Советы по выбору электропечи и термопенала для сушки электродов
Использование электродов сразу после вскрытия упаковки возможно только при условии, что она герметична. При нарушении её целостности нужно предварительно подготовить сварочные электроды перед их применением. Сварку ответственных конструкций необходимо производить только прокаленными электродами.
1 / 1
Проводить данную операцию нужно и в том случае, если электроды длительное время хранились в помещении с повышенной влажностью. Чтобы соблюсти рекомендованный производителем расходных материалов температурный режим, для прокалки и сушки используются специальные электропечи и термопеналы.
Особенности и функционал
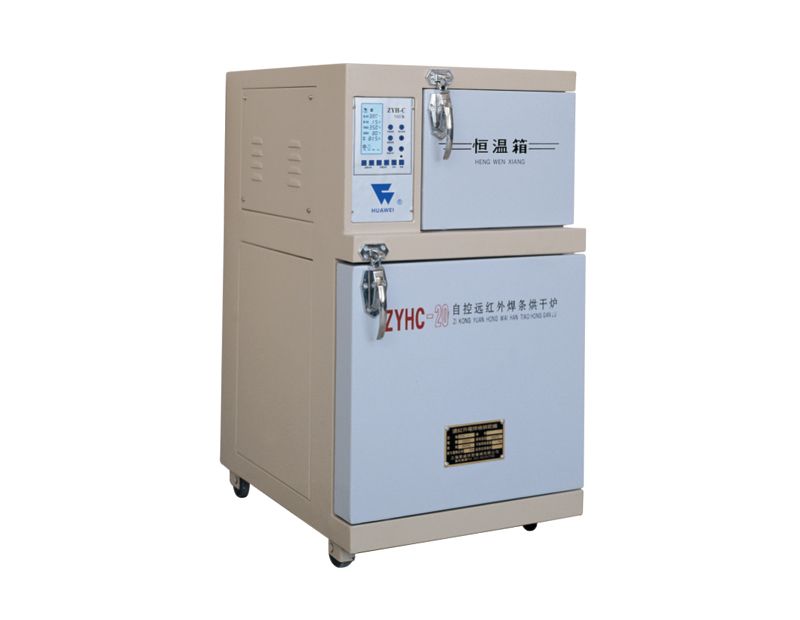
Электропечь для прокалки электродов – это специализированное оборудование в виде металлического шкафа со специальными лотками, в которые укладываются сварочные электроды.
Электропечи для прокалки и сушки электродов бывают стационарными и мобильными. По функционалу выделяют простые модели с функцией сушки и комбинированные устройства, предназначенные как для сушки, так и для прокалки. Кроме того, печи различаются мощностью нагревателя, количеством и размерами лотков, что влияет на массу загружаемых сварочных материалов. Для поддержания температуры сварочных электродов с целью сохранения их в прокаленном состоянии используется термопенал. Он имеет более компактные размеры, меньшую вместимость.
Продукция от ГК «Кедр»
КЕДР ЭП-90 с цифровой индикацией
Используется для сушки и прокалки сварочных электродов в стационарных условиях. Весит 50 кг при размерах 620х670х670 мм. Питается от сети напряжением 380 В. За раз можно загрузить до 90 кг электродов. Имеет удобное и понятное управление. Диапазон настройки терморегулятора – от 100 до 400 градусов. Для разогрева камеры с полной загрузкой потребуется не больше 90 минут. Отлично подходит для использования на крупных промышленных объектах и на специализированных предприятиях. Номинальная мощность равна 5 кВт. Масса оборудования – около 50 кг.
Весит 50 кг при размерах 620х670х670 мм. Питается от сети напряжением 380 В. За раз можно загрузить до 90 кг электродов. Имеет удобное и понятное управление. Диапазон настройки терморегулятора – от 100 до 400 градусов. Для разогрева камеры с полной загрузкой потребуется не больше 90 минут. Отлично подходит для использования на крупных промышленных объектах и на специализированных предприятиях. Номинальная мощность равна 5 кВт. Масса оборудования – около 50 кг.
КЕДР ЭП-40
 Потребляемая мощность оборудования – 2,5 кВт.
Потребляемая мощность оборудования – 2,5 кВт.
КЕДР ЭП-20 с цифровой индикацией
Подходит для одновременной загрузки не более 20 кг сварочных расходных материалов. Может использоваться как в мастерской, так и на строительной площадке. Цифровая индикация своевременно сообщит о завершении процесса нагрева и поддержании заданной температуры. Диапазон настройки терморегулятора составляет от 100 до 450 градусов. Время разогрева до рабочей температуры (если печь полностью загружена) – не более 100 минут. Заданная температура поддерживается при помощи электронного блока. Термочувствительный элемент расположен под полкой – в средней части рабочей камеры. Управление оборудованием удобное и интуитивно понятное. Ножки обеспечивают надёжное и устойчивое положение. Подключить эту модель печи для сушки и прокалки электродов можно к сети с напряжением 220 Вт. Мощность не превышает 0,7 кВт. Весит устройство меньше аналогов – 18 кг.
КЕДР ЭПФ-200
Данная модель электропечи предназначена для сушки и прокалки флюса в стационарных условиях. Может применяться в любой отрасли машиностроения. Питается от сети напряжением 380 В. Номинальная мощность составляет 12,0 кВт. Имеет 1-класс защиты от поражения электрическим током. Диапазон настройки терморегулятора колеблется от 100 до 400 градусов. Максимальная единовременная загрузка – 200 кг. На разогрев электропечи до рабочей температуры при условии полной загрузки уходит не более 90 минут. Размеры оборудования – 770х812х1500 мм, масса – 130 кг. На лицевой панели имеется табло индикации и сетевой выключатель. Терморегулятор, которым оснащено оборудование, поддерживает заданную температуру.
Может применяться в любой отрасли машиностроения. Питается от сети напряжением 380 В. Номинальная мощность составляет 12,0 кВт. Имеет 1-класс защиты от поражения электрическим током. Диапазон настройки терморегулятора колеблется от 100 до 400 градусов. Максимальная единовременная загрузка – 200 кг. На разогрев электропечи до рабочей температуры при условии полной загрузки уходит не более 90 минут. Размеры оборудования – 770х812х1500 мм, масса – 130 кг. На лицевой панели имеется табло индикации и сетевой выключатель. Терморегулятор, которым оснащено оборудование, поддерживает заданную температуру.
На что следует обратить внимание при выборе электропечи/термопенала
Ознакомьтесь с несколькими рекомендациями по выбору подходящей печи. При выборе оборудования для сушки и прокаливания расходных сварочных материалов необходимо обращать внимание на следующие параметры:
-
Напряжение питающей сети. Имеет стандартное значения для всех моделей, которые изготовлены отечественными производителями.

-
Мощность. Подбирать её необходимо в соответствии с количеством сварочного расходного материала, нуждающегося в прокалке перед использованием.
-
Масса загружаемых электродов. Зависит также от объёма и количества сварочных работ.
- Масса и габариты. Варьируются в широком диапазоне. Если сварщику не предстоит регулярно выезжать на объект, то размеры и масса оборудования не имеют большого значения.
Печь для сушки и прокалки электродов, термопенал оптом и в розницу в Кирове
Порядок эксплуатации печи для сушки и прокалки электродов— Загружать электропечь нужно равномерно распределив электроды по полке и дну камеры.
— Температура печи при загрузке не должна быть больше 100 С
— Закрыть плотно дверь
— Установить температуру прокалки электродов в зависимости от марки
— Выдержать необходимое время
— Охладить электроды и печь до температуры 100-150 С, после этого разгрузить печь.
Гарантия на изделия 1 год, производство Россия.
Рекомендуемый режим прокалки электродов:
Марка электрода | Температура прокалки, С | Время прокалки, час |
ВСЦ-4М | 60 | 1 |
МР-3 | 170-200 | 1 |
МР-3М | 140-180 | 0,5 |
4345452157 | 150-170 | 1 |
ОЗС-4 | 120-160 | 0,7 |
ОЗС-4И | 140-180 | 0,5 |
ОЗС-6 | 150-180 | 1 |
ОЗС-12 | 150-180 | 0,5 |
ОЗС-12И | 140-180 | 0,5 |
ОЗС-33 | 350-380 | 1 |
ОМА-2 | 120 | 1 |
УОНИ-13/45 | 250-300 | 1 |
УОНИ-13/55 | 250-300 | 1 |
УОНИ-15/55К | 250-300 | 1 |
УОНИ-13/55ТЖ | 350-400 | 1-2 |
УОНИ-13-55У | 250-300 |
Если интересующая модель печи или термопенала не размещена на сайте, отправьте запрос на
kcentr. [email protected]
[email protected]
оперативно ответим по возможности поставки
зачем нужна, модели, самостоятельное изготовление
Прокалочная печь для электродов представляет собой электрический нагревательный прибор. Они бывают как заводского производства, так и изготовленные своими руками.
Питание таких устройств осуществляется от обычной электросети переменного тока в 220 вольт, либо от трехфазной сети в 380 вольт. Альтернативными бытовыми способами сушки электродов в небольших количествах для сварочных работ являются использование духового шкафа и мощного строительного фена.
Сам процесс электросварки осуществляется с применением специальных электродов. Это расходный материал, который имеет свойство впитывать влагу из воздуха и отсыревать, после он теряет свои рабочие свойства. Именно по этой причине сварочные электроды нуждаются в подсушке, а также прокалке.
Особенности конструкции
По своим характеристикам и устройству различают несколько типов печей для электродной сушки и их прокаливания:
- Электрические печи стационарные (обычные).
 Стационарная электродная печка представляет собой электротехническую установку, состоящую из нагревательного элемента, корпуса, рабочей камеры с решетками, дверцы и изолирующего термостойкого материала.
Стационарная электродная печка представляет собой электротехническую установку, состоящую из нагревательного элемента, корпуса, рабочей камеры с решетками, дверцы и изолирующего термостойкого материала. - Электрические печи стационарные (программируемые). Программируемая печь снабжена еще блоком электроники для поддержания нужного температурного режима в течение всего времени обработки электродов.
- Электрические переносные печи-пеналы. Электрические переносные печи-пеналы используются при строительных работах. Они работают от электрической сети, снабжены специальной ручкой для переноски и компактны. Такое устройство легко можно подключить к переносному удлинителю непосредственно на месте проведения сварочных строительно-монтажных работ и провести сушку или прокаливание электродов перед процессом сварки.
- Пеналы переносные термосного типа. Термосные пеналы не имеют подключения к электрической сети. Они способны автономно удерживать высокую температуру у предварительно нагретых электродов в течение нескольких часов.
 Такие «термосы» обладают малым весом и габаритами, их удобно транспортировать и переносить вручную.
Такие «термосы» обладают малым весом и габаритами, их удобно транспортировать и переносить вручную. - Самодельные электропечи. О них будет речь чуть ниже.
Как работает такая печь?
При подаче электрической энергии на термоэлектрический элемент, происходит его нагревание. Тепло передается на внутреннюю камеру печки, в которой происходит обработка электродов, они равномерным слоем раскладываются на специальных решетках.
В программируемых моделях печей есть таймер, который автоматически выключает нагревательную установку через заданный временной промежуток.
Также, такие модели позволяют плавно набирать и снижать температуру, без резких скачков, что может привести к разрушению обмазочного слоя на электроде.
Время и температура, необходимая для прокалки, обычно указываются производителем на упаковке с электродами. Обычно она занимает около 2-х часов. После хранения электродов на складе в течение более 3-х месяцев они подлежат обязательной прокалке. То же самое нужно производить и при открытом хранении их на рабочем месте более пяти календарных суток.
То же самое нужно производить и при открытом хранении их на рабочем месте более пяти календарных суток.
Как сделать своими руками?
Простейшую печь для прокалки электродов своими руками изготовить довольно просто. Ниже приведен порядок сборки стационарной электродной печки.
к содержанию ↑Расходные материалы
Для изготовления подобной печки понадобятся:
- Металлический профиль для каркаса.
- Стекломагниевый лист.
- Оцинкованная листовая сталь.
- Зеркальная нержавеющая сталь.
- Термостойкий герметик.
- Минеральная вата для термоизоляции корпуса печи.
- Стальной пруток для изготовления решеток.
- Металлические уголки для направляющих решеток.
- Силиконовый уплотнитель для дверцы установки.
- Термонагревательный элемент, термодатчик.
- Крепежные детали (саморезы или болты).
- Болгарка (углошлифовальная машина).
- Дрель или шуруповерт.
- Сварочный аппарат.

- Разметочный и измерительный инструмент.
Размеры и чертеж
к содержанию ↑Пошаговая инструкция по изготовлению
- Из трубы или проф. уголка делаем каркас. Для этого пригодится сварочный аппарат.
- Производится обшивка каркаса оцинкованной сталью (по всему периметру), внутри конструкции – стекломагниевым листом.
- Все стыки обрабатываются термостойким герметиком.
- Заполняем внутреннее пространство минеральной ватой для термоизоляции рабочей камеры.
- Далее, стекломагниевый лист покрываем зеркальной нержавеющей сталью.
- Вырезается дверца, она также герметизируется и по ее периметру приклеивается уплотнитель из силикона. К дверце прикручиваются с помощью саморезов петли и ручка.
- Внутри рабочей камеры с помощью саморезов устанавливаются направляющие решеток. Сами решетки свариваются из стального прутка.
- Устанавливаем ТЭН или нихромовую спираль внутрь печи и температурного датчика на внешнюю панель агрегата.

- Прикручиваем к корпусу печи дверцы (на саморезы).
- На этом шаге осуществляем проверку и пробный запуск конструкции.
Также, подобные печки можно также изготовить, используя в качестве материала внешнего корпуса отрезок металлической трубы большого диаметра или старый газовый баллон.
к содержанию ↑Готовые модели
к содержанию ↑Как пользоваться такой печкой?
Следует различать процесс сушки и прокаливания:
- Сушка нужна для удаления лишней влаги, поступающей в электроды из окружающего воздуха. Она допускает использование невысоких температурных режимов, ее цель просто удалить влагу из обмазки. По окончании процесса просушки, процент влажности внутри обмазки электрода должен составлять не более 0.7%.
- Прокалка – это процесс полного удаления влаги при температурах до 200 – 250 градусов Цельсия. Прокаливать электроды допускается не более трех раз, затем обмазка на них начинает крошиться и рассыпается. Подобные расходные материалы отбраковываются и подлежат утилизации, проводить сварочные работы с ними нельзя.

При работе с электродной сушильной печью надо соблюдать основные правила техники безопасности:
- Корпус устройства должен быть заземлен или занулен.
- Перед началом работы следует убедиться, что заземляющий провод надежно присоединен к электропечке.
- Во время процесса сушки или прокалки электродов запрещается прикасаться к работающей установке руками.
- Следует помнить, что устанавливать подобное термическое электрооборудование нужно не ближе, чем в 10 сантиметрах от стены.
Обязательно храните электроды в специальным контейнерах:
к содержанию ↑Вывод
Печь для прокалки электродов – это приспособление, необходимое любому сварщику. Его можно изготовить как самостоятельно, так и приобрести готовую модель. Ввиду низкой стоимости заводских печек подобного типа, самостоятельное изготовление имеет малую актуальность и востребованность таких кустарных установок.
Печи для прокалки электродов -специализированное оборудование
Скачать прайс лист
Печи для прокалки электродов – это специализированное оборудование, используемое при строительстве различных конструкций, объектов, а также широко используемое в бытовых условиях. Представлено двумя видами: с ручными переключателями и термометром, печь, оборудованная цифровыми индикаторами.
Представлено двумя видами: с ручными переключателями и термометром, печь, оборудованная цифровыми индикаторами.
В зависимости от уровня ответственности и сложности сварочных работ, применяется 2 основных вида печь: оборудованных цифровой индикацией времени и температуры и оснащенных только термометром и ручным переключателем температурного и временного режима. Первые используются при строительстве мостов, магистральных трубопроводов и других ответственных конструкций. Вторые — в быту и в тех случаях, когда не требуется исключительное качество сварочного шва.
Цены и характеристики
| Наименование | Техническая характеристика | Примечание | Цена, ₽ | |||
Опт. | Розница | |||||
| ЭПЭ-10/400 | 220В; 1,2кВт, 50-400°С, загрузка 10 кг, цифровая индикация температуры, рабочее пространство 90 х 500 х 160 мм, габариты 380 х 650 х 250 мм, вес без тары 15кг | С функцией шкафа для сушки электродов | 9500 | 10 000,00 | Купить | |
| ЭПЭ-20/400 | 220В; 1,2кВт, 50-400°С, загрузка 20 кг, цифровая индикация температуры, рабочее пространство 200 х 500 х 200 мм, габариты 430 х 620 х 330 мм, вес без тары 20кг | С функцией шкафа для сушки электродов | 14 500,00 | 15 200,00 | Купить | |
| ЭПЭ-50/400 | 220В; 2,5кВт, 50-400°С, загрузка 40 кг, цифровая индикация температуры, рабочее пространство 400х500х280 мм, габариты 755х820х560 мм, вес без тары 50кг | С функцией шкафа для сушки электродов. 380В — под заказ | 21 000,00 | 22 100,00 | Купить | |
| ЭПЭ-140/400 | 380В; 6,5кВт, 50-400°С, загрузка 120 кг, рабочее пространство 600х500х520 мм, габариты 1020х820х870 мм, вес 90кг | С функцией шкафа для сушки электродов | 27 000,00 | 28 350,00 | Купить | |
| Наименование | Техническая характеристика | Примечание | Цена, ₽ | |||
| Опт. | Розница | |||||
| ПСПЭ-10/400 | 220В; 1,0 кВт, 100-450°С, загрузка 10 кг, рабочее пространство 110 х 550 х 140 мм, габариты 325 х 736 х 222 мм, вес без тары 15кг | Для прокалки и сушки сварочных электродов при заданной температуре в стационарных и передвижных условиях | 4200 | 4 500,00 | Купить | |
| ПСПЭ-20/400 | 220В; 1,4кВт, 100-450°С, загрузка 20 кг, рабочее пространство 140х550х170 мм, габариты 240х750х270 мм, вес без тары 15кг | 5 000,00 | 5 250,00 | Купить | ||
| ПСПЭ-40/400 | 220В; 3,0кВт, 100-450°С, загрузка 40 кг, рабочее пространство 300х550х200 мм, габариты 410х705х390 мм, вес без тары 35кг | 9 500,00 | 10 000,00 | Купить | ||
 org/AggregateOffer» itemscope=»itemscope» itemprop=»offers»>
org/AggregateOffer» itemscope=»itemscope» itemprop=»offers»>Отправить заказ
Бесплатная консультация
28. 03.2014, 70558 просмотров.
03.2014, 70558 просмотров.
5 причин, почему нужно покупать Печи для прокалки электродов в КАСКАД
Собственное производство – это гарантия качественной продукции и низкой цены
Отгружаем партии товаров любого объема
Предоставляем изделия различных типоразмеров под любые задачи клиента
Обеспечиваем быструю отгрузку и доставку по всей России
Принимаем оплату разными способами, готовы рассмотреть возможность рассрочки
×
Заказать бесплатную помощь
×Купить
Чтобы оформить заказ, заполните форму. В течение пары часов с вами свяжется менеджер и уточнит детали заказа, а также время доставки.
×Купить
Чтобы оформить заказ, заполните форму. В течение пары часов с вами свяжется менеджер и уточнит детали заказа, а также время доставки.
×Купить
Чтобы оформить заказ, заполните форму. В течение пары часов с вами свяжется менеджер и уточнит детали заказа, а также время доставки.
Как выбрать и использовать печь для сушки и прокалки электродов
Печь для электродов используется для прокаливания и высушивания сварочных электродов, которые по какой-либо причине отсырели. Также подобные устройства могут предназначаться для хранения уже обработанных расходников, поддерживая их в подогретом состоянии.
Также подобные устройства могут предназначаться для хранения уже обработанных расходников, поддерживая их в подогретом состоянии.
Высушивание материалов в печи для просушки электродов до определенного уровня способствует повышению их качеств. В таком случае при последующих сварочных работах будет гарантировано достижение необходимых показателей сварочного шва.
Сварка трубопровода на предприятии требует применения качественных материалов, в том числе и хорошо просушенных электродов
Типы печей для просушки электродовВ зависимости от сложности поставленной задачи, а также от уровня ответственности при выполнении работы, для сварочных электродов может использоваться два вида печей:
- С электронным управлением. Предусматривает наличие цифровых индикаторов времени работы и выставления температурного режима. Применяется при постройках любых несущих конструкций, трубопроводов, мостов, переездов, жилых домов.

- С механическими переключателями. Модели печей для сушки электродов оснащаются термометрами и таймерами, параметры на которых задаются вручную. Такие устройства используются тогда, когда не обязательно достигать высших показателей качества сварки.
Печь с механическим регулятором подходят для бытового использования, где не нужно соблюдать высокой точности настроек
Функционирование печки для прокалки электродовПечи для сушки и прокалки электродов бывают стационарными и переносными. Мобильные печи и сушильные шкафы обладают меньшими габаритами и могут работать в полевых условиях.
Для тех, кто намерен посмотреть электропечи и купить подходящую модель, напоминаем также, что по своим функциям они делятся на два вида. Первый предназначен только для просушки (т.н. «простые»), тогда как вторые способны выполнять сушку и прокалку («комбинированные»).
Несмотря на функциональные отличия, все печи имеют схожую конструкцию:
- Внешний вид.
 Снаружи печь для прокалки электродов выглядит как небольшой шкаф, внешний кожух которого изготовлен из металла.
Снаружи печь для прокалки электродов выглядит как небольшой шкаф, внешний кожух которого изготовлен из металла. - Теплоизоляция. Для сбережения нужной температуры стенки печки изнутри покрываются изоляционным слоем. Он может быть волоконным или керамическим.
- Термостат. Все электропечи для сушки и прокалки электродов в обязательном порядке комплектуются терморегулятором, диапазон работы которого очень широк.
- Внутреннее пространство. Внутри находится несколько полок или лотков для укладки материала. В зависимости от общей площади варьируется и их количество. В одной электропечи способы поместиться от 10 до 250 килограмм электродов.
Для улучшения теплоизоляции некоторые модели снабжаются тепловыми экранами. Вместе с электронным регулированием процесса нагрева это обеспечивает максимальное сохранение тепла
Все основные параметры обязательно указываются в паспорте товара, который обязан предоставить любой продавец.
Электропечь большой вместимости способна обрабатывать значительное количество электродов одновременно
Преимущества электропечей для прокалки электродовСовременные сушильные шкафы для электродов обладают рядом особенностей, помогающих достигнуть лучших результатов. Перечислим главные их достоинства:
- Нагрев при помощи трубчатых ТЭНов, срок годности которых существенно увеличен по сравнению со спиральными нагревателями.
- Возможность быстрой замены блока в случае его выхода из строя.
- Усиленная подовая часть, защищенная от возможных ударов.
- Использование материалов, безопасных для экологии.
- Порошково-полимерное покрытие кожуха.
- Комплектация вытяжкой для выведения испарений и продуктов нагрева.
Как правильно подобрать сушильный шкаф для электродовЦифровое регулирование и возможность программирования параметров рабочего процесса позволяют получить оптимальные результаты просушки и прокаливания
Для выполнения задачи высушивания и прокаливания подходят разные сушильные шкафы, цены на которые могут значительно отличаться. Дадим несколько советов, на что стоит обращать внимание при покупке печи.
Дадим несколько советов, на что стоит обращать внимание при покупке печи.
- Вместительность. Подбирать электропечь для электродов нужно, исходя из максимального объема предполагаемых работ.
- Мощность. Производитель располагает обширным модельным рядом, из которого можно выбрать оборудование подходящей мощности.
- Напряжение. Перед тем, как купить и установить прокалочную печь для электродов, стоит проверить состояние электропроводки на объекте и возможность подключения аппарата к питающей сети.
- Габариты. Размеры и вес печи имеют значение только в том случае, когда планируется ведение работ в полевых условиях. Если сварка проводится в одном помещении, эти параметры не играют большой роли.
- Дополнительные функции. Предполагает наличие программаторов, интерфейса и других вспомогательных устройств, облегчающих работу.
Наличие программного управления сушильной печи позволяет задавать точные параметры работы
Чтобы быть абсолютно уверенными в качестве предлагаемого оборудования, заказывайте печи для прокаливания электродов только у проверенного поставщика.
печь для сушки перед сваркой в домашних условиях
На чтение 8 мин Просмотров 3.3к. Опубликовано
Хорошо известно, что прокаливание в печи является важной процедурой. Ее необходимо проделывать перед проведением сварочных работ.
Если отказаться от предварительной термической обработки, то можно столкнуться с такими проблемами в процессе выполнения работы, как плохое поджигание и залипание стержня, низкое качество и ненадежность шва, неудовлетворительный вид готового изделия.
Выше перечислены лишь самые распространенные проблемы, с которыми часто сталкиваются, на самом деле их еще больше.
Виды оборудования для прокалки
Прокалка электродов перед сваркой делается с целью уменьшения влаги в их покрытии. Ее наличие приводит к проблемам с поджигом электрода, его залипанию и обсыпанию покрытия. В результате качество работы может значительно ухудшаться.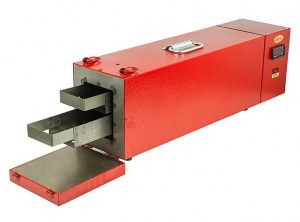
Следует отличать между собой два таких процесса, как сушка и прокалка. Несмотря на то, что они во многом схожи, в первом случае обработка осуществляется с использованием менее высоких температур.
Следует сразу заметить, что увлекаться данными операциями не стоит. Дело в том, что после двух прокалок покрытие может отслоиться от электрода. В связи с этим необходимо заранее рассчитывать их необходимо количество.
Конструкция печи для прокалки электродов.Если после работы останутся неиспользованные стержни, в следующий раз они должны быть использованы в первую очередь.
Иногда просушить необходимо, чтобы поднять температуру расходных материалов. Большой перепад температур может негативно сказаться на конечных характеристиках шва.
Осуществлять прокалку и сушку необходимо в специализированном оборудовании. В этих целях используют электронагревательные печи. В их камере создается необходимая температура, которая варьируется от 100 до 400°С в зависимости от решаемой задачи.
Главным достоинством электропечей является высокий ресурс работы. В них используются ТЭН, рассчитанные на длительную эксплуатацию. Кроме того в случае поломки они могут быть с легкостью заменены.
Если во время прокалки необходимо защитить стержни от воздействия окружающей среды, следует использовать термопеналы. Установленный уровень температуры в таких устройствах поддерживается автоматически.
Работаю данные агрегаты от сети с напряжением 36-60 В. Камера, которая находится внутри корпуса термопенала оснащается терморегулятором и нагревательным элементом. Между камерой и корпусом устройства выполнена качественная теплоизоляция.
Хранить просушенные и прокаленные горячие стержни следует в пеналах-термосах. Их конструкция представляет собой герметично закрываемые емкости на подобии термосов. Их камера отделена от корпуса слоем теплоизоляционного материала.
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.
Таблица характеристик печи для прокалки электродов.Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.

Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать . Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями. В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности.
В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности.
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой.
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.

Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
Температура прокалки электродов.Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур.
Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством . Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.
Конструкция пенала для сушки электродов.Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
В случае длительного хранения или наличия влаги необходимо выполнить прокаливание электродов. В данном случае не стоит забывать, что параметры термообработки для каждого вида стержней свои.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Итог
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
https://youtu.be/neMXjs3dtng
Что такое сушильные шкафы для электродов?
Сушильные шкафы для электродов используются в основном на промышленных предприятиях, где они используются сварщиками и производителями для термической обработки сварных деталей или металлических деталей.
Применение сварочной электродной печи
Некоторые из приложений:
- Судовые подшипники
- Алюминий
- Головки цилиндров
- Тарелки
- Соединения из углеродистой стали.
Вы можете найти несколько печей в различных отраслях промышленности, таких как нефтяная, судостроительная, аэрокосмическая и строительная.
Категории сушильных шкафов для электродов
Эти печи делятся на две категории, а именно
1. Ребейк и
2. Холдинг
1. Холдинг
Он может быть коротким или длинным и может поддерживать заводские уровни сухости. Рекомендации по температуре основываются на электроде и флюсовом покрытии.
2. Ребейк
Кратковременный и требует нагрева при более высокой температуре. Это в основном используется, когда электрод поврежден из-за влаги.
Типы сушильных шкафов для электродов и их применение
Некоторые из различных типов сушильных шкафов для электродов и их использование:
1. Хранение сварочного флюса и печь повторного обжига
Эти печи обычно имеют самую высокую температуру до 500-1000 градусов по Фаренгейту. Они специально разработаны для хранения флюса. Поскольку он объединяет два качества, им лучше всего подходят быстрое время нагрева и прочная конструкция.
2. Печь для повторного обжига сварочных электродов
Покрытие сварочного электрода вытягивает водородсодержащую влагу из воздуха, а затем проволока попадает в сварной шов, что приводит к растрескиванию.Поэтому необходимо восстановить их путем повторного запекания. Это основная печь для многих отраслей промышленности.
3. Переносные электродные печи для сварки
Этот тип печи необходим для того, чтобы стержни оставались сухими в полевых условиях. Эти печи небольшие, как пять фунтов — 50 фунтов, которые могут иметь отдельные конструкции или могут быть прочными, транспортированными и долговечными. С их помощью можно переносить только что выпеченные изделия из магазина в поле.
Эти печи небольшие, как пять фунтов — 50 фунтов, которые могут иметь отдельные конструкции или могут быть прочными, транспортированными и долговечными. С их помощью можно переносить только что выпеченные изделия из магазина в поле.
4. Печи предварительного нагрева по индивидуальному заказу
Каждой фирме требуется различный тип электродной печи.Поэтому есть варианты, которые вы можете заказать для изготовления духовки в соответствии с вашими требованиями, например, со специальными деталями, спецификациями, индивидуальными стеллажами и мощностью нагрева. Есть больше вариантов, а также они могут быть с верхней или фронтальной загрузкой. Вы можете просто позвонить профессионалу, и с его руководством, а также с вашими потребностями и пожеланиями компания сможет создать печь на заказ.
5. Печь для удержания присадочной штанги
При рассмотрении, печи для выдержки проволоки MIG и присадочного прутка TIG подпадают под эту категорию.У вас есть варианты настольных моделей и больших духовок для хранения нескольких больших катушек. Это помогает защитить ваши дорогие расходные материалы. Если вы рассматриваете напольную модель для любого большого магазина, желательно с прорезями для вилочного погрузчика для облегчения перемещения.
Это помогает защитить ваши дорогие расходные материалы. Если вы рассматриваете напольную модель для любого большого магазина, желательно с прорезями для вилочного погрузчика для облегчения перемещения.
SÜA — Переносная сушильная печь для электродов — TRC Series
Штучные электроды необходимо правильно хранить, чтобы обеспечить их качественное наплавление. Когда стержневые электроды впитывают влагу из воздуха, их необходимо высушить, чтобы восстановить их способность к нанесению качественных сварных швов.Электроды со слишком высокой влажностью могут привести к образованию трещин или пористости сварных швов. Это также может повлиять на эксплуатационные характеристики. Если вы заметили необъяснимое растрескивание сварного шва или проблемы с пористостью, или если характеристики дуги стержневого электрода не самые лучшие, это может быть связано с присутствием влаги в покрытии электрода. Должны применяться надлежащие методы хранения или процедуры повторной сушки. Электроды с низким содержанием водорода, такие как обычно используемый E7018, должны быть сухими для надлежащей работы. После открытия оригинальной упаковки их необходимо хранить в электродной печи при температуре 250F? 300F.Стандарт AWS D1.1 по сварке конструкций устанавливает допустимое атмосферное воздействие продолжительностью 4 часа для электродов этого типа. По истечении этого времени электроды с низким содержанием водорода необходимо повторно высушить. Электроды с не-низким содержанием водорода также могут подвергаться воздействию влаги. Если они длительное время подвергаются воздействию влажного воздуха, это может повлиять на сварочные характеристики. Рекомендуется хранить электроды в нагретой духовке при температуре 100F? 120F.
Электроды с низким содержанием водорода, такие как обычно используемый E7018, должны быть сухими для надлежащей работы. После открытия оригинальной упаковки их необходимо хранить в электродной печи при температуре 250F? 300F.Стандарт AWS D1.1 по сварке конструкций устанавливает допустимое атмосферное воздействие продолжительностью 4 часа для электродов этого типа. По истечении этого времени электроды с низким содержанием водорода необходимо повторно высушить. Электроды с не-низким содержанием водорода также могут подвергаться воздействию влаги. Если они длительное время подвергаются воздействию влажного воздуха, это может повлиять на сварочные характеристики. Рекомендуется хранить электроды в нагретой духовке при температуре 100F? 120F.- TRC-10 — это легкий переносной сушильный шкаф для электродов, который предотвращает поглощение электродами влаги, которая может отрицательно повлиять на сварочные работы.
- Вмещает до 22 фунтов (10 кг) электродов длиной 18 дюймов или меньше — Легко поднимаемая корзина электродов, которую можно заблокировать в открытом состоянии для удобной работы одной рукой даже в самых толстых сварочных перчатках.

- Диапазон температур: Окружающая среда — 302 ° F (Окружающая среда — 150 ° C) — Легко настраиваемая аналоговая шкала температуры.
- Вес пустого: 9,5 фунта — Высота: 24 дюйма — Диаметр цилиндра: 6–½ дюйма — Входная мощность: 115 В
- Можно использовать в магазине или в поле. Совместим с генераторами / сварочными аппаратами с тремя розетками 115 Вольт.Незаменим при сварке электродами E7018, E7024 и другими электродами с низким содержанием водорода .
Переносная печь для сушки электродов, Переносные печи для сушки электродов Производители, поставщики в Индии
Переносная сушильная печь для электродов: легкая, но очень прочная и функциональная! MV International поставляет высококачественное сырье от признанных поставщиков для производства переносных сушильных печей для электродов.При проектировании и разработке этих продуктов соблюдаются определенные отраслевые стандарты и нормы. Вот почему наши духовки энергоэффективны и долговечны. За клиентами остается последнее слово при определении технических характеристик печи в соответствии с их отраслевыми требованиями.
Вот почему наши духовки энергоэффективны и долговечны. За клиентами остается последнее слово при определении технических характеристик печи в соответствии с их отраслевыми требованиями.
Мы предусмотрели для духовки достаточно места 72×450 мм, которая может выдерживать температуру до 200 ° C. Грузоподъемность духовки может составлять от 5 кг до 20 кг. Если вы уже использовали нашу старую модель, вы обнаружите, что вес и размер нашей старой и новой моделей очень похожи.Вы, должно быть, встречали на рынке много вариантов, но вы будете поражены, используя нашу новую модель. По сравнению со всеми вариантами, которые обычно доступны на рынке, наша новая портативная сушильная печь для электродов более портативна, компактна и легче.
Как выглядит портативная электродная печь
Наша духовка кажется намного легче и весит всего около 5 кг. Он, безусловно, довольно портативный и снижает нагрузку на оператора.Вы, должно быть, видели печи с квадратной камерой, в которой электроды могли скатываться друг в друга и повредиться. Переносная сушильная печь для сушки электродов оснащена цилиндрической камерой, которая ограничивает выкрашивание флюса и предотвращает перемещение электродов.
Он, безусловно, довольно портативный и снижает нагрузку на оператора.Вы, должно быть, видели печи с квадратной камерой, в которой электроды могли скатываться друг в друга и повредиться. Переносная сушильная печь для сушки электродов оснащена цилиндрической камерой, которая ограничивает выкрашивание флюса и предотвращает перемещение электродов.
Мы являемся опытным производителем промышленных печей и обеспечиваем стабильность температуры; наша портативная духовка поставляется с изолированной крышкой. Наша устойчивая к коррозии и прочная печь во многом обязана своей оцинкованной внутренней части.Вы можете открывать и закрывать его просто благодаря защелке по центру и ручке с вытяжным кольцом.
Ручка термостата закреплена
Являясь ведущим производителем портативных сушильных шкафов для электродов , нам удалось обеспечить полную защиту ручки управления, уменьшив риск повреждения. Хранение электродов больше не считается опасным. Мы не утверждаем, что наша духовка на 100% воздухонепроницаема, так как ей нужно дышать, когда она активна.Итак, если вы ищете 100% герметичное пространство для хранения, вы можете рассмотреть некоторые другие варианты для ваших целей хранения.
Хранение электродов больше не считается опасным. Мы не утверждаем, что наша духовка на 100% воздухонепроницаема, так как ей нужно дышать, когда она активна.Итак, если вы ищете 100% герметичное пространство для хранения, вы можете рассмотреть некоторые другие варианты для ваших целей хранения.
MV International находит прекрасную возможность заявить о себе как о ведущем производителе и дистрибьюторе промышленных печей. Помимо переносной печи для сушки электродов , мы разрабатываем различные другие типы сушильных шкафов для электродов или флюса. Наш огромный ассортимент промышленных печей бывает разных размеров, поскольку мы производим их, чтобы удовлетворить ожидания клиентов.Мы полагаемся на ваш выбор образцов или на ваш предполагаемый рисунок как на специализированного производителя переносных сушильных шкафов с электродами . Мы даже расширяем наши услуги, ремонтируя ваши духовки, когда в этом возникает необходимость.
Электроды для хранения и сушки
Электроды для дуговой сварки защищенного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы.Электроды с слишком большим количеством влаги могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или если характеристики дуги стержневого электрода ухудшились, это может быть связано с вашими методами хранения или процедурами повторной сушки. Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие эксплуатационные характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
Для надлежащего функционирования стержневые электроды с низким содержанием водорода должны быть сухими.Закрытые герметичные контейнеры Lincoln обеспечивают отличную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут вызвать водородное растрескивание, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагозаборному покрытию и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали.Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют индекс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену. Влагостойкие типы могут подвергаться воздействию до 9 часов.
Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену. Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры прокалываются или открываются, электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1.Повышенное количество влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгенологического исследования или разрушающего контроля. Если предел текучести основного металла или металла шва превышает 80000 фунтов на квадратный дюйм (550 МПа), эта влажность может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность сварного шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она сделана правильно, восстанавливает способность электродов создавать качественные сварные швы. Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны указанным требованиям.
Электродам класса прочности E8018 и более высоких следует давать не более трех одночасовых повторных высыханий в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например, недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, так как каждый электрод должен достичь температуры сушки.
Условия повторной сушки — стержневые электроды с низким содержанием водорода
| Конечная температура сушки | ||
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
| Электроды, которые контактировали с водой или подвергались воздействию высокой влажности. | от 180 до 220 ° F (от 80 до 105 ° C) | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
Хранение и повторная сушка электродов не с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги на неопределенный срок при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха на электроды из открытых контейнеров может накапливаться достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки — стержневые электроды без содержания водорода
| Электрод-стержень | Группа электродов | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze — на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри на покрытии во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill — чрезмерная влажность указывается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | от 400 до 500 ° F (от 200 до 260 ° C) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Избыточная влажность указывается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите необычно влажные электроды в течение 30 — 45 минут при 90 — 110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия | от 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |

Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
Сварочные печи со стержневыми электродами
Часто задаваемые вопросы
Что такое стержневые электроды и что такое дуговая сварка в среде защитного металла (SMAW)?
Почему мне нужно хранить электроды для сварки в нагретой духовке?
Каковы правила правильного хранения и повторной обжига стержней?
В чем разница между удерживанием сварочного электрода и повторным обжигом сварочного электрода?
В чем основные различия между сушильными шкафами для сварочного прутка и сушильными шкафами для возврата сварочного прутка?
Могу ли я использовать переносную духовку Keen для длительного хранения?
Используются ли большие печи только для длительного хранения?
Как я могу определить мощность усилителя для конкретной модели стержневой печи?
Каково допустимое воздействие атмосферы на сварочные прутки с низким содержанием водорода?
Существуют ли какие-либо общеизвестные способы хранения сварочных стержней, которые не соответствуют требованиям?
Какие распространенные ошибки при хранении и обращении могут привести к повреждению сварочных стержней?
Какие проблемы могут потенциально возникнуть при сварке из-за неправильного хранения сварочных стержней?
Какие термины я должен знать, связанные с ненадлежащим хранением сварочных материалов?
Как определить, повреждено ли покрытие моих сварочных стержней с низким содержанием водорода?
Как мне найти рекомендации по хранению расходных материалов?
Чем отличаются методы хранения стержней с низким содержанием водорода, стержней из нержавеющей стали, целлюлозных стержней и стержней с низким содержанием водорода?
Можно ли хранить сварочные электроды разных типов одновременно в прутковой печи?
Что такое стержневые электроды и что такое дуговая сварка в среде защитного металла (SMAW)?
SMAW (дуговая сварка защищенного металла) — это процесс ручной дуговой сварки, который часто называют сваркой стержнем . Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и дешевизной оборудования и эксплуатации. SMAW обычно используется с такими материалами, как низкоуглеродистая сталь, чугун и нержавеющая сталь.
Для этого процесса требуется расходуемый электрод, покрытый флюсом (стержневой стержень) для наложения сварного шва, а электрический ток используется для создания электрической дуги между электродом и свариваемыми металлами.Электрический ток может быть переменным или постоянным током от источника сварочного тока.
Во время укладки сварного шва флюсовое покрытие электрода разрушается. При этом образуются пары, образующие защитный газ и слой шлака. И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления в металл шва поглотителей, раскислителей и легирующих элементов.
Для получения более подробной информации о сварке штангой щелкните здесь: http: // www.keenovens.com/products/stick-electrodes-details.html
Почему мне нужно хранить электроды для стержневой сварки в печи с подогревом стержней?
При сварке штучной сваркой (SMAW) чаще всего используется сварочный электрод с низким содержанием водорода 7018. Он покрыт гигроскопичным флюсом (легко впитывает влагу из воздуха). Это покрытие из флюса горит и превращается в защитный газ, который защищает сварочную ванну от атмосферных загрязнений, таких как водород, азот, кислород и другие.Если эти загрязнители попадут в сварочную ванну, они вызовут такие дефекты, как трещины и пористость (червоточины). Эти дефекты могут создать слабое место, в котором сварной шов может разрушиться под действием напряжения или нагрузки.
Стержни с низким содержанием водорода 7018 — это именно то, что говорится в их названии… с низким содержанием водорода. Они пропускают очень мало водорода в сварочную ванну, если они не хранились ненадлежащим образом и не загрязнены влагой. Влага пропускает водород во флюс, который затем попадает в сварочную ванну в неблагоприятных условиях ().Эта влажность перегревается в процессе сварки, превращается в пар, а затем пузыри поднимается на поверхность, оставляя открытый карман в готовом сварном шве. Таким образом, в этом конкретном месте сварной шов слабее, потому что это не сплошной валик. Это будет происходить в начале бусинки с каждым новым использованным стержнем и уменьшаться по мере того, как стержень нагревается и сжигает влагу по мере ее потребления.
Загрязненные влагой стержни могут поначалу давать красивый сварной шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позже (продольное растрескивание возникает, когда трещина начинается в одной точке и следует по длине сварного шва) .Дефекты также могут быть замечены инспектором по сварке, как описано одним из наших опытных сварщиков здесь:
http://www.keenovens.com/articles/welding_inspectors.htm
На многих сварочных площадках и в мастерских не соблюдаются правила хранения электродов, установленные производителями сварочных электродов и Американским обществом сварщиков.
Каковы правила правильного хранения и повторной обжига стержней?
Для получения конкретных рекомендаций по температуре хранения и повторной обжига мы рекомендуем напрямую обращаться к производителю сварочных материалов.Также важно ознакомиться с местными правилами сварки и / или попросить инспектора по сварке предоставить некоторую информацию. Стандарты сварки часто меняются, и каждый производитель часто дает разные рекомендации относительно хранения сварочных электродов. Информацию можно найти на упаковке, а также на веб-сайтах производителей. Keen предлагает широкий ассортимент продукции для удовлетворения практически любых потребностей в хранении сварочных материалов.
В чем разница между удерживанием сварочного электрода и повторным обжигом сварочного электрода?
Как правило, надлежащее обслуживание электродов для сварки штангой включает два процесса: выдержка (также называемая хранением) и повторная отладка (также называемая восстановлением).
Под процессом выдержки понимается кратковременное * или долгосрочное ** хранение сварочных электродов с подогревом для поддержания заводской сухости. Хранение стержней при повышенных температурах предотвращает загрязнение гигроскопичного флюсового покрытия электрода атмосферной влагой. Существуют различные требования к температуре в зависимости от типа электрода, а также требования к сварке. За конкретными рекомендациями по температуре выдержки обращайтесь к производителю расходных материалов.
Процесс повторной обжига относится к краткосрочному * высокотемпературному нагреву сварочных стержней, которые были или могли быть загрязнены атмосферной влагой. Процесс повторной обжига «восстанавливает» сварочный стержень, то есть он выжигает влагу, попавшую в покрытие, таким образом восстанавливая электрод, чтобы он был пригоден для повторного использования. Во многих крупных цехах есть печь для повторного обжига стержней в ящике для инструментов, в которой электроды, возвращающиеся с поля, повторно обжигаются в качестве меры предосторожности для удаления влаги, а затем помещаются в выдерживающую печь для длительного хранения при низкой температуре для повторного использования. За конкретными рекомендациями по температуре повторной обработки обращайтесь к производителю расходных материалов.
* — В отношении наших продуктов мы считаем краткосрочным сроком 8 часов или меньше.
** — В отношении наших продуктов мы считаем долгосрочным сроком 24 часа в сутки, 7 дней в неделю.
В чем основные различия между сушильными шкафами для сварочного прутка и печами для возврата сварочного прутка?
Стержневые печиразработаны с учетом температурного диапазона процесса и количества хранимых электродов.Стандартные печи выдержки рассчитаны на максимальную температуру 550 ° F, а печи повторного выпекания рассчитаны на 999 ° F. Духовки с более высокими температурами имеют большую толщину стенок для размещения большей изоляции, взрывозащищенные защелки и цифровые программируемые контроллеры температуры. Большие напольные духовые шкафы оснащены базовым цифровым контролем температуры, а настольные и переносные духовки имеют аналоговый контроль температуры или постоянный вход без термостатического контроля.
Могу ли я использовать переносную духовку Keen для длительного хранения?
Переносные печи для сварочных электродов предназначены в первую очередь для кратковременного, а не длительного хранения. Переносные устройства обычно используются отдельными сварщиками в полевых условиях, чтобы электроды оставались сухими на сварочной станции. Обычно сварщикам предоставляются электроды, которые хранятся в более крупной печи длительного хранения на стойке для инструментов. Они загружают свои портативные устройства для дневной работы, а все, что остается в конце дня, возвращают в кроватку для повторной выпечки или длительного хранения.Переносной выключатель отключается до следующего использования в поле.
Используются ли большие печи только для длительного хранения?
Да. Духовки для выдержки от 200 фунтов и выше рассчитаны на работу 24 часа в сутки, 7 дней в неделю. Идея состоит в том, чтобы все неупакованные электроды постоянно находились при повышенных температурах, чтобы сохранить целостность электрода и обеспечить оптимальные сварные швы.
Как я могу определить мощность усилителя для конкретной модели стержневой печи?
Используйте эту формулу: Вт / напряжение = А
Каково допустимое воздействие атмосферы на сварочные прутки с низким содержанием водорода?
Спецификация AWS для электродов из углеродистой стали (AWS A5.1), максимальный лимит E70XX составляет 4 часа.
Технические характеристики AWS 5.5 см. Ниже:
E70XX-X 4 часа макс.
E80XX-X 2 часа макс.
E90XX-X 1 час макс.
E100XX-X 1/2 часа макс
E1100XX-X 1/2 часа макс.
Существуют ли какие-либо общеизвестные способы хранения сварочного стержня, которые не соответствуют требованиям?
Один из мифов о хранении сварочного прутка, который увековечивают некоторые в отрасли, заключается в том, что старый холодильник, оснащенный электрической лампочкой, будет достаточно нагревать покрытие на электродах с низким содержанием водорода до рекомендованного производителем расходных материалов диапазона температур хранения 225-300F.Большинство лампочек не обеспечивают достаточного нагрева, чтобы довести электроды до нужной температуры, чтобы предотвратить попадание влаги в покрытие.
Еще один миф, с которым мы столкнулись на протяжении многих лет, заключается в том, что при хранении сварочных электродов в морозильной камере они останутся сухими. Это, конечно, миф, потому что как только стержни вынимаются из морозильной камеры, они становятся магнитом для любой атмосферной влаги, которая присутствует в воздухе, и вызывают конденсацию на покрытии.
Всегда лучше ознакомиться с инструкциями на упаковке производителя и проконсультироваться с производителем, если у вас есть какие-либо вопросы, касающиеся правильного хранения. Обратите внимание, что не все проинформированы о хранении сварочного стержня, даже в отделах обслуживания клиентов крупных производителей. Лучше всего поговорить с опытным сварщиком или инспектором, который знает спецификации AWS SMAW и соответствующие отраслевые правила хранения.
Какие распространенные ошибки при хранении и обращении могут привести к повреждению сварочных стержней?
Сварочные электроды изготавливаются с учетом допустимых пределов влажности, соответствующих типу покрытия и прочности металла шва, который будет использоваться с электродом.Затем их упаковывают в контейнер, который был спроектирован таким образом, чтобы обеспечить степень защиты от влаги, которую промышленность считает необходимой для данного типа покрытия.
Некоторые распространенные ошибки при обращении со сварочными стержнями:
Какие проблемы могут потенциально возникнуть при сварке из-за неправильного хранения сварочных стержней?
Плохое направление дуги, чрезмерное разбрызгивание, плохое экранирование, отсутствие проплавления и пористость — распространенные результаты, которые возникают, когда покрытия сварочного стержня были загрязнены влагой.Другим распространенным явлением является «гвоздь» — термин, используемый для описания неравномерного пригорания на одной стороне сварочного прутка. Часто это происходит из-за попадания влаги в одну область электрода, из-за которой он выгорает медленнее, чем в других областях.
Какие термины я должен знать, связанные с ненадлежащим хранением сварочных материалов?Пористость: образуется в результате захвата дискретных карманов газа в затвердевающей сварочной ванне.Газ может образовываться по-разному: плохая газовая защита, поверхностные загрязнения, такие как влага, жир, ржавчина. Пористость также может быть результатом недостаточного количества раскислителей в основном металле, электроде присадочной проволоки.
Червоточины: Сильная форма пористости, вызванная сильным загрязнением сварочной ванны в результате загрязнения поверхности или сварки влажными электродами. На рентгенограмме они выглядят как удлиненные поры и указывают на то, что в сварном шве образовалось большое количество газа, захваченного затвердевающим металлом шва.
Водород: Способствует растрескиванию затвердевшего сварного шва. В сочетании с высокими растягивающими напряжениями и чувствительными сталями водород может вызвать холодное растрескивание через несколько часов или дней после завершения сварки. Для сварки конструкций с использованием высокопрочных сталей часто используются расходные материалы с низким содержанием водорода. Эти типы расходных материалов склонны к поглощению влаги и должны храниться при повышенных температурах.
Как узнать, повреждено ли покрытие моих сварочных стержней с низким содержанием водорода?Осмотрите покрытие стержня, чтобы определить, не изменился ли цвет во время хранения.Любые обесцвеченные сварочные стержни следует выбросить или связаться с вашим поставщиком. Также визуально проверьте покрытие на предмет физических повреждений, которые могли возникнуть во время работы. Любые участки покрытия стержня, которые могли быть повреждены, сделают стержень непригодным, поэтому его следует выбросить.
Как найти рекомендации по хранению при изготовлении расходных материалов?Проверьте упаковку расходных материалов, узнайте у местного поставщика и / или производителя приобретенных расходных материалов.Обратите внимание, что не все проинформированы о правильном хранении сварочного стержня, даже в отделах обслуживания клиентов крупных производителей. Лучше всего поговорить с опытным сварщиком или инспектором, который знает спецификации AWS SMAW и соответствующие отраслевые правила хранения.
Чем отличаются методы хранения стержней с низким содержанием водорода, стержней из нержавеющей стали, целлюлозных стержней и стержней с низким содержанием водорода?Следует соблюдать надлежащие процедуры хранения для всех типов сварочных электродов.За конкретными инструкциями обращайтесь к производителю расходных материалов. Принято считать, что те же процедуры хранения и повторной обжига сварочных стержней с низким содержанием водорода применимы и к сварочным стержням из нержавеющей стали. Электроды из целлюлозы не следует хранить в духовке, поскольку воздействие влаги не оказывает отрицательного воздействия на характеристики. Если стержни не с низким содержанием водорода подверглись воздействию влаги, их можно нагревать в стержневой печи только при низких температурах (100–120 ° F).
Можно ли хранить сварочные электроды разных типов одновременно в стержневой печи?Это может вызвать некоторые проблемы, и всегда следует связываться с производителем расходных материалов, прежде чем хранить несколько типов электродов вместе в одностержневой печи.Сварочные электроды производятся с определенным диапазоном содержания влаги. Например, стержни с низким содержанием водорода имеют влажность примерно 0,1–0,4 процента. С другой стороны, целлюлозные стержни имеют влажность от 4 до 6 процентов. Если эти два типа электродов хранятся в одной печи, стержни с более низким содержанием влаги и низким содержанием водорода будут поглощать влагу из целлюлозных стержней с более высоким содержанием влаги. Важно отметить, что целлюлозные стержни не следует хранить в течение длительного времени в стержневой печи, и их следует нагревать при низких температурах (100–120 ° F), если они находились во влажном воздухе в течение длительного периода времени.
Сушильная печь для электродов, Поставщики сушильных печей для электродов, Производители в Индии
Как печь для сушки электродов доказывает свою промышленную ценность
Промышленные печи в основном используются для термической обработки металлических компонентов производства или сварки деталей.Производителям и сварщикам предлагается большой выбор оборудования.
Некоторые из наиболее известных применений, которые выполняет печь для сушки электродов , включают соединения из углеродистой стали, головки цилиндров, алюминий, пластины и судовые подшипники. Множество отраслей, в которых используются сушильные печи, включают авиакосмическую, судостроительную, строительную и нефтяную.
Как можно классифицировать сушильную печь для электродов?
Выдержка и повторная выпечка являются основными категориями размещения сушильных шкафов.Заводские уровни сухости могут поддерживаться для выдержки в соответствии с инструкциями клиента. Флюсовое покрытие и электрод будут определяться рекомендуемыми диапазонами температур. Для повторного запекания требуется высокая температура нагрева, и это обычно происходит в краткосрочной перспективе.
Максимальная температура, которую могут выдерживать эти печи, обычно составляет от 500 до 1000 градусов по Фаренгейту. Они известны своей прочной конструкцией и быстрым нагревом. Производитель сушильных шкафов для электродов разрабатывает продукты для поддержки различных промышленных процессов.Однако духовые шкафы предназначены для извлечения влаги из воздуха, поскольку они несут водород и проникают через трещины. Вот почему повторная выпечка помогает восстановить духовку.
В тех отраслях промышленности, где требуется, чтобы стержни оставались сухими для обработки, необходимо использовать этот тип печи. Духовки не только долговечны, но и легко транспортируются.
Переносная сушильная печь для сварочных электродов
Новая стержневая печь вместимостью 5-10 кг, с некоторыми дополнительными функциями и отличной ценой!
Одна модель — 5 кг или 10 кг
Разработан для пользователей, которым требуется грузоподъемность 5 или 10 кг.
Если вам нужно только 5 кг, наша новая духовка очень близка по размеру и весу к нашей старой 5-килограммовой модели.
Если вам нужна емкость 10 кг, вы найдете новую духовку значительно легче, компактнее и портативнее, чем многие другие на рынке.
Легкий и портативный
При весе всего 4,5 кг сушильная печь для электродов Weldclass очень портативна и снижает нагрузку на оператора.
Цилиндрическая камера
В отличие от печей с квадратной камерой, где электроды имеют тенденцию катиться и более легко повреждаются, электродная печь Weldclass имеет круглую камеру, которая поддерживает электроды в лучшем состоянии и предотвращает скалывание флюса.
Изолированная крышка
Это улучшает общую изоляцию и температурную стабильность.
Оцинкованный интерьер
Прочный и устойчивый к ржавчине (которая может загрязнять электроды).
Ручка с вытяжным кольцом и центральная защелка
Быстрое и легкое открытие … и надежное закрытие.
Регулируемый 50
o c — 200 o cОтлично подходит для широкого спектра сварочных работ MMA
Ручка управления защищенным термостатом
Минимизирует возможное повреждение ручки управления.
Этот блог предназначен для помощи сварщикам, которые ищут: печь с электродом на 5 кг, печь со сварочным стержнем на 10 кг, печь с подогревом электродов.
Заявление об ограничении ответственности: Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в содержании этой веб-страницы или в любых приложениях. Представленная информация носит исключительно общий характер и не принимает во внимание конкретные обстоятельства какого-либо отдельного лица или организации.Некоторая предоставленная информация может отражать личное мнение человека. Все характеристики продукта могут быть изменены без предварительного уведомления. Любые комментарии относительно предполагаемого или предлагаемого применения любого продукта предназначены только для общего описания и идентификации. Пользователь, и / или владелец, и / или покупатель несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении.E. & O.E.
.