм
- ТВ-9 — Токарно-винторезный учебный станок Ø 220 мм, РМЦ 525 мм
- ТВ-11 — Токарно-винторезный учебный станок с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш3 — Фрезерный станок небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — Фрезерный станок небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 — Сверлильный станок Ø 16
- СНВШ-1 — Сверлильный станок Ø 12
ТВ-6М (ТВ6М) станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-6М является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Школьный токарно-винторезный станок ТВ-6М является заменил модель ТВ-4. (Смотрите статью Школьные токарные станки).
Учебный токарно-винторезный станк ТВ-6М, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6М имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6М имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6М — Ø100 мм.
Привод станка осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6М не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Габаритные размеры рабочего пространства станка ТВ-6М
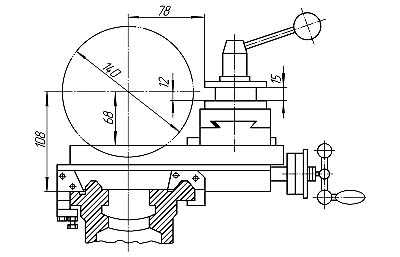
Габаритные размеры рабочего пространства станка ТВ-6М
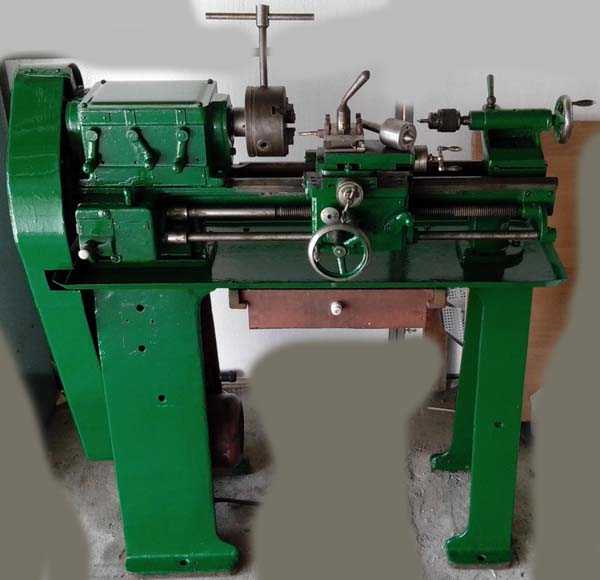
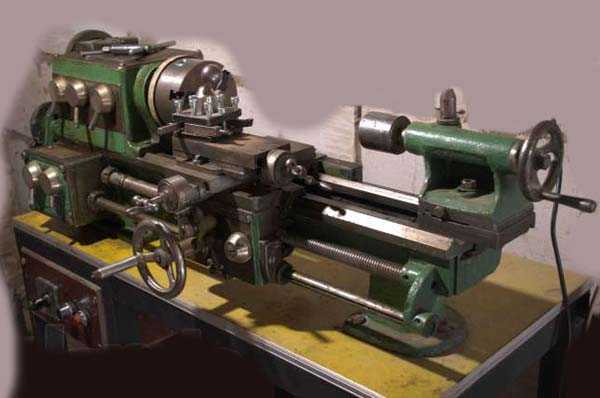
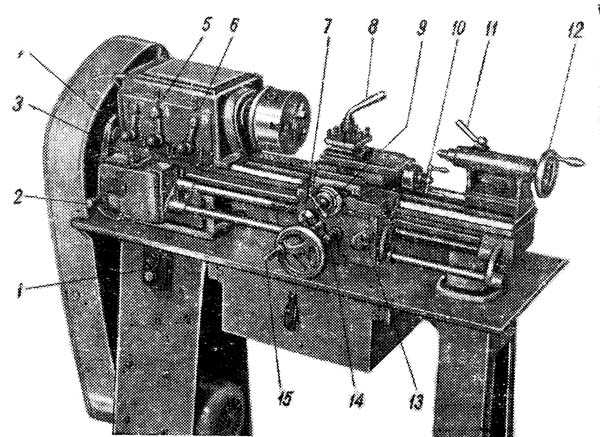
Общий вид токарно-винторезного станка ТВ-6М

Фото токарно-винторезного станка ТВ-6М
Расположение органов управления токарно-винторезным станком ТВ-6М
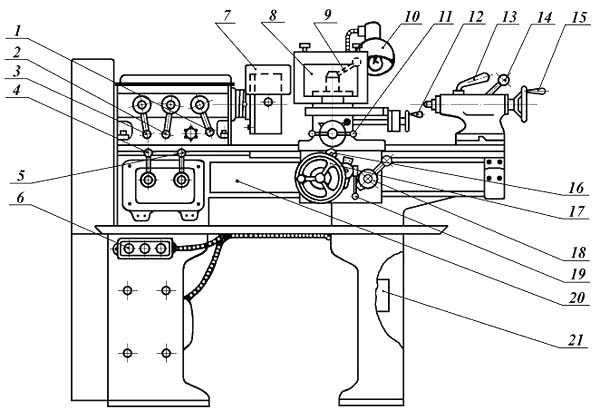
Расположение органов управления токарным станком ТВ-6М
Спецификация органов управления токарно-винторезного станка ТВ-6М
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Кнопки включения, реверсирования и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка зажима резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671.041-84
Схема кинематическая токарно-винторезного станка ТВ-6М
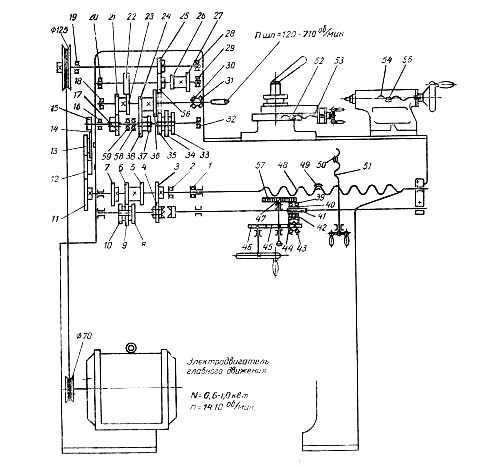
Кинематическая схема токарно-винторезного станка ТВ-6М
Конструкция токарно-винторезного станка ТВ-6М
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
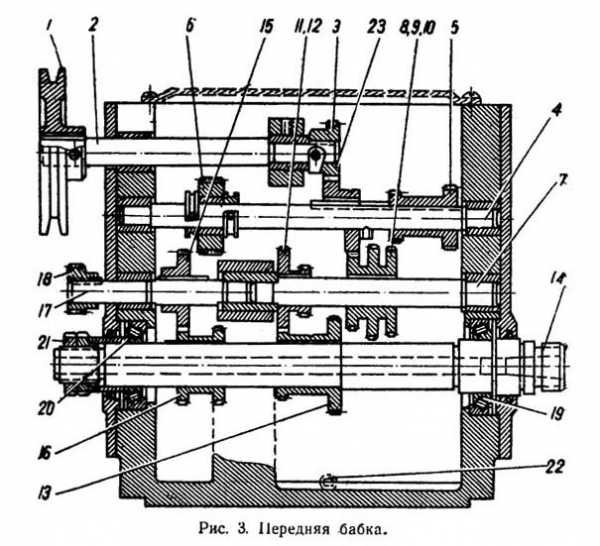
Передняя бабка токарно-винторезного станка ТВ-6М
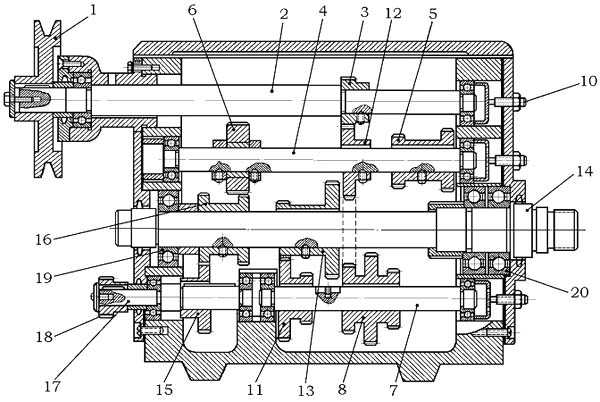
Чертеж коробки скоростей токарного станка ТВ-6М
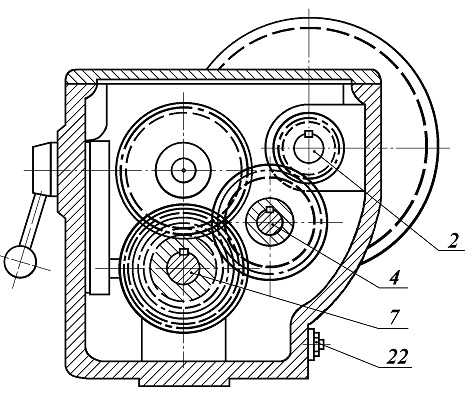
Чертеж коробки скоростей токарного станка ТВ-6М

Фото коробки скоростей токарного станка ТВ-6М
Передняя бабка крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-6М передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис.1). Рукоятка 1 имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые накручиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т.е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис.1).
При левой крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерни 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в спою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки передач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться коробке подач, т.е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размешается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя — в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки.
Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
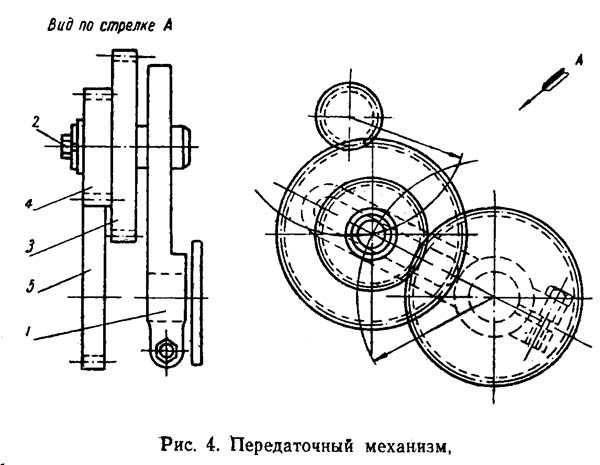
Гитара (передаточный механизм) токарно-винторезного станка ТВ-6М

Гитара (передаточный механизм) токарного станка ТВ-6М
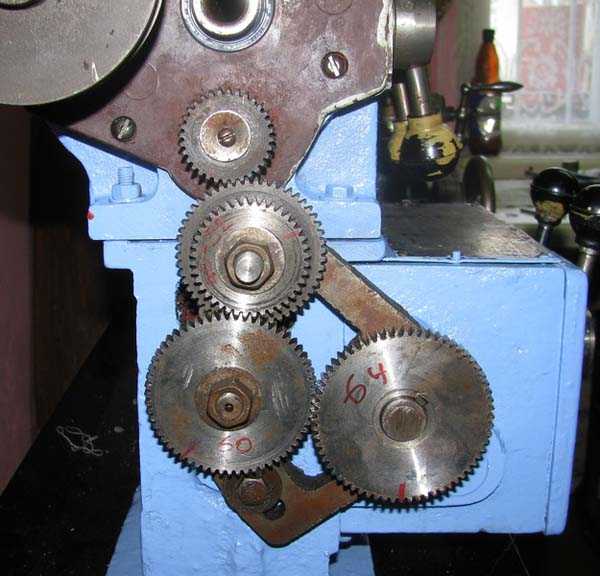
Гитара (передаточный механизм) токарного станка ТВ-6М
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна, на котором смонтированы шестерни. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-6М оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
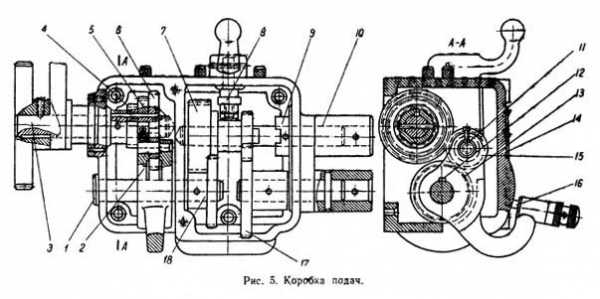
Коробка подач токарного станка ТВ-6М

Коробка подач токарного станка ТВ-6М

Коробка подач токарного станка ТВ-6М
Коробка подач получает движение от коробки скоростей через шестерни передаточного механизма (гитару).
Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25, а при установке сменных шестерен гитары — 1,5; 2,0 и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм. на один оборот шпинделя.
Необходимые резьбы в подаче устанавливаются путем поворота рукоятки, расположенной на передней крышке коробки подач. Включение ходового валика осуществляется поворотом рукоятки 5 (рис.1). В положении, указанном на рис.5 осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового валика производится поворотом рукоятки
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла. Масло на шестерни и трущиеся поверхности подается фитилями.
В работе ходовой винт не должен иметь осевого перемещения.
Для выборки люфта нужно подтянуть две круглые гайки.
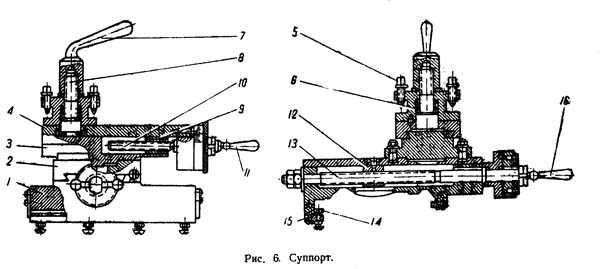
Суппорт токарно-винторезного станка ТВ-6М
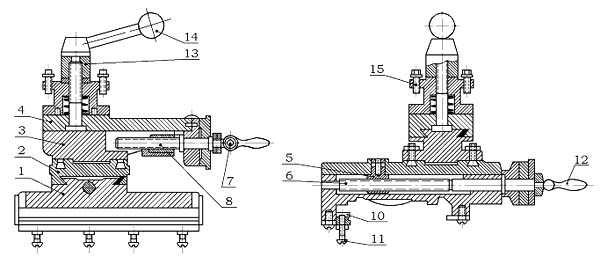
Суппорт токарно-винторезного станка ТВ-6М
Суппорт предназначен для закрепления и перемещения резца, он имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ новоротной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта.
Резцедержатель закрепляется на салазке 4 болтом 13 и рукояткой 14. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки.
Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт.
В резцедержателе можно закреплять одновременно до четырех резцов. Резцы крепятся болтами 15.
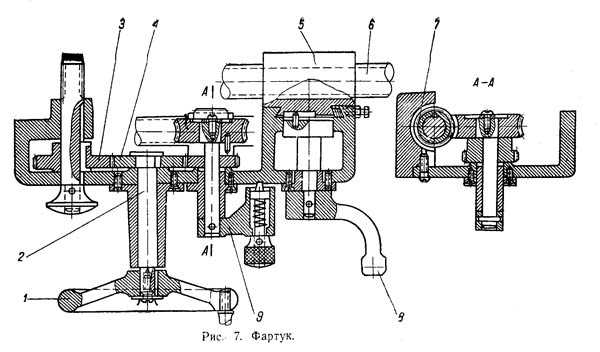
Фартук токарно-винторезного станка ТВ-6М
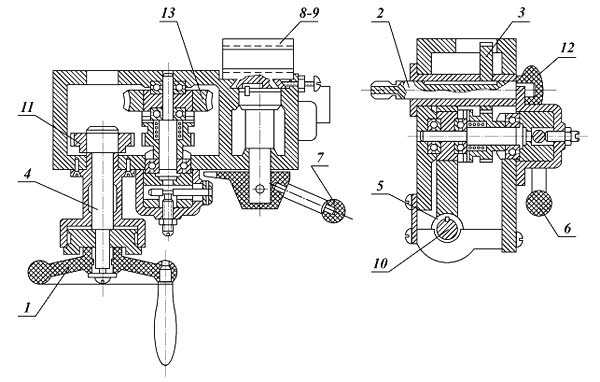
Фартук токарно-винторезного станка ТВ-6М
С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передастся па реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового винта осуществляется поворотом вниз рукоятки 7, соединяющей разъемную маточную гайку 8—9 с ходовым винтом.
Реечную шестерню 2 при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки 12 на себя.
При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка 1 реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки 12 от себя.
В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку.
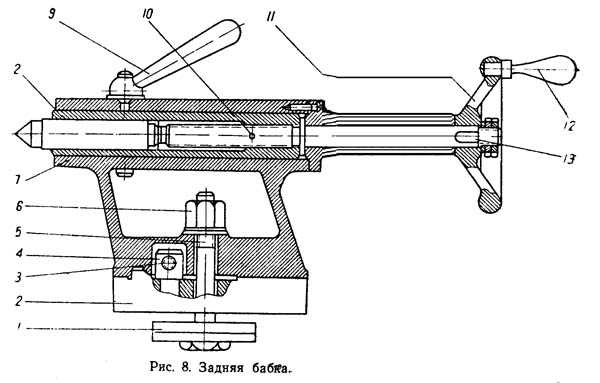
Задняя бабка токарно-винторезного станка ТВ-6М

Задняя бабка токарно-винторезного станка ТВ-6М
Составные части задней бабки токарно-винторезного станка ТВ-6М
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус бабки 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Для удобства вращения на маховике закреплена рукоятка 6.
Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 7. Рукоятка 8 служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны совпадать.
Схема электрическая токарно-винторезного станка ТВ-6М
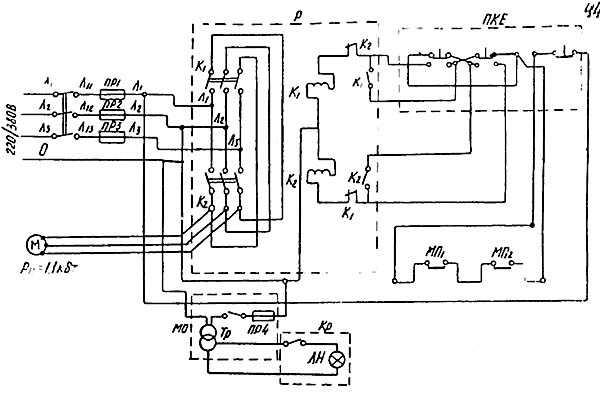
Электрическая схема токарно-винторезного станка ТВ-6М
Видео токарно-винторезного станка тв6м
Технические характеристики станка ТВ-6М
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-6М | ТВ-7 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 | |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 10 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | 78 | |
| Шпиндель | ||||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 130 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | ||
| Наибольший диаметр прутка, мм | 15 | 12 | ||
| Конус Морзе шпинделя | №2 | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 180, 250, 355, 500, 710, 1000 | 60..1000 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 50 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 | 65 |
| Наибольшее поперечное смещение задней бабки, мм | ±5 | |||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 | 1,1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 1100 | 1100 х 470 х 1020 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 280 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Наладка токарно-винторезного станка
Наладкой называют процесс подготовки технологического оборудования и технологической оснастки к выполнению определённой операции (ГОСТ 3.1109–82). Наладка токарно-винторезного станка 16К20 на обработку заготовки включает: установку режущих инструментов и приспособления, наладку режима резания для каждого из инструментов и наладку инструментов на выполняемые размеры.
Установка и закрепление резца. Перед точением нужно правильно установить резец в резцедержателе. Вершину резца рекомендуется устанавливать на уровне высоты центров станка. Для этого применяют прокладки (не больше двух), помещая их под опорной поверхностью резца. Положение вершины резца по высоте центров проверяют подводкой его к вершине конуса предварительно выверенного по высоте центра, установленного в пиноли задней бабки.
При установке резца необходимо следить за тем, чтобы его выступающая часть была бы возможно короче — не больше 1,5 высоты его стержня. При большем вылете резец может вибрировать, а обработанная поверхность в таком случае получится негладкой, со следами вибраций.
Закрепление резца в резцедержателе должно быть надёжным и прочным, поэтому резец закрепляют не менее чем двумя болтами, которые равномерно и туго затягивают.
Установка и закрепление заготовки. Для установки и надёжного закрепления круглых заготовок с отношением длины заготовки к её диаметру до четырёх используют трёхкулачковые самоцентрирующие патроны. Заготовки большей длины устанавливают в трёхкулачковых самоцентрирующих патронах с поджимом центром, располагаемым в отверстии пиноли задней бабки, либо в центрах с использованием поводкового патрона (рис. 1.11, г), закрепляемого на шпинделе станка. Для обеспечения такого закрепления на заготовке с двух сторон должны быть предварительно сделаны центровые отверстия. С целью уменьшения износа заднего центра его конец, исполненный в виде конуса, делают вращающимся (вращающийся центр, рис. 1 11, в).
Вращение на заготовку при установке в поводковом патроне (рис. 1.11, г) передаётся через три поворачивающихся сектора 1, закреплённых на корпусе 2. Поворот секторов, происходящий под действием силы резания, обеспечивает заклинивание заготовки и её неизменное положение относительно вращающегося корпуса. Недостатком такого патрона является образование вмятин на заготовке в месте закрепления при больших силах резания.
Короткие заготовки некруглой формы устанавливают на специальном приспособлении, называемом планшайбой, или в четырёхкулачковом патроне. Прутки и длинные заготовки небольших диаметров обычно пропускают через сквозное отверстие шпинделя, выдвигая их на требуемую длину и зажимая в трёхкулачковом или цанговом патроне.
Наладка режима резания. К элементам режима резания относят скорость главного движения резания υ, м/мин, подачу S и глубину резания t, мм.
Скоростью главного движения резания υ называют расстояние, проходимое точкой режущей кромки инструмента относительно заготовки в единицу времени. При точении скорость резания υ определяют по формуле
υ = πDп/1000, (1.1)
где D — наибольший диаметр обрабатываемой поверхности заготовки 1 (рис. 1.12), мм; n — частота вращения заготовки, об/мин.
Подачей S называют расстояние, проходимое инструментом относительно заготовки в направлении движения подачи Dsза единицу времени. На токарных станках при установке значения подачи с помощью рукояток коробки подач в качестве единицы времени принимают один оборот заготовки. Такую подачу называют подачей за один оборот заготовки и обозначают Sо, мм/об.
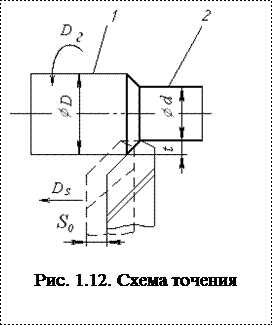 Глубиной резания t называют расстояние по перепендикуляру между обрабатываемой 1 и обработанной 2 поверхностями заготовки. В соответствии с обозначениями, данными на рисунке 1.12, глубина резания определяется по формуле t = (D – d)/2, где D и d — соответственно диаметры обрабатываемой и обработанной поверхностей.
Глубиной резания t называют расстояние по перепендикуляру между обрабатываемой 1 и обработанной 2 поверхностями заготовки. В соответствии с обозначениями, данными на рисунке 1.12, глубина резания определяется по формуле t = (D – d)/2, где D и d — соответственно диаметры обрабатываемой и обработанной поверхностей.
Установку режима резания на станке осуществляют, руководствуясь заданными или выбранными по справочникам значениями элементов режима резания, следующим образом.
По заданному или выбранному значению скорости главного движения резания υ рассчитывают частоту вращения шпинделя nрасч по формуле
nрасч = 1000υ/πD. (1.2)
Вслед за этим выбирают по паспортным данным станка частоту вращения шпинделя nст, выполнив условие nст ≤ nрасч, и устанавливают рукоятки коробки скоростей в положения, соответствующие этому значению.
Наладка подачи инструмента заключается в установке рукояток на коробке подач станка в положения, обеспечивающие значение подачи Sо равное или меньшее значению подачи, указанной в технологической документации.
Для размерной наладки станка и получения при обработке заданного диаметра заготовки, резец необходимо установить на требуемую глубину резания t. На токарных станках для этого предусмотрено специальное устройство, называемое лимбом. Оно расположено у рукоятки винта поперечной подачи и представляет собой кольцо, на наружной поверхности которого нанесены деления. Поворот рукоятки и винта с лимбом на одно его деление соответствует перемещению резца в направлении глубины резания на расстояние, равное цене деления лимба. На станке 16К20 цена деления лимба поперечной подачи резца равна 0,05 мм.
Для установки глубины резания t следует:
— сообщить заготовке вращательное движение;
— вращением маховика движения продольной подачи и рукоятки винта движения поперечной подачи вручную подвести резец к наружной поверхности вблизи правого торца заготовки так, чтобы его вершина коснулась обрабатываемой поверхности заготовки;
— установить момент касания и отвести резец от заготовки вправо;
— вращением рукоятки винта поперечной подачи, используя лимб винта поперечного движения, переместить резец на глубину резания немного меньшую, чем глубина резания t;
— обточить заготовку с ручной подачей на длине 3–5 мм и отвести резец вправо, затем остановить станок и измерить диаметр полученной поверхности;
— установить резец на глубину резания, соответствующую половине значения разности между получившимся и требуемым диаметрами;
— включить механическую подачу резца и проточить заготовку.
infopedia.su
ТВШ-3 Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 — Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок — ТВ-4.
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм — 100
- Наибольший диаметр точения над нижней частью суппорта, мм — 90
- Высота центров, мм — 100
- Наибольший диаметр обрабатываемого прутка, мм — 14
- Расстояние между центрами, мм — 350
- Наибольшая длина обтачивания, мм — 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) — 120…170
- Пределы продольных подач (3 ступени), мм/об — 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм — 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм — 15
- Мощность электродвигателя, кВт — 0,6
Общий вид токарно-винторезного станка ТВШ-3

Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка продольной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
Схема кинематическая токарно-винторезного станка ТВШ-3
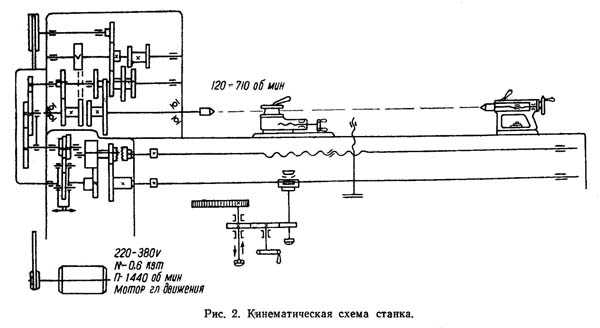
Схема кинематическая токарно-винторезного станка ТВШ-3. Смотреть в увеличенном масштабе
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Станок приводится в движение электродвигателем трехфазного тока мощностью 0,6 кВт с числом оборотов 1440 об/мин.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВШ-3
Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВШ-3 передняя бабка является коробкой скоростей.
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм токарно-винторезного станка ТВШ-3
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13. Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней» 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла. Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия

Суппорт токарно-винторезного станка ТВШ-3
Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами. Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3
С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Задняя бабка токарно-винторезного станка ТВШ-3
Задняя бабка (рис. 8) служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент. Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
ТВШ-3 (ТВ-3) Станок токарно-винторезный. Видеоролик
Нарезание шестерни на твш-3
Основные технические характеристики станка ТВШ-3
| Наименование параметра | ТВ-4 | ТВШ-3 | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | ||
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | |
| Наибольший диаметр заготовки над суппортом, мм | 125 | ||
| Высота центров над плоскими направляющими станины, мм | 108 | 100 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | |
| Наибольшая длина обтачивания, мм | 300 | 350 | |
| Наибольшая высота держателя резца, мм | 10 х 12 | ||
| Высота от опорной поверхности резца до линии центров, мм | 12 | 14 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 90 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 15 | |
| Наибольший диаметр прутка, мм | 15 | 14 | |
| Конус Морзе шпинделя | №2 | №2 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | ||
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Реверсирование | нет | ||
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 350 | |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | нет | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | ||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | ||
| Наибольшее перемещение резцовых салазок, мм | 50 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | |
| Число ступеней продольных подач суппорта | 3 | 3 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | |
| Количество нарезаемых резьб метрических | 3 | 3 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | |
| Пределы шагов нарезаемых резьб модульных | нет | нет | |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | |
| Наибольшее перемещение пиноли, мм | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±5 | ±7 | |
| Наличие лимба или линейки перемещения | 0,025 | нет | |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 0,6 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | |
| Масса станка, кг | 280 | 180 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарно-винторезный станок 163:устройство,характеристики,фото,схемы
Органы управления токарно-винторезного станка 163
- Рукоятка управления коробкой скоростей;
- Ручка настройки нормального или увеличенного шага резьбы;
- Рукоятка реверса при нарезании левой или правой резьбы;
- Рукоятка перебора;
- Включение реечной шестерни;
- Ручка поворота и фиксации резцедержателя;
- Рукоятка механического перемещения каретки;
- Кнопка включения ускоренного перемещения суппорта;
- Рукоятка реверса продольных и поперечных перемещений суппорта;
- Фиксация пиноли задней бабки;
- Маховик ручного перемещения пиноли;
- Включатель напряжения;
- Точения конусов или цилиндров;
- Ручное перемещение каретки;
- Включение и реверс шпинделя;
- Включение маточной гайки;
- Пуск главного электродвигателя;
- Ручное перемещение суппорта;
- Включение механического перемещения суппорта;
- Ручное продольное перемещения суппорта;
- Включение и реверс шпинделя;
- Пуск главного электродвигателя;
- Включение ходового винта или валика;
- Рукоятка настройки необходимого шага и подачи для нарезания резьбы;
- Рукоятка настройки необходимого шага и подачи для нарезания резьбы;
- Выбор типа нарезаемой резьбы
Кинематическая схема токарно-винторезного станка 163
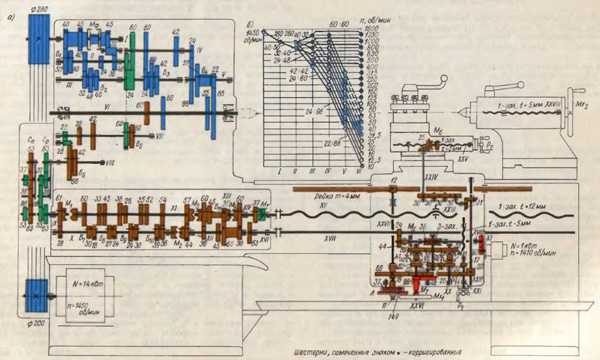
фото:кинематическая схема токарно-винторезного станка 163
Основные движения в станке
В работе станка можно выделить следующие основные движения:
- Главное движение или движение резания;
- Вспомогательное движение или движение подач;
- Движения образования винтовой поверхности
Главное движение — это вращение шпинделя с обрабатываемой заготовкой. Ведущий вал коробки скоростей получает вращательное движение от главного электродвигателя через клиноременную передачу. При помощи дисковой фрикционной муфты шестерни 40 и 45 соединяются с валом 1.Крутящий момент вал 2 получает через подвижный блок шестерен Б с двумя различными передачами. От вала 2 вращательное движение передается на вал 3 через тройной подвижный блок шестерен. В среднем зацепления блока шестерен, вращение передается непосредственно на шпиндель станка 6.
Вспомогательное движение – прямолинейное возвратно-поступательное движение суппорта в продольном и поперечном направлениях.
Движение подач осуществляется непосредственно от шпинделя через шестерни 60-60, когда подвижный блок сдвинут в правое положение.
Центральный вал 19 фартука получает вращательное движение от ходового валика через зубчатые колеса 24-44, обгонную муфту, вал 18 и червячную передачу 3-36.
Включение, выключение и реверсирование продольной подачи осуществляется при помощи электромагнитной фрикционной муфты.
Движение образования винтовой поверхности — кинематически связанное с вращением шпинделя прямолинейное возвратно-поступательное движение суппорта для нарезание различных резьб.
Движение заимствуется от шпиндельной бабки через зубчатые колеса 60-60 или от вала 4 через звеноу величенного шага с шестернями 60-24-48-60.
При нарезании метрических и дюймовых резьб, сменные зубчатые колеса (гитара) устанавливаются по схеме Сп, а для модульных и питчевых резьб – Ср
Механизм переключения скоростей
При помощи двух рукояток производиться переключение всех скоростей на станке.
Рукоятка 1 управляет подвижными блоками зубчатых колес Б1 и Б2,а рукоятка 27 – тройным блоком Б3 и двойным блоком Б4
Перемещением рукоятки 1 через вал 26 и шестерни 25-8 приводится во вращательное движение кривошипный палец 9 с диском 7, на котором расположен торцевой кривошипный паз. В него входит ролик 6 двухплечевого рычага 5. Второй конец рычага 5 при помощи ползунка 32 связан с вилкой 31, которая, в свою очередь, перемещается по круглой направляющей 30.Валка 31 перемещает тройной подвижный блок Б2
Двойной подвижный блок Б1 перемещается вилкой 11, которая, в свою очередь, перемещается по круглым направляющим при помощи кривошипного пальца 9 и ползушки 10.
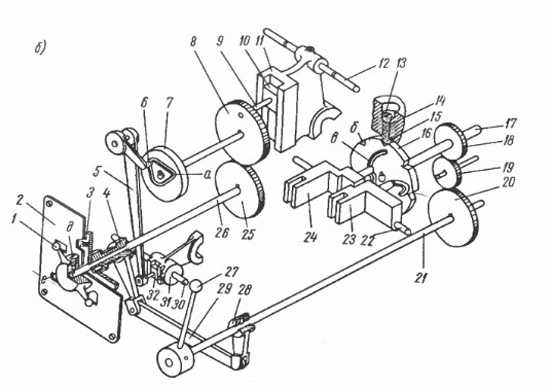
фото:механизм переключения скоростей
Технические характеристики токарно-винторезного станка 163
| Основные параметры | 163 |
|---|---|
| Высота центров,мм | 315 |
| Наибольший диаметр обрабатываемой детали,мм: | |
| над станиной | 630 |
| над нижней частью суппорта | 340 |
| Диаметр отверстия в шпинделе,мм | 70 |
| Расстояние между центрами,мм | 1400,2800 |
| Число скоростей вращения шпинделя | 24 |
| Пределы чисел оборотов шпинделя, об/мин | 10-1250 |
| Количество величин подач суппорта,мм/об | 40 |
| Пределы величин подач суппорта,мм/об: | |
| продольных | 0,1-3,2 |
| поперечных | 0,04-1,18 |
| Скорость быстрых подач верхней части суппорта,м/мин | 3,6 |
| Мощность главного электродвигателя,кВт | 14 |
Видео:токарно-винторезный станок 163
www.metalstanki.com.ua
Основные детали и узлы токарно-винторезного станка
Обратная связь
ПОЗНАВАТЕЛЬНОЕ
Сила воли ведет к действию, а позитивные действия формируют позитивное отношение
Как определить диапазон голоса — ваш вокал
Как цель узнает о ваших желаниях прежде, чем вы начнете действовать. Как компании прогнозируют привычки и манипулируют ими
Целительная привычка
Как самому избавиться от обидчивости
Противоречивые взгляды на качества, присущие мужчинам
Тренинг уверенности в себе
Вкуснейший «Салат из свеклы с чесноком»
Натюрморт и его изобразительные возможности
Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д.
Как научиться брать на себя ответственность
Зачем нужны границы в отношениях с детьми?
Световозвращающие элементы на детской одежде
Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия
Как слышать голос Бога
Классификация ожирения по ИМТ (ВОЗ)
Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека — Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
Отёска стен и прирубка косяков — Когда на доме не достаёт окон и дверей, красивое высокое крыльцо ещё только в воображении, приходится подниматься с улицы в дом по трапу.
Дифференциальные уравнения второго порядка (модель рынка с прогнозируемыми ценами) — В простых моделях рынка спрос и предложение обычно полагают зависящими только от текущей цены на товар.
Несмотря на разнообразие типов, конструкций и размерив станков токарной группы, они имеют общие узлы, и детали которые рассмотрим на примере современного токарно-винторезного станка, изображенного на рис.
Основными узлами токарно-винторезного станка являются станина, передняя
бабка, задняя бабка, коробка подач, фартук и суппорт.
Станина служит для монтажа на нее основных узлов станка, причем суппорт и задняя бабка могут перемещаться вдоль станины по направлению.
Передняя бабка служит для закрепления обрабатываемой детали и передачи ей
вращения. В передней бабке смонтирована коробка скоростей и шпиндель.
Задняя бабка служит для поддержания другого конца обрабатываемой детали; используется также для установки сверла, зенкера, развертки и других инструментов.
 Коробка подач станка предназначена для передачи вращения ходовому винту или ходовому валу, а также для изменения числа их оборотов.
Коробка подач станка предназначена для передачи вращения ходовому винту или ходовому валу, а также для изменения числа их оборотов.
Фартук служит для преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта.
Суппорт предназначен для перемещения резца, закрепленного в резцедержателе, в продольном, поперечном и наклонном направлениях.
Изображенный на рис. станок имеет ходовой вал и ходовой винт и называется токарно-винторезным. Свое название он получил потому, что на нем, помимо всех обычных токарных работ, можно нарезать резьбу резцом.
Станок без ходового винта называется просто токарным. На токарном станке можно производить различные токарные работы, кроме нарезания резьбы резцом.
СТАНИНА
Станина изготовляется из чугуна и состоит из двух продольных стенок соединенных для большей жесткости поперечными ребрами. На одном конце станины закрепляют переднюю бабку, а на другом устанавливают заднюю бабку. Заднюю бабку можно перемещать по направляющим вдоль станины и закреплять в требуемом положении. По направляющим станины перемещается также нижняя плита суппорте, называемая кареткой. Крайние направляющие станины , по которым перемещается каретка, обычно имеют призматическую форму. Одна из внутренних направляющих, по которой передвигают заднюю бабку имеет плоскую поверхность. Направляющие станины должны быть точно обработаны и строго прямолинейны и параллельны, так как от этого зависит точность обработки деталей.
ПЕРЕДНЯЯ БАБКА
Назначение передней бабки — закреплять обрабатываемую деталь и передавать ей вращательное движение.
Наиболее ответственной частью передней бабки является шпиндель. Шпинделем называется основной вал коробки скоростей. Шпиндель передает вращение обрабатываемой детали при помощи кулачкового или поводкового патрона, навертываемого на правый нарезанный конец шпинделя. Для приведения шпинделя во вращение, а также для изменения числа его оборотов в минуту в корпусе передней бабки имеется особый механизм.
В современных токарных станках таким механизмом является коробка скоростей. Она расположена внутри чугунного корпуса передней бабки и состоит из ряда
зубчатых колес, валов и других деталей.
От электродвигателя при помощи ремня вращение передается на приводной шкив. Шкив свободно сидит на валу коробки скоростей. Внутри шкива находится муфта включения. Если посредством пусковой рукоятки включить муфту, то шкив соединится с валом коробки скоростей и приведет его во вращение.
На валу сидит блок зубчатых колес, который может перемещаться по шпонке вдоль вала при помощи рукоятки. В правом положении блока колесо сцепляется с колесом; в среднем положении — колесо с колесом и в левом положении — колесо с колесом. Колеса, сидящие на валу, жестко скреплены с этим валом. Заметим, что числа зубьев сцепляемых зубчатых колес во всех трех случаях различны. Поэтому, несмотря на то, что вал имеет постоянное число оборотов, валу можно сообщить три различных числа оборотов в минуту в зависимости от того, какая пара зубчатых колес находится в сцеплении.
Колеса оцеплены соответственно с колесами , свободно сидящими на шпинделе. Чтобы шпиндель получил вращение, нужно сцепить находящуюся на нем двустороннюю зубчатую муфту с одним из зубчатых колес, для чего торцы их снабжены зубьями (кулачками). Муфта, перемещаемая рукояткой по шпонке шпинделя всегда соединена со шпинделем. Следовательно, соединение муфты с любым из двух колес вызывает соединение этого колеса со шпинделем.
Допустим, что муфта включена вправо. Это значит, что, вращение шпинделю передается через зубчатые колеса. При этом в соответствии с тремя положениями рукоятки шпиндель получает три различных числа оборотов. Если муфта включена влево, то передача происходит через другие колеса. В соответствии с теми же тремя положениями рукоятки шпиндель получает три других числа оборотов. Таким образом, шпиндель получает всего шесть различных чисел оборотов путем переключения рукояток, расположенных на наружной стенке передней бабки.
Как надо повернуть рукоятки для получения требуемого числа оборотов шпинделя, указано на металлической табличке, прикрепленной, к стенке передней бабки.
ЗАДНЯЯ БАБКА
Корпус задней бабки расположен на плите, передвигаемой по направляющим станины. В отверстии корпуса может продольно перемещаться пиноль с закрепленной в ней гайкой. С переднего конца пиноль снабжена коническим отверстием, в которое вставляется центр, а иногда хвостовая часть сверла или развертки. Перемещение пиноли производится посредством маховичка, вращающего винт; винт при вращении перемещает гайку, а вместе с ней и пиноль.
Чтобы при вращении маховичка пиноль не проворачивалась, она имеет (внизу) шпоночную канавку, в которую входит шпонка, заложенная в корпус задней бабки. Рукоятка служит для закрепления пиноли в корпусе бабки. Оси шпинделя станка и пиноли задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт. (Посредством винта можно смещать корпус относительно плиты в поперечном направлении, к чему прибегают иногда при точении пологих конусов.
Для обтачивания в центрах деталей разной длины перемещают плиту вместе с корпусом задней бабки вдоль станины и закрепляют в нужном положении зажимными болтами или с помощью эксцентрикового зажима и скобы. Рукояткой поворачивают эксцентриковый валик и отпускают или затягивают скобу, Отпустив скобу, передвигают заднюю бабку и, установив её в нужном положении, снова затягивают скобу.
Чтобы удалить задний центр из конического отверстия пиноли, вращают
маховичок таким образом, чтобы втягивать пиноль в корпус задней бабки до
отказа. В крайнем положении конец винта выталкивает центр.
МЕХАНИЗМ ПОДАЧИ
Движение подачи сообщается режущему инструменту с целью распространить
постепенно процесс резания на всю обрабатываемую поверхность детали.
Продольная подача направлена вдоль оси шпинделя станка; поперечная —перпендикулярно этой оси. Величиной подачи называется длина перемещения резца за один оборот шпинделя; измеряется она в миллиметрах.
Механическое движение подачи суппорт получает от ходового винта или ходового вала. Они, в свою очередь, приводятся в движение от шпинделя станка через ряд зубчатых колес.
На конце шпинделя закреплено зубчатое колесо, с которым посредством рычага можно сцеплять либо зубчатое колесо, либо зубчатое колесо. Зубчатое колесо находится постоянно в зацеплении с колесом и с колесом. Если, повернув рычаг вниз, сцепить с зубчатым колесом колесо, то вращение колесу будет передаваться через два промежуточных колеса. Повернув рычаг вверх, сцепляют колес непосредственно с колесом. В этом случае колесо 4 получит вращение только через одно промежуточное зубчатое колесо, следовательно, оно будет вращаться в ином направлении, чем в первом случае.
Рассмотренный механизм носит название трензеля. Он широко распространен в токарных станках старых типов и предназначен для изменения направления подачи. Если рычаг закрепить в среднем положении, то зубчатые колеса не сцепляются с колесом, и механизм подачи будет выключен.
Трензель обычно помещается внутри корпуса передней бабки. Конец вала, на котором сидит зубчатое колесо, выступает наружу. На него можно насадить колесо другое колесо, от которого вращение передается колесам иным колесам. От колеса получает вращение ходовой, винт или ходовой вал. Эти четыре зубчатых колеса являются сменными, т. е. их можно снимать со станка и заменять другими с иными числами зубьев.
Подбивая соответственным образом числа зубьев этих колес, можно получить требуемую скорость вращения ходового вала или ходового винта. Чтобы установленные зубчатые колеса могли сцепляться между собой, сначала передвигают ось колес вдоль прямого паза приклона гитары, пока колесо не войдет в зацепление с колесом. Затем закрепляют эту ось в пазу болтом и, поворачивая приклон, сцепляют колеса. Наконец, закрепляют гитару болтом. При установке сменных колес нужно оставлять возможно малый, но ясно ощущаемый при покачивании зазор между их зубьями. Плотное соединение может привести к поломке зубьев.
В станках, не имеющих коробки подач, зубчатое колесо обычно расположено на ходовом винте, сообщающем подачу суппорту. В более совершенных станках это колесо устанавливают на первом валике коробки подач.
Коробка подач служит для изменения скорости вращения ходового винта и ходового вала, т. е. для изменения величины подачи. Если станок не имеет коробки подач, то изменение величины подачи производят только сменой зубчатых колес на гитаре. Это весьма неудобно, так как отнимает много времени, но применяется этот способ и в современных токарных станках при нарезании точных резьб, помимо коробки подач.
Первый валик коробки подач получает вращение от сменных зубчатых колес гитары. Этот валик имеет длинную шпоночную канавку, в которой скользит шпонка зубчатого колеса, расположенного в рычаге. Рычаг несет ось, на которой свободно вращается зубчатое колесо, постоянно сцепленное с колесом (Посредством рычага колесо вместе с колесом можно перемещать вдоль валика; поворачивая рычаг, можно сцепить колесо с любым из десяти зубчатых колес, закрепленных на валике. Рычаг может занимать десять различных положений по числу зубчатых колес. В каждом из этих положений рычаг удерживается штифтом, входящим в одно из отверстий передней стенки
коробки подач.
При каждом положении рычага 4, благодаря сцеплению колеса 6 с каким-либо колесом из комплекта, получает другую скорость вращения валик. На правом конце этого валика, на шпонке, расположено передвижное зубчатое колесо имеющее на правом торце ряд выступов. В левом положении колесо сцеплено с колесом, закрепленным на ходовом валу. Если колесо сместить вправо вдоль валика, то оно выйдет из зацепления с колесом и торцовыми выступами сцепится с кулачковой муфтой, жестко сидящей на ходовом винте. При этом валик будет непосредственно соединен с ходовым винтом. При включении ходового винта ходовой вал остается неподвижным; наоборот, при включении ходового вала остается неподвижным ходовой винт.
На стенке коробки подач обычно имеется табличка, указывающая, какая подача или какой шаг резьбы получается при каждом из десяти положений рычага при определенном подборе зубчатых сменных колес гитары
СУППОРТ
Нижняя плита суппорта, называемая кареткой, или продольными салазками, может перемещаться по направляющим станины механически или вручную и дает резцу движение в продольном направлении. На верхней поверхности каретки имеются направляющие в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. По направляющим каретки могут перемещаться механически или вручную поперечные салазки, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
На верхней поверхности поперечных салазок расположена поворотная часть суппорта. Отвинтив гайки, можно повернуть эту часть суппорта под нужным углом относительно направляющих станины и затем снова затянуть гайки. На верхней поверхности поворотной части имеются направляющие в форме ласточкина хвоста, по которым при вращении рукоятки могут перемещаться верхние салазки суппорта.
Резцедержатели. На верхних салазках суппорта установлен резцедержатель или резцовая головка, в которой винтами можно закрепить резец.
Резцедержатели бывают различных конструкций. На легких станках применяется одноместный резцедержатель. Он представляет собой цилиндрический корпус, в прорезь которого вставляется резец и закрепляется болтом. Резец опирается на подкладку, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца. Такое устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, однако недостаточно прочно; поэтому его применяют главным образом для мелких работ. Более прочно закрепляют резец в резцедержателе. Резцедержатель, снабженный Т-образным сухарем, закрепляют на верхней части суппорта гайкой. Для регулирования положения режущей кромки резца по высоте в резцедержателе имеется подкладка, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец двумя болтами. Резцедержатель этого типа применяется как на малых, так и на крупных станках.
На средних токарных станках применяют преимущественно четырехгранную поворотную резцовую головку, позволяющую закрепить сразу четыре резца, которыми можно работать поочередно. Для этого нужно повернуть резцовую головку и поставить требуемый резец в рабочее положение. Перед поворотом резцовой головки необходимо ее открепить, повернув рукоятку, связанную с гайкой, сидящей на винте. После каждого поворота резцовую головку снова нужно зажать с помощью той же рукоятки.
На крупных токарных станках применяют одноместные резцедержатели. В этом случае резец устанавливают на плоскость верхней части суппорта и закрепляют планкой, затягивая гайку. Для предохранения винта от изгиба планка поддерживается винтом, опирающимся на башмак. При отвертывании гайки пружина приподнимает планку.
ФАРТУК
К нижней поверхности каретки прикреплен фартук, в котором находятся механизмы для преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта.
Поперечная подача резца производится перемещением поперечных салазок суппор-
та. Для этого рукояткой вращают винт, гайка которого скреплена с поперечными салазками. Маховичок служит для сообщения суппорту продольной подачи (вручную) по направляющим станины. Для более точного механического продольного перемещения суппорта пользуются ходовым винтом, с которым связана маточная гайка, установленная в фартуке суппорта. При нарезании резьбы обе половины гайки сближают при помощи рукоятки они захватывают нарезку винта, при вращении которого фартук, а вместе с ним и суппорт получают продольное перемещение.
Механизм для сдвигания и раздвигания половин разъемной гайки устроен следующим образом. На валике рукоятки закреплен диск с двумя спиральными прорезями, в которые входят пальцы нижней и верхней половин гайки. При повороте диска прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться, Обе половины гайки скользят по направляющим фартука, имеющим форму ласточкина хвоста. Ходовой винт и маточную гайку используют только при нарезании резьбы
При всех токарных работах, кроме нарезания резьбы резцом, продольная подача осуществляется при помощи жестко скрепленной со станиной зубчатой рейки и катящегося по ней зубчатого колеса, установленного в фартуке. Реечное колесо может получать вращение либо вручную, либо от ходового вала. В длинную шпоночную канавку вала входит шпонка сидящего на нем червяка. Вращаясь, червяк приводит в движение червячное колесо. Для включения механической продольной подачи нужно рукояткой соединить (с помощью муфты) червячное колесо с колесом. Последнее сообщит вращение сцепленному с ним колесу, а вместе с ним будет вращаться сидящее на том же валике реечное колесо. Это колесо катится по неподвижной рейке, приводя в движение фартук и супорт вдоль станины.
Рядом с червяком на ходовом валу, сидит коническое зубчатое колесо, шпонка которого также скользит в длинной шпоночной канавке ходового вала. Вращаясь вместе с валом, колесо приводит во вращение другое коническое колесо и цилиндрические колеса. Посредством кнопки можно колесо сцепить с колесом. Вместе с колесам приходам во вращение винта, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо выводят из зацепления с колесом, пользуясь той же кнопкой.
Ручная поперечная подача производится рукояткой, а ручная продольная — рукояткой через колеса и рейку.
Если включить механизм продольной подачи от ходового вала одновременно с замыканием маточной гайки на ходовом винте, то произойдет поломка механизма фартука или коробки подач. Чтобы предотвратить возможность такого неправильного включения, в станке имеется специальный механизм, называемый механизмом блокировки. Он исключает возможность поворота рукоятки и замыкания гайки, когда включена подача от ходового вала, или поворота рукоятки включения механической продольной подачи от
вала, если замкнута маточная гайка на ходовом винте.
megapredmet.ru
Токарно винторезный станок
Общее описание токарно-винторезного станка
Токарно винторезный станок – оборудование, которое используется для обработки заготовок из металлов и других материалов точением (резанием). С помощью токарных станков осуществляют расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование, развертывание отверстий и другие работы.

На Токарно винторезном станке простой принцип работы: заготовка, которая зажата в горизонтальном положении, начинает вращаться и резцом, который подвижен, снимается не нужный материал. Но для того чтобы осуществить этот принцип, нужен механизм, который состоит из большого количества точно пригнанных элементов. Токарные станки объединяют девять видов станков, которые отличаются по различным признакам: по конструктивной компоновке, по назначению, по степени автоматизации.
Использование на станках специальных дополнительных устройств (для фрезерования, для шлифования, для сверления радиальных отверстий) сильно расширяет технологическую функциональность оборудования.
Токарные станки, автоматы и полуавтоматы, делятся на вертикальные и горизонтальные, в зависимости от размещения шпинделя, который несет приспособление для установки заготовки детали, которая обрабатывается. Вертикальные станки в основном используются для обработки деталей крупных размеров и массы, но небольшой длины. Наиболее известные токарные станки во времена советского союза — 16К20 и 1К62. Токарный станок предназначен для обработки материалов резанием, для того чтобы получить детали в форме тел вращения. На сегодняшний день есть несколько основных видов токарных станков. Самая универсальная техника токарной группы – это токарно-винторезные станки, которые применяют в условиях мелкосерийного производства. А токарно-винторезные станки, в свою очередь, тоже разделяются на виды:
Устройство токарно винторезного станка
Токарно-винторезный станок имеет свое индивидуальное устройство. Основной корпус техники является неподвижным, а инструмент начинает свою работу, нажатием специальных головок. Деталь, которая получается в процессе обработки можно применять в таких операциях. Сейчас многие считают, что использование токарно- винторезного станка осуществляется не оптимально. Обработку материалов можно увеличить и проводить с большей эффективностью. Но элементом, получаемым производителями после работы, обычно довольны.
Токарно-винторезный станок — оси
Токарно-винторезный станок оси – это достаточно новое оборудование. Но, тем не менее, он уже успел завоевать популярность у специалистов промышленной сферы. Токарный станок оси, иначе называемый ОЗУ, объединяет в себе черты обычных токарных инструментов с пинолем стиля оси.
На токарном станке данного типа принцип работы достаточно простой и понятный даже тем людям, которые никогда не сталкивались с промышленностью. В момент, когда оборудование стыкуется с заготовкой, которую нужно обработать, то он начинает скользить по её поверхности. И поэтому процесс обработки становится быстрым, легким, ну и качественным.
Токарно-винторезный станок типа CNC
Данный станок в состоянии заменить старый вид оборудования. Мультишпиндель и другие инструменты станков CNC имеют ряд преимуществ: просты в установке и легки в эксплуатации. Такая техника в полном объеме отвечает тенденциям сегодняшней разработки рабочих мест.
Показатели токарно-винторезных станков CNC намного выше других существующих типов оборудования данного класса. Можно отметить, что организации, которые приобретают такие станки, решают свои проблемы с производительностью на все сто процентов. Токарно-винторезный станок с легкостью можно считать наиболее универсальным станком из всех существующих станков токарной группы. Он используется в условиях мелкосерийного и единичного производства разнообразных деталей. Сейчас за счет своей универсальности он пользуется большим спросом во многих организациях, которые работают в металлообрабатывающей промышленности.
Такую популярность обеспечивает большой спектр задач, которые он выполняет. Это и большая степень производительности, и надежность, и высокая точность обработки деталей. Наиболее известным токарно-винторезным станком в советском союзе был 16К20. Работа этого станка базируется на снятии стружки с заготовок продукции при точении, таким образом обрабатываются чаще всего тела вращения. Также к станкам токарной группый входят и токарно карусельные станки.
Токарные станки позволяют обрабатывать внутренние и наружные поверхности. Техника дает возможность обтачивать детали разнообразных форм (фасонных, конических, цилиндрических), выполнять сверление, растачивание, развертывание отверстий, подрезку торцов, накатку рифлений, нарезание резьбы и другие операции. Также возможность применения специального оборудования даст вам возможность выполнять и другую работу. К примеру, вы сможете осуществлять фрезерование, шлифование, нарезание зубьев и другие.
Токарно-винторезная техника, в первую очередь, предназначена для единичного и мелкосерийного производства. Но, если необходимо, его можно будет оборудовать дополнительными приспособлениями и устройствами, которые дадут возможность расшириться до серийного производства. В массовом производстве используются токарные и револьверные полуавтоматы и автоматы. Обслуживание автомата подразумевает периодическую наладку, подачу материала на станок и контроль обрабатываемых деталей.
В полуавтомате же движения, которые связаны со снятием и загрузкой заготовок, не автоматизированы. Автоматическое управление рабочим процессом таких токарно-винторезных станков выполняется благодаря распределительному валу, где установлены кулачки.
promplace.ru